EP0592818A2 - Dispositif pour accumuler et prélever des produits découpés - Google Patents
Dispositif pour accumuler et prélever des produits découpés Download PDFInfo
- Publication number
- EP0592818A2 EP0592818A2 EP93114680A EP93114680A EP0592818A2 EP 0592818 A2 EP0592818 A2 EP 0592818A2 EP 93114680 A EP93114680 A EP 93114680A EP 93114680 A EP93114680 A EP 93114680A EP 0592818 A2 EP0592818 A2 EP 0592818A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- blanks
- blank
- sun gear
- planet gears
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/10—Suction rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/423—Depiling; Separating articles from a pile
- B65H2301/4232—Depiling; Separating articles from a pile of horizontal or inclined articles, i.e. wherein articles support fully or in part the mass of other articles in the piles
- B65H2301/42322—Depiling; Separating articles from a pile of horizontal or inclined articles, i.e. wherein articles support fully or in part the mass of other articles in the piles from bottom of the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1764—Cut-out, single-layer, e.g. flat blanks for boxes
Definitions
- the invention relates to a device for storing a supply of blanks from thin cardboard for hinged boxes (hinge-lid packs) and for removing individual blanks, a stack of blanks being accommodated in a blank magazine with a lower removal opening and lateral conveying elements converging downwards , such that the lower blanks of the stack of blanks are kept ready in a concavely curved position and are removed by a removal member with a plurality of rotatable planet gears and a sun gear cooperating therewith and are removed by the sun gear.
- Such a device is known from DE-24 36 354.
- the fixed, rotatable sun gear are in this embodiment assigned two opposing planet gears. With their circumferential surface, these each capture the lower blank of the blank stack.
- suction bores are arranged on the circumference of the planet gears. The blank resting on the outer surface of the planetary gear is transferred to the circumference of the sun gear during the further rolling movement and is fed by this to a removal path.
- the lateral conveying elements which delimit the blank magazine in the lower region are designed as downwardly converging conveyor belts. These capture the blanks in the region of their narrow end edges in the central region thereof, that is to say on the edges of a front wall on the one hand and an inner flap of the blank on the other hand.
- the planet gears - and correspondingly the sun gear - are designed as two suction disks which are arranged at a distance from one another and which only grasp the cut in the region of lateral folding tabs. Since the side folding flaps are separated from one another by a number of longitudinal and transverse separating cuts in a conventional cut for hinge-lid packs, it is difficult to hold and transport the cuts sufficiently on curved or cylindrical contact surfaces. For this reason, the known device has not proven itself in practice.
- the invention has for its object to develop and improve the above-described device in such a way that the blanks experience a more precise and trouble-free guidance during removal from the blank magazine and during further transport, taking into account the special design of the side folding flaps .
- the device according to the invention is characterized in that the planet gears with their circumferential surfaces each capture a blank only in a central contact area between the side folding tabs, namely in the area of a blank center strip.
- the sun gear and a further discharge element effective according to the invention are also placed on the blanks exclusively in the region of the blank center strip without contact with the side folding tabs. This results in a trouble-free transport of the blanks, since the lateral folding tabs are not caught by the conveying elements.
- the conveying elements of the blank magazine which converge downwards, also capture the blanks only in the region of the blank center strip at end edges.
- the planet gears are designed in the device according to the invention so that a collision with the conveying elements, in particular with lateral support belts, is avoided during the movement to remove a blank from the blank magazine.
- the planet gears are provided with radial depressions between the holding areas that grip the blanks.
- the embodiment shown in the drawings deals with the handling of blanks 10 made of thin cardboard, specifically those for the production of hinged boxes or hinge-lid packs for holding cigarettes.
- a stock of such blanks namely a blank stack 11, is accommodated in an upright blank magazine 12. This is provided with a removal opening 13 on the underside.
- the respective lower blank 10 of the blank stack 11 is removed from the blank magazine 12 via the removal opening 13 and fed to the packaging machine via a blank web 14.
