EP0601991B1 - Procédé et installation de nettoyage de bandes métalliques - Google Patents
Procédé et installation de nettoyage de bandes métalliques Download PDFInfo
- Publication number
- EP0601991B1 EP0601991B1 EP93870230A EP93870230A EP0601991B1 EP 0601991 B1 EP0601991 B1 EP 0601991B1 EP 93870230 A EP93870230 A EP 93870230A EP 93870230 A EP93870230 A EP 93870230A EP 0601991 B1 EP0601991 B1 EP 0601991B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- spraying
- pressure
- degreasing
- bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G3/00—Apparatus for cleaning or pickling metallic material
- C23G3/02—Apparatus for cleaning or pickling metallic material for cleaning wires, strips, filaments continuously
- C23G3/023—Apparatus for cleaning or pickling metallic material for cleaning wires, strips, filaments continuously by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/02—Cleaning by the force of jets or sprays
- B08B3/022—Cleaning travelling work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
Definitions
- the invention relates to a new technology suitable for a continuous tape cleaning system metallic to provide the required surface cleanliness by subsequent coating treatments of such bands. It covers both a cleaning process and on an installation for this purpose.
- a degreasing installation is usually consists of an immersion or sprinkler tunnel low pressure (to allow physico-chemical action of the solution), a brushing machine (exerting the action mechanical) and an electro-chemical degreasing cell low density.
- GB-A-2 143 254 (SMS SCHLOEMANN-SIEMAG) describes a treatment at more than 60 bar on a surface using nozzles. It is technically undesirable to work at such pressures due to equipment (pumps) to be put into service and the operating conditions according to the present invention are not carried out.
- the document AU-A-413 792 (BONAR) essentially describes a device for cleaning sheets but does not has no parametric indication to execute this cleaning operation under economic conditions and advantageous techniques envisaged by the present invention.
- the present invention essentially aims to avoid the drawbacks inherent in the known solutions proposed according to the state of the art. It is particularly aimed at provide technology capable of providing mechanical action decisive (effective and repetitive and not subject efficiency drifts) going hand in hand with action physico-chemical provided by contact with a solution generally basic treatment.
- a method of cleaning of metal strips, in particular of strips of steel comprising the treatment of the sheet by an action spraying at high pressure and thereby spraying with great impact of degreasing solutions on the surface sheet metal.
- Head distance values from sheet metal projection from 30 to 200 mm proved particularly effective. Note that the greater the distance is low, the more spray heads will be required to cover the same area and therefore a limit material due to congestion is quickly reached.
- the lower pressure limit indicated is that necessary to obtain a good efficiency of the treatment.
- the upper pressure limit is essentially conditioned by economic reasons involving the use of simpler technical means, namely centrifugal type pumps, without having to use positive displacement pumps which would become necessary if higher pressures were considered.
- the invention is based on the fact that have to separate the modes of action from the projection of solutions, of the mechanical action itself which is performed using the brushing machine, depending on the condition of the technical.
- centrifugal pumps which is recommended according to the invention, makes it possible to reconcile pressures relatively high with high flow rates resulting in increased process efficiency.
- Impact effect values of the order of 100 to 5000 and preferably 150 to 500 g / cm 2 have been found necessary.
- the solution recommended by the invention allows avoid the cost and empiricism of operating cylinders brushers. We also avoid disturbances caused by brush fragments resulting from the wear of the brushes.
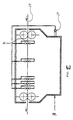
- An installation suitable for implementation of the technique of the invention consists of an unwinder of sheet 1, an electrolytic installation or bath of quenching 2, a high pressure degreasing tunnel 3, a station 4, any subsequent treatment units 5 and a winder 6.
- Such an installation may be suitable for treating sheet metal up to 400 mm wide and thick up to 1 mm at a line speed which can vary from very low value at 400 m / min.
- the strip bearing the general reference 13 circulates in continuous and is continuously subjected to the action of jets spraying a degreasing solution comprising surfactants, from spray heads 15 distributed above and below, as well as across the entire width of the strip, for example at a distance of 70 mm from the latter.
- a centrifugal pump 17 provides, at a pressure of 35 bars, a flow rate of 30 m 3 / h. for a strip width of 300 mm, which corresponds to an impact value of 270 g / cm 2 on the strip. This combined effect of impact action and chemical action is sufficient to perfectly treat a band circulating at a speed of 200 m / min.
- the alkaline solution is recovered and recycled with possible interposition of filtration equipment (retaining dust and iron fines) and / or regeneration.
- the equipment described may be combined in the cases suitable for an electrolytic degreasing cell high density, or other processing, if wish.
