EP0537108A2 - Beutelverpackung - Google Patents
Beutelverpackung Download PDFInfo
- Publication number
- EP0537108A2 EP0537108A2 EP92810705A EP92810705A EP0537108A2 EP 0537108 A2 EP0537108 A2 EP 0537108A2 EP 92810705 A EP92810705 A EP 92810705A EP 92810705 A EP92810705 A EP 92810705A EP 0537108 A2 EP0537108 A2 EP 0537108A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tear
- layer
- sealing
- jacket part
- bag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/1691—End- or aperture-closing arrangements or devices using adhesive applied to attached closure elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5855—Peelable seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/34—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within the package
- B65D81/3446—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within the package specially adapted to be heated by microwaves
- B65D81/3461—Flexible containers, e.g. bags, pouches, envelopes
Definitions
- the present invention relates to a gas- and liquid-tight bag packaging for fillable goods which can be heated by microwave treatment, comprising a jacket part or a jacket and a bottom part, made of flexible plastic film, the front and back of the jacket part and the optionally present bottom part being connected to one another in a sealed manner by sealing seams .
- bags and in particular stand-up bags made of thermoplastic or composite material consisting of two side walls with a folded bottom or two separate side walls and a third pre-folded bottom film, the volume restricting adhesive welds or pressure sensitive adhesives being attached, which are attached release a strong increase in pressure so that voltage peaks are dampened by increasing the volume at these points.
- the object of the present invention is to provide a bag packaging which can be sterilized, pasteurized or filled in hot, for example, and the contents of which can be reheated later by microwave treatment.
- the contents When the contents are heated, the volume increases, in particular due to vapor formation of the contents.
- Excessive pressure build-up in the gas and liquid-tight bag packaging is to be prevented by an automatic overpressure relief at a predetermined point on the bag packaging and finally an easy opening of the bag packaging for removal of the contents is to be made possible.
- the jacket part is formed from plastic film, which contains a sealing layer on the inside and the bag packaging has a removal opening in the region of the upper end of the jacket part, which is closed with a tear-off strip made of flexible plastic film
- the tear strip contains a tear layer on the inside and the tear strip is firmly connected via sealing seams to the inside of the jacket part and at least one sealing seam between the inside of the jacket part and the tear strip is at least partially easily tearable and / or contains at least one tear aid.
- the casing part contains a front and a rear side and the removal opening at the upper end of the casing part can be formed by folding over the front or the back or both sides and covering and closing the removal opening by a tear strip, the sealing layer the plastic film of the jacket part is sealed by sealing seams against the tear layer of the tear strip.
- the jacket part contains a front and a rear side
- the removal opening at the upper end of the jacket part can be formed by the front and rear sides, the removal opening being formed by a seal inserted between the front and rear sides and via sealing seams the inward-facing sides of the front and back and the inside tear layer of the tear strip are covered and sealed with sealing seams.
- the present invention relates to pouch packaging, the pouches and in particular the jacket part being able to be constructed, for example, from a substantially centrally folded plastic film connected laterally via seams.
- exemplary embodiments are the connection of two plastic films via two side and one bottom seam or the connection of two bag walls and one, possibly e.g. V-shaped or W-shaped, folded bottom made of plastic foils with marginal seams.
- bags made up of two bag walls and side inserts connected between the bag walls and connected at the edges, and optionally an inserted bottom.
- Both the inserts and the bottom can be made from a flat or e.g. V-shaped or W-shaped folded plastic film.
- a bag made of a plastic film is preferred, which is folded in the middle with an inward V-shaped fold and has lateral seams on the sides, the inward-facing V-shaped fold generally 1/20 to 1 / 3, preferably 1/10 to 1/5, the bag length, respectively. -height matters.
- V-shaped fold e.g. a W-shaped fold can also be used analogously.
- the seams at the edges expediently connect the front and back of the jacket part and the legs of an inward-facing V-shaped bottom fold, also at the side edges, so that they are separable from one another. This ensures that e.g. when filling such a bag or when building pressure in such a sealed bag, only the central part of the V-shaped fold can open.
- a stand-up pouch is formed.
- the present invention relates to pouch packaging and preferably to stand-up pouches or stand-up pouch packaging.
- Non-stable bag packaging can also be given a suitable stand, such as a holder, a foot part and the like.
- Plastic films can be used for the jacket part, the bottom part and the tear strip.
- Plastic films containing a sealing layer to lie on the inside of the bag can be used for the jacket and bottom part, and plastic films containing a tear layer (peel layer) coming to the inside of the bag can be used for the tear strip.
- Suitable plastic films can have one or more layers and, in the latter case, can be laminates or film composites.
- the plastic films expediently contain a barrier layer against gases and vapors.
- the plastic films can, for example, be made of olefin-based plastics, based on ester, polyamide, vinyl halide or mixtures thereof or contain these plastics.
- olefin-based thermoplastics examples include polyolefins, such as polyethylene, such as high-density polyethylene (HDPE, density greater than 0.944 g / cm3), medium-density polyethylene (MDPE, density 0.926-0.940 g / cm3), linear medium-density polyethylene (LMDPE) , Density 0.926-0.940 g / cm3), low density polyethylene (LDPE, density 0.910-0.925 g / cm3) and linear low density polyethylene (LLDPE, density 0.916-0.925 g / cm3), polypropylenes, amorphous and crystalline propylenes, isotactic and atactic propylenes and mixtures thereof, poly-1-butene, poly-3-methylbutene, poly-4-methylpentene and copolymers or coextrudates thereof, such as, for example of polyethylene with vinyl acetate, acrylic acid, e.g.
- polyethylene such as high-density poly
- ionomer resins such as copolymers of ethylene with about 11% acrylic acid, methacrylic acid, acrylic esters, tetrafluoroethylene or polypropylene, and statistical copolymers, block copolymers or olefin polymer-elastomer mixtures.
- Ester-based thermoplastics are, for example, polyalkylene terephthalates or polyalkylene isophthalates with alkylene groups or radicals with 2 to 10 carbon atoms or alkylene groups with 2 to 10 C atoms which are interrupted by at least one -0-, e.g. Polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate (polytetramethylene terephthalate), polydecamethylene terephthalate, poly-1,4-cyclohexyldimethylol terephthalate or polyethylene-2,6-naphthalene-dicarboxylate or polyalkylene terephthalate and polyalkylene isophthalate, e.g. 1 to 10 mol%, mixed polymers and terpolymers, as well as block polymers and grafted modifications of the above-mentioned substances.
- Polyethylene terephthalate polypropylene terephthalate
- Suitable ester-based thermoplastics are polyalkylene terephthalates with alkylene groups or radicals with 2 to 10 carbon atoms and polyalkylene terephthalates with alkylene groups or radicals with 2 to 10 carbon atoms which are interrupted by one or two -0-.
- thermoplastics based on esters are polyalkylene terephthalates with alkylene groups or radicals with 2 to 4 carbon atoms, and polyethylene terephthalates are very particularly preferred.
- the amide-based thermoplastics include, for example, polyamide 6, a homopolymer of ⁇ -caprolactam (polycaprolactan); Polyamide 11, a polycondensate of 11-aminoundecanoic acid (poly-11-aminoundecanamide); Polyamide 12, a homopolymer of ⁇ -laurolactam (polylaurin lactam); Polyamide 6,6, a homopolycondensate of hexamethylene diamine and adipic acid (polyhexamethylene adipamide); Polyamide 6.10, a homopolycondensate of hexamethylene diamine and sebacic acid (polyhexamethylene sebacamide); Polyamide 6, 12 a homopolycondensate of hexamethylene diamine and dodecanedioic acid (polyhexamethylene dodecanamide) or polyamide 6-3-T, a homopolycondensate of trimethylhexamethylene diamine and terephthalic acid
- vinyl halide-based plastics includes, for example, the polymers of vinyl chloride and vinyl plastics containing vinyl chloride units in their structure, e.g. Copolymers of vinyl chloride with vinyl esters of alphalic acids, in particular of vinyl acetate; Copolymers of vinyl chloride with esters of acrylic and methacrylic acid and with acrylonitrile; Copolymers of vinyl chloride with diene compounds and unsaturated dicarboxylic acids or their anhydrides, such as copolymers of vinyl chloride with diethyl maleate, diethyl fumarate or maleic anhydride; post-chlorinated polymers and copolymers of vinyl chloride; Copolymers of vinyl chloride and vinylidene chloride with unsaturated aldehydes, ketones and others such as acrolein, crotonaldehyde, vinyl methyl ketone, vinyl methyl ether, vinyl isobuyl ether, etc .; Polymers of vinyli
- Dichlorostyrene chlorinated rubber, chlorinated polymers of chlorobutadiene and their copolymers with vinyl chloride; Rubber hydrochloride and chlorinated rubber hydrochloride; and mixtures of polymers with one another or with other polymerizable compounds and also the corresponding bromides and fluorides.
- plastic films, laminates or film composites can be preferred a barrier layer against gases and vapors may also be provided.
- Ceramic barrier layers and plastic barrier layers are suitable, for example.
- the present invention also relates to pouch packaging whose plastic film of the jacket part or the jacket part and the bottom part and / or the plastic film of the tear strip contains a barrier layer against gases and vapors.
- Ceramic barrier layers contain, for example, oxides from the series of silicon oxides, aluminum oxides, iron oxides, nickel oxides, chromium oxides or lead oxides or mixtures thereof.
- the silicon oxides or aluminum oxides are expedient as ceramic barrier layers.
- the silicon oxides can have the formula SiO x , where x preferably represents a number from 1 to 2, particularly preferably from 1.1 to 1.9 and in particular from 1.2 to 1.7.
- the aluminum oxides can have the formula Al y O z , where y / z is, for example, a number from 0.2 to 1.5 and preferably from 0.65 to 0.85.
- the ceramic barrier layers are applied to a substrate, for example by a vacuum thin-film technique, expediently on the basis of electron beam evaporation or resistance heating or inductive heating from crucibles, e.g. applied to a plastic layer or plastic film, as mentioned above. Electron beam evaporation is preferred.
- the described methods can be carried out reactively and / or with ion support.
- the ceramic layer can have a thickness of, for example, 5 to 500 nm (nanometers).
- Plastic barrier layers can, for example, consist of or contain polymers that are particularly gas and water vapor tight. Behave particularly favorably e.g. Layers or foils based on polyvinylidene chlorides, polyolefins, polyvinyl chlorides, acrylonitrile copolymers or biaxially stretched polyethylene terephthalates.
- the barrier layer of which is a ceramic layer is particularly preferred.
- the thickness of the single-layer plastic film or the individual plastic film in film composites or laminates can be, for example, 8 to 2000 ⁇ m, preferably 10 to 600 ⁇ m and in particular 10 to 80 ⁇ m.
