EP0681981B1 - Teilungskamm - Google Patents
Teilungskamm Download PDFInfo
- Publication number
- EP0681981B1 EP0681981B1 EP95890068A EP95890068A EP0681981B1 EP 0681981 B1 EP0681981 B1 EP 0681981B1 EP 95890068 A EP95890068 A EP 95890068A EP 95890068 A EP95890068 A EP 95890068A EP 0681981 B1 EP0681981 B1 EP 0681981B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- dividing
- comb
- steel cord
- lamellae
- dividing comb
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/16—Guides for filamentary materials; Supports therefor formed to maintain a plurality of filaments in spaced relation
Definitions
- the present invention relates to a dividing comb with a multiplicity of mutually spaced-apart slats for feeding a steel cord family from steel threads or steel cords running in parallel and at least essentially in one plane to a steel cord calender, and a device for a dividing comb according to the invention.
- steel cord calenders are used to produce rubberized steel cord sheets, which are subsequently cut into corresponding single sheets and are used, for example, as belt layers in the manufacture of vehicle tires.
- the steel cord thread sheet is usually supplied by a gate equipped with a large number of steel cord spools, the individual cords being manually threaded through the spaces between the individual lamellae of the dividing comb.
- a dividing comb according to the prior art has a plurality of equally spaced lamellae, the mutual spacing of which corresponds to the desired thread division (number of steel cords per 10 cm).
- the steel cord thread sheet then runs over a dividing roller which has a multiplicity of guide grooves, the mutual spacing of which corresponds to the spacing between the steel cords which is predetermined by the thread division on the dividing comb.
- the steel cord thread sheet runs over this dividing roller into the press nip between two calender rollers.
- a number of time-consuming steps are required if the thread pitch of the rubber-coated steel cord sheets produced is to be changed.
- the calender is shut down, the steel cords are cut off and remnants of the mixture are removed from the calender.
- the dividing comb that is no longer suitable is removed.
- the creel is routed to a set-up station, where the individual steel cords are threaded into a dividing comb with the desired thread division.
- the creel is brought back into its calender position, the new dividing comb is mounted and finally the matching dividing roller is fixed after removing the other dividing roller.
- the mixture must be preheated and fed into the nips.
- the invention has now set itself the task of designing a division comb for a steel cord thread set so that the described time-consuming process is largely avoided.
- the dividing comb has lamellae arranged in a fan-like manner, the lamellae being conical in cross section and a larger lamella cross section corresponding to the setting of a lower thread pitch.
- the arrangement of the lamellae is preferably such that the gap between all lamellae on the dividing comb has a constant width. This design variant ensures that the fin spacing is matched to the steel cord diameter in every possible thread division.
- the handling of the dividing comb according to the invention for changing the thread pitch is easily possible if the dividing comb on the comb carrier is at least substantially displaceable in a direction normal to the direction of travel of the steel cord thread sheet and is arranged to be fixable in different positions.
- the invention further relates to a device arranged upstream of a steel cord calender for a dividing comb designed according to the invention.
- this device has a pair of guide rollers or the like, between which the steel cord thread family runs.
- the guide rollers help to ensure that the steel cords are guided parallel and essentially in one plane through the dividing comb.
- the guide rollers are advantageously displaceable on the device and can be fixed in different positions.
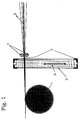
- FIG. 1 shows schematically and in side view the basic arrangement of a dividing comb with associated dividing roller
- FIG. 2 schematically shows a variant of a dividing comb according to the present invention in plan view.
- the steel cord calender itself is not the subject of the present invention and is therefore not shown in the drawing figures.
- the calender can be, for example, a two-roll calender (cold process) or a four-roll calender (hot process).
- Fig. 1 shows the dividing roller 1 arranged in front of the press nip of the calender, a dividing comb 2 positioned in front of the dividing roller 1 and a steel cord family 3, the individual steel cords of which are threaded through the dividing comb 2 and run over the dividing roller 1 into the press nip between two calender rollers.
- the dividing roller 1 has in a known and therefore not shown manner a plurality of circumferential guide grooves for receiving or guiding the individual steel cords.
- the mutual spacing of the individual guide grooves corresponds to the thread spacing set on the dividing comb 2, which is usually called thread division.
- a thread pitch of 80 means that 80 threads of steel cord per 10 cm are present both on the dividing comb 2 and on the dividing roller 1.