- the blank web 14, which is inclined downwards in the conveying direction is located above a plate-shaped folding turret 15 with a vertical axis of rotation.
- the blanks 10 are fed one after the other into pockets of this folding turret.
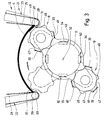
- a removal unit 16 is used to remove the blanks 10 from the blank magazine 12.
- This consists of a fixed, rotatably mounted central sun wheel 17 and several - in the present embodiment two - planet gears 18, 19. These rotate at a constant speed around the sun gear 17 and additionally about its own axis.
- the diametrically opposed planet gears 18, 19 are arranged on a carrier rotating coaxially with the sun gear 17, namely on a rotor 20.
- the blanks 10 stacked with an exact relative position are brought into a concavely curved shape in the region of a lower removal section 21 by exerting pressure on end edges, with the radius of curvature decreasing downwards.
- the arrangement is such that the respective lower blanks 10 are (approximately) deformed in a circular arc in accordance with an outer envelope curve, that is to say in accordance with an outer movement path of the planet gears 18, 19.
- the blanks 10 are moved downward in the region of the removal section 21 by conveying elements converging downwards, namely by means of support belts 22, 23.
- Their mutually facing conveying strands 24, 25 serve to support end edges 26, 27 of the blanks 10.
- the support belts 22, 23 are driven in the sense of a downward conveying movement, preferably at a speed which is approximately 10% above the conveying movement of the blank stack 11 directed towards the removal opening 13.
- the support belts 22, 23 are designed as toothed belts and are guided and driven by deflection rollers 28, 29.
- the inclination of the conveyor strands 24, 25 is approximately 6 ° to the vertical.
- a separate support member for the blanks 10 is arranged directly in the region of the removal opening 13, namely fixed lugs 30, 31. These form a support surface for the end edges 26 and 27 of the blanks 10.
- the planet gears are moved by a corresponding rotary drive of the rotor 20 about a central axis of rotation 32 of the sun gear 17. At the same time rotate the planet gears 18, 19 about their own axis.
- the relative movements are coordinated with one another in such a way that holding members for the blanks 10 arranged on the circumference of the planet gears 18, 19 - in the present exemplary embodiment suction cups 33 or suction bores - each capture a blank 10 at the end region thereof, namely adjacent to the edge edge 26.
- the drive is so designed that the rotor 20 rotates counterclockwise with the planet gears 18, 19.
- the planet gears 18, 19 themselves turn clockwise.
- the blank 10 gripped by the planet gear 18 is applied to the circumference of the planet gear 18 as the rotor 20 rotates further as a result of its independent rotation.
- the end of the blank first detected (adjacent to the edge 26) finally reaches the periphery of the sun wheel 17 and is also grasped by this by holding members, namely suction cups 34. Simultaneous venting of the suction cups 33 of the planetary gear 18 causes the blank 10 to be gradually taken over by the sun gear 17.
- FIG. 5 shows an S-shaped Formation of the blank 10 during a phase of transfer from a planet gear 18, 19 to the periphery of the sun gear 17.
- parts of folding tabs in particular the corner tabs 41, 42, are directed tangentially.
- the effective organs of the blank magazine 12 and of the removal unit 16 act only on the blank 10 in a central area, at least not in the area of the side folding flaps 39..42.
- a central cut strip 46 is indicated by hatching. This forms the contact area of the organs of the blank magazine 12 and the removal unit 16 and ends on both sides at a distance from the side folding tabs.
- the planet gears 18, 19 are designed in a special way to avoid a collision with the support bands 22, 23 and the lugs 30, 31 when blanks 10 are removed from the blank magazine 12.
- trough-shaped depressions 47 are formed along the circumference of the planet gears 18, 19. These extend in the axis-parallel direction and at a distance from one another in the circumferential direction.
- the depressions 47 are arranged such that the lower end of the removal section 21, namely the deflection rollers 29 with the support belts 22, 23 and the lugs 30, 31, each enter a depression 47 when a planet gear 18, 19 is moved past.