- FIG. 3 the impact profile of a jet is shown, taking the impact pressure expressed in g / cm 2 as a function of the distance in mm from the projection head.
- composition of the solutions used for the high pressure spraying is in principle suitable for operating operating conditions.
- solutions can be used alkalines exerting a saponification effect of esters with optionally a surfactant. Many of these compositions are known.
- an anti-foaming agent is generally useful and skilled in the art on the basis of simple tests may easily, depending on the circumstances, settle the different parameters such as temperature, pressure, distance jets, flow, type of jets and their directions, in particular by experimenting with the facilities and studying achievable jet profiles.
- Sheets Metallic, contaminated with fats and metallic particles
- Example cold rolled black steel sheet
- Line speed 20 to 600 m / min
- Line speed 200 m / min
- High pressure degreasing mechanical parameters flow rate 50 to 150 m 3 / h / m sheet width 100 m 3 / h / m sheet width pressure: 20 to 60 bars 35 bars height of the sprays in relation to the sheet: 30 to 200 mm 70 mm number of ramps: 1 or more, preferably 2 to 4 2 impact force on load cell 1 cm 2 : 0.1 to 5 kg (average at 70 mm) 0.27 kg chemical parameters marketed in Belgium by Henkel under the name [P3VR6398-2] 10 ⁇ 70 g / l 50 g / l marketed in Belgium by Henkel under the name [P3VR 0536/1]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
Description
- les procédés physico-chimiques agissant essentiellement par projection de solutions ou agissant par immersion
- les procédés mécaniques incorporant essentiellement une brosseuse et
- les procédés électro-chimiques agissant à l'aide d'une grille électrolytique.
- Figure 1,
- schématiquement une installation convenant pour la mise en oeuvre du procédé;
- Figure 2,
- le détail du tunnel de dégraissage haute pression (vue en coupe schématique);
- Figure 3,
- un diagramme de l'effet d'impact correspondant à une forme d'exécution de l'invention donnée à titre d'illustration.
| Tôles: Métalliques, souillées par des matières grasses et particules métalliques | Exemple: tôle d'acier noir laminée à froid |
| Vitesse de ligne: 20 à 600 m/min | Vitesse de ligne: 200 m/min |
| Dégraissage haute pression | |
| paramètres mécaniques | |
| débit:50 à 150 m3/h/m de largeur de tôle | 100 m3/h/m de largeur de tôle |
| pression: 20 à 60 bars | 35 bars |
| hauteur des sprays par rapport à la tôle: 30 à 200 mm | 70 mm |
| nombre de rampes: 1 ou plus, de préférence 2 à 4 | 2 |
| force d'impact sur peson 1 cm2: 0,1 à 5 kg (moyenne à 70 mm) | 0,27 kg |
| paramètres chimiques | |
| commercialisé en Belgique par Henkel sous la dénomination [P3VR6398-2] 10 → 70 g/l | 50 g/l |
| commercialisé en Belgique par Henkel sous la dénomination [P3VR 0536/1] 0,1 → 1 g/l + eau décarbonatée | 0,35 g/l |
| température: 40 à 90°C | 80°C |
| Rincage | |
| paramètres mécaniques | |
| débit: 10 à 100 m3/h/m de largeur de tôle | 30 m3/h/m de largeur de tôle |
| pression: 5 à 20 bars | 10 bars |
| hauteur des sprays par rapport à la tôle: 50 à 200 mm | 100 mm |
| nombre de rampes: min. 1, de préférence 2 à 4 | 2 |
| force d'impact sur peson 1 cm2: 0,01 à 1 kg (moyenne à 70 mm) | 0,05 kg |
| paramètres chimiques: | |
| température: 10 à 90°C eau décarbonatée | 50°C |
| Tôle non traitée | Dégraissage haute pression | Habituellement rencontrée en ligne | |
| Scotch tape Microcolor IP | 0,2 | 0,02 | 0,05 |
| Fines de fer | 100 mg/m2/face | 10 mg/m2/face | 20 mg/m2/face |
| Matière grasse | 150 mg/m2/face | 8 mg/m2/face | 10 mg/m2/face |
| Carbone résiduel | 15 mg/m2/face | 2 mg/m2/face | 4 mg/m2/face |
| longueur de traitement | 2m | 30 m | |
| IP (Indice de Propreté) = 1 - Opacité Scotch à mesurer / opacité référence Noir: opacité = 0 Blanc: opacité = 100 |
Claims (5)
- Procédé de nettoyage de bandes métalliques, en particulier de bandes d'acier caractérisé en ce qu'il comporte le traitement de la tôle par une action de pulvérisation à haute pression et de fait une projection à grand impact de solutions dégraissantes sur la surface de la tôle sous une pression supérieur à 15 et inférieur à 60 bars, à une distance par rapport à la surface supérieure de la tôle supérieure ou égale à 30 mm afin d'obtenir des valeurs d'effet d'impact de l'ordre de 100 a 5000 g/cm2 par le réglage des débits des têtes de pulvérisation.