- the family of threads is supplied in a manner known per se from a gate equipped with a large number of bobbins, which is likewise not part of the present invention.
- the dividing comb 2 shows an exemplary embodiment of a dividing comb 2 designed according to the present invention.
- the dividing comb 2 consists of a solid, metallic frame 5, which is closed on all sides, and of a multiplicity of likewise metallic slats 6.
- the frame 5, which is designed in a rectangular shape from two side parts 5a and one upper and lower part 5b, 5c, the slats 6 running or being arranged between the upper and lower parts 5b, 5c.
- a dividing comb usually has between 800 and 1,200 lamellae, in the drawing figures 2 and 3 a much smaller number of lamellae is shown for the sake of simplicity.
- the slats 6 have a conical cross section, in such a way that their cross section starting from the upper frame part 5b to the lower frame part 5c becomes too small.
- the mutual arrangement of the slats 6 between the frame parts 5b, 5c takes place in a fan-like manner and in such a way that there is an equal distance between the mutually adjacent slats 6, which is slightly larger than the diameter of the threaded steel cords 4.
- the direction of displacement of the division comb 2 is symbolized by the double arrow.
- the displacement and also the respective position fixing of the dividing comb 2 takes place by means of suitable mechanisms, which are provided, for example, on the comb carrier (not shown).
- guide rollers 7 or the like can be positioned just above and just below the steel cord thread family in order to additionally fix the selected steel cord spacing or the selected thread pitch.
- the guide rollers 7 can be arranged on the comb carrier or a separate supporting part in a suitable manner.
- a variation in the thread division can take place, which is in the range of approximately 10 to 15 threads per 10 cm.
- a change from a thread division from 95 to a thread division from 80, or from a thread division from 40 to a thread division from 50 can take place.
- the advantages of the present invention are in particular an enormous saving in time, but also in the fact that the total number of division combs available can be considerably reduced.
Landscapes
- Moulding By Coating Moulds (AREA)
- Liquid Developers In Electrophotography (AREA)
- Inorganic Insulating Materials (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Tyre Moulding (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Reduction Or Emphasis Of Bandwidth Of Signals (AREA)
Description
- Die vorliegende Erfindung betrifft einen Teilungskamm mit einer Vielzahl von gegenseitig beabstandeten Lamellen zur Zuführung einer Stahlcordfadenschar aus parallel und zumindest im wesentlichen in einer Ebene verlaufenden Stahlfäden oder Stahlcorden bestimmter Fadenteilung zu einem Stahlcordkalander, sowie eine Vorrichtung für einen Teilungskamm nach der Erfindung.
- In der gummiverarbeitenden Industrie, etwa in der Reifenindustrie, werden Stahlcordkalander zur Herstellung gummierter Stahlcordbahnen verwendet, die nachfolgend in entsprechende Einzelbahnen geschnitten werden und beispielsweise als Gürtellagen bei der Herstellung von Fahrzeugreifen eingesetzt werden. Die Stahlcordfadenschar wird üblicherweise von einem mit einer Vielzahl von Stahlcordspulen bestückten Gatter geliefert, wobei die Einzelcorde händisch durch die Zwischenräume zwischen den einzelnen Lamellen des Teilungskammes durchgefädelt werden. Ein Teilungskamm nach dem Stand der Technik besitzt eine Vielzahl von gleich beabstandeten Lamellen, deren gegenseitiger Abstand der gewünschten Fadenteilung (Anzahl der Stahlcorde pro 10 cm) entspricht. Die Stahlcordfadenschar läuft anschließend über eine Teilungswalze, die eine Vielzahl von Führungsrillen besitzt, deren gegenseitiger Abstand dem durch die Fadenteilung am Teilungskamm vorgegebenen Abstand der Stahlcorde zueinander entspricht. Über diese Teilungswalze läuft die Stahlcordfadenschar in den Aufpreßspalt zwischen zwei Kalanderwalzen. Soll die Fadenteilung der hergestellten gummierten Stahlcordbahnen geändert werden ist eine Anzahl von zeitaufwendigen Schritten erforderlich. Der Kalander wird stillgelegt, die Stahlcorde werden abgeschnitten und Mischungsreste aus dem Kalander entfernt. Der nicht mehr passende Teilungskamm wird abmontiert. Das Gatter wird auf einen Rüstplatz rangiert, wo das Einfädeln der einzelnen Stahlcorde in einen Teilungskamm mit der gewünschten Fadenteilung erfolgt. Anschließend wird das Gatter wieder in seine Kalanderposition gebracht, der neue Teilungskamm montiert und schließlich die passende Teilungswalze nach Entfernen der anderen Teilungswalze fixiert. Bevor der Kalandrierprozeß wieder beginnen kann muß die Mischung vorgewärmt werden und in die Walzenspalte gefüttert werden.