- Foil composites or laminates can have the layer structures known per se, such as e.g. containing at least two plastic layers, or containing at least one cellulose-containing layer, such as paper, cardboard, nonwovens and at least one plastic layer.
- At least one printed, counterprinted or colored layer of a material e.g. a plastic film may be provided.
- At least one of the layers can be insulating and made of closed-cell plastic foam, e.g. made of polystyrene or other materials such as Crepe paper or similar consist.
- the different layers e.g. Plastic foils or layers or composites with one another and the plastic foils or layers containing ceramic barrier layers can be connected to one another with laminating adhesives and / or adhesion promoters.
- Suitable adhesion promoters are, for example, vinyl chloride copolymers, vinyl chloride-vinyl acetate copolymers, polymerizable polyesters, vinylpyridine polymers, vinylpyridine polymers in combination with epoxy resins, butadiene-acrylonitrile-methacrylic acid copolymers, phenolic resins, rubber derivatives, acrylic resins, acrylic resins with phenol or epoxy resins or organosilicon compounds, such as organosilanes.
- EAA ethylene acrylic acid
- modified polyolefins such as e.g. modified polypropylene
- a preferred modified polypropylene is an adduct of maleic anhydride and an ethylene-propylene copolymer. Dispersions of modified polyolefins are very particularly preferred. An example of a dispersion of a modified polypropylene is Morprime (brand name of Morton Chemical Division of Norton Norwich Products, Inc.).
- adhesion promoters are adhesives such as nitrile rubber-phenolic resins, epoxides, acrylonitrile-butadiene rubber, urethane-modified acrylics, polyester-co-polyamides, hot melt polyester, cross-linked hot-melt polyester polyisocyanates polyisobutylenmod e, styrene-butadiene rubbers, urethanes, ethylene-acrylic acid copolymers and ethylene vinyl acetate -Mixed polymers.
- adhesives such as nitrile rubber-phenolic resins, epoxides, acrylonitrile-butadiene rubber, urethane-modified acrylics, polyester-co-polyamides, hot melt polyester, cross-linked hot-melt polyester polyisocyanates polyisobutylenmod e, styrene-butadiene rubbers, urethanes, ethylene-acrylic acid copolymers and ethylene vinyl acetate
- the laminating adhesives can be solvent-containing or solvent-free and also contain water.
- examples are solvent-based or aqueous acrylate adhesives or solvent-free polyurethane adhesives.
- Laminating adhesives based on polyurethane are preferred.
- the plastic films for the jacket and base parts have a sealing layer or sealing wax on the inside.
- the sealing layers can be used as foils in a thickness of, for example, 10 to 100 ⁇ m or as sealing waxes in a thickness of 1 to 50 ⁇ m.
- the jacket parts underneath and possibly with the bottom part are e.g. Separately connected by sealed seams.
- the sealing seams are preferably applied at the edges.
- the plastic film can also have a sealing layer or varnish on the outside. Corresponding sealing layers have been explained above.
- the sealing layer or sealing wax can extend over the entire surface of the plastic film or can be present or applied only partially, in the area of the seals to be made.
- the plastic films for the tear strips have a tear layer (peel layer).
- the tear layer can be on the plastic film in film form or in layer form, e.g. be arranged on both sides and expediently at least on the surface of the plastic film coming to lie on the inside of the bag.
- Tear-open layers are known per se and can contain, for example, polyolefins or polyolefin mixtures, optionally with a filler.
- Suitable polyolefins are, for example, polypropylene, modified polypropylene or polypropylene copolymers, such as ethylene-propylene copolymers, the filler is, for example, talc.
- tear-open layers are those containing or consisting of an ionomer resin, in particular with about 10% acid content and a high degree of ionic crosslinking; Ethylene acrylic acid copolymers; Ethylene / vinyl acetate copolymers; acid modified EVA copolymers or EVA.
- tear layers are blends of polypropylene and high pressure polyethylene, blends of polypropylene and polyolefin rubbers.
- Modified polyesters or glycol-modified polyesters or copolyesters of aromatic polycarboxyl compounds ethylene glycol and an additional glycol are particularly preferred.
- the aromatic polycarboxyl compounds are e.g. aromatic dicarboxylic acids such as terephthalic acid.
- the additional glycols can have 3 to 20 carbon atoms and are e.g. Propanediol, butanediol, pentanediol, hexanediol or 1,4-cyclohexanedimethanol.
- a tear layer containing 40 to 97% by weight of at least one copolyester and 3 to 60% by weight of at least one thermoplastic polymer on acetal, acrylic, amide, carbonate, ester, olefin, styrene or vinyl base.
- the copolyester is expediently sealable.
- Suitable copolyesters for such tear-open layers are copolyesters of an aromatic or aliphatic polycarboxyl compound, ethylene glycol and / or another glycol or polyglycol.
- the aromatic polycarboxyl compounds are expediently aromatic dicarboxylic acids.
- the aliphatic polycarboxyl compounds are expediently aliphatic dicarboxylic acids.
- the copolyester can contain other polycarboxylic acids for modification.
- the proportion of the other polycarboxylic acid for modifying the copolyester can, for example, be up to 30 mol%.
- aliphatic, alicyclic or aromatic dicarboxylic acids with 4 to 36 carbon atoms such as malonic acid, maleic acid, fumaric acid, succinic acid, glutaric acid, isophthalic acid, 2,6-naphthalenedicarboxylic acid, cis- or trans-1,4-cyclohexanedicarboxylic acid, 1,2- or 1,3-cyclohexanedicarboxylic acid, monochloterephthalic acid, such as 2-chloroterephthalic acid, dichloroterephthalic acid, such as 2,5-dichloterephthalic acid, methyl terephthalic acid, dimethyl terephthalic acid, tetrahydrophthalic acid, 4,4′-diphenyldicarboxylic acid, trans-4,4-stilbimedicino acid, Succic acid, sebacic acid, or dodecanedicarboxylic acid can be used.
- the copolyesters can be prepared either from the acid compound or from
- the copolyester contains 5 to 97 mol% of ethylene glycol residues and 3 to 95 mol% residues of at least one additional glycol as the glycol or diol portion.
- Additional glycols are, for example, aliphatic and cycloaliphatic glycols with 3 to 20 C atoms, such as the aliphatic glycols 1,2- or 1,3-propanediol, 2,2-dimethyl-1,3-propanediol, 1,4-butanediol, 1 , 5-pentanediol, 1,6-hexanediol, 1,8-octanediol or the cycloaliphatic glycols 1,3- or 1,4-cyclohexanedimethanol, 2,2-dimethyl-1,3-propanediol, 2,2,4,4 -Tetramethyl-1,3-cyclobutanediol and also diethylene glycol or other suitable diols, as well
- the preferred copolyester for present tear layers contains an aromatic polycarboxyl compound and in particular terephthalic acid or derivatives thereof and the additional glycol is in particular 1,4-cyclohexanedimethanol.
- Very preferred copolyesters are glycol-modified polyesters, which are known to experts in the field, for example, as PETG.
- copolyesters are, for example, the commercially available products "Kodabond 5116" from Eastman Kodak Co. or "SELAR PT 8307” from Du Pont.
- thermoplastic polymers contained in the tear layer with the copolyester (s) may be based on acetal, acrylic, amide, carbonate, ester, olefin, styrene, or vinyl.
- thermoplastic polymers which are contained in the tear layer with the copolyester (s) are the polyolefins and in particular polyethylene or polypropylene, furthermore acid- or alcohol-modified copolymers, such as ethylene acrylic acid (EAA) or ethylene-vinyl alcohol copolymers, non-sealable polyesters, especially not sealable polyethylene terephthalates, polyamides, rubber elastomers, for example based on ethylene-propylene-diene elastomers and polycarbonates, in particular based on bisphenol A and phosgene.
- EAA ethylene acrylic acid
- ethylene-vinyl alcohol copolymers non-sealable polyesters
- non-sealable polyesters especially not sealable polyethylene terephthalates
- polyamides polyamides
- rubber elastomers for example based on ethylene-propylene-diene elastomers and polycarbonates, in particular based on bisphenol A and phosgene.
- Polyethylene and in particular LDPE are very particularly preferably used as thermoplastic polymers which are contained in the tear layer with the copolyester (s).
- a tear-open layer containing 75 to 90% by weight of at least one copolyester and 10 to 25% by weight of at least one thermoplastic polymer is preferred.
- the tear layer can also contain, for example, 3 to 20% by weight of a filler.
- Such fillers are known per se and, for example, organic fillers and / or mineral fillers with small particle size, such as chalk, talc, quartz, wollastonite, feldspar, calcined kaolinite clay and the like.
- Other fillers are, for example, titanium dioxide or other coloring pigments.
- the plastic film containing the tear-open layer on one side and a sealing layer and / or a colored, printed or counter-printed plastic film or a cellulose-containing layer on the other side If necessary, the plastic film containing the tear-open layer on one side and a sealing layer and / or a colored, printed or counter-printed plastic film or a cellulose-containing layer on the other side.
- Preferred plastic films for the jacket part and the base part can, for example, be built up from the outside in from a polyester layer, such as a polyester film, a barrier layer, such as a ceramic layer, a further polyester layer, such as a polyester film, and a sealing layer made of polyolefin, for example a polypropylene film be.
- a polyester layer such as a polyester film
- a barrier layer such as a ceramic layer
- a further polyester layer such as a polyester film
- a sealing layer made of polyolefin for example a polypropylene film be.
- Plastic foils for the shell part and base part are particularly preferred, comprising a polyethylene terephthalate film, an SiO x layer, where x is a number from 1.2 to 1.7, a polyethylene terephthalate film and a cast polypropylene film.
- Foil (cPP cast polypropylene) as a sealing layer.
- the tear strips can be constructed in the same way as described above, with the exception that a tear layer is provided instead of the sealing layer. Tear-off layers made of polypropylene, polypropylene copolymers or sealable polyethylene terephthalate are particularly preferred.
- the thickness of the individual layers can, for example, for the polyethylene terephthalate layers 10 ⁇ m to 50 ⁇ m, for the ceramic layers 10 nm to 100 nm and for the sealing layer 50 ⁇ m to 80 ⁇ m, respectively. for the tear layer 5 ⁇ m to 80 ⁇ m.
- plastic films are constructed, for example, containing a polyethylene terephthalate film with a thickness of 10-15 ⁇ m, an SiO x layer, where x is a number from 1.2 to 1.7 and the layer thickness is 10 nm to 100 nm, a further polyethylene terephthalate film with a layer thickness of 10 to 15 ⁇ m and one Sealing layer in the form of a 60 to 70 ⁇ m thick LLDPE film.
- This application is suitable, for example, for packaging dry food.
