EP0695690A1 - Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen - Google Patents
Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen Download PDFInfo
- Publication number
- EP0695690A1 EP0695690A1 EP94119461A EP94119461A EP0695690A1 EP 0695690 A1 EP0695690 A1 EP 0695690A1 EP 94119461 A EP94119461 A EP 94119461A EP 94119461 A EP94119461 A EP 94119461A EP 0695690 A1 EP0695690 A1 EP 0695690A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- bale
- packaging
- station
- central
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/12—Baling or bundling compressible fibrous material, e.g. peat
- B65B27/125—Baling or bundling compressible fibrous material, e.g. peat and wrapping or bagging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3092—Presses specially adapted for particular purposes for baling; Compression boxes therefor with two or more stationary press boxes co-operating alternately with a press ram or simultaneously with press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/12—Baling or bundling compressible fibrous material, e.g. peat
Definitions
- the invention relates to a method for packaging fibrous material in bales by multi-stage pressing with several pre-presses, in which the pre-pressed in box-shaped, doorless, stable containers is conveyed to a central press, in which the pre-pressed material is compressed into a bale and is then packed by transporting the containers filled with the fibrous material, consisting of a one-piece jacket part and a base plate that can be detached therefrom, from the pre-presses to the central press, which operates independently of the working rhythm of these pre-presses, on one or more arbitrarily oriented tracks, possibly with intermediate storage and the containers are taken over by the central press in any order, after the finished pressing of the goods in the container by means of a press ram, the shell part of the container is completely removed from the bale and the base plate while maintaining the pressing pressure and then the-B is all packed, e.g.
- a method of this type is known from EP 0 014 923 B1. It has the essential advantage that the number of pre-presses which work together with a final pressing station is not limited to a certain number. The pre-pressing and the final pressing station work independently of each other. This also makes it possible to press fiber flake as well as cable material or different fiber types in succession in the central press without the fiber material of the previous batch being able to mix with the following one. The final pressing station can be better utilized.
- Packing and armoring in a location separate from the pressing station is advantageous because it can increase the performance of the central press, but disadvantageous is the lateral displacement of the bale under pressure into a pure holding station, which involves additional design effort. It is also disadvantageous that the base plate of the press box must be removed from the press station together with a separate end piece of the press ram and must necessarily be moved back into the press station in order to return to the press ram as far as the end piece is concerned and to the press box jacket. as for the bottom plate to be united. This process in the central press takes time and hinders optimal utilization of the central press.
- the invention is based on the object of first developing a method and then also a suitable device with which a central press can be operated in which the problems listed no longer occur. It is essential to increase the production output of a central press, whereby neither the pressing process may be hindered by the necessary packaging and arming or bandaging time, nor the bale together with a separate part of the press ram that can be detached from the press ram and is transported to a separate, laterally arranged holding position may be.
- a process of this kind brings about an immense increase in performance.
- the new method concentrates on the process that the bale, once pressed, remains in the unchanged, optimal pressing state under the ram until it is ejected, at least after the bandaging, thereby at least in the bandaging station and possibly also moves into the packaging station, in a circular path that leads back to the pressing station.
- the method according to the invention can be completed in a variety of ways. So it is advantageous to reach the packaging and bandaging / reinforcement stations in a circle each after bypassing 120 ° or, if the packing station under the press ram is omitted, preferably bypassing 180 °. In this way there is enough space for the device parts that are necessary for arming / bandaging and also for packaging.
- the device required to carry out the method is based on the press system as described in EP 0 014 923 B1. It essentially consists of several pre-presses, each provided with a depositing device, and a central press that is set up independently and can be operated independently of its working rhythm. With this system, the goods are advantageously pre-pressed in a box-shaped, doorless container, delivered by the pre-press and fed to the central press by means of transport for finishing pressing and packaging in any direction and the empty containers are returned after the bales have been delivered.
- the central press according to the invention then consists of at least two, possibly three complete press units which are arranged radially outward from a central axis and are rotatably mounted about this central axis. This central press enables fast, uncomplicated, automatically carried out bandaging / arming and also packaging. A cycle time can thus be achieved which is inconceivable with the device according to the prior art.
- the central press of FIG. 1 consists of a star-shaped pressing device with the pressing units or pressing stations I - III, which are all the same, and are designed so that they can carry out the final pressing process.
- Each unit I - III thus consists of a complete press that accepts the press box, lock it, the fiber material filled in the pre-press, not shown, if necessary, also provide a packaging film on the top of the press box, press it in the same press box jacket with a press ram and possibly can finally compress and which can pull the press box casing upwards from the bale in the press state, the press box base plate, of course, having been released beforehand from the casing in its locking.
- the pressing units I - III stand on a base plate 5, over which the units I - III can be moved in a circular manner in the direction of the arrows 6, 6 ', 6''.
- z. B the illustrated bearing 3 or other sliding devices.
- the pressing units I - III are U-shaped in the example with a lateral opening, what z. B. has the advantage that the new, full press box does not have to be inserted radially into the central press, but also laterally, tangentially.
- Fig. 1 it can be seen that the central press according to the invention is approached tangentially from the feeder line (full cans).
- the pre-pressed fiber material comes from the respective pre-press in a press box 9, 10 and is in any case also covered with a packaging film 1 on the upper side before the central press. 1 is only indicated chemically in the top view in FIG. 1, but is known in detail.
- the press box 9, 10 moves by means of the carriage 35 on the rails 36 further in the direction of arrow 7 and ultimately continues straight into the press unit 1 free from a bale 8, better from an empty press box (jacket 9 + base plate 10) Rails 36 go straight on to the removal rails 36 ', but the carriage 35 will remain next to the press unit I so that the press box can be transferred from there.
- the bale 8 reaches the packaging station, which is designated II in FIG. 1, after the central press has been rotated through 120 °. It is intended to express that z. B. the removal of the press casing 9 from the bale 8 does not have to take place in the press situation shown in Fig. 1, but z. B. can also be carried out when rotating the central press about the axis 4. This approach is one of the main advantages of new central press, time is saved in each of the absolutely necessary movement processes.
- the final pressing process can also take place only in part up to a final preliminary pressing state.
- the press box jacket 9 z. B. when turning the central press about the axis 4 to the packing station II upwards and at the same time the fiber material is pressed by increasing the pressure by means of the cylinder 13 '.
- This procedure favors the easier removal of the press box casing 9 from the bale 8 and also prevents damage to the fibers of the bale in contact with the casing 9.
- this careful pressing process advantageously does not increase the treatment time of a bale in the central press.
- both the base film 2 and the cover film 1 are applied to the side surfaces of the bale 8 'by means of fingers (not shown). These details are known and are therefore not shown or described here. So if the top and bottom films 1, 2 are applied to the bale 8 ', for. B. performed on the way from the pressing station I to station II, the shrouds 15, 16 move parallel to the long sides of the bale 8 'over. For this purpose, rails 15 ', 16' are provided which move parallel to the bale 8 'and are moved back again after packing.
- the shrouds 15, 16 pull the previously stretched (dashed line 17) film 14 (solid line) from the two film rolls 18, 19, which are rotatably but fixedly arranged tangentially outside the central press. Then, on the radially inner rear side of the bale 8 ', pressure cylinders 20, 21 of the sheathing units 15, 16 move the film holding devices 22 against one another. The sides of the film are welded together so that the jacket is produced. After moving the shrouds 15, 16 back into the starting situation, a new stretched film wall 17 is produced.
- the bale 8 'packed with it is now still to be bandaged, e.g. B. with wires or strips 28.
- the central press moves according to FIG. 1 by a further 120 ° in the direction of arrow 6 'in the situation of unit III, the bandaging station.