- Es ist ferner auf dem Gebiet der Textilweberei bekannt, Teilungskämme zu verwenden, deren Lamellen eine sich über ihre Erstreckung ändernde Teilung besitzen, wobei durch ein Verdrehen der Kämme die gewünschte Fadenteilung einstellbar ist. Solche Teilungskämme sind beispielsweise aus der US-A-3,980,251 bekannt.
- Die Erfindung hat sich nun die Aufgabe gestellt, einen Teilungskamm für eine Stahlcordfadenschar so zu gestalten, daß der geschilderte zeitaufwendige Vorgang weitgehendst vermieden wird.
- Gelöst wird die gestellte Aufgabe erfindungsgemäß dadurch, daß der Teilungskamm fächerartig angeordnete Lamellen aufweist, wobei die Lamellen im Querschnitt konisch gestaltet sind und ein größerer Lamellenquerschnitt dem Einstellen einer niedrigeren Fadenteilung entspricht. Mit einem Teilungskamm gemäß der vorliegenden Erfindung ist es möglich, durch einfaches Verschieben und Fixieren in verschiedenen Lagen eine Änderung der Fadenteilung über einen relativ breiten Bereich vorzunehmen, ohne daß der Teilungskamm gewechselt werden muß. Da lediglich ein Wechsel der Teilungswalze erforderlich ist, welcher innerhalb weniger Minuten möglich ist entfällt auch das Ausräumen der Mischung aus dem Kalander. Die besonderen Vorteile des Teilungskammes nach der Erfindung liegen daher in der enormen Zeitersparnis und der erleichterten Handhabung. Als weiterer Vorteil ist zu erwähnen, daß die Gesamtanzahl der zur Verfügung zu habenden Teilungskämme erheblich reduziert wird. Dabei wird durch die im Querschnitt konisch gestalteten Lamellen der Bewegungsraum für die einzelnen Stahlcorde in jeder der möglichen Fadenteilungen eingeschränkt, was eine genaue Führung der einzelnen Stahlcorde erlaubt.
- Die Anordnung der Lamellen erfolgt dabei bevorzugt so, daß der Spalt zwischen allen Lamellen am Teilungskamm eine konstante Breite aufweist. Diese Ausführungsvariante stellt sicher, daß in jeder möglichen Fadenteilung der Lamellenabstand auf den Stahlcorddurchmesser abgestimmt ist.
- Die Handhabung des Teilungskammes nach der Erfindung zur Änderung der Fadenteilung ist dadurch einfach möglich, wenn der Teilungskamm am Kammträger zumindest im wesentlichen in einer Richtung normal zur Laufrichtung der Stahlcordfadenschar verschiebbar und in unterschiedlichen Positionen fixierbar angeordnet ist.
- Die Erfindung betrifft ferner eine einem Stahlcordkalander vorgeordnete Vorrichtung für einen erfindungsgemäß ausgeführten Teilungskamm. Diese Vorrichtung weist erfindungsgemäß ein Paar Führungsrollen oder dergleichen auf, zwischen denen die Stahlcordfadenschar verläuft. Die Führungsrollen tragen dazu bei, daß die Stahlcorde parallel und im wesentlichen in einer Ebene durch den Teilungskamm geführt werden. Dabei sind die Führungsrollen vorteilhafterweise an der Vorrichtung verschiebbar und in unterschiedlichen Positionen fixierbar angeordnet.
- Weitere Merkmale, Vorteile und Einzelheiten der Erfindung werden nun anhand der Zeichnung, die ein Ausführungsbeispiel darstellt, näher beschrieben. Dabei zeigt Fig. 1 schematisch und in Seitenansicht die prinzipielle Anordnung eines Teilungskammes mit zugehöriger Teilungswalze und Fig. 2 schematisch in Draufsicht eine Ausführungsvariante eines Teilungskammes gemäß der vorliegenden Erfindung.