- Another plastic film which is well suited, for example, for the packaging of foodstuffs that can be sterilized, can have a polyethylene terephthalate film with a thickness of 10 to 15 ⁇ m, an SiO x layer, from the outside in, where x is a number from 1.2 to 1 , 7 means and the layer thickness is 10 to 100 nm, contain a further polyethylene terephthalate film with a layer thickness of 10 to 15 ⁇ m and a sealing layer in the form of a 70 to 80 ⁇ m thick cPP film.
- the pouch packs according to the present invention are joined, for example, by sealing, welding, ultrasonic sealing or welding or gluing in the form of seams on the jacket parts, optionally the base part and the tear strip. Sealing and, in doing so, thermal contact sealing is preferred.
- the strength of the sealed seams is e.g. in heat contact sealing is influenced by the sealing geometry, the sealing temperature, the sealing pressure and the sealing time. With ultrasonic sealing, the strength of the seams is controlled by the energy parameters.
- the bag packages according to the present invention have e.g. separable sealed bottom and side seams.
- the sealing seams are preferably placed so that a stand-up pouch is obtained.
- a stand-up pouch e.g. a front and a back, which is made by folding a plastic film or by joining two plastic films and attaching side seams and optionally bottom seams a bag.
- sealing seams running from the top outside downward can be made. This increases the inherent stability and stability of a bag.
- the side sealing seams at the transition from the 2-layer to the 4-layer (in the area of the V-shaped bottom) bag part are relieved. This latter embodiment is preferred for stand-up pouches.
- the tear strips are at least partially sealed so that they can easily be torn open and then form at least one easily tearable bag head seam out.
- the containers produced and sealed in this way are in particular gas and liquid-tight.
- the bag packaging in the packaging of moisture-containing goods, e.g. from the food sector, can be filled, closed and, if necessary, sterilized under counter pressure. Pasteurization processes and hot filling of the filling goods are also possible.
- the bag packaging Before the contents are consumed or consumed, the bag packaging can preferably be reheated by microwave treatment in the bag packaging. When a certain increased internal pressure is reached, e.g. due to steam development, an automatic pressure relief takes place by opening the easily tearable seam in the bag head.
- the easy opening can be promoted by means of a tear-open aid, for example by a sealing seam between the jacket part and the tear-off strip in the form of a tear-off tip directed towards the inside of the bag.
- the tear strip After relieving the pressure and heating the contents of the bag, the tear strip can be separated from the jacket part along the easily tearable sealing seams. This opens the bag so that the contents can be easily removed.
- Figures 1 and 1a and 2 and 2a illustrate two different embodiments of the bag packaging according to the invention by way of example.
- Figure 1 shows the perspective view of a pre-folded plastic film (1).
- a V-shaped fold (2) is provided, for example, to design a base part.
- a W-shaped fold can be used instead of a V-shaped one.
- the recesses (3) are made in the area of the V-shaped fold, here, for example, in a rectangular shape.
- a tear tab (5) is provided on the back (1a).
- the presence and design of this pull tab is subject to change and is based on purpose and need.
- a carrying handle can also be provided, which can optionally simultaneously serve as a tear-open tab. If the pull tab has an opening, the bag can be hung on it, for example.
- the front (1b) is folded outwards over its entire width at its upper end, for example over 1/3 to 1/20 of the bag height.
- the inward-facing surface of the plastic film in region (6) thus points outwards with the sealing layer.
- the two side edges of the front side (1b) can have a slightly smaller width than the bag width in the folded-over area (6) through recesses (7).
- the recesses (7) should leave about half the width of the side sealing seam at the edges substantially above the height of the folded area (6).
- the tear strip (8) is provided in at least the width of the rear side (1a) and in height beginning with the lower end of the folded area (6) and preferably ending with the same outline lines as the rear side (1a).
- the tear strip (8) is e.g. connected to the folded-over area (6) via the seams (10).
- the plastic film (1) and in particular the front (1b) and the back (1a) are connected to one another.
- the rear side (1a) and the tear strip (8) are connected to one another via the hatched areas (9) and (9a).
- the measure can be provided for the purpose that when the volume of the bag increases and the bag is inflated, the folded-over area (6) cannot fold back and the sealing seams are not exposed to undesirable tension forces.
- a pull tab (11) whose upper limits correspond to the pull tab (5) is shown as an example.
- FIG. 1a shows a side view of a plastic film and tear strip joined to a bag according to FIG. 1.
- the upper limit of the V-shaped fold (2) is indicated by an interrupted line, the recesses (3) and the surfaces (4) on which in the area of the V-shaped fold the front and rear side directly e.g. sealed, are indicated by hatching. Likewise, the areas (9, 9a) and the seams (10) via which the tear strip is connected to the front and back of the bag are indicated by hatching.
- the front and back (1a, 1b) made of the plastic film (1) are connected to each other in a separable manner.
- the bevel seams (13) increase the stability of the bag and relieve the side seams (12), particularly in the area of the recesses (3).
- the bevel seams (13) relieve the lateral sealing seams in the area of the transition from the 2-layer to the 4-layer bag part.
- overlaps or tabs can also be provided.
- a top seam (14) extending over the entire width of the bag and, in particular, a sealed seam are expediently provided.
- the head seam (14) preferably has a tear-open aid (15), for example designed as a tear-open tip.
- the tear-open aid should be designed in such a way that its effect unfolds due to an increase in pressure in the bag, i.e. in the event of a pressure increase in the closed bag, an independent overpressure relief should take place through a partial opening of the head seam (14), in particular in the area of the tear-open aid (15).
- the pressure is usually built up by heating the contents, e.g. by microwave treatment in a closed bag, e.g. Steam developed.
- the head seam (14) between the tear strip and the back of the bag can be fully opened and the contents of the bag can be removed.
- the side seams (12) can also protrude slightly beyond the top seam (14) in order to prevent the top seam from tearing when the bag is opened into the side seams (14).
- Figure 2 shows the perspective view of a pre-folded plastic film (21), which forms a front (21b), a back (21a) and as a V-shaped fold (22), a bottom.
- the tear strip (28) is folded in a V-shape at the head end between the front and the back of the bag.
- Both the V-shaped fold of the bag and the V-shaped fold of the tear strip can e.g. can be replaced by a W-shaped fold.
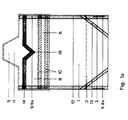
- FIG. 2a shows the side view of a manufactured bag from the parts according to FIG. 2.
- the front and the back of the bag are connected via the side seams (32).
- One side seam is not flush with the edge of the bag.
- the protruding bag walls serve as a holding tab when removing the tear strip. These are connected by means of a transverse sealing seam for reinforcement.
- the V-shaped fold (22) again recesses (23) are shown, which make it possible that the side seams of the front and back in the area of the V-shaped fold touch and are connected to each other. Furthermore, diagonal seams (33) are drawn in, which, as mentioned above, serve to improve the stability of a stand-up pouch and to relieve the side seams.
- the tear strip (28) is designed on one side, in particular laterally, with a large overlap, that is to say it projects beyond the outer line of the bag.
- the overlapping part (31) of the tear strip (28) can be folded over to open the pouch and remove the tear strip and can be peeled off via the head seams (34).
- the arrows show the folding and peeling movement.
- the head seams (34) connect the back on the one hand and the front on the other hand of the bag, each with one leg of the V-shaped tear strip.
- the head seam is not straight drawn.
- a tear-open aid (35) can be provided on at least one of the two head seams (34). The mode of operation is described for FIG. 1a.
- a W-shaped tear strip can also be used.
- the plastic film has a sealing layer on the surfaces pointing towards the inside of the bag, and that the tear strip has a tear layer on at least one side.
- the plastic film is connected to the tear strip via its sealing layer and the tear layer of the tear strip. In particular, this can be done by sealing over sealed seams. Other connections, e.g. Gluing is possible.
- the parts of the bag such as the front and back and optionally the bottom part, can be firmly connected to one another by means of the sealing layer attached to at least one side of the plastic film, or by gluing via seams.
- the bag packaging according to the invention expediently has three connections of different strengths, in particular sealing seams.
- a tear-proof connection and in particular a tear-proof seal is preferably used, the tear strip is preferably partially difficult to tear open with the bag part, preferably connected by seals and at least partially, in particular at least one head seam or easily tearable with a tear-off aid the bag part, preferably connected by sealing.
- Typical tear forces of the separable connection are greater than 30 N / 15 mm resp. the destruction of the bag next to the separable seams.
- Typical tear forces of the difficult-to-tear seams of the tear strip are 20 to 30 N / 15 mm.
- Typical tear forces of the easily tearable top seam are 5 to 20 N / 15 mm.
- the tensile strength of sealing seams can be influenced via the geometry of the sealing tool, the sealing pressure, the sealing temperature and / or the sealing time. With ultrasonic sealing, the tear forces of the sealed seams can be controlled by varying the influencing parameters.
- the sealed seams are expediently carried out using a tool with rounded edges.
- the sealing seams produced with such a tool have higher strengths than those which were produced with a sharp-edged tool.
- the latter can have a notch effect.
- this fact can be used to design the seal seams on the tear strip.
- the sealing pressure depends on the material and the thickness of the plastic film and is typically 1 to 10 kg / cm2 sealing area.
- the sealing temperature also depends on the material and thickness and can range from 140 ° C to 240 ° C.
- the sealing is preferably controlled via the temperature and / or time.
- Temperatures of 190 ° C. to 220 ° C. are preferably used for separable connections. For connections that are difficult to tear open, temperatures of e.g. 180 ° C to 200 ° C applied. For easily tearable connections, for example. Temperatures from 170 ° C to 190 ° C applied.
- the sealing time can be 0.3 to 3 seconds. be; a sealing time of 0.6 to 1.0 seconds is preferred. for separable connections, from 0.4 to 0.8 seconds. for connections that are difficult to tear open and from 0.5 to 0.6 seconds. for easily tearable connections.
- the pouches according to the invention are gastight and liquid-tight, ie after filling and closing, no more ingredients can escape from the pouch, or foreign substances can enter the pouch.
- gas-tightness is understood in particular to mean bags which, for example, have an oxygen diffusion of less than 10,000 cm3 / m2 ⁇ day ⁇ atm, expediently less than 2,000 cm3 / m2 ⁇ day ⁇ atm, preferably less than 100 cm3 / m2 ⁇ day ⁇ atm and in particular show less than 10 cm3 / m2 ⁇ day ⁇ atm.
- the present invention also relates to the use of the pouch packaging according to the invention and in particular stand-up pouch packaging for packaging filling goods which are heated in particular by microwave treatment.
- Food and food preparations are primarily considered as filling goods. Such foods can be in liquid, pasty, solid form or a mixture of these forms. Food preparations can also be in liquid, pasty, gelatinous, solid or semi-solid form or represent mixtures of such forms.