- a bandaging device arranged tangentially outside the press, which is also shown in a top view in FIG. 4. It consists of two arms 23, 24 (dash-dotted line) held open tangentially to the press, of which the arm 23 carries the deflection channels 29 for the straps and the arm 24 carries the strapping heads 25. Both arms 23, 24 are pivotable about the axis 27.
- the arms 23, 24 then open again, the press ram 13, 13 'moves upwards into the rest position and an arm takes the fully packaged bale 8' 'into the tangential line. For space reasons, this is expediently carried out on the arm 23.
- the transport from the bandaging position to the removal position takes place with a bale clamp construction. It consists of a U-shaped arm 23, which has a holding leg 26 at the free end, which includes the bale 8 '' U-shaped.
- two pressure stamps 31, 32 which are fastened to the arm 23 and the holding leg 26 in a radially aligned manner with respect to one another, the bale 8 ′′ is held on the end face on both sides and can be pivoted with the arm 23.
- bale 8 '' '' After swiveling the bale 8 '' into the tangential line, the locking of the bale 8 '' 'is released by the pressure rams 31, 32 and the arm 23 pivots further outwards to completely release the bale 8' ''.
- a further bale clamp construction 33, 34 then grips the bale 8 ′′ ′′ and moves it suspended to a bale removal path according to FIG. 5.
- the bale 8 '' '' can also be pushed onto the web 30, depending on the application.
- the central press moves again through 120 ° into the starting position according to FIG. 1.
- the base plate 10 is again provided with a new base film 2 and combined with the box jacket 9 to be lowered.
- the film placement device is chemically indicated in Fig. 1 in the top view.
- the empty can that is ready for transportation is also conveyed from the press unit I to the by means of a chain conveyor, not shown stand by carriage 35 'further in the direction of tangents 7'. This then brings the empty press box to the pre-presses, not shown, or transfers the press box to another transport device while it moves back into the waiting position at the press.
- the press unit I is again equipped with a press box full of fibers.
- the transport of the press boxes by means of a carriage 35, 35 'can also be constructed differently, e.g. B. only with a hanging conveyor, so that the carriage 35 with the rails 36 can be omitted.
- FIG. 6 shows a further central press, which is smaller than that shown in FIG. 1.
- the main difference to that of Fig. 1 is the outsourcing of the packaging station II previously provided within the circular path of the central press to the packaging station IV. This is now arranged outside the circular rotating path of the central press and of course only active when the bale 8 '' in the Station III is bandaged.
- This version is only possible if the bale 8 '' is strapped with a band or wire material that does not react with the bale material, such as man-made fibers. B. rusts.
- the tape is then essentially made of plastic, for. B. made of polyester or polyamide fibers. If such strapping material, which is also more environmentally friendly, can be used, the packaging is considerably easier to organize.
- the bale is bathed only under the pressure of the central press and then packed outside the central press at any point and in the manner of packaging, e.g. B. by a simple shrink film.
- the bathing station III which is only provided in addition to the pressing station I, is reached after the central press has been rotated through 180 °.
- the bandaging station III functions as described above under FIG. 4.
- the bale 8 v which can now be displaced, is then moved into position 8 ′′ ′′ after being pivoted out, through a film curtain 17, which is only responsible for the lower third.
- the film curtain is tensioned between the rollers 18, 19 as described under FIG. 3 and the shroud folding units 15, 16 place and fasten the sheath firmly around the passing bale 8 v .
- At this or another location can also be arranged another packaging device for the bale, for. B. one that slips over the bale 8 v a shrink film 17 ', 17'', which is then shrunk for tight wrapping by heat generation in the shrink oven 37 on the bale 8 v .
- FIG. 7 It is also conceivable, according to FIG. 7, to prematurely lay the floor packaging blank 2, which is placed on the base plate 10 with the base plate 10 by the method defined above before finally reconnecting the press box casing 9 (see feature d) of the first claim), and also to save the laying of the blank blank 1 on the bale 8. For this reason, the corresponding devices for the films 1 and 2 are missing in FIG. 7. If the complete packaging can be organized outside of the press after the bandaging according to FIG. 7, the underside of the bale can also be used later in the pressing and packaging process be covered with a blank of packaging. An example of this is shown in FIG. 7. There, the shrink film 17 'is placed around the bale 8 v as before.
- the same device with the film rolls 18 'and 19' is perpendicular to the device with the film rolls 18, 19 and places a further shrink film 17 '' when the bale 8 v moves forward on the other sides of the bale 8 v and then in the shrink oven 37 to proceed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Basic Packing Technique (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf ein Verfahren zum Verpacken von faserigem Gut in Ballen durch mehrstufiges Verpressen mit mehreren Vorpressen, bei dem das in kastenförmigen, türlosen, stabilen Behältern vorgepreßte Gut zu einer Zentralpresse befördert wird, in der das vorgepreßte Gut jeweils zu einem Ballen fertig verpreßt und anschließend verpackt wird, indem die mit dem faserigen Gut gefüllten, aus einem einstückigen Mantelteil und einer davon lösbaren Bodenplatte bestehenden Behälter von den Vorpressen zu der vom Arbeitsrhythmus dieser Vorpressen unabhängig arbeitenden Zentralpresse auf einer oder mehreren beliebig gerichteten Bahnen, ggf. unter Zwischenlagerung, befördert und die Behälter von der Zentralpresse in beliebiger Reihenfolge übernommen werden, nach dem Fertigpressen des Gutes im Behälter mittels eines Preßstempels der Mantelteil des Behälters unter Aufrechterhaltung des Preßdruckes von dem Ballen und der Bodenplatte vollständig entfernt und dann der-Ballen-verpackt wird, z. B. durch Umhüllen des Ballens mit einer Folie und Bandagieren mit einem linienförmigen Schnürmittel, sowie nach Zurückfahren des Preßstempels aus der Zentralpresse entfernt wird, und der positioniert gehaltene Mantelteil noch in der Zentralpresse - zum Rücktransport des Behälters auf einer oder mehreren beliebig gerichteten Bahnen - mit einer Bodenplatte wieder vereinigt wird.
- Ein Verfahren dieser Art ist durch die EP 0 014 923 B1 bekannt. Es hat den wesentlichen Vorteil, daß die Zahl der Vorpressen, die mit einer Endverpreßstation zusammenarbeiten, nicht auf eine gewisse Zahl beschränkt ist. Vorpressen und Endverpreßstation arbeiten unabhängig voneinander. Damit ist es auch ermöglicht, in der Zentralpresse sowohl Faserflocke, als auch Kabelmaterial oder unterschiedliche Fasertypen hintereinander zu verpressen, ohne daß sich Fasermaterial der vorhergehenden Charge mit der nachfolgenden vermischen kann. Die Endverpreßstation kann besser ausgelastet werden.
- Aus der gleichen Schrift ist es bekannt, die Verpackung und Armie- oder Bandagierung unter dem Preßstempel durchzuführen. Dies hat den Nachteil, daß die Preßstation während der Verpackungsvorganges für einen weiteren Preßvorgang blockiert ist. Die Leistung Ballen pro Stunde pro Zentralpresse ist stark beschränkt. Um diesen Nachteil zu bessern, ist in der EP 0 029 977 B1 vorgeschlagen, den verpreßten, aber noch unter Preßdruck stehenden Ballen zusammen mit der Bodenplatte des Preßkastens und einem Endstück des Preßstempels in eine seitlich gelagerte Haltestation zu befördern, wobei der Preßdruck, die Preßhöhe des Ballens höchstens geringfügig zunehmen darf. In dieser seitlichen Haltestation kann dann ungehindert der Verpackungsvorgang und auch die Armierung vorgenommen werden, während in der Preßstation ein weiterer Ballen verpreßt werden kann. Die seitlich gelagerte Haltestation kann sich kreisförmig an die Preßstation oder in einem oder zwei seitlich angeordneten Verpackungsarmen anschließen.