- the depressions 47 delimit holding sections 48 on the circumference of the planet gears 18, 19.
- Suction cups 33 are arranged in the region of these holding sections 48, preferably several each lying side by side in the axial direction of the planet wheel 18, 19 and possibly in the circumferential direction. Instead of the above suction cup 33, suction holes can also be provided here.
- the holding section 48 is curved in a cylindrical manner, corresponding to the outer circumference of the planet gear 18, 19.
- each is Planetary gear 18, 19 provided with three holding sections 48 which are arranged along the circumference at equal distances from one another. In the middle there are support webs 49, which also have a cylindrical outer surface and lie with this on the circumference of the planet gear 18, 19.
- the support webs 49 are here without holding or suction members.
- a depression 47 accordingly lies between a holding section 48 and a supporting web 49. The blank 10 received by a planet gear 18, 19 bears against the outer surface of the holding sections 48 and the supporting webs 49.
- the cylindrical sun gear 17 is provided with a plurality of holding areas 50 which are arranged at equal intervals along the circumference. These are each equipped with a plurality of suction cups 34 or suction bores - distributed in the axial direction - for gripping the blank 10.
- the blanks 10 conveyed in the circumferential direction by the sun gear 17 are transported into the blank path 14 on the (lower) side opposite the blank magazine 12.
- a separate removal member cooperates with the sun gear 17.
- the transport disks 51, 52 are driven in the conveying direction.
- the blank 10 is accordingly conveyed between the circumference of the sun wheel 17 and the transport disks 51, 52 into the blank path 14.
- the blank 10 is first grasped by conveyor rollers 53, 54 and moved on.
- an endless conveyor connects to the conveyor rollers 53, 54 according to the exemplary embodiment in FIG. 1, namely a conveyor belt 55 which defines the distances and the subsequent conveying speed the blanks 10 determined.
- the conveyor belt 55 is provided with drivers 56, each of which grips a blank 10 on the rear.
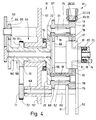
- the removal unit 16 is attached to a part of a machine frame, namely to an (upright) support wall 57.
- the disk-shaped rotor 20 is rotatably mounted with a hollow shaft 58 in a bearing 59 of the support wall 57.
- a drive shaft 60 for the sun gear 17 runs in the hollow shaft 58.
- the planet gears 18, 19 are rotatably mounted on axially parallel support pins 61, 62 which are attached to the rotor 20 so as to protrude on one side.
- a central drive wheel 63 is driven by a motor, not shown.
- the drive wheel consists of two individual wheels 64, 65 (gear wheels) with different diameters.
- the single wheel 64 transmits rotary movements to the drive shaft 60.
- the single wheel 65 is in drive connection with the hollow shaft 58.
- the rotation of the planet gears 18, 19 about its own axis is caused by the drive shaft 60 of the sun gear 17.
- a gear 66 arranged on the drive shaft 60 is in engagement with counter gears 67, 68, which are each assigned to a planet gear 18, 19.
- the transport disks 51, 52 are mounted on a common shaft 69. This is driven by the hollow shaft 58 through a toothed wheel 70 in connection with a further toothed wheel 71 on the shaft 69. The drive is transmitted between them by a toothed belt 72.
- the free side of the removal unit 16 is supported in a fixed pivot bearing 73, specifically via a support pin 74 on the free side of the sun gear 17.
- the dimensions are chosen so that the axial width of the sun gear 17 or the circumferential surface corresponds approximately to the width of the center strip 46.
- the planet gears 18, 19, which are designed with a significantly smaller width, are centered on the sun gear 17 and also on the blank magazine 12.
- the transport disks 51, 52 are arranged at such a distance from one another that a planet gear 18, 19 is located between the transport disks 51, 52 Rotational movement can be temporarily recorded. So that a cylindrical support sleeve 75 of the planet gears 18, 19 can be moved past the inner transport disk 51 without contact during the rotary movements, it is provided with a recess 76 on one side. The size and shape of this recess 76 do justice to the movement sequence of the planet gears 18, 19 and the support sleeve 75.