- the food and food preparations can be filled into the bag packaging according to the invention in raw, semi-cooking or cooking form. In practice, the contents are filled into the open-ended bag packaging, the opening is sealed, for example by sealing, and z. B.
- the filled and closed bag packaging under back pressure the sterilization conditions, for example heating to 121 ° C for 30 minutes, subjected.
- a bag packaging treated in this way can then be stored for longer periods.
- the filled and closed pouch packaging can be subjected to a microwave treatment in order to prepare the contents and in particular to reheat it.
- the volume increases, for example due to steam development.
- a certain internal pressure which can be, for example, 4 to 10 Pa
- an automatic pressure relief takes place by automatically opening at least a part of the bag head seam. The pressure is released to the ambient atmosphere down to the ambient pressure.
- the automatic pressure relief preferably takes place at a predetermined predetermined breaking point, in particular in the area of a tearing aid in the bag head seam.
- all or part of the bag head seam can be opened easily, for example by hand.
- the tear strip peels expediently over the bag head seam from the jacket part.
- the tear strip can be wholly or partially be removed from the jacket part.
Abstract
Description
- Vorliegende Erfindung betrifft eine gas- und flüssigkeitsdichte Beutelverpackung für durch Mikrowellenbehandlung erwärmbare Füllgüter, umfassend ein Mantelteil oder ein Mantel- und ein Bodenteil, aus flexibler Kunststoff-Folie, wobei Vorder- und Rückseite des Mantelteils und das gegebenenfalls vorhandene Bodenteil durch Siegelnähte trennfest miteinander verbunden sind.
- Aus der DE-OS 1 786 019 sind Beutel und insbesondere Standbeutel aus thermoplastischem Kunststoff oder Verbundmaterial bekannt, bestehend aus zwei Seitenwänden mit eingefaltetem Boden oder zwei getrennten Seitenwänden und einer dritten vorgefalteten Bodenfolie, wobei das Volumen einengende Haftschweissungen oder Haftklebungen angebracht sind, die sich bei starkem Druckanstieg lösen, so dass Spannungsspitzen durch Volumenzunahme an diesen Stellen gedämpft werden.
- Aufgabe vorliegender Erfindung ist es, eine Beutelverpackung zu schaffen, die beispielsweise sterilisierbar, pasteurisierbar oder heiss einfüllbar ist und deren Inhalt später durch Mikrowellenbehandlung wiedererwärmt werden kann. Bei der Erwärmung des Inhaltes erfolgt, insbesondere durch Dampfbildung der Inhaltsstoffe, eine Volumenerweiterung. Ein übermässiger Druckaufbau in der gas- und flüssigkeitsdichten Beutelverpackung soll durch eine selbsttätige Überdruckentlastung an vorbestimmter Stelle an der Beutelverpackung verhindert werden und schliesslich soll ein leichtes Öffnen der Beutelverpackung zur Entnahme des Füllgutes ermöglicht werden.
- Die bis anhin vorgeschlagene Lösung zur Druckentlastung konnte die vorliegende Aufgabe nicht lösen.
- Die Lösung der Aufgabe wurde erfindungsgemäss dadurch erreicht, dass das Mantelteil aus Kunststoff-Folie gebildet ist, die innenseitig eine Siegelschicht enthält und die Beutelverpackung im Bereich des oberen Abschlusses des Mantelteils eine Entnahmeöffnung aufweist, die mit einem Aufreissstreifen aus flexibler Kunststoff-Folie verschlossen ist, der Aufreissstreifen innenseitig eine Aufreissschicht enthält und der Aufreissstreifen über Siegelnähte mit den Innenseiten des Mantelteils fest verbunden ist und wenigstens eine Siegelnaht zwischen den Innenseiten des Mantelteils und der Aufreissstreifen wenigstens teilweise leicht aufreissbar ist und/oder wenigstens eine Aufreisshilfe enthält.
- In einer ersten zweckmässigen Ausführungsform der Beutelverpackung enthält der Mantelteil eine Vorder- und eine Rückseite und die Entnahmeöffnung am oberen Abschluss des Mantelteils kann durch Umfalten der Vorderseite oder der Rückseite oder beider Seiten und Überdecken und Verschliessen der Entnahmeöffnung durch einen Aufreissstreifen gebildet werden, wobei die Siegelschicht der Kunststoff-Folien des Mantelteils durch Siegelnähte gegen die Aufreissschicht des Aufreissstreifens gesiegelt wird.
- In einer zweiten zweckmässigen Ausführungsform der Beutelverpackung enthält der Mantelteil eine Vorder- und eine Rückseite und die Entnahmeöffnung am oberen Abschluss des Mantelteils kann durch die Vorder- und Rückseite gebildet werden, wobei die Entnahmeöffnung durch einen zwischen die Vorder- und Rückseite eingelegten und über Siegelnähte an den nach innen gerichteten Seiten der Vorder- und Rückseite und der innenseitigen Aufreissschicht des Aufreissstreifens überdeckt und durch Siegelnähte verschlossen werden.
- Vorliegende Erfindung betrifft Beutelverpackungen, wobei die Beutel und dabei insbesondere der Mantelteil beispielsweise aus einer im wesentlichen mittig gefalteten und seitlich über Nähte verbundenen Kunststoff-Folie aufgebaut sein können.
- Andere beispielhafte Ausführungsformen sind die Verbindung von zwei Kunststoff-Folien über zwei seitliche und eine Bodennaht oder die Verbindung von zwei Beutelwänden und einem, gegebenenfalls z.B. V- oder W-förmig, gefalteten Boden aus Kunststoff-Folien mittels randständigen Nähten.
- Weitere Ausführungsformen sind z.B. Beutel, aufgebaut aus zwei Beutelwänden und zwischen den Beutelwänden eingefügten, randständig verbundenen seitlichen Einsätzen, und gegebenenfalls einem eingefügten Boden.
- Sowohl die Einsätze als auch der Boden können aus einer flachen oder z.B. V- oder W-förmig gefalteten Kunststoff-Folie bestehen.
- Bevorzugt wird ein Beutel, hergestellt aus einer Kunststoff-Folie , die mittig mit einer nach innen gerichteten V-förmigen Falte, gefaltet ist und seitlich randständige Nähte aufweist, wobei die nach innen gerichtete V-förmige Falte in der Regel 1/20 bis 1/3, vorzugsweise 1/10 bis 1/5, der Beutellänge resp. -höhe ausmacht.
- Statt der V-förmigen Faltung kann z.B. auch eine W-förmige Faltung sinngemäss Anwendung finden.
- Die randständigen Nähte verbinden zweckmässig Vorder- und Rückseite des Mantelteils und die Schenkel einer nach innen gerichteten V-förmigen Boden-Falte, ebenfalls seitenrandständig, trennfest untereinander. Damit wird erreicht, dass z.B. beim Befüllen eines solchen Beutels oder bei einem Druckaufbau in einem solchen verschlossenen Beutel, nur der mittlere Teil der V-förmigen Falte sich öffnen kann. Dabei bildet sich ein Standbeutel aus.
- Vorliegende Erfindung bezieht sich auf Beutelverpackungen und bevorzugt auf Standbeutel oder standfähige Beutelverpackungen. Nicht standfähige Beutelverpackungen können auch mittels einer geeigneten Vorrichtung, wie einem Halter, einem Fussteil und dergleichen Standeigenschaften verliehen werden.
- Für den Mantelteil, den Bodenteil und den Aufreissstreifen können Kunststoff-Folien verwendet werden. Für Mantel- und Bodenteil können Kunststoff-Folien, enthaltend eine nach der Beutelinnenseite zu liegen kommende Siegelschicht, und für den Aufreissstreifen können Kunststoff-Folien , enthaltend eine nach der Beutelinnenseite zu liegen kommenden Aufreissschicht (Peelschicht), Anwendung finden.
- Geeignete Kunststoff-Folien können ein- oder mehrschichtig sein und in letzterem Falle Laminate oder Folienverbunde darstellen. Zweckmässig enthalten die Kunststoff-Folien eine Sperrschicht gegen Gase und Dämpfe. Die Kunststoff-Folien können beispielsweise aus Kunststoffen auf Olefin-Basis, auf Ester-Basis, auf Polyamid-Basis, auf Vinylhalogenid-Basis oder Gemischen davon bestehen oder diese Kunststoffe enthalten.
- Beispiele für Thermoplaste auf Olefin-Basis sind Polyolefine, wie Polyethylen, wie Polyethylen hoher Dichte (HDPE, Dichte grösser als 0,944 g/cm³), Polyethylen mittlerer Dichte (MDPE, Dichte 0,926-0,940 g/cm³), lineares Polyethylen mittlerer Dichte (LMDPE, Dichte 0,926-0,940 g/cm³), Polyethylen niedriger Dichte (LDPE, Dichte 0,910-0,925 g/cm³) und lineares Polyethylen niedriger Dichte (LLDPE, Dichte 0,916-0,925 g/cm³), Polypropylene, amorphe und kristalline Propylene, isotaktische und ataktische Propylene und Gemische davon, Poly-1-buten, Poly-3-methylbuten, Poly-4-methylpenten und Copolymere oder Coextrudate davon, wie z.B. von Polyethylen mit Vinylacetat, Acrylsäure, z. B. Ionomerharze, wie Copolymerisate von Ethylen mit ca. 11 % Acrylsäure, Methacrylsäure, Acrylestern, Tetrafluorethylen oder Polypropylen, sowie statistische Copolymere, Block-Copolymere oder Olefinpolymer-Elastomer-Mischungen.
- Thermoplaste auf Ester-Basis sind beispielsweise Polyalkylenterephthalate oder Polyalkylenisophthalate mit Alkylengruppen oder -resten mit 2 bis 10 Kohlenstoffatomen oder Alkylengruppen mit 2 bis 10 C-Atomen, die wenigstens durch ein -0- unterbrochen sind, wie z.B. Polyethylenterephthalat, Polypropylenterephthalat, Polybutylenterephthalat (Polytetramethylenterephthalat), Polydecamethylenterephthalat, Poly-1,4-cyclohexyldimethylolterephthalat oder Polyethylen-2,6-naphthalen-dicarboxylat oder Polyalkylenterephthalat- und Polyalkylenisophthalat-Mischpolymere, wobei der Anteil an Isophthalat z.B. 1 bis 10 Mol-% beträgt, Mischpolymere und Terpolymere, sowie Blockpolymere und gepfropfte Modifikationen oben genannter Stoffe.
- Zweckmässige Thermoplaste auf Ester-Basis sind Polylalkylenterephthalate mit Alkylengruppen oder -resten mit 2 bis 10 Kohlenstoffatomen und Polylalkylenterephthalate mit Alkylengruppen oder -resten mit 2 bis 10 Kohlenstoffatomen, die durch ein oder zwei -0- unterbrochen sind.