- Das Verpacken und Armieren in einer von der Preßstation getrennten Örtlichkeit ist von Vorteil, weil dadurch die Leistung der Zentralpresse erhöht werden kann, nachteilig ist aber die seitliche Verschiebung des unter Preßdruck stehenden Ballens in eine reine Haltestation, die zusätzlichen konstruktiven Aufwand beinhaltet. Es ist auch von Nachteil, daß die Bodenplatte des Preßkastens zusammen mit einem gesonderten Endstück des Preßstempels aus der Preßstation entfernt und notgedrungen wieder zurück in die Preßstation gefahren werden muß, um dort wieder mit dem Preßstempel, was das Endstück anbetrifft, und mit dem Preßkastenmantel, was die Bodenplatte anbetrifft, vereinigt zu werden. Dieser Arbeitsvorgang in der Zentralpresse kostet Zeit und behindert eine optimale Auslastung der Zentralpresse.
- Der Erfindung liegt die Aufgabe zugrunde, zunächst ein Verfahren und dann auch eine dazu passende Vorrichtung zu entwickeln, mit dem eine Zentralpresse betrieben werden kann, in der die aufgezählten Probleme nicht mehr auftreten. Wesentlich ist, die Produktionsleistung einer Zentralpresse zu erhöhen, wobei weder der Preßvorgang durch die notwendige Verpackungs- und Armie- oder Bandagierungszeit behindert werden darf, noch der Ballen zusammen mit einem gesonderten, vom Preßstempel lösbaren Teil des Preßstempels in eine gesonderte, seitlich angeordnete Halteposition transportiert werden darf.
- Ausgehend von dem Verfahren anfangs genannter Art ist zur Lösung der gestellten Aufgabe vorgesehen, daß
- a) - wie an sich bekannt - der Behälter in die Preßstation der Zentralpresse verfahren, dort arretiert, spätestens jetzt - im Falle der Verpackung unter dem Preßstempeldruck - die Oberseite des Behälters oder die Unterseite des Preßstempels mit einem Decken-Verpackungsmittelzuschnitt versehen, das faserige Gut mittels des Preßstempels verpreßt und anschließend der Mantelteil von der Bodenplatte und dem Ballen entfernt wird, dann
- b) der weiterhin unter Preßdruck stehende Ballen zusammen mit dem Preßstempel auf einer kreisförmigen Bahn in eine Verpackungs- und/oder Armierungsstation verfahren wird, in der einerseits - im Falle der Verpackung unter dem Preßstempeldruck - die Seitenflächen des Ballens zumindest mit den überstehenden Rändern eines Boden- und des Decken-Verpackungsmittelzuschnitts bedeckt und ggf. zusätzlich mit einem Mantel-Verpackungsmittelzuschnitt umwickelt werden, und/oder
- c) andererseits der unter Preßdruck stehende Ballen mehrfach mit Bändern oder Drähten umwickelt und anschließend der fertig verpackte bzw. der nur bandagierte Ballen von dem Druck des Preßstempels befreit und aus der Zentralpresse hinausbewegt wird, und dann
- d) innerhalb der Zentralpresse die nun von dem Ballen befreite Bodenplatte erneut mit dem Boden-Verpackungsmittelzuschnitt versehen, der positioniert gehaltene Mantelteil des Behälters wieder mit der Bodenplatte vereinigt und dabei oder vorher zusammen mit dem Preßstempel auf der kreisförmigen Bahn in der gleichen Drehrichtung in die vorherige Preßstation nach a) verfahren wird, und dann
- e) außerhalb der Zentralpresse im Falle eines noch nicht verpackten Ballens der Ballen in eine Verpackungsstation verfahren wird.
- Ein Verfahren dieser Art bewirkt eine immense Leistungssteigerung. Es ist zwar - bezüglich der notwendigen Vorrichtung - eine Zentralpresse mit mindestens zwei Preßstationen zu bauen, um das erfindungsgemäße Verfahren durchführen zu können, jedoch entfallen erhebliche Konstruktiondetails der vorbekannten Vorrichtung, die die Vorrichtung verkomplizierten und verteuerten. Das neue Verfahren konzentriert sich auf den Vorgang, daß der einmal verpreßte Ballen bis zum Ausstoß jedenfalls nach der Bandagierung stets in unverändertem, optimalen Preßzustand unter dem Preßstempel verbleibt, dabei jedenfalls in die Bandagierungsstation und ggf. auch in die Verpackungsstation verfährt, und zwar in einem kreisförmigen Weg, der zurück in die Preßstation führt.
- Das erfindungsgemäße Verfahren kann vielfältig vervollständigt werden. So ist es vorteilhaft, die Verpackungs- und Bandagier-/Armierungsstationen auf einem Kreis jeweils nach Umfahren von 120° oder wenn die Verpackungsstation unter dem Preßstempel entfällt nach Umfahren von vorzugsweise 180° zu erreichen. Auf diese Weise ist genügend Platz für die Vorrichtungsteile, die zur Armie/Bandagierung und auch zur Verpackung notwendig sind.
- Besonders günstig ist es, wenn die Zentralpresse tangential von den mit dem vorgepreßten faserigem Gut gefüllten Preßbehältern angefahren und die leeren Behälter (Mantelteil + Bodenplatte) in derselben Tangentialen von der Zentralpresse abtransportiert werden. Dies bewirkt eine einfache, platzsparende und klare Linienführung beim Transport der Preßkästen.
- Die zur Durchführung des Verfahrens notwendige Vorrichtung geht aus von dem Pressensystem, wie es in der EP 0 014 923 B1 beschrieben ist. Es besteht im wesentlichen aus mehreren mit je einer Ablageeinrichtung versehenen Vorpressen und einer unabhängig aufgestellten und unabhängig von deren Arbeitsrhythmus betreibbaren Zentralpresse. Bei diesem System wird mit Vorteil das Gut in je einem kastenförmigen, türlosen Behälter vorgepreßt, von der Vorpresse abgeliefert und mittels Transportmitteln zum Fertigpressen und Verpacken auf einer beliebig gerichteten Bahn der Zentralpresse zugeführt und die leeren Behälter werden nach Abliefern der Ballen zurückgeführt. Die erfindungsgemäße Zentralpresse besteht dann aus mindestens zwei, ggf. drei vollständigen Preßeinheiten, die radial von einer Mittelachse nach außen gerichtet angeordnet und um diese Mittelachse drehbar gelagert sind. Diese Zentralpresse ermöglicht ein schnelles, unkompliziertes, automatisch durchgeführtes Bandagieren/Armieren und auch Verpacken. Es ist damit eine Taktzeit erreichbar, die bei der Vorrichtung nach dem Stande der Technik unvorstellbar ist.
- Die erfindungsgemäße Zentralpresse ist in mehren Details vorteilhaft zu ergänzen. Die Daten gehen aus der Beschreibung der Figuren und aus den Patentanspüchen hervor. Beispielhaft ist die Vorrichtung nach der Erfindung in der Zeichnung erläutert. Es zeigen:
- Fig. 1
- die Zentralpresse in der Draufsicht mit drei Bearbeitungsstationen, sprich Preßeinheiten,
- Fig. 2
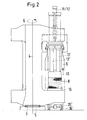
- die Zentralpresse in der Seitenansicht entlang der Schnittlinie A - A der Fig. 1 in der Preßstation (oder auch in der Verpackungsstation), nachdem der Preßkastenmantel von dem verpreßten Ballen nach oben abgezogen ist,
- Fig. 3
- in vergrößerter Darstellung die Zentralpresse in der Einzelheit der Verpackungsstation beim Umlegen der Mantelfolie,
- Fig. 4
- in vergrößerter Darstellung die Zentralpresse in der Einzelheit der Armierungsstation mit auch der Auswurfsituation des verpackten Ballens,
- Fig. 5
- eine Greifvorrichtung für den Abtransport des verpackten Ballens mit Hängetransport,
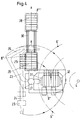
- Fig. 6
- eine gegenüber der Zentralpresse nach Fig. 1 unterschiedliche Zentralpresse in der Draufsicht mit nur zwei Bearbeitungsstationen, sprich Preßeinheiten und
- Fig. 7
- eine Zentralpresse wie in Fig. 6 mit einer anderen Verpackungsstation.