- Procédé selon la revendication 1 caractérisé en ce que la pression de solutions dégraissants sur la surface de la tôle est inférieur à 40 bars et en ce que les valeurs d'effet d'impact sont comprises entre 150 et 500 g/cm2.
- Procédé selon la revendication 1 ou 2 caractérisé en ce que la distance des têtes de projection par rapport à la surface supérieure de la tôle est comprise entre 30 et 200 mm.
- Procédé selon l'une quelconque des revendications 1 à 3 caractérisé en ce que la pulvérisation est réalisée à l'aide d'une pompe centrifuge.
- Installation de nettoyage de bandes d'acier pour la mise en oeuvre du procédé selon l'une quelconque des revendications 1 à 4, caractérisé en ce qu'elle comporte au moins une tête de pulvérisation pour le traitement d'une tôle par une action de pulvérisation à haute pression et projection à grand impact de solutions dégraissantes sur la surface de la tôle sous une pression de 15 à 60 bars, à une distance par rapport à la surface supérieure de la tôle supérieure ou égale à 30 mm afin d'obtenir des valeurs d'effet d'impact de l'ordre de 100 à 5000 g/cm2par le réglage des têtes de pulvérisation, un circuit fermé de circulation étant prévu pour la circulation de ladite solution dégraissante.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE9201082 | 1992-12-08 | ||
| BE9201082A BE1006465A3 (fr) | 1992-12-08 | 1992-12-08 | Procede et installation de nettoyage de bandes d'acier. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0601991A1 EP0601991A1 (fr) | 1994-06-15 |
| EP0601991B1 true EP0601991B1 (fr) | 1998-09-23 |
Family
ID=3886572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93870230A Expired - Lifetime EP0601991B1 (fr) | 1992-12-08 | 1993-12-07 | Procédé et installation de nettoyage de bandes métalliques |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0601991B1 (fr) |
| AT (1) | ATE171400T1 (fr) |
| BE (1) | BE1006465A3 (fr) |
| DE (1) | DE69321204D1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102825076A (zh) * | 2012-08-30 | 2012-12-19 | 宜昌三峡全通涂镀板有限公司 | 一种伸缩风箱式吹扫装置 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1009436A3 (fr) * | 1995-06-22 | 1997-03-04 | Cockerill Mech Ind Sa | Procede et installation de nettoyage d'une bande metallique. |
| IT1296932B1 (it) * | 1997-12-05 | 1999-08-03 | Acciai Speciali Terni Spa | Procedimento di decapaggio a spruzzo per nastro d'acciaio ed apparecchiatura per attuare detto procedimento |
| DE19834759C2 (de) * | 1998-08-01 | 2002-02-21 | Salzgitter Ag | Verfahren und Vorrichtung zum Entfernen von Dendriten |
| DE19917561C1 (de) * | 1999-04-19 | 2000-11-30 | Sundwig Gmbh | Bandbehandlungslinie für Metallbänder, insbesondere für hochfeste Edelstahlbänder |
| US6450183B1 (en) | 1999-12-22 | 2002-09-17 | Kolene Corporation | Composition, apparatus, and method of conditioning scale on a metal surface |
| US6776359B2 (en) | 2001-11-06 | 2004-08-17 | Kolene Corporation | Spray nozzle configuration |
| DE102005008939A1 (de) * | 2005-02-26 | 2006-09-21 | Sms Demag Ag | Verfahren und Vorrichtung zum Reiningen eines Metallbandes |
| JP4830513B2 (ja) | 2006-01-26 | 2011-12-07 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板の洗浄方法および洗浄装置 |
| CN104043659B (zh) * | 2013-03-14 | 2016-03-30 | 宝山钢铁股份有限公司 | 冷轧带钢表面边部残留液体吹扫装置 |
| CN112588714A (zh) * | 2020-11-27 | 2021-04-02 | 洛阳伍鑫金属材料科技有限公司 | 一种钛锭生产清洗工艺及其清洗装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU413792B2 (en) * | 1970-05-28 | 1971-05-24 | Apparatus for cleaning hot rolled steel | |
| EP0050036B1 (fr) * | 1980-10-14 | 1986-03-05 | Paromec Engineering Limited | Nettoyage de matériaux de forme allongée et appareil pour l'éxécuter |
| DE3325198C2 (de) * | 1983-07-13 | 1998-10-29 | Schloemann Siemag Ag | Verfahren und Anordnung zum Reinigen von kaltgewalzten Metallbändern |
| JPS6230892A (ja) * | 1985-07-31 | 1987-02-09 | Sumitomo Special Metals Co Ltd | 長尺金属板の連続洗浄方法 |
-
1992
- 1992-12-08 BE BE9201082A patent/BE1006465A3/fr not_active IP Right Cessation
-
1993