- the maximum distance between the transport disks 51, 52 is likewise not greater than the width of the central cut-out strip 46.
- the support bands 22, 23 of the blank magazine and the lugs 30, 31 are also of a width and are arranged in such a way that they become effective only in the region of the blank center strip 46.
- the dimensions of the support bands correspond to the width of the planet gears 18, 19.
- suction cups 33, 34 are supplied with negative pressure in a manner known per se.
- a suction line 78 for suction bores or suction cups 33 of the planet gears 18, 19 leads from a fixed channel ring 79 via the support sleeve 75 rotating with the planet gear 18, 19 to the peripheral surface of the planet gear 18, 19.
- the suckers 34 of the sun gear 17 are supplied by a likewise fixed channel ring 80, which is arranged in the region of the fixed pivot bearing 73. From this leads a suction line 81 within the sun gear 17 its peripheral surface.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Controlling Sheets Or Webs (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4234377 | 1992-10-13 | ||
| DE4234377A DE4234377A1 (de) | 1992-10-13 | 1992-10-13 | Vorrichtung zum Speichern und Entnehmen von Zuschnitten |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0592818A2 true EP0592818A2 (fr) | 1994-04-20 |
| EP0592818A3 EP0592818A3 (fr) | 1995-03-22 |
| EP0592818B1 EP0592818B1 (fr) | 1997-03-26 |
Family
ID=6470279
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93114680A Expired - Lifetime EP0592818B1 (fr) | 1992-10-13 | 1993-09-13 | Dispositif pour accumuler et prélever des produits découpés |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5472184A (fr) |
| EP (1) | EP0592818B1 (fr) |
| JP (1) | JP2648559B2 (fr) |
| BR (1) | BR9304152A (fr) |
| DE (2) | DE4234377A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5775062A (en) * | 1995-06-14 | 1998-07-07 | G.D Societa' Per Azioni | Method of continuously feeding wrapping elements in sheet form to a user machine |
| EP1106549A1 (fr) * | 1999-12-09 | 2001-06-13 | G.D Societa' Per Azioni | Méthode et dispositif pour alimenter des feuilles dans une ligne d'emballage |
| NL1034044C2 (nl) * | 2007-06-27 | 2008-12-30 | Buhrs Zaandam Bv | Separatiemodule voor het separeren van flexibele producten van een stapel van dergelijke producten, werkwijze voor het separeren van flexibele producten en een verpakkingslijn voorzien van een dergelijke separatiemodule. |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19710236B4 (de) * | 1996-03-20 | 2008-01-03 | Giesecke & Devrient Gmbh | Vorrichtung zum Bearbeiten von flachen, flexiblen Gegenständen, wie z. B. Karten aus Kunststoff oder Papier |
| DE19945630A1 (de) * | 1999-09-23 | 2001-04-05 | Topack Verpacktech Gmbh | Vorrichtung zur Einzelblattentnahme von Packmaschinenzuschnitten der tabakverarbeitenden Industrie |
| DE10031098A1 (de) * | 2000-06-30 | 2002-01-10 | Focke & Co | Vorrichtung zur Handhabung von Zuschnitten in Verpackungsmaschinen |
| US6644647B2 (en) * | 2001-07-09 | 2003-11-11 | Plastipak Packaging, Inc. | Apparatus and method for transferring labels from a label magazine for in-mold labeling prior to blow molding |
| ITBO20060721A1 (it) * | 2006-10-18 | 2008-04-19 | Gd Spa | Unita' e metodo di alimentazione di etichette in una macchina confezionatrice di pacchetti per articoli da fumo. |
| US7789375B2 (en) * | 2008-12-02 | 2010-09-07 | Mojack Distributors, Llc | Portable winch assembly actuated by auxiliary handheld torquing device |