- Die Zentralpresse nach Fig. 1 besteht aus einer sternförmig ausgerichteten Preßvorrichtung mit den Preßeinheiten bzw. Preßstationen I - III, die alle gleich, und zwar so ausgebildet sind, daß sie den Endpreßvorgang durchführen können. Jede Einheit I - III besteht also aus einer vollständigen Presse, die den Preßkasten annehmen, arretieren, das in der nicht dargestellten -Vorpresse eingefüllte Fasermaterial ggf. auch auf der Oberseite des Preßkastens mit einer Verpackungsfolie versehen, in demselben Preßkastenmantel mit einem Preßstempel verpressen und evtl. endverpressen kann und die den Preßkastenmantel von dem im Preßzustand befindlichen Ballen nach oben abziehen kann, wobei selbstverständlich die Preßkasten-Bodenplatte vorher vom Mantel in ihrer Arretierung gelöst worden ist.
- Von diesen Einheiten, von denen aus Fig. 2 eine in der Seitenansicht zu sehen ist, sind also drei sternförmig um eine Drehachse 4 mit gleichem Abstand angeordnet, so daß sich zwischen den Bearbeitungsstationen ein Fahrwinkel von 120° ergibt. Die Preßeinheiten I - III stehen auf einer Grundplatte 5, über die die Einheiten I - III in Richtung der Pfeile 6, 6', 6'' kreisförmig verfahren werden können. Dazu dient z. B. das dargestellte Lager 3 oder andere Gleiteinrichtungen. Die Preßeinheiten I - III sind im Beispiel mit seitlicher Öffnung U-förmig ausgebildet, was z. B. den Vorteil hat, daß der neue, volle Preßkasten nicht radial in die Zentralpresse eingefahren werden muß, sondern auch seitlich, tangential.
- Aus Fig 1 ist insofern ersichtlich, daß die Zentralpresse nach der Erfindung von der Zubringerstraße (volle Kannen) tangential angefahren wird. Von der jeweiligen Vorpresse kommt also das vorgepreßte Fasermaterial in einem Preßkasten 9, 10 und wird jedenfalls vor der Zentralpresse auch auf der Oberseite mit einer Verpackungsfolie 1 bedeckt. Die Folienbestückungsvorrichtung ist in Fig. 1 in der Aufsicht nur chematisch angedeutet, im einzelnen aber bekannt. Dann fährt der Preßkasten 9, 10 mittels des Wagens 35 auf den Schienen 36 weiter in Richtung des Pfeiles 7 und gelangt geradlinig weiter letztlich in die von einem Ballen 8, besser von einem leeren Preßkasten (Mantel 9 + Bodenplatte 10) freie Preßeinheit I. Die Schienen 36 gehen zwar ununterbrochen gerade weiter bis zu den Abtransportschienen 36', jedoch wird der Wagen 35 neben der Preßeinheit I verweilen, damit von dort der Preßkasten übergeben werden kann. Dies erfolgt z. B. mittels einer nicht dargestellten Kettenförderung, die allein den Preßkasten in die Preßposition bewegt. Der nunmehr leere Wagen 35 fährt zurück zur Übernahme eines bereitstehenden weiteren vollen Preßkastens. Aufgrund der durchlaufenden Schienen 36 ist es mit Vorteil möglich, auch mal einen defekten Preßkasten oder einen nicht zufriedenstellend gefüllten Preßkasten wieder aus dem Preßbereich zu entfernen, ohne daß die Preßarbeit der Gesamtmaschine gestört wird.
- Es folgt nun der Preßvorgang mittels des Preßstempel 13 und seinen Druckzylindern 13'. Nach dem Verpressen wird der Preßkastenmantel 9 gemäß Fig. 2 von seitlich an jeder Preßeinheit I - III angeordneten, auch aus Fig. 1 ersichtlichen Zugzylindern 11, 12 nach oben abgezogen, so daß der Ballen 8 nur von oben mit dem Preßstempel 13 und unten mit der Bodenplatte 10 bedeckt, aber ansonsten frei zugänglich ist.
- In diesem Zustand erreicht der Ballen 8 nach Drehen der Zentralpresse um 120° die Verpackungsstation, die in der Fig. 1 mit II bezeichnet ist. Es soll damit zum Ausdruck gebracht werden, daß z. B. das Abziehen des Preßkastenmantels 9 vom Ballen 8 nicht in der in Fig. 1 dargestellten Pressen-Situation erfolgen muß, sondern z. B. auch beim Drehen der Zentralpresse um die Achse 4 durchgeführt werden kann. Diese Vorgehensweise ist einer der wesentlichen Vorteile der neuen Zentralpresse, es wird Zeit in jeder der unbedingt notwendigen Bewegungsvorgänge eingespart.
- Es ist auch möglich, den Hauptpreßvorgang zu unterteilen. In der Preßstation I kann der Endpreßvorgang auch nur zu einem Teil bis zu einem Vorpreß-Endzustand erfolgen. Dann wird der Preßkastenmantel 9 z. B. beim Drehen der Zentralpresse um die Achse 4 zur Verpackungsstation II nach oben abgezogen und gleichzeitig das Fasermaterial durch Erhöhen des Preßdruckes mittels der Zylinder 13' verstärkt verpreßt. Diese Vorgehensweise begünstigt den leichteren Abzug des Preßkastenmantels 9 vom Ballen 8 und verhindert auch eine Beschädigung der mit dem Mantel 9 in Berührung befindlichen Fasern des Ballens. Jedenfalls erhöht mit Vorteil dieser vorsichtige Preßvorgang nicht die Behandlungszeit eines Ballens in der Zentralpresse.
- In der Verpackungsstation - hier vorgesehen an der Einheit II - ist gemäß Fig. 3 eine Vorrichtung stationär angeordnet, die für das Umlegen einer Mantelfolie 14 um den endverpreßten Ballen 8' vorgesehen ist. Vorher sind mittels nicht dargestellter Finger sowohl die Bodenfolie 2 und auch die Deckfolie 1 an die Seitenflächen des Ballens 8' angelegt. Diese Einzelheiten sind bekannt und deshalb hier nicht weiter dargestellt bzw. zu beschreiben. Wenn also die Deck- und Bodenfolien 1, 2 an den Ballen 8' angelegt sind, z. B. auf dem Wege von der Preßstation I zur Station II durchgeführt, verfahren die Mantelumlegungseinheiten 15, 16 parallel an den Längsseiten des Ballens 8' vorbei. Dazu sind Schienen 15', 16' vorgesehen, die parallel zum Ballen 8' verfahren und nach dem Verpacken wieder zurückgefahren werden. Die Mantelumlegungseinheiten 15, 16 ziehen die zuvor gestreckt gehaltene (gestrichelte Linie 17) Folie 14 (durchgezogene Linie) von den beiden Folienrollen 18, 19 ab, die drehbar, aber ortsfest tangential außerhalb der Zentralpresse angeordnet sind. Auf der radial innen liegenden Rückseite des Ballens 8' verfahren dann Druckzylinder 20, 21 der Mantelumlegungseinheiten 15, 16 die Folienhalteeinrichtungen 22 gegeneinander. Es erfolgt eine Verschweißung der Folienseiten miteinander, so daß der Mantel hergestellt ist. Nach Zurückverfahren der Mantelumlegungseinheiten 15, 16 in die Ausgangssituation wird eine neue gestreckt gehaltene Folienwand 17 hergestellt.