- 1993-12-07 AT AT93870230T patent/ATE171400T1/de not_active IP Right Cessation
- 1993-12-07 EP EP93870230A patent/EP0601991B1/fr not_active Expired - Lifetime
- 1993-12-07 DE DE69321204T patent/DE69321204D1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102825076A (zh) * | 2012-08-30 | 2012-12-19 | 宜昌三峡全通涂镀板有限公司 | 一种伸缩风箱式吹扫装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0601991A1 (fr) | 1994-06-15 |
| DE69321204D1 (de) | 1998-10-29 |
| BE1006465A3 (fr) | 1994-09-06 |
| ATE171400T1 (de) | 1998-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0601991B1 (fr) | Procédé et installation de nettoyage de bandes métalliques | |
| EP0792949A1 (fr) | Procédé de décapage d'une pièce en acier et notamment d'une bande de tÔle en acier inoxydable | |
| EP0011547B1 (fr) | Procédé et appareil pour la fabrication de tôle ou de feuillard galvanisé à revêtement pauvre sur une ou deux faces, et produit obtenu au moyen de ce procédé | |
| KR100712798B1 (ko) | 용융 금속 도금조내의 롤의 표면상에 용착된 물질 제거장치 및 덴트 발생을 방지하는 방법 | |
| EP0108436A1 (fr) | Procédé perfectionné pour la fabrication de rails et rails obtenus par ce procédé | |
| CN108425126A (zh) | 一种矩形金属板材表面除锈方法 | |
| CA2444399A1 (fr) | Procede pour ameliorer la qualite metallurgique de produits traites dans un four | |
| US3810371A (en) | Hot rolling method for obtaining wire rod | |
| BE854647A (fr) | Procede de production de profiles en acier de qualite amelioree | |
| JP2892595B2 (ja) | 冷間圧延後の金属ストリップのクリーニング方法及び装置 | |
| KR890001444B1 (ko) | 청정 냉연스트립의 제조방법 | |
| JPH0665766A (ja) | 鋼帯に付着する液体の除去方法 | |
| WO2003104500A1 (fr) | Dispositif de refroidissement et/ou de rinçage de fils et/ou rubans en acier | |
| EP0595686B1 (fr) | Procédé de décapage de matériaux en acier | |
| LU81564A1 (fr) | Procede de fabrication de tubes,tubes obtenus par ce procede et leur utilisation dans des condenseurs et des echangeurs de chaleur | |
| JP2020015073A (ja) | 連続鋳造設備及び圧延方法 | |
| EP3678794B1 (fr) | Installation industrielle comportant un essuyeur sans contact | |
| EP0992593B1 (fr) | Procédé de refroidissement en continu d'une tôle en acier et dispositif pour sa mise en oeuvre | |
| SU1442276A1 (ru) | Способ очистки поверхности движущегос полосового проката | |
| JP3348825B2 (ja) | 冷間圧延金属帯のウエット調質圧延方法および設備列 | |
| BE1015255A3 (fr) | Procede et dispositif de decapage de fils et/ou rubans metalliques. | |
| JPH05125517A (ja) | ガスワイピング装置 | |
| KR200236638Y1 (ko) | 슬러지 배출이 용이한 댐식 밀폐형 스크린 | |
| BE1008243A6 (fr) | Procede de degraissage d'une surface metallique. | |
| FR2492282A1 (fr) | Procede et installation de laminage a froid et de nettoyage de bandes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19931224 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 19951102 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980923 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19980923 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980923 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980923 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980923 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980923 |
|
| REF | Corresponds to: |
Ref document number: 171400 Country of ref document: AT Date of ref document: 19981015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69321204 Country of ref document: DE Date of ref document: 19981029 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19981203 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981207 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981223 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981223 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19981224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981231 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19980923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990504 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990831 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 |
|
| BERE | Be: lapsed |
Owner name: S.A. COCKERILL MECHANICAL INDUSTRIES Effective date: 19991231 |