- Bevorzugte Thermoplaste auf Ester-Basis sind Polylalkylenterephthalate mit Alkylengruppen oder -resten mit 2 bis 4 Kohlenstoffatomen und ganz besonders bevorzugt sind Polyethylenterephthalate.
- Zu den Thermoplasten auf Amid-Basis gehören beispielsweise Polyamid 6, eine Homopolymerisat aus ε-Caprolactam (Polycaprolactan); Polyamid 11, ein Polykondensat aus 11-Aminoundecansäure (Poly-11-aminoundecanamid); Polyamid 12, ein Homopolymerisat aus ω-Laurinlactam (Polylaurinlactam); Polyamid 6,6, ein Homopolykondensat aus Hexamethylendiamin und Adipinsäure (Polyhexamethylenadipamid); Polyamid 6,10, ein Homopolykondensat aus Hexamethylendiamin und Sebacinsäure (Polyhexamthylensebacamid); Polyamid 6,12 ein Homopolykondensat aus Hexamethylendiamin und Dodecandisäure (Polyhexamethylendodecanamid) oder Polyamid 6-3-T, ein Homopolykondensat aus Trimethylhexamethylendiamin und Terephthalsäure (Polytrimethylhexamthylenterephthalamid), sowie Gemische davon.
- Eine nicht abschliessende Aufzählung von Kunststoffen auf Vinylhalogenid-Basis beinhaltet beispielsweise die Polymere des Vinylchlorids und Vinylkunststoffe enthaltend Vinylchlorideinheiten in deren Struktur, z.B. Copolymere des Vinylchlorids mit Vinylestern von alphalischen Säuren, insbesondere von Vinylacetat; Copolymere von Vinylchlorid mit Estern der Acryl- und Methacrylsäure und mit Acrylonitril; Copolymere von Vinylchlorid mit Dien-Verbindungen und ungesättigten Dicarboxylsäuren oder deren Anhydride, wie Copolymere des Vinylchlorids mit Diethylmaleat, Diethylfumarat oder Maleinanhydrid; nachchlorierte Polymere und Copolymere des Vinylchlorids; Copolymere des Vinylchlorids und Vinylidenchlorids mit ungesättigten Aldehyden, Ketonen und anderen, wie Acrolein, Crotonaldehyd, Vinylmethylketon, Vinylmethylether, Vinylisobuylether usw.; Polymere des Vinylidenchlorides und Copolymere desselben mit Vinylchlorid und anderen polymerisierbaren Verbindungen; Polymere des Vinylchloracetates und Dichlorvinylethers, chlorierte Polymere des Vinylacetates, chlorierte polymerische Ester der Acryl- und alphasubstituierten Acrylsäuren; Polymere von chlorierten Styrolen, z.B. Dichlorstyrol, chlorierter Gummi, chlorierte Polymere des Chlorbutadiens und deren Copolymere mit Vinylchlorid; Gummihydrochloride und chlorierte Gummihydrochloride; sowie Mischungen genannten Polymere untereinander oder mit anderen polymerisierbaren Verbindungen und ferner die entsprechenden Bromide und Fluoride.
- Bei den Kunststoff-Folien, Laminaten oder Folienverbunden kann bevorzugt auch eine Sperrschicht gegen Gase und Dämpfe vorgesehen werden. Geeignet sind z.B. keramische Sperrschichten, sowie Kunststoffsperrschichten.
- Deshalb betrifft vorliegende Erfindung auch Beutelverpackungen deren Kunststoff-Folie des Mantelteils oder des Mantelteils und des Bodenteils und/oder die Kunststoff-Folie des Aufreissstreifens eine Sperrschicht gegen Gase und Dämpfe enthält.
- Keramische Sperrschichten enthalten beispielsweise Oxide aus der Reihe der Siliciumoxide, der Aluminiumoxide, der Eisenoxide, der Nickeloxide er Chromoxide oder der Bleioxide oder Gemische davon. Als keramische Sperrschichten sind die Siliciumoxide oder Aluminiumoxide zweckmässig. Die Siliciumoxide können die Formel SiOx, wobei x bevorzugt eine Zahl von 1 bis 2, besonders bevorzugt von 1,1, bis 1,9 und insbesondere von 1,2, bis 1,7 darstellt, aufweisen. Die Aluminiumoxide können die Formel AlyOz, wobei y/z z.B. eine Zahl von 0,2 bis 1,5 und bevorzugt von 0,65 bis 0,85 darstellt, aufweisen.
- Die keramischen Sperrschichten werden beispielsweise durch eine Vakuumdünnschichttechnik, zweckmässig auf der Basis von Elektronenstrahlverdampfen oder Widerstandsheizen oder induktivem Heizen aus Tiegeln, auf ein Substrat, wie z.B. auf eine Kunststoffschicht oder Kunststoff-Folie, wie vorgenannt, aufgebracht. Bevorzugt ist das Elektronenstrahlverdampfen. Die beschriebenen Verfahren können reaktiv und/oder mit Ionenunterstützung gefahren werden. Die keramische Schicht kann eine Dicke von beispielsweise 5 bis 500 nm (Nanometer) aufweisen.
- Kunststoffsperrschichten können beispielsweise aus Polymeren die besonders Gas- und Wasserdampfdicht sind, bestehen oder diese enthalten. Besonders günstig verhalten sich z.B. Schichten oder Folien auf Basis von Polyvinylidenchloriden, Polyolefinen, Polyvinylchloriden, Acrylnitril-Copolymeren oder biaxial gestreckten Polyethylenterephthalaten.
- Besonders bevorzugt sind Beutelverpackungen nach vorliegender Erfindung, deren Sperrschicht eine keramische Schicht ist.
- Die Dicke der einschichtigen Kunststoff-Folien oder der einzelnen Kunststoff-Folien in Folienverbunden oder Laminaten kann beispielsweise bei 8 bis 2000 µm, bevorzugt bei 10 bis 600 µm und insbesondere bei 10 bis 80 µm liegen.
- Folienverbunde oder Laminate können die an sich bekannten Schichtaufbauten aufweisen, wie z.B. enthaltend wenigstens zwei Kunststoffschichten, oder enthaltend wenigstens eine cellulosehaltige Schicht, wie Papier, Karton, Vliese und wenigstens eine Kunststoffschicht.
- Bei allen Ausführungsarten kann zumindest aussen wenigstens eine bedruckte, konterbedruckte oder eingefärbte Schicht eines Materials, wie z.B. eine Kunststoffolie, vorgesehen sein.
- Wenigstens eine der Schichten kann isolierend sein, und aus geschlossenzelligem Kunststoffschaum, wie z.B. aus Styropor oder anderen Materialien, wie z.B. Kreppapier o.ä. bestehen.
- Die verschiedenen Schichten, wie z.B. Kunststoff-Folien oder -Schichten oder Verbunde untereinander und die Kunststoff-Folien oder -Schichten enthaltend keramische Sperrschichten, können mit Kaschierklebern und/oder Haftvermittlern miteinander verbunden werden.
- Geeignete Haftvermittler sind beispielsweise Vinylchlorid-Copolymerisate, Vinylchlorid-Vinylacetat-Copolymerisate, polymerisierbare Polyester, Vinylpyridin-Polymerisate, Vinylpyridin-Polymerisate in Kombination mit Epoxidharzen, Butadien-Acrylnitril-Methacrylsäure-Copolymerisate, Phenolharze, Kautschukderivate, Acrylharze, Acrylharze mit Phenol bzw. Epoxidharzen, oder siliciumorganische Verbindungen, wie Organosilane.
- Bevorzugt werden EAA (Ethylenacrylsäure) oder modifizierte Polyolefine, wie z.B. modifizierte Polypropylene.
- Ein bevorzugtes modifiziertes Polypropylen ist ein Addukt aus Maleinsäureanhydrid und einem Ethylen-Propylen-Copolymer. Ganz besonders bevorzugt werden Dispersionen von modifizierten Polyolefinen. Ein Beispiel einer Dispersion eines modifizierten Polypropylens ist Morprime (Markenname der Firma Morton Chemical Divison of Norton Norwich Products, Inc.).
- Weitere geeignete Haftvermittler sind Klebstoffe wie Nitrilkautschuk-Phenolharze, Epoxide, Acrylnitril-Butadien-Kautschuk, urethanmodifizierte Acryle, Polyester-co-Polyamide, Heissschmelzpolyester, mit Heissschmelzpolyester vernetzte Polyisocyanate, polyisobutylenmodifizierte Styrol-Butadien-Kautschuke, Urethane, Ethylen-Acrylsäure-Mischpolymere und Ethylenvinylacetat-Mischpolymere.
- Werden beispielsweise zwischen den Kunststoffschichten Kaschierkleber angewendet, so können die Kaschierkleber lösungsmittelhaltig oder lösungsmittelfrei und auch wasserhaltig sein. Beispiele sind lösungsmittelhaltige oder wässrige Acrylatkleber oder lösungsmittelfreie Polyurethan-Kleber.
- Bevorzugt werden Kaschierkleber auf Polyurethan-Basis.
- Die Kunststoff-Folien für Mantel- und Bodenteil weisen innenseitig eine Siegelschicht oder Siegellack auf. Siegelschichten sind an sich bekannt, und können beispielsweise LLDPE, LDPE, MDPE, HDPE, Polypropylen, gegossenes Polypropylen (cast Polypropylene = cPP), Polyethylenterephthalat und Heissiegellacke enthalten oder daraus bestehen und können beispielsweise eine Dicke im Bereich von 1 bis 100 µm aufweisen. Die Siegelschichten können als Folien in einer Dicke von beispielsweise 10 bis 100 µm oder als Siegellacke in einer Dicke von 1 bis 50 µm angewendet werden.
- Die Mantelteile unter sich und gegebenenfalls mit dem Bodenteil werden z.B. durch Siegelnähte trennfest miteinander verbunden. Die Siegelnähte werden bevorzugt randständig angelegt. Gegebenenfalls kann die Kunststoff-Folie auch auf der Aussenseite eine Siegelschicht oder -lack aufweisen. Entsprechende Siegelschichten sind vorstehend erläutert.
- Die Siegelschicht oder der Siegellack kann sich über die gesamte Fläche der Kunststoff-Folie erstrecken oder nur partiell, im Bereich der vorzunehmenden Siegelungen, vorhanden oder aufgetragen sein.
- Die Kunststoff-Folien für die Aufreissstreifen weisen eine Aufreissschicht (Peelschicht) auf.
- Die Aufreissschicht kann auf der Kunststoff-Folie in Folienform oder in Schichtform, z.B. beidseitig und zweckmässig wenigstens auf der zur Innenseite des Beutels zu liegen kommenden Oberfläche der Kunststoff-Folie angeordnet sein.