- Der damit verpackte Ballen 8' ist nun noch zu bandagieren, z. B. mit Drähten oder Bändern 28. Dazu verfährt die Zentralpresse nach Fig. 1 um weitere 120° in Richtung des Pfeiles 6' in die Situation der Einheit III, der Bandagierungsstation. Dort wartet ebenfalls tangential außerhalb der Presse angeordnet eine Bandagierungsvorrichtung, die in der Fig. 4 ebenfalls in der Draufsicht dargestellt ist. Sie besteht aus zwei tangential zur Presse offen gehaltenen Armen 23, 24 (strichpunktierte Linie), von denen der Arm 23 die Umlenkkanäle 29 für die Bänder und der Arm 24 die Umreifungsköpfe 25 trägt. Beide Arme 23, 24 sind um die Achse 27 verschwenkbar. Nach Positionierung des Ballens 8'' in der Stellung der dargestellten Einheit III, nach Verschwenkung des Ballens um 120° um die Achse 4, klappen die Arme 23, 24 aus der gestreckten Ruhelage in die mit durchgezogenen Linien dargestellte Arbeitsstellung. Der Bandagierungsvorgang beginnt.
- Anschließend öffnen die Arme 23, 24 wieder, der Preßstempel 13, 13' verfährt in die Ruhestellung nach oben und ein Arm nimmt den fertig verpackten Ballen 8'' in die Tangentiale mit. Dies erfolgt aus Platzgründen zweckmäßigerweise am Arm 23 erfolgen. Der Transport aus der Bandagierungsstellung in die Abtransportstellung erfolgt mit einer Ballenklammerkonstruktion. Sie besteht aus einem U-förmigen Arm 23, der am freien Ende einen Halteschenkel 26 aufweist, der den Ballen 8'' U-förmig umfaßt. Mittels zweier Druckstempel 31, 32, die am Arm 23 und am Halteschenkel 26 radial gegeneinander ausgerichtet befestigt sind, ist der Ballen 8'' beidseitig stirnseitig festgehalten und mit dem Arm 23 verschwenkbar.
- Nach Ausschwenken des Ballens 8'' in die Tangentiale wird die Arretierung des Ballens 8''' durch die Druckstempel 31, 32 gelöst und der Arm 23 verschwenkt weiter auswärts zur völligen Freigabe des Ballens 8'''. Dann ergreift eine weitere Ballen-Klammerkonstruktion 33, 34 den Ballen 8'''' hebt ihn an und verfährt ihn hängend gemäß der Fig. 5 zu einer Ballen-Abtransportbahn. Der Ballen 8'''' ist auch gleich auf die Bahn 30 schiebbar, je nach Anwendungsfall.
- Während dieses Arbeitsvorganges verfährt die Zentralpresse wieder um 120° in die Ausgangsstellung gemäß Fig. 1. Es wird die Bodenplatte 10 wieder mit einer neuen Bodenfolie 2 versehen und mit dem abzusenkenden Kastenmantel 9 vereinigt werden. Die Folienbestückungsvorrichtung ist in Fig. 1 in der Aufsicht chematisch angedeutet. Die damit abtransportreife leere Kanne wird ebenfalls mittels einer nicht dargestellten Kettenförderung aus der Preßeinheit I zu dem bereitstehenden Wagen 35' weiter in Richtung der Tangentialen 7' verfahren. Dieser bringt dann den leeren Preßkasten zu den nicht dargestellten Vorpressen oder übergibt den Preßkasten an eine andere Transporteinrichtung, während er wieder zurück in die Warteposition an die Presse verfährt. Gleichzeitig wird die Preßeinheit I erneut mit einem mit Fasern vollen Preßkasten bestückt. Der Transport der Preßkästen mittels eine Wagens 35, 35' kann auch anders konstruiert sein, z. B. nur mit einer Hängeförderung, so daß der Wagen 35 mit den Schienen 36 entfallen können.
- Dieser Gesammtarbeitsvorgang wird bei der erfindungsgemäßen Zentralpresse dreimal zur gleichen Zeit durchgeführt. Die Arbeitsleistung einer Presse ist damit so hoch wie bisher unerreicht.
- In Fig. 6 ist eine weitere, gegenüber der nach Fig. 1 verkleinerte Zentralpresse dargestellt. Der wesentliche Unterschied zu der nach Fig. 1 ist die Auslagerung der bisher innerhalb der kreisförmigen Bahn der Zentralpresse vorgesehenen Verpackungsstation II zur Verpackungsstation IV. Diese ist jetzt außerhalb der kreisförmigen Drehbahn der Zentralpresse angeordnet und natürlich erst tätig, wenn der Ballen 8'' in der Station III bandagiert ist. Diese Version ist nur möglich, wenn der Ballen 8'' mit einem Band- oder Drathmaterial umreift wird, das mit dem Ballenmaterial, wie Chemiefasern, keine Reaktion eingeht, also z. B. rostet. Im wesentlichen ist das Band dann aus Kunststoff, z. B. aus Polyester- oder Polyamidfasern hergestellt. Im Falle der Verwendbarkeit von solchem auch umweltschonenderen Umreifungsmaterial ist die Verpackung erheblich einfacher zu organisieren. Jetzt wird der Ballen nur unter dem Preßdruck der Zentralpresse badagiert und dann außerhalb der Zentralpresse an beliebiger Stelle und in der Art der Verpackung beliebig verpackt, z. B. durch eine einfache Schrumpffolie.
- In der Fig. 6 ist die neben der Preßstation I nur noch vorgesehene Badagierstation III nach Drehung der Zentralpresse um 180° erreicht. Die Bandagierstation III funktioniert so wie oben unter Fig. 4 beschrieben. Anschließend wird der jetzt verschiebbare Ballen 8v nach Ausschwenken in die Stellung 8''' durch einen Folienvorhang 17 gefahren, der nur für die Bauchbinde zuständig ist. Der Folienvorhang ist wie unter Fig. 3 beschrieben zwischen den Rollen 18, 19 gespannt gehalten und die Mantelumlegungseinheiten 15, 16 legen und befestigen den Mantel fest um den vorbeifahrenden Ballen 8v. An dieser oder einer anderen Stelle kann auch eine andere Verpackungsvorrichtung für den Ballen angeordnet sein, z. B. eine solche, die über den Ballen 8v eine Schrumpffolie 17', 17'' stülpt, die anschließend zur festen Umschlingung durch Wärmeerzeugung in dem Schrumpfofen 37 auf den Ballen 8v geschrumpft wird.
- Je nach Verpackungsart ist es gemäß Fig. 7 auch denkbar, das vorzeitige Verlegen des Boden-Verpackungsmittelzuschnitts 2, das nach dem oben definierten Verfahren vor dem abschließenden erneuten Verbinden des abzusenkenden Preßkastenmantels 9 mit der Bodenplatte 10 auf diese gelegt wird (siehe Merkmal d) des ersten Anspruchs), und auch das Verlegen des Deckenzuschnitts 1 auf den Ballen 8 zu ersparen. Aus diesem Grunde fehlen in der Fig. 7 die entsprechenden Vorrichtungen für die Folien 1 und 2. Wenn das vollständige Verpacken außerhalb der Presse nach dem Bandagieren gemäß Fig. 7 organisierbar ist, kann auch später im Verfahren des Preß- und Verpackungsvorganges die Unterseite des Ballens mit einem Verpackungsmittelzuschnitt bedeckt werden. Ein Beispiel dazu zeigt die Fig. 7. Dort wird die Schrumpffolie 17' wie gehabt um den Ballen 8v gelegt. Die gleiche Vorrichtung mit den Folienrollen 18' und 19' steht senkrecht zur Vorrichtung mit den Folienrollen 18, 19 und legt eine weitere Schrumpffolie 17'' beim Vorwärtsfahren des Ballens 8v auf die anderen Seiten des Ballens 8v, um anschließend in den Schrumpfofen 37 zu verfahren.