- Der Stahlcordkalander selbst ist nicht Gegenstand der vorliegenden Erfindung und daher in den Zeichnungsfiguren nicht dargestellt. Der Kalander kann beispielsweise ein Zweiwalzenkalander (Kaltverfahren) oder ein Vierwalzenkalander (Warmver-fahren) sein. Fig. 1 zeigt nun die vor dem Aufpreßspalt des Kalanders angeordnete Teilungswalze 1, einen vor der Teilungswalze 1 positionierten Teilungskamm 2 und eine Stahlcordfadenschar 3, deren einzelne Stahlcorde durch den Teilungskamm 2 gefädelt werden und über die Teilungswalze 1 in den Aufpreßspalt zwischen zwei Kalanderwalzen laufen. Die Teilungswalze 1 besitzt in bekannter und daher auch nicht dargestellter Weise eine Vielzahl von über ihren Umfang umlaufenden Führungsrillen zur Aufnahme bzw. Führung der einzelnen Stahlcorde. Der gegenseitige Abstand der einzelnen Führungsrillen entspricht dem am Teilungskamm 2 eingestellten Fadenabstand, der üblicherweise Fadenteilung genannt wird. Beispielsweise bedeutet eine Fadenteilung von 80, daß sowohl am Teilungskamm 2 als auch auf der Teilungswalze 1 80 Fäden Stahlcord pro 10 cm vorliegen. Erwähnt sei ferner, daß die Fadenschar in an sich bekannter Weise von einem mit einer Vielzahl von Spulen bestückten Gatter, welches ebenfalls nicht Gegenstand der vorliegenden Erfindung ist, geliefert wird.
- Fig. 2 zeigt ein Ausführungsbeispiel eines gemäß der vorliegenden Erfindung gestalteten Teilungskammes 2. Der Teilungskamm 2 besteht aus einem festen, metallischen Rahmen 5, welcher allseitig geschlossen ist, und aus einer Vielzahl von ebenfalls metallischen Lamellen 6. Der in rechteckiger Form ausgeführte Rahmen 5 besteht aus zwei Seitenteilen 5a und je einem Ober- und Unterteil 5b, 5c, wobei die Lamellen 6 zwischen dem Ober- und dem Unterteil 5b, 5c verlaufen bzw. angeordnet sind.
- Üblicherweise besitzt ein Teilungskamm etwa zwischen 800 und 1.200 Lamellen, in den Zeichnungsfiguren 2 und 3 ist der Einfachheit halber eine wesentlich geringere Lamellenanzahl eingezeichnet.
- Wie aus Fig. 2 ersichtlich ist besitzen die Lamellen 6 einen konischen Querschnitt, und zwar derart, daß ihr Querschnitt vom oberen Rahmenteil 5b ausgehend zum unteren Rahmenteil 5c zu stetig geringer wird. Die gegenseitige Anordnung der Lamellen 6 zwischen den Rahmenteilen 5b, 5c erfolgt fächerartig und derart, daß zwischen den Seiten voneinander benachbarten Lamellen 6, ein gleicher Abstand vorliegt, welcher geringfügig größer ist als der Durchmesser der durchgefädelten Stahlcorde 4. Durch ein Verschieben des Teilungskammes 2 vertikal zur Cordlaufrichtung wird der gegenseitige Abstand der einzelnen Stahlcorde 4 verändert. In Fig. 2 sind Stahlcorde 4' in einer Position eingezeichnet, deren gegenseitiger Abstand gegenüber den in dieser Zeichnungsfigur eingezeichneten Stahlcorden 4 geringer ist. In Fig. 1 ist durch den Doppelpfeil die Verschieberichtung des Teilungskammes 2 versinnbildlicht. Die Verschiebung und auch die jeweilige Positionsfixierung des Teilungskammes 2 erfolgt durch geeignete Mechanismen, die beispielsweise am Kammträger (nicht dargestellt) vorgesehen werden. Wie ebenfalls aus Fig. 1 ersichtlich ist, können Führungsrollen 7 oder dergleichen, jeweils knapp oberhalb und knapp unterhalb der Stahlcordfadenschar positioniert werden, um den gewählten Stahlcordabstand bzw. die gewählte Fadenteilung zusätzlich zu fixieren. Die Führungsrollen 7 können am Kammträger oder einem gesonderten Tragteil in geeigneter Weise angeordnet werden.