- Aufreissschichten sind an sich bekannt und können beispielsweise aus Polyolefinen oder Polyolefingemischen, gegebenenfalls mit einem Füllstoff versetzt, enthalten. Geeignete Polyolefine sind beispielsweise Polypropylen, modifiziertes Polypropylen oder Polypropylencopolymere, wie Ethylen-Propylen-Copolymere, der Füller ist beispielsweise Talk.
- Andere Beispiele von Aufreissschichten sind solche enthaltend oder bestehend aus einem Ionomerharz, insbesondere mit etwa 10 % Säuregehalt und einem hohen Mass an ionischer Vernetzung; Ethylen-Acrylsäure-Copolymere; Ethylen/Vinylacetat-Copolymere; säuremodifizierte EVA-Copolymere oder EVA.
- Wieder andere Beispiele von Aufreissschichten sind Mischungen aus Polypropylen und Hochdruckpolyethylen, Mischungen aus Polypropylen und Polyolefin-Kautschuken.
- Besonders bevorzugt sind modifizierte Polyester oder glykolmodifizierte Polyester oder Copolyester von aromatischen Polycarboxylverbindungen, Ethylenglykol und einem zusätzlichen Glykol. Dabei sind die aromatischen Polycarboxylverbindungen z.B. aromatische Dicarboxylsäuren, wie Terephthalsäure. Die zusätzlichen Glykole können 3 bis 20 C-Atome aufweisen und sind z.B. Propandiol, Butandiol, Pentandiol, Hexandiol oder 1,4-Cyclohexandimethanol.
- Bevorzugt ist beispielsweise eine Aufreissschicht, enthaltend 40 bis 97 Gew.-% wenigstens eines Copolyesters und 3 bis 60 Gew.-% wenigstens eines thermoplastischen Polymeren auf Acetal-, Acryl-, Amid-, Carbonat-, Ester-, Olefin-, Styrol- oder Vinylbasis. Der Copolyester ist zweckmässig siegelbar.
- Geeignete Copolyester für derartige Aufreissschichten sind Copolyester einer aromatischen oder aliphatischen Polycarboxylverbindung, Ethylenglykol und/oder einem weiteren Glykol oder Polyglykol. Die aromatischen Polycarboxylverbindungen sind zweckmässig aromatische Dicarboxylsäuren. Die aliphatischen Polycarboxylverbindungen sind zweckmässig aliphatische Dicarboxylsäuren.
- Neben der im Copolyester hauptsächlich vorliegenden Polycarboxylsäure, zweckmässig eine aromatische Bicarboxylsäure und vorzugsweise Terephthalsäure, kann der Copolyester andere Polycarboxylsäuren zur Modifikation enthalten. Der Anteil der anderen Polycarboxylsäure zur Modifikation des Copolyesters kann beispielsweise bis zu 30 Mol-% betragen. Es können mehrere aliphatische, alicylische oder aromatische Dicarboxylsäuren mit 4 bis 36 Kohlenstoffatomen, wie beispielsweise Malonsäure, Maleinsäure, Fumarsäure, Bernsteinsäure, Glutarsäure, Isophthalsäure, 2,6-Naphthalendicarboxylsäure, cis- oder trans-1,4-Cyclohexandicarboxylsäure, 1,2- oder 1,3-Cyclohexandicarboxylsäure, Monochloterephthalsäure,wie 2-Chlorterephthalsäure, Dichlorterephthalsäure, wie 2,5-Dichloterephthalsäure, Methylterephthalsäure, Dimethylterephthalsäure, Tetrahydrophthalsäure, 4,4′-Diphenyldicarboxylsäure, Trans-4,4-stilbendicaroboxylsäure, Adipinsäure, Pimelinsäure, Azelainsäure, Korksäure, Sebacinsäure, oder Dodecandicarboxylsäure angewendet werden. Zur Herstellung der Copolyester kann sowohl von der Säure-Verbindung, als von einem Ester oder einem anderen reaktiven Derivat ausgegegangen werden.
- Der Copolyester enthält als Glykol- oder Diol-Anteil 5 bis 97 Mol-% Ethylenglykolreste und 3 bis 95 Mol-% Reste wenigstens eines zusätzlichen Glykols. Zusätzliche Glykole sind beispielsweise aliphatische und cycloaliphatische Glykole mit 3 bis 20 C-Atomen, wie die aliphatischen Glykole 1,2- oder 1,3-Propandiol, 2,2-Dimethyl-1,3-propandiol,1,4-Butandiol, 1,5-Pentandiol, 1,6-Hexandiol, 1,8-Octandiol oder die cycloaliphatischen Glykole 1,3- oder 1,4-Cyclohexandimethanol, 2,2-Dimethyl-1,3-propandiol, 2,2,4,4-Tetramethyl-1,3-cyclobutandiol und ferner Diethylenglykol oder weitere geeignete Diole, sowie Oligomere genannter Diole.
- Der bevorzugte Copolyester für vorliegende Aufreissschichten enthält eine aromatische Polycarboxylverbindung und insbesondere Terephthalsäure oder Derivate davon und das zusätzliche Glykol ist insbesondere 1,4-Cyclohexandimethanol. Ganz bevorzugte Copolyester sind glykol-modfizierte Polyester, die der Fachwelt beispielsweise als PETG geläufig sind.
- Besonders geeignete Copolyester sind beispielsweise die kommerziell erhältlichen Produkte "Kodabond 5116" der Eastman Kodak Co. oder "SELAR PT 8307" der Firma Du Pont.
- Beispiele von thermoplastischen Polymeren, welche mit dem oder den Copolyestern in der Aufreissschicht enthalten sind, können auf Acetal-, Acryl-, Amid-, Carbonat-, Ester-, Olefin-, Styrol-, oder Vinylbasis beruhen.
- Bevorzugt werden als thermoplastische Polymere, die mit dem oder den Copolyestern in der Aufreissschicht enthalten sind, die Polyolefine und dabei insbesondere Polyethylen oder Polypropylen, ferner säure- oder alkoholmodifizierte Copolymere, wie Ethylenacrylsäure (EAA) oder Ethylenvinylalkohol-Copolymere, nicht siegelbare Polyester, insbesondere nicht siegelbare Polyethylenterephthalate, Polyamide, Kautschukelastomere, beispielsweise auf Basis von Ethylen-Propylen-Dienelastomere und Polycarbonate, insbesondere auf Basis von Bisphenol A und Phosgen.
- Ganz besonders bevorzugt als thermoplastische Polymere, die mit dem oder den Copolyestern in der Aufreissschicht enthalten sind, werden Polyethylene und insbesondere LDPE angewendet.
- Bevorzugt ist eine Aufreissschicht, enthaltend 75 bis 90 Gew.-% wenigstens eines Copolyesters und 10 bis 25 Gew.-% wenigstens eines thermoplastischen Polymers.
- Die Aufreissschicht kann beispielsweise auch 3 bis 20 Gew.-% eines Füllstoffes enthalten.
- Solche Füllstoffe an sich sind bekannt und es können beispielhaft organische Füllstoffe und/oder Mineralfüllstoffe mit kleiner Partikelgrösse, wie Kreide, Talk, Quarz, Wollastonit, Feldspat, calcinerter Kaolinitton und dergleichen genannt werden. Andere Füllstoffe sind z.B. Titandioxid oder andere farbgebende Pigmente.
- Gegebenenfalls kann die Kunststoff-Folie enthaltend einseitig die Aufreissschicht anderseitig eine Siegelschicht und/oder eine eingefärbte, bedruckte oder konterbedruckte Kunststoff-Folie oder eine cellulosehaltige Schicht aufweisen.
- Bevorzugte Kunststoff-Folien für den Mantelteil und den Bodenteil können beispielsweise von aussen nach innen aus einer Polyesterschicht, wie einer Polyesterfolie, einer Sperrschicht, wie einer keramischen Schicht, einer weiteren Polyesterschicht, wie einer Polyesterfolie und einer Siegelschicht aus Polyolefin, beispielsweise einer Polypropylenfolie, aufgebaut sein.
- Besonders bevorzugt sind Kunststoff-Folien für Mantelteil und Bodenteil, enthaltend von aussen nach innen eine Polyethylenterephthalat-Folie, eine SiOx-Schicht, wobei x eine Zahl von 1,2 - 1,7 bedeutet, eine Polyethylenterephthalat-Folie und eine gegossene Polypropylen-Folie (cPP = cast Polypropylene), als Siegelschicht.
- Die Aufreissstreifen können gleich aufgebaut sein, wie oben beschrieben, mit der Ausnahme, dass anstelle der Siegelschicht eine Aufreissschicht vorgesehen ist. Besonders bevorzugt sind Aufreissschichten aus Polypropylen, Polypropylen-Copolymerisaten oder siegelbaren Polyethylenterephtalat.
- Die Dicke der einzelnen Schichten kann beispielsweise für die Polyethylenterephthalatschichten 10 µm bis 50 µm, für die keramischen Schichten 10 nm bis 100 nm und für die Siegelschicht 50 µm bis 80 µm, resp. für die Aufreissschicht 5 µm bis 80 µm betragen.
- In der Praxis sind Kunststoff-Folien beispielsweise aufgebaut, enthaltend von aussen nach innen eine Polyethylenterephtalat-Folie einer Dicke von 10 - 15 µm, eine SiOx-Schicht, wobei x eine Zahl von 1,2 - 1,7 bedeutet und die Schichtdicke 10 nm bis 100 nm beträgt, eine weitere Polyethylenterephtalat- Folie einer Schichtdicke von 10 bis 15 µm und einer Siegelschicht in Form einer 60 bis 70 µm dicken LLDPE-Folie. Diese Anwendung eignet sich beispielsweise für die Verpackung von trockenen Nahrungsmitteln.
- Eine andere Kunststoff-Folie, die beispielsweise für die Verpackung von zu sterilisierbaren Nahrungsmitteln gut geeignet ist, kann von aussen nach innen eine Polyethylenterephtalatfolie einer Dicke von 10 bis 15 µm, eine SiOx-Schicht, wobei x eine Zahl von 1,2 - 1,7 bedeutet und die Schichtdicke 10 bis 100 nm beträgt, eine weitere Polyethylenterephtalatfolie einer Schichtdicke von 10 bis 15 µm und eine Siegelschicht in Form einer 70 bis 80 µm dicken cPP-Folie enthalten.