Claims (32)
- Verfahren zum Verpacken von faserigem Gut in Ballen durch mehrstufiges Verpressen mit mehreren Vorpressen, bei dem das in kastenförmigen, türlosen, stabilen Behältern vorgepreßte Gut zu einer Zentralpresse befördert wird, in der das vorgepreßte Gut jeweils zu einem Ballen fertig verpreßt und anschließend verpackt wird, indem die mit dem faserigen Gut gefüllten, aus einem einstückigen Mantelteil und einer davon lösbaren Bodenplatte bestehenden Behälter von den Vorpressen zu der vom Arbeitsrhythmus dieser Vorpressen unabhängig arbeitenden Zentralpresse auf einer oder mehreren beliebig gerichteten Bahnen, ggf. unter Zwischenlagerung, befördert und die Behälter von der Zentralpresse in beliebiger Reihenfolge übernommen werden, nach dem Fertigpressen des Gutes im Behälter mittels eines Preßstempels der Mantelteil des Behälters unter Aufrechterhaltung des Preßdruckes von dem Ballen und der Bodenplatte vollständig entfernt und dann der Ballen verpackt wird, z. B. durch Umhüllen des Ballens mit einer Folie und Bandagieren mit einem linienförmigen Schnürmittel, sowie nach Zurückfahren des Preßstempels aus der Zentralpresse entfernt wird, und der positioniert gehaltene Mantelteil noch in der Zentralpresse - zum Rücktransport des Behälters auf einer oder mehreren beliebig gerichteten Bahnen - mit einer Bodenplatte wieder vereinigt wird, dadurch gekennzeichnet, daßa) - wie an sich bekannt - der Behälter in die Preßstation der Zentralpresse verfahren, dort arretiert, spätestens jetzt - im Falle der Verpackung unter dem Preßstempeldruck - die Oberseite des Behälters oder die Unterseite des Preßstempels mit einem Decken-Verpackungsmittelzuschnitt versehen, das faserige Gut mittels des Preßstempels verpreßt und anschließend der Mantelteil von der Bodenplatte und dem Ballen entfernt wird, dannb) der weiterhin unter Preßdruck stehende Ballen zusammen mit dem Preßstempel auf einer kreisförmigen Bahn in eine Verpackungs- und/oder Armierungsstation verfahren wird, in der einerseits - im Falle der Verpackung unter dem Preßstempeldruck - die Seitenflächen des Ballens zumindest mit den überstehenden Rändern eines Boden- und des Decken-Verpackungsmittelzuschnitts bedeckt und ggf. zusätzlich mit einem Mantel-Verpackungsmittelzuschnitt umwickelt werden, und/oderc) andererseits der unter Preßdruck stehende Ballen mehrfach mit Bändern oder Drähten umwickelt und anschließend der fertig verpackte bzw. der nur bandagierte Ballen von dem Druck des Preßstempels befreit und aus der Zentralpresse hinausbewegt wird, und dannd) innerhalb der Zentralpresse die nun von dem Ballen befreite Bodenplatte erneut mit dem Boden-Verpackungsmittelzuschnitt versehen, der positioniert gehaltene Mantelteil des Behälters wieder mit der Bodenplatte vereinigt und dabei oder vorher zusammen mit dem Preßstempel auf der kreisförmigen Bahn in der gleichen Drehrichtung in die vorherige Preßstation nach a) verfahren wird, und danne) außerhalb der Zentralpresse im Falle eines noch nicht verpackten Ballens der Ballen in eine Verpackungsstation verfahren wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daßa) der Ballen wie unter Anspruch 1, a) definiert verpreßt und gleichfalls der Mantelteil von der Bodenplatte und dem Ballen entfernt wird, dannb) der weiterhin unter Preßdruck stehende Ballen zusammen mit dem Preßstempel auf einer kreisförmigen Bahn in zunächst eine Verpackungsstation verfahren wird, und dannc) der weiterhin unter Preßdruck stehende Ballen zusammen mit dem Preßstempel auf der kreisförmigen Bahn in eine in der gleichen Drehrichtung folgende Bandagierungsstation verfahren wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die aus mindestens zwei vollständigen Preßeinheiten bestehende Zentralpresse um ihren geometrischen Mittelpunkt auf der kreisförmigen Bahn bewegt wird.
- Verfahren nach Anspruch 1 bis 3, dadurch gekennzeichnet, daß die Verpackungs- und/oder Bandagierungsstation auf einem Kreis nach Umfahren von vorzugsweise =>120° erreicht werden.
- Verfahren nach Anspruch 2, 3 oder 4, dadurch gekennzeichnet, daß im Falle von drei Preßeinheiten (I - III) die Verpackungs- und dann die Bandagierungsstation auf einem Kreis nach Umfahren von vorzugsweise jeweils 120° erreicht werden.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Zentralpresse tangential von den mit dem vorgepreßten faserigem Gut gefüllten Preßbehältern angefahren und die leeren Behälter (Mantelteil + Bodenplatte) in gleicher Tangentialen von der Zentralpresse abtransportiert werden.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß - wie bekannt - die Deck- und Boden-Verpackungsmittelzuschnitte in der Verpackungsstation zumindest teilweise mittels lotrecht bewegbarer Finger an die Seitenflächen des Ballens angelegt werden und der Mantel-Verpackungsmittelzuschnitt relativ zum Ballen um den Ballen geschlungen wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß der Ballen zum Umlegen des Mantel-Verpackungszuschnitts relativ zu einer gestreckt gehaltenen Folienwand und durch diese hindurch bewegt und dabei der Zuschnitt um den Ballen gelegt wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß der Mantel-Verpackungsmittelzuschnitt relativ zum stillstehenden Ballen radial zur kreisförmigen Bahn der Zentralpresse um den Ballen geschlagen wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß der bandagierte Ballen außerhalb der kreisförmigen Bahn der Zentralpresse mit einer Schrumpffolie umhüllt und so rundum verpackt wird.
- Verfahren nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß in der Bandagierungsstation die Bandagierungsköpfe aus einer tangential zur kreisförmigen Bahn angeordneten Ruhelage in eine parallel zu den Seitenflächen des Ballens angeordneten Bandagierungsanordnung zum Ballen verschwenkt werden.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, daß der fertig verpackte bzw. der lediglich fertig bandagierte Ballen zum Abtransport aus der Zentralpresse zusammen mit einem Arm der Bandagierungsvorrichtung in eine z. B. tangentiale Lage zur kreisförmigen Bahn nach außen verschwenkt und von dort aus der Zentralpresse bewegt wird.
- Pressensystem zum mehrstufigen Verpressen von faserigem Gut in Ballenform und Verpacken dieser Ballen (8) mit flächenförmigem Verpackungsmaterial (1, 2, 14, 17) und Bandagierung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 12, bestehend aus mehreren mit je einer Ablageeinrichtung versehenen Vorpressen und einer unabhängig aufgestellten und unabhängig von deren Arbeitsrhythmus betreibbaren Zentralpresse, bei dem das Gut in je einem kastenförmigen, türlosen Behälter vorgepreßt, von der Vorpresse abgeliefert und mittels Transportmitteln zum Fertigpressen und Fertigverpacken auf einer beliebig gerichteten Bahn der Zentralpresse zugeführt und die leeren Behälter (9, 10) nach Abliefern der Ballen (8'''') zurückgeführt werden, dadurch gekennzeichnet, daß die Zentralpresse aus mindestens zwei, ggf. drei vollständigen Preßeinheiten (I, II, III) besteht, die radial von einer Mittelachse (4) nach außen gerichtet angeordnet und um diese Mittelachse (4) drehbar gelagert sind.