| DE102012018438B4 (de) * | 2012-09-19 | 2018-12-13 | Eisenmann Alpha-Tec Gmbh | Handhabungseinrichtung mit einem Manipulator für Materialstücke |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB688469A (en) * | 1949-10-26 | 1953-03-11 | Rose Brothers Ltd | Improvements in apparatus for feeding sheets, carton-blanks or the like |
| DE1060701B (de) * | 1956-05-01 | 1959-07-02 | Molins Machine Co Ltd | Blattzufuehrvorrichtung zum Zufuehren von Paeckchenzuschnitten |
| CH407178A (de) * | 1961-12-23 | 1966-02-15 | Hepp Rudolf | Verfahren zum Auseinanderspreizen gefalzter Bogen |
| GB988552A (en) * | 1962-01-18 | 1965-04-07 | Hepp Rudolf | Method of and apparatus for separating folded printed sheets and the like |
| GB1012970A (en) * | 1962-09-11 | 1965-12-15 | Leipziger Buchbindereimaschine | Improvements in or relating to apparatus for separating folded sheets or folded groups of sheets from a stack thereof |
| GB1295520A (fr) * | 1969-02-27 | 1972-11-08 | ||
| US3921523A (en) | 1972-09-28 | 1975-11-25 | Jahme Hans Joachim | Sheet take off device for printing or duplicating machines |
| DE2436354C2 (de) * | 1974-07-27 | 1984-07-12 | Focke & Co, 2810 Verden | Vorrichtung zur aufeinanderfolgenden Entnahme von Zuschnitten von einem gewölbten Zuschnittstapel in einem Stapelmagazin |
| IT1060909B (it) * | 1976-04-12 | 1982-09-30 | Gd Spa | Dispositivo per correggere l inclinazione di alette laterali di fogli..particolarmente sbozzati o fustellati di cartoncino o simili..constituenti una pila e da alimentare singolarmente a macchine condizionatrici di sigarette in pacchetti del tipo con coperchio incernierato hinged lid |
| IT1069470B (it) * | 1976-05-06 | 1985-03-25 | Gd Spa | Dispositivo trasportatore per l alimentazione di tratti di materiale in foglio..paritcolarmente di sbozzati o fustellati di cartoncino o simili..ad una macchina utilizzatrice..particolarmente ad una macchina condizionatrice di sigarette in pacchetti del tipo con coperchio incernierato hinged lid |
| DE2722749A1 (de) * | 1976-05-28 | 1977-12-08 | Molins Ltd | Vorrichtung zum abziehen von zuschnitten aus einem stapel |
| DE3046280A1 (de) * | 1980-12-09 | 1982-06-09 | Windmöller & Hölscher, 4540 Lengerich | Vorrichtung zum einlegen von schlauchstueckpaketen in das stapelmagazin eines rotationsanlegers |
| CH676839A5 (fr) * | 1988-03-17 | 1991-03-15 | Grapha Holding Ag |
-
1992
- 1992-10-13 DE DE4234377A patent/DE4234377A1/de not_active Withdrawn
-
1993
- 1993-09-13 DE DE59305944T patent/DE59305944D1/de not_active Expired - Fee Related
- 1993-09-13 EP EP93114680A patent/EP0592818B1/fr not_active Expired - Lifetime
- 1993-09-30 US US08/128,961 patent/US5472184A/en not_active Expired - Fee Related
- 1993-10-06 BR BR9304152A patent/BR9304152A/pt not_active IP Right Cessation
- 1993-10-13 JP JP5256157A patent/JP2648559B2/ja not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5775062A (en) * | 1995-06-14 | 1998-07-07 | G.D Societa' Per Azioni | Method of continuously feeding wrapping elements in sheet form to a user machine |
| GB2302326B (en) * | 1995-06-14 | 1998-12-16 | Gd Spa | Method of continuously feeding wrapping elements in sheet form to a user machine |
| EP1106549A1 (fr) * | 1999-12-09 | 2001-06-13 | G.D Societa' Per Azioni | Méthode et dispositif pour alimenter des feuilles dans une ligne d'emballage |