- Die Beutelverpackungen nach vorliegender Erfindung werden beispielsweise durch Siegeln, Schweissen, Ultraschallsiegeln oder -schweissen oder Kleben in Form von Nähten an den Mantelteilen, gegebenenfalls dem Bodenteil und des Aufreissstreifen, gefügt. Bevorzugt wird das Siegeln und dabei das Wärmekontaktsiegeln. Die Festigkeit der Siegelnähte wird z.B. beim Wärmekontaktsiegeln durch die Siegelgeometrie, die Siegeltemperatur, den Siegeldruck und die Siegelzeit beeinflusst. Beim Ultraschallsiegeln wird die Festigkeit der Nähte sinngemäss durch die Energieparameter gesteuert.
- Die Beutelverpackungen nach vorliegender Erfindung weisen z.B. trennfest versiegelte Boden- und Seitennähte auf.
- Die Siegelnähte werden bevorzugt so gelegt, dass sich ein Standbeutel ergibt. Zu diesem Zwecke werden z.B. eine Vorder- und eine Rückseite, die durch Falten einer Kunststoff-Folie oder durch Fügen zweier Kunststoff-Folien und anbringen von Seitennähten und gegebenenfalls von Bodennähten ein Beutel hergestellt. Im Bereich des Beutelfussteiles können von oben aussen nach unten innen laufende Siegelnähte gesetzt werden. Dadurch erhöht sich die Eigenstabilität und Standfestigkeit eines Beutels. Weiters werden die seitlichen Siegelnähte beim Uebergang vom 2-lagigen auf den 4-lagigen (im Bereich des V-förmigen Bodens) Beutelteil entlastet. Diese letztere Ausführungsform ist für Standbeutel bevorzugt.
- Die Aufreissstreifen werden wenigstens teilweise leicht aufreissbar gesiegelt und bilden danach wenigstens eine leicht aufreissbare Beutelkopfnaht aus.
- Die derart hergestellten und verschlossenen Behälter sind insbesondere gas- und flüssigkeitsdicht.
- Beispielsweise bei der Verpackung von feuchtigkeitshaltigen Füllgütern, wie z.B. aus dem Nahrungsmittelbereich, kann die Beutelverpackung befüllt, verschlossen und gegebenenfalls unter Gegendruck sterilisiert werden. Auch möglich sind Pasteurisierverfahren und heiss einfüllen der Füllgüter. Vor dem Verbrauch oder Verzehr der Füllgüter kann die Beutelverpackung vorzugsweise durch Mikrowellenbehandlung in der Beutelverpackung wiedererwärmt werden. Beim Erreichen eines bestimmten erhöhten Innendruckes, z.B. durch eine Dampfentwicklung, findet über das Auftrennen der leicht aufreissbaren Naht im Beutelkopf eine selbsttätige Druckentlastung statt. Das leichte Auftrennen kann durch eine Aufreisshilfe, beispielsweise durch eine in Form einer nach der Beutelinnenseite gerichteten Aufreissspitze ausgebildeten Siegelnaht zwischen Mantelteil und Aufreissstreifen gefördert werden.
- Nach der Druckentlastung und der geforderten Erwärmung des Beutelinhaltes kann der Aufreissstreifen entlang der leicht aufreissbaren Siegelnähte vom Mantelteil getrennt werden. Damit wird der Beutel soweit geöffnet, dass der Inhalt leicht entnommen werden kann.
- Die Figuren 1 und 1a und 2 und 2a erläutern beispielhaft zwei verschiedene Ausführungsformen der erfindungsgemässen Beutelverpackungen.
- Figur 1 zeigt die perspektivische Ansicht einer vorgefalteten Kunststoff-Folie (1). Zur Gestaltung eines Bodenteiles ist z.B. eine V-förmige Faltung (2) vorgesehen. Beispielsweise kann statt einer V-förmigen eine W-förmige Faltung Anwendung finden. Im Bereiche der V-förmigen Faltung sind die Ausnehmungen (3) angebracht, hier beispielhaft in Rechteckform. Beim Verbinden der Seitennähte, z.B. durch Siegelung, berühren und siegeln die Vorderseite (1b) und Rückseite (1a) im Bereich der schraffierten Flächen (4) und (4a). Dadurch kann sich bei einer Volumenzunahme des Beutelinhaltes die Naht im Bereiche der V-förmigen Faltung nicht weiten, was zur strukturellen Stabilität des Beutels und zur Ausbildung eines Standbeutels beiträgt.
- An der Rückseite (1a) ist eine Aufreisslasche (5) vorgesehen. Das Vorhandensein und die Formgestaltung dieser Aufreisslasche ist freibleibend und richtet sich nach Zweck und Bedürfnis. Anstelle einer Aufreisslasche kann auch ein Tragegriff vorgesehen sein, der gegebenenfalls -gleichzeitig als Aufreisslasche dienen kann. Weist die Aufreisslasche eine Oeffnung auf, kann der Beutel beispielsweise daran aufgehängt werden.
- Die Vorderseite (1b) ist an ihrem oberen Ende, beispielsweise über 1/3 bis 1/20 der Beutelhöhe, in ganzer Breite nach aussen umgefaltet. Somit zeigt die nach innen gerichtete Oberfläche der Kunststoff-Folie im Bereich (6) mit der Siegelschicht nach aussen.
- Die beiden Seitenkanten der Vorderseite (1b) können im umgefalteten Bereich (6) durch Ausnehmungen (7) eine gegenüber der Beutelbreite etwas verringerte Breite aufweisen. Die Ausnehmungen (7) sollen etwa die Hälfte der Breite der seitlichen Siegelnaht randständig im wesentlichen über die Höhe des umgefalteten Bereiches (6) frei lassen. In wenigstens der Breite der Rückseite (1a) und in der Höhe beginnend mit dem unteren Ende des umgefalteten Bereiches (6) und vorzugsweise endend mit den gleichen Umrisslinien wie die Rückseite (1a) ist der Aufreissstreifen (8) vorgesehen. Der Aufreissstreifen (8) ist z.B. über die Nähte (10) mit dem umgefalteten Bereich (6) verbunden. Zur Ausgestaltung eines Beutels wird die Kunststoff-Folie (1) und insbesondere die Vorderseite (1b) und die Rückseite (1a) miteinander verbunden. Im Bereich der Ausnehmungen (7) sind die Rückseite (1a) und der Aufreissstreifen (8) über die schraffierten Flächen (9) und (9a) miteinander verbunden. Die Massnahme kann zu dem Zwecke vorgesehen sein, dass bei einer Volumenzunahme des Beutelinhaltes und der dadurch verursachten Blähung des Beutels, sich der umgefaltete Bereich (6) nicht zurückfalten kann und die Siegelnähte dabei nicht unerwünschten Spannungskräften ausgesetzt werden. Beispielhaft ist eine Aufreisslasche (11) deren obere Begrenzungen der Aufreisslasche (5) entspricht, gezeigt.
- Figur 1a zeigt eine Seitenansicht einer zu einem Beutel gefügten Kunststoff-Folie und Aufreissstreifen gemäss Figur 1.
- Die obere Begrenzung der V-förmigen Faltung (2) ist durch eine unterbrochen gezeichnete Linie angedeutet, die Ausnehmungen (3) und die Flächen (4) an denen im Bereich der V-förmigen Faltung die Vorder- und Rückseite direkt z.B. durch Siegelung, verbunden sind, werden durch die Schraffierung angedeutet. Desgleichen sind die Flächen (9, 9a) und die Nähte (10), über die der Aufreissstreifen mit der Beutelvorder- und Rückseite verbunden ist, durch Schraffierungen angedeutet.
- Über die Seitennähte (12) werden die Vorder- und Rückseite (1a,1b) aus der Kunststoff-Folie (1) trennfest miteinander verbunden. Die Schrägnähte (13) erhöhen die Standfestigkeit des Beutels und entlasten die Seitennähte (12) insbesondere im Bereich der Ausnehmungen (3). Durch die Schrägnähte (13) werden die seitlichen Siegelnähte im Bereich des Uebergangs vom 2-lagigen zum 4-lagigen Beutelteil entlastet. Anstelle der Ausnehmungen (3) und/oder (7) können auch Überlappungen oder Laschen vorgesehen werden.
- Im Bereich des oberen Endes des Beutels ist zweckmässig eine sich über die ganze Breite des Beutels erstreckende Kopfnaht (14) und insbesondere eine Siegelnaht vorgesehen. Bevorzugt weist die Kopfnaht (14) eine Aufreisshilfe (15), beispielhaft als Aufreissspitze gestaltet, auf. Die Aufreisshilfe soll derart ausgebildet sein, dass deren Wirkung durch einen Druckanstieg im Beutel zur Entfaltung gelangt, d.h. bei einem Druckanstieg im geschlossenen Beutel soll eine selbständige Überdruckentlastung durch eine Teilöffnung der Kopfnaht (14), insbesondere im Bereich der Aufreisshilfe (15), erfolgen. Der Druckaufbau erfolgt in der Regel durch das Erwärmen des Füllgutes z.B. durch Mikrowellenbehandlung im geschlossenen Beutel, wobei sich z.B. Wasserdampf entwickelt. In der Regel nachdem die Druckentlastung erfolgt ist, kann die Kopfnaht (14) zwischen dem Aufreissstreifen und der Rückseite des Beutels ganz geöffnet und der Beutelinhalt entnommen werden. Die Seitennähte (12) können auch leicht über die Kopfnaht (14) überstehen, um ein Weiterreissen der Kopfnaht beim Oeffnen des Beutels in die Seitennähte (14) zu verhindern.
- Eine wesentlich grössere Öffnung, insbesondere zur Füllgutentnahme, wird geschaffen, wenn der Aufreissstreifen durch Abschälen über die Kopfnaht (14) und die Nähte 10 und die Verbindungen im Bereich der schraffierten Flächen (9, 9a) ganz entfernt wird.
- Figur 2 zeigt die perspektivische Ansicht einer vorgefalteten Kunststoff-Folie (21), die eine Vorderseite (21b), eine Rückseite (21a) und als V-förmige Faltung (22), einen Boden bildet.
- Der Aufreissstreifen (28) ist V-förmig gefaltet am Kopfende zwischen die Vorder- und die Rückseite des Beutels eingelegt.
- Sowohl die V-förmige Faltung des Beutels, als auch die V-förmige Faltung des Aufreissstreifens können z.B. durch eine W-förmige Faltung ersetzt werden.
- Figur 2a zeigt die Seitenansicht eines gefertigten Beutels aus den Teilen gemäss Figur 2.
- Die Vorderseite und die Rückseite des Beutels sind über die Seitennähte (32) verbunden. Die eine Seitennaht ist nicht mit der Beutelkante bündig. Die überstehenden Beutelwände dienen als Haltelasche beim Entfernen des Aufreissstreifens. Diese sind zur Verstärkung mittels einer Quersiegelnaht verbunden.