- Pressensystem nach Anspruch 13, dadurch gekennzeichnet, daß die Preßeinheiten (I, II, III) gleichmäßig verteilt um die Mittelachse (4) angeordnet und damit die eigentliche Preßstation (I) von der Bandagierungsstation (III) und ggf. von der Verpackungsstation (II) um jeweils um einen Winkel von vorzugsweise 120° oder 180° entfernt angeordnet sind.
- Pressensystem nach Anspruch 13 oder 14, dadurch gekennzeichnet, daß der Zentralpresse (I, II, III) eine Preßkasten-Zu- und vorzugsweise auch -Abführstraße (36, 36') zugeordnet ist, die tangential zum Drehkreis (6, 6', 6'') der Preßeinheiten (I, II, III) angeordnet ist.
- Pressensystem nach Anspruch 15, dadurch gekennzeichnet, daß die Tangentiale mit dem Mittelpunkt der Preßstellung einer jeden Preßeinheit (I, II, III) fluchtet.
- Pressensystem nach Anspruch 15 oder 16, dadurch gekennzeichnet, daß die Zu- und Abführstraße (36, 36') ohne Unterbrechung geradlinig durch die Drehbewegungsbahn der Preßeinheiten (I, II, III) verläuft.
- Pressensystem nach einem der Ansprüche 13 bis 17, dadurch gekennzeichnet, daß in der Verpackungsstation (II) der Zentralpresse (I - III) eine radial außerhalb zugeordnete Einrichtung (Fig. 3) zum Umlegen der Mantelfolie (14, 17) angeordnet ist.
- Pressensystem nach einem der Ansprüche 13 bis 17, dadurch gekennzeichnet, daß in der Verpackungsstation (IV) außerhalb der Zentralpresse (I, III) eine tangential außerhalb der kreisförmigen Bahn der Zentralpresse zugeordnete Einrichtung (Fig. 6) zum Umlegen einer Verpackungs- wie Mantelfolie (14, 17) um den Ballen (8v) angeordnet ist.
- Pressensystem nach Anspruch 18, dadurch gekennzeichnet, daß in der Verpackungsstation (II) beiderseits des stationär gehaltenen Ballens (8'), außerhalb der kreisförmigen Bahn je eine drehbar gehaltene Folienrolle (18, 19) angeordnet ist, die zwischen sich gespannt die Mantelfolie (17) aufgewickelt tragen, und daß zum Anlegen des Mantels um den Ballen (8') je eine beiderseits des Ballens (8') längs verfahrbare Mantelumlegungseinheit (15, 16; 15', 16') vorgesehen ist.
- Pressensystem nach Anspruch 20, dadurch gekennzeichnet, daß zur Herstellung des rund um den Ballen (8') geschlossenen Mantels (14) zumindest eine Mantelumlegungseinheit (15, 16) auf der radial einwärts gelagerten Seite des Ballens (8') auf die andere zu verfahrbar gelagert ist.
- Pressensystem nach Anspruch 19, dadurch gekennzeichnet, daß in der Verpackungsstation (IV) außerhalb der Bewegungsbahn der Zentralpresse (I, III) beiderseits des verschieblich gehaltenen Ballens (8v), tangential außerhalb der kreisförmigen Bahn der Zentralpresse (I, III) vorzugsweise je eine drehbar gehaltene Folienrolle (18, 19) angeordnet ist, die zwischen sich gespannt die Mantelfolie (17) aufgewickelt tragen, und daß zum Anlegen des Mantels der Ballen (8v) durch den Folienvorhang (17) bewegbar ist.
- Pressensystem nach Anspruch 22, dadurch gekennzeichnet, daß zur Herstellung des rund um den Ballen (8v) geschlossenen Mantels (14) zumindest eine von zwei stationär zur Zentralpresse (I, III) gehaltenen Mantelumlegungseinheiten (15, 16) auf der rückwärtigen Seite des Ballens (8v) auf die gegenüberliegende zu verfahrbar gelagert ist.
- Pressensystem nach Anspruch 19, dadurch gekennzeichnet, daß in der Verpackungsstation (IV) außerhalb der kreisförmigen Bahn der Zentralpresse eine Einrichtung zum Umlegen einer Schrumpffolie um den Ballen (8v) angeordnet ist.
- Pressensystem nach einem der Ansprüche 13 bis 17, dadurch gekennzeichnet, daß in der Bandagierungsstation (III) beiderseits des arretierten Ballens (8''), außerhalb der kreisförmigen Bahn ein Bandagierungsarm (23, 24) mit Bandagierungskopf (25) und ein weiterer mit Bandführungsschienen (29) tangential ausgerichtet einwärts um eine Achse (27) verschwenkbar gelagert sind.
- Pressensystem nach Anspruch 25, dadurch gekennzeichnet, daß in der Bandagierungsstation (III) eine Einrichtung (23, 26, 31, 32; 33, 34) zur Entnahme des fertig bandagierten Ballens (8'') angeordnet ist.
- Pressensystem nach Anspruch 26, dadurch gekennzeichnet, daß die Einrichtung als Hänge-Tragekonstruktion (33, 34) ausgebildet ist.
- Pressensystem nach Anspruch 26 oder/und 27, dadurch gekennzeichnet, daß die Einrichtung (23, 26, 31, 32) mit der Bewegung eines der Bandagierungsarme (23) koordiniert ist.
- Pressensystem nach Anspruch 28, dadurch gekennzeichnet, daß an einem der Bandagierungsarme (23) eine Vorrichtung (31, 32) zum Halten und Ausschwenken des fertig bandagierten Ballens (8'') aus der Bandagierungsstation (III) in die Abtransportstellung des Ballens (8''') vorgesehen ist.
- Pressensystem nach Anspruch 28, dadurch gekennzeichnet, daß an einem der Bandagierungsarme (23) eine Vorrichtung (31, 32) zum Halten und Ausschwenken des fertig bandagierten Ballens (8'') aus der Bandagierungsstation (III) in die Verpackungsstation (IV) vorgesehen ist.
- Pressensystem nach Anspruch 29 oder 30, dadurch gekennzeichnet, daß der Bandagierungsarm (23) U-förmig mittels eines Halteschenkels (26) ausgebildet ist, mit dem er den Ballen (8'') in der Bandagierungsstation (III) dreiseitig umgibt, und daß radial nach innen zum Ballen (8'') je ein Druckstempel (31, 32) am Arm (23, 26) gegen den Ballen (8'') verfahrbar angeordnet ist.