| NL1034044C2 (nl) * | 2007-06-27 | 2008-12-30 | Buhrs Zaandam Bv | Separatiemodule voor het separeren van flexibele producten van een stapel van dergelijke producten, werkwijze voor het separeren van flexibele producten en een verpakkingslijn voorzien van een dergelijke separatiemodule. |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH06219576A (ja) | 1994-08-09 |
| DE4234377A1 (de) | 1994-04-14 |
| BR9304152A (pt) | 1994-04-19 |
| US5472184A (en) | 1995-12-05 |
| EP0592818A3 (fr) | 1995-03-22 |
| JP2648559B2 (ja) | 1997-09-03 |
| DE59305944D1 (de) | 1997-04-30 |
| EP0592818B1 (fr) | 1997-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2732591C2 (de) | Einrichtung zum Abbauen eines Stapels von biegsamen Flächengebilden | |
| EP0312877B1 (fr) | Procédé et dispositif pour fabriquer et convoyer des coupes pour paquets | |
| DE2526047A1 (de) | Umlaufende foerdervorrichtung an einer einwickelmaschine | |
| DE2647326C3 (de) | Etikettienführvorrichtung an Ettikettiermaschinen | |
| EP0795503A2 (fr) | Procédé et dispositif pour aligner des objets plats | |
| EP0790203B1 (fr) | Dispositif pour séparer des produits plats empilés | |
| DE4027247A1 (de) | Verfahren und vorrichtung zum foerdern von banderolen zwecks uebergabe an eine (zigaretten-)packung | |
| DE2334071A1 (de) | Zusammentragegeraet, insbesondere oeffnervorrichtung fuer signaturen | |
| CH647471A5 (de) | Vorrichtung zum vereinzeln und zufuehren von gegenstaenden, insbesondere von bonbons, zu einer verpackungsmaschine. | |
| EP1428761B1 (fr) | Procédé et dispositif de manipulation de feuilles, en particulier de coupons | |
| EP0592818B1 (fr) | Dispositif pour accumuler et prélever des produits découpés | |
| EP0845413B1 (fr) | Machine d'emballage à révolver de pliage pour la fabrication de paquets souples de cigarettes | |
| DE2518524A1 (de) | Entnahmevorrichtung fuer kapselsortiermaschinen | |
| EP0143961A1 (fr) | Dispositif pour l'enveloppement d'objets, spécialement de groupes de cigarettes | |
| DE2624812C3 (de) | Vorrichtung zum Brechen und Abtransportieren von stabförmigen Gegenständen | |
| DE60306680T2 (de) | Zufuhrvorrichtung | |
| EP0628505B1 (fr) | Dispositif pour séparer des produits imprimés empilés | |
| DE1028939B (de) | Vorrichtung zur aufeinanderfolgenden, geordneten Abgabe von scheibenfoermigen Gegenstaenden mit radialen Ansaetzen aus einem Vorrat | |
| DE60310904T2 (de) | Einwickelmaschine | |
| DE3041325C2 (fr) | ||
| EP0703148B1 (fr) | Procédé et dispositif pour la manipulation d'objets cylindriques, spécialement des rouleaux de biscuits | |
| DE69724904T2 (de) | Einheit zum Überführen von Zigaretten | |
| EP0711707A1 (fr) | Dispositif pour alimenter une machine d'emballage | |
| EP1483152B1 (fr) | Dispositif concu pour transferer des decoupes de paquet dans une empaqueteuse de cigarettes | |
| DE3843419C2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE GB IT |
|
| 17P | Request for examination filed |
Effective date: 19950714 |
|
| 17Q | First examination report despatched |
Effective date: 19960507 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970327 |
|
| REF | Corresponds to: |
Ref document number: 59305944 Country of ref document: DE Date of ref document: 19970430 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20060913 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20060926 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060930 Year of fee payment: 14 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070913 |