- In der V-förmigen Faltung (22) sind wiederum Ausnehmungen (23) dargestellt, die es ermöglichen, dass die Seitennähte der Vorder- und Rückseite, im Bereiche der V-förmigen Faltung sich berühren und miteinander verbunden sind. Ferner sind Schrägnähte (33) eingezeichnet, die wie vorgenannt zu besserer Standfestigkeit eines Standbeutels und einer Entlastung der Seitennähte dienen. Der Aufreissstreifen (28) ist einseitig, insbesondere seitlich, stark überlappend, d.h. über die Aussenlinie des Beutels ragend, gestaltet. Der überlappende Teil (31) des Aufreissstreifens (28) kann zum Öffnen des Beutels und Entfernen des Aufreissstreifens umgefaltet und über die Kopfnähte (34) abgeschält werden. Die eingezeichneten Pfeile zeigen die Umfalt- und Abschälbewegung. Die Kopfnähte (34) verbinden die Rückseite einerseits und die Vorderseite anderseits des Beutels mit jeweils einem Schenkel des V-förmigen Aufreissstreifens. Beispielhaft ist die Kopfnaht nicht geradlinig verlaufend eingezeichnet. Eine Aufreisshilfe (35) kann an wenigstens einer der beiden Kopfnähte (34) vorgesehen werden. Die Wirkungsweise ist zu Figur 1a beschrieben.
- Weitere Abwandlungen vorbeschriebener Beispiele oder anderer Kombinationen einzelner beschriebener Merkmale untereinander sind möglich.
- Anstelle des V-förmigen Aufreissstreifens kann auch ein W-förmiger Aufreissstreifen verwendet werden.
- Allen Ausführungsformen gemeinsame Merkmale sind beispielsweise, dass die Kunststoff-Folie auf den zur Beutelinnenseite zeigenden Oberflächen eine Siegelschicht aufweist, und dass der Aufreissstreifen auf wenigstens einer Seite eine Aufreissschicht aufweist.
- Die Kunststoff-Folie wird über ihre Siegelschicht und über die Aufreissschicht des Aufreissstreifens mit dem Aufreissstreifen verbunden. Insbesondere kann dies durch Siegeln über Siegelnähte erfolgen. Andere Verbindungen, wie z.B. Kleben sind möglich .
- Die Teile des Beutels, wie Vorder- und Rückseite und gegebenenfalls Bodenteil, können über die auf wenigstens einer Seite der Kunststoff-Folie angebrachten Siegelschicht durch Siegeln oder durch Kleben über Nähte fest miteinander verbunden werden.
- Zweckmässig weist die erfindungsgemässe Beutelverpackung drei verschieden starke Verbindungen, insbesondere Siegelnähte, auf. Im Bereich der Bodenteile und der Seitennähte wird bevorzugt eine trennfeste Verbindung und insbesondere eine trennfeste Siegelung angewendet, der Aufreissstreifen wird bevorzugt teilweise schwer aufreissbar mit dem Beutelteil, bevorzugt durch Siegeln verbunden und wenigstens teilweise, insbesondere an wenigstens einer Kopfnaht oder durch eine Anreisshilfe leicht aufreissbar mit dem Beutelteil, bevorzugt durch Siegeln verbunden.
- Typische Reisskräfte der trennfesten Verbindung sind grösser als 30 N/15 mm resp. die Zerstörung des Beutels neben den trennfesten Verbindungsnähten. Typische Reisskräfte der schwer aufreissbaren Verbindungsnähte des Aufreissstreifens sind 20 bis 30 N/15 mm. Typische Reisskräfte der leicht aufreissbaren Kopfnaht sind 5 bis 20 N/15 mm.
- Die Reisskräfte von Siegelnähten kann über die Geometrie des Siegelwerkzeuges, den Siegeldruck, die Siegeltemperatur und/oder die Siegelzeit beeinflusst werden. Beim Ultraschallsiegeln können die Reisskräfte der Siegelnähte durch variieren der Einflussparameter gesteuert werden.
- Zweckmässig werden die Siegelnähte mit einem Werkzeug mit abgerundeten Kanten ausgeführt. Die mit einem solchen Werkzeug hergestellten Siegelnähte weisen höhere Festigkeiten auf, als solche, die mit einem scharfkantigen Werkzeug hergestellt worden sind. Bei letzterem kann eine Kerbwirkung eintreten. Dieser Umstand kann.jedoch zur Gestaltung der Siegelnähte am Aufreissstreifen angewendet werden.
- Der Siegeldruck richtet sich nach dem Material und der Dicke der Kunststoff-Folie und beträgt typischerweise 1 bis 10 kg/cm² Siegelfläche.
- Die Siegeltemperatur ist ebenfalls material- und dickenabhängig und kann von 140 °C bis 240 °C betragen.
- Bevorzugt wird die Siegelung über die Temperatur und/oder Zeit gesteuert.
- Für trennfeste Verbindungen werden bevorzugt Temperaturen von 190 °C bis 220 °C angewendet. Für schwer aufreissbare Verbindungen werden Temperaturen von zB. 180 °C bis 200 °C angewendet. Für leicht aufreissbare Verbindungen werden zB. Temperaturen von 170 °C bis 190 °C angewendet.
- Die Siegelzeit kann in der Praxis 0,3 bis 3 Sec. betragen; bevorzugt ist eine Siegelzeit von 0,6 bis 1,0 Sec. für trennfeste Verbindungen, von 0,4 bis 0,8 Sec. für schwer aufreissbare Verbindungen und von 0,5 bis 0,6 Sec. für leicht aufreissbare Verbindungen.
- Die erfindungsgemässen Beutel sind gas- und flüssigkeitsdicht, d. h. nach dem Befüllen und Schliessen können keine Inhaltsstoffe mehr aus dem Beutel austreten, respektive Fremdstoffe in den Beutel gelangen. Mit dem Begriff der Gasdichtigkeit werden insbesondere Beutel verstanden, die beispielsweise eine Sauerstoffdiffusion von weniger als 10′000 cm³/m²·Tag·atm, zweckmässig weniger als 2′000 cm³/m²·Tag·atm, bevorzugt weniger als 100 cm³/m²·Tag·atm und insbesondere weniger als 10 cm³/m²·Tag·atm zeigen.
- Vorliegende Erfindung betrifft auch die Verwendung der erfindungsgemässen Beutelverpackung und insbesondere Standbeutelverpackungen zur Verpackung von Füllgütern, die insbesondere durch Mikrowellenbehandlung erwärmt werden. Als Füllgüter kommen vornehmlich Nahrungsmittel und Nahrungsmittelzubereitungen in Betracht. Solche Nahrungsmittel können in flüssiger, pastöser, fester Form oder einer Mischung dieser Formen vorliegen. Nahrungsmittelzubereitungen können ebenfalls in flüssiger, pastöser, gallertiger, fester oder halbfester Form vorliegen oder Gemische solcher Formen darstellen. Ferner können die Nahrungsmittel und Nahrungsmittelzubereitungen in roher, halbgarer oder garer Form in die erfindungsgemässe Beutelverpackung abgefüllt werden. In der Praxis wird das Füllgut in die einendig offene Beutelverpackung abgefüllt, die Öffnung beispielsweise durch Siegeln dicht verschlossen und z. B. die befüllte und verschlossene Beutelverpackung unter Gegendruck den Sterilisationsbedingungen, z.B. Erwärmen auf 121 °C während 30 Minuten, unterworfen. Eine derart behandelte Beutelverpackung kann dann über längere Zeiträume gelagert werden. Zur Aufbereitung des Inhaltes und insbesondere zur Wiedererwärmung kann die gefüllte und verschlossene Beutelverpackung einer Mikrowellenbehandlung ausgesetzt werden. Mit zunehmender Wärmeentwicklung und Erwärmung des Beutelinhaltes steigt das Volumen z.B. durch Dampfentwicklung. Bei Erreichen eines bestimmten Innendruckes, der z.B. bei 4 bis 10 Pa liegen kann, erfolgt über durch selbsttätiges Öffnen wenigstens eines Teiles der Beutelkopfnaht eine selbsttätige Druckentlastung. Dabei erfolgt die Druckentlastung an die Umgebungsatmosphäre bis auf den Umgebungsdruck. Bevorzugt erfolgt die selbsttätige Druckentlastung an einer vorgegebenen Sollbruchstelle, insbesondere im Bereich einer Anreisshilfe in der Beutelkopfnaht. Nach Abschluss der Erwärmungs- oder Wiedererwärmungsprozedur kann die gesamte oder Teile der Beutelkopfnaht leicht, z.B. von Hand, geöffnet werden. Dabei schält sich zweckmässig der Aufreissstreifen über die Beutelkopfnaht vom Mantelteil. Der Aufreissstreifen kann dabei ganz oder teilweise vom Mantelteil entfernt werden.
Claims (8)
- Gas- und flüssigkeitsdichte Beutelverpackung für durch Mikrowellenbehandlung erwärmbare Füllgüter, umfassend ein Mantelteil oder ein Mantel- und ein Bodenteil, aus flexibler Kunststoff-Folie, wobei Vorder- und Rückseite des Mantelteils und das Bodenteil durch Siegelnähte trennfest miteinander verbunden sind,
dadurch gekennzeichnet, dass
das Mantelteil aus einer Kunststoff-Folie gebildet ist, die innenseitig eine Siegelschicht enthält und die Beutelverpackung im Bereich des oberen Abschlusses des Mantelteils eine Entnahmeöffnung aufweist, die mit einem Aufreissstreifen aus flexibler Kunststoff-Folie verschlossen ist, der Aufreissstreifen innenseitig eine Aufreissschicht enthält und der Aufreissstreifen über Siegelnähte mit den Innenseiten des Mantelteils fest verbunden ist und wenigstens eine Siegelnaht zwischen den Innenseiten des Mantelteils und dem Aufreissstreifen wenigstens teilweise leicht aufreissbar ist und/oder wenigstens eine Aufreisshilfe enthält. - Beutelverpackung nach Anspruch 1, dadurch gekennzeichnet, dass der Mantelteil eine Vorder- und eine Rückseite enthält und die Entnahmeöffnung am oberen Abschluss des Mantelteils durch Umfalten der Vorderseite oder der Rückseite oder beider Seiten und Überdecken und Verschliessen der Entnahmeöffnung durch einen Aufreissstreifen gebildet wird, wobei die Siegelschicht der Kunststoff-Folien des Mantelteils durch Siegelnähte gegen die Aufreissschicht des Aufreissstreifens gesiegelt wird.
- Beutelverpackung nach Anspruch 1, dadurch gekennzeichnet, dass der Mantelteil eine Vorder- und eine Rückseite enthält und die Entnahmeöffnung am oberen Abschluss des Mantelteils durch die Vorder- und Rückseite gebildet wird und die Entnahmeöffnung durch