- Es ist ferner ohne weiteres möglich, bei dieser Variante mit im Querschnitt konischen Lamellen deren gegenseitigen Abstand so einzustellen, daß er sich vom Rahmenoberteil zum Rahmenunterteil zu verringert.
- Mit einem Teilungskamm nach der vorliegenden Erfindung kann beispielsweise eine Variation in der Fadenteilung erfolgen, die im Bereich von ca. 10 bis 15 Fäden pro 10 cm liegt. So kann etwa eine Umstellung von einer Fadenteilung von 95 auf eine Fadenteilung von 80, oder von einer Fadenteilung von 40 auf eine Fadenteilung von 50 erfolgen.
- Wie schon erwähnt liegen die Vorteile der gegenständlichen Erfindung insbesondere in einer enormen Zeitersparnis, aber auch darin, daß die Gesamtanzahl der zur Verfügung stehenden Teilungskämme erheblich reduziert werden kann.
Claims (5)
- Teilungskamm mit einer Vielzahl von gegenseitig beabstandeten Lamellen zur Zuführung einer Stahlcordfadenschar aus parallel und zumindest im wesentlichen in einer Ebene verlaufenden Stahlfäden oder Stahlcorden bestimmter Fadenteilung zu einem Stahlcordkalander, dadurch gekennzeichnet, daß er fächerartig angeordnete Lamellen (6) aufweist, wobei die Lamellen (6) im Querschnitt konisch gestaltet sind und ein größerer Lamellenquerschnitt dem Einstellen einer niedrigeren Fadenteilung entspricht.
- Teilungskamm nach Anspruch 1, dadurch gekennzeichnet, daß der Spalt zwischen den Lamellen (6) eine konstante Breite aufweist.
- Teilungskamm nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß er am Kammträger zumindest im wesentlichen in einer Richtung normal zur Laufrichtung der Stahlcordfadenschar verschiebbar und in unterschiedlichen Positionen fixierbar angeordnet ist.
- Vorrichtung für einen Teilungskamm nach einer der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß sie ein Paar Führungsrollen (7) oder dergleichen umfaßt, die vor dem Teilungskamm (2) angeordnet sind und zwischen welchen die Stahlcordfadenschar verläuft.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß die Führungsrollen (7) verschiebbar und in unterschiedlichen Positionen fixierbar angeordnet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT771/94 | 1994-04-14 | ||
| AT0077194A AT402204B (de) | 1994-04-14 | 1994-04-14 | Teilungskamm |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0681981A1 EP0681981A1 (de) | 1995-11-15 |
| EP0681981B1 true EP0681981B1 (de) | 1997-05-02 |
Family
ID=3499325
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95890068A Expired - Lifetime EP0681981B1 (de) | 1994-04-14 | 1995-03-30 | Teilungskamm |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0681981B1 (de) |
| AT (2) | AT402204B (de) |
| DE (1) | DE59500204D1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE418440T1 (de) * | 2005-07-29 | 2009-01-15 | Hexcel Reinforcements | Platzierungsverfahren eines drahtelementes, das für die bildung von ring- oder ellipsoidartigen vorformlingen geeignet ist |
| FR2889103B1 (fr) * | 2005-07-29 | 2009-08-28 | Hexcel Reinforcements Soc Par | Procede et dispositif de depose simultanee d'une serie d'elements filaires avec variation controlee de la distance entre les fibres moyennes des elements filaires |
| CN101559651B (zh) * | 2009-05-22 | 2012-09-05 | 无锡宝通带业股份有限公司 | 钢丝绳o形移动分梳器 |
| CN104384889B (zh) * | 2014-08-28 | 2016-10-05 | 中联重科股份有限公司 | 油缸与钢丝绳的装配装置 |
| CN113968518B (zh) * | 2021-10-25 | 2022-08-09 | 江苏佩捷纺织智能科技有限公司 | 一种织机单幅往复导丝工艺及其设备 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1289015A (en) * | 1917-03-15 | 1918-12-24 | Friederick Suter | Reed for warping-machines. |
| CH78081A (de) * | 1918-01-22 | 1918-10-16 | E Sommerhalder | Blatt, insbesondere für die Herstellung des Zettels von Bändern |
| CH344806A (de) * | 1955-04-06 | 1960-02-29 | Glanzstoff Ag | Vorrichtung zum Führen der Einzelfäden von Fadenscharen |
| NL6606476A (de) * | 1966-05-12 | 1967-11-13 | ||
| US3980251A (en) * | 1973-07-23 | 1976-09-14 | Wyatt Dickie R | Apparatus for changing thread spacing |