- Pressensystem nach Anspruch 19, 30 und 31, dadurch gekennzeichnet, daß die außerhalb der kreisförmigen Bahn der Zentralpresse angeordnete Verpackungsstation (IV) in gerader Linie gleich im Anschluß an die Abtransportstellung des Ballens (8''') angeordnet ist.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4424616 | 1994-07-13 | ||
| DE4424616 | 1994-07-13 | ||
| DE4430537 | 1994-08-27 | ||
| DE4430537A DE4430537A1 (de) | 1994-07-13 | 1994-08-27 | Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0695690A1 true EP0695690A1 (de) | 1996-02-07 |
| EP0695690B1 EP0695690B1 (de) | 1997-06-04 |
Family
ID=25938276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94119461A Expired - Lifetime EP0695690B1 (de) | 1994-07-13 | 1994-12-09 | Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0695690B1 (de) |
| JP (1) | JPH0826215A (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009115314A1 (de) | 2008-03-18 | 2009-09-24 | Autefa Automation Gmbh | Verpackungseinrichtung und verpackungsverfahren |
| DE202011051610U1 (de) | 2011-09-02 | 2012-12-06 | Autefa Solutions Germany Gmbh | Transportvorrichtung für Pressballen |
| WO2014154736A1 (de) * | 2013-03-26 | 2014-10-02 | Autefa Solutions Germany Gmbh | Verpackungseinrichtung und verpackungsverfahren |
| EP2746039A3 (de) * | 2012-12-20 | 2016-06-08 | Krones AG | Herstell- und Verpackungs-System und Verfahren zum Herstellen und Verpacken von Presskörpern aus biologischem Material |
| DE202017104766U1 (de) | 2017-08-09 | 2018-11-12 | Autefa Solutions Germany Gmbh | Verpackungseinrichtung |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0014923A1 (de) * | 1979-02-17 | 1980-09-03 | Vepa AG | Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignetes Pressensystem dazu |
| EP0029977A1 (de) * | 1979-11-30 | 1981-06-10 | Hoechst Aktiengesellschaft | Verfahren und Vorrichtung zum Pressen, Verpacken und Umreifen von faserigem Gut in Ballenform |
-
1994
- 1994-12-09 EP EP94119461A patent/EP0695690B1/de not_active Expired - Lifetime
-
1995
- 1995-01-13 JP JP7004265A patent/JPH0826215A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0014923A1 (de) * | 1979-02-17 | 1980-09-03 | Vepa AG | Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignetes Pressensystem dazu |
| EP0029977A1 (de) * | 1979-11-30 | 1981-06-10 | Hoechst Aktiengesellschaft | Verfahren und Vorrichtung zum Pressen, Verpacken und Umreifen von faserigem Gut in Ballenform |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009115314A1 (de) | 2008-03-18 | 2009-09-24 | Autefa Automation Gmbh | Verpackungseinrichtung und verpackungsverfahren |
| EP2418151A1 (de) * | 2008-03-18 | 2012-02-15 | Hi Tech Textile Holding GmbH | Verpackungseinrichtung und Verpackungsverfahren |
| US8549820B2 (en) | 2008-03-18 | 2013-10-08 | Hi Tech Textile Holding Gmbh | Packaging device and packaging process |
| DE202011051610U1 (de) | 2011-09-02 | 2012-12-06 | Autefa Solutions Germany Gmbh | Transportvorrichtung für Pressballen |
| DE202011052218U1 (de) | 2011-09-02 | 2013-01-09 | Autefa Solutions Germany Gmbh | Transportvorrichtung für Pressballen |
| WO2013030401A2 (de) | 2011-09-02 | 2013-03-07 | Hi Tech Textile Holding Gmbh | Transportvorrichtung für pressballen |
| US9650166B2 (en) | 2011-09-02 | 2017-05-16 | Hi Tech Textile Holding Gmbh | Transporting device for pressed bales |
| EP2746039A3 (de) * | 2012-12-20 | 2016-06-08 | Krones AG | Herstell- und Verpackungs-System und Verfahren zum Herstellen und Verpacken von Presskörpern aus biologischem Material |
| CN105050900A (zh) * | 2013-03-26 | 2015-11-11 | 奥特发德国科技有限公司 | 包装装置和包装方法 |
| WO2014154736A1 (de) * | 2013-03-26 | 2014-10-02 | Autefa Solutions Germany Gmbh | Verpackungseinrichtung und verpackungsverfahren |
| CN105050900B (zh) * | 2013-03-26 | 2017-12-01 | 奥特发德国科技有限公司 | 包装装置和包装方法 |
| US20180057197A1 (en) * | 2013-03-26 | 2018-03-01 | Autefa Solutions Germany Gmbh | Packaging device and packaging method |
| EP3326924A1 (de) * | 2013-03-26 | 2018-05-30 | AUTEFA Solutions Germany GmbH | Verpackungseinrichtung und verpackungsverfahren |
| DE202017104766U1 (de) | 2017-08-09 | 2018-11-12 | Autefa Solutions Germany Gmbh | Verpackungseinrichtung |
| WO2019030218A1 (de) | 2017-08-09 | 2019-02-14 | Autefa Solutions Germany Gmbh | Verpackungseinrichtung und verpackungsverfahren |
| US11305901B2 (en) | 2017-08-09 | 2022-04-19 | Autefa Solutions Germany Gmbh | Packaging device and packaging process |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0695690B1 (de) | 1997-06-04 |
| JPH0826215A (ja) | 1996-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0029977B1 (de) | Verfahren und Vorrichtung zum Pressen, Verpacken und Umreifen von faserigem Gut in Ballenform | |
| DE3119657C2 (de) | Verfahren und Maschine zur Herstellung von Verpackungseinheiten | |
| EP0320797B1 (de) | Vorrichtung zum Verpacken von Druckerzeugnissen | |
| DE69217917T2 (de) | Auswickelvorrichtung mit Schwenkarmen und Greifern | |
| EP0294820B1 (de) | Verfahren und Vorrichtung zum Verpacken von gepressten Ballen | |
| DE3339337C2 (de) | ||
| DE3906922C2 (de) | ||
| DE69009648T2 (de) | Verfahren zum Verpacken durch Zusammenpressen und Vorrichtung zum Bündeln von zu verpackenden Produkten. | |
| DE3330489A1 (de) | Verpackungsmaschine | |
| EP2258618B1 (de) | Vorrichtung und Verfahren zum Herstellen einer Verpackungseinheit | |
| DE69305130T2 (de) | Automatische Streckfolien-Verpackungsmaschine | |
| EP0264757B1 (de) | Verfahren und Vorrichtung zum Verpressen von faserigem Gut in Ballen | |
| EP0014923B1 (de) | Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignetes Pressensystem dazu | |
| WO2006037395A1 (de) | Wickeleinsatz für ein transportfähiges kleingebinde, verfahren und vorrichtung zur herstellung eines transportfähigen kleingebindes, transportfähiges kleingebinde | |
| EP0528892B1 (de) | Verfahren und vorrichtung zum verpacken von pressballen | |
| EP0695690B1 (de) | Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen | |
| EP3665086B1 (de) | Verpackungseinrichtung und verpackungsverfahren | |
| DE3437508A1 (de) | Verfahren und vorrichtung zum automatischen auspacken von dosendeckeln oder dergleichen artikeln aus verpackungen | |
| DE2041181A1 (de) | Vorrichtung zum Pressen und Binden von Drahtbunden | |
| DE69006631T2 (de) | Kabelaufroll- und Kabelverpackungsverfahren. | |
| DE2743568C2 (de) | Verfahren und Vorrichtung zur Herstellung palettenloser Kollis | |
| DE3906873C2 (de) | ||
| DE4430537A1 (de) | Verfahren und Vorrichtung zum Verpressen und Verpacken von faserigem Gut in Ballen | |
| DE2626660A1 (de) | Verfahren und vorrichtung zur herstellung von palettenlosen, wasserdichten ladeeinheiten aus einzelstuecken, wie saecken o.dgl., sowie schutzverpackung hierfuer | |
| DE2200790A1 (de) | Verfahren und Vorrichtung zum Verpacken von kompressiblem Material und das verpackte Material selbst |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE IT |
|
| 17P | Request for examination filed |
Effective date: 19951220 |
|
| 17Q | First examination report despatched |
Effective date: 19960530 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE IT |
|
| REF | Corresponds to: |
Ref document number: 59403039 Country of ref document: DE Date of ref document: 19970710 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19981222 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19991020 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 |
|
| BERE | Be: lapsed |
Owner name: FLEISSNER G.M.B.H. & CO. K.G. MASCHINENFABRIK Effective date: 19991231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051209 |