| DE3527964C1 (de) * | 1985-08-03 | 1987-04-16 | Boehler Ag | Verfahren und Vorrichtung zur Herstellung von langgestreckten Koerpern mit faserverstaerktem Kunststoff |
-
1994
- 1994-04-14 AT AT0077194A patent/AT402204B/de not_active IP Right Cessation
-
1995
- 1995-03-30 DE DE59500204T patent/DE59500204D1/de not_active Expired - Fee Related
- 1995-03-30 AT AT95890068T patent/ATE152427T1/de not_active IP Right Cessation
- 1995-03-30 EP EP95890068A patent/EP0681981B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| AT402204B (de) | 1997-03-25 |
| EP0681981A1 (de) | 1995-11-15 |
| ATE152427T1 (de) | 1997-05-15 |
| ATA77194A (de) | 1996-07-15 |
| DE59500204D1 (de) | 1997-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3878573T2 (de) | Vorrichtung und verfahren zum verstrecken textiler faserbaender. | |
| DE3145208A1 (de) | "streckverfahren und streckwerk fuer eine spinnmaschine" | |
| EP0681981B1 (de) | Teilungskamm | |
| DE19708213A1 (de) | Verfahren und Vorrichtung zur Produktführung in einem Falzbildungsbereich eines Falzapparates | |
| EP3119712B1 (de) | Bandführer für eine strecke sowie strecke | |
| DE69020503T2 (de) | Anlage zum Zuführen von einer Warenbahn. | |
| EP0679741A1 (de) | Faserbandzuführeinrichtung | |
| DE3315839C1 (de) | Krempel oder Karde | |
| WO2011069910A1 (de) | Verfahren und vorrichtung zur herstellung von folienbändchen | |
| DE69209632T2 (de) | Verfahren und Vorrichtung zum Walzen von Metallen zur Herstellung von rundem Stabmaterial oder Walzdraht aus rundem Stab- oder Drahtmaterial mit grösserem Durchmesser | |
| DE2848295C2 (de) | Kalander zur Herstellung von thermoplastischer Folien | |
| DE3872515T2 (de) | Walzstrasse. | |
| DE69026050T2 (de) | Verfahren zum Auswechseln von Vorgarnspulen in Ringspinnmaschinen | |
| DE3242539C2 (de) | Verfahren und Vorrichtung zum Herstellen eines Flors oder Vlieses | |
| EP0335108A2 (de) | Einrichtung zur Herstellung von bahnförmigen Kautschukprodukten | |
| DE69417702T2 (de) | Texturiermaschine | |
| EP0058227B2 (de) | Spannmaschine für textile Warenbahnen | |
| DE102015204265B4 (de) | Vorrichtung zum beidseitigen Belegen von Festigkeitsträgern mit Gummimischungsbahnen | |
| WO2020025411A1 (de) | Vorrichtung zum einstellen der kettspannung von kettfäden | |
| DE2725348A1 (de) | Einrichtung zum bilden und liefern von verstreckten kunststoffolienbaendchen | |
| DE1660210A1 (de) | Vorrichtung zur Fadentrennung fuer Falschdraht-Kraeuselmaschinen | |
| EP0542138B1 (de) | Textilmaschine zum Verstrecken synthetischer Fäden | |
| DE2725356C2 (de) | Vorrichtung zum Festhalten und Bewegen von textilen Bahnen | |
| DE1461054B1 (de) | Papiermaschine | |
| WO2006037571A1 (de) | Verfahren und vorrichtung zur herstellung von bändchen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB IT LU |
|
| 17P | Request for examination filed |
Effective date: 19951130 |
|
| 17Q | First examination report despatched |
Effective date: 19960122 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT LU |
|
| REF | Corresponds to: |
Ref document number: 152427 Country of ref document: AT Date of ref document: 19970515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59500204 Country of ref document: DE Date of ref document: 19970605 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970730 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000211 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000224 Year of fee payment: 6 Ref country code: DE Payment date: 20000224 Year of fee payment: 6 Ref country code: AT Payment date: 20000224 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20000314 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010330 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010330 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010330 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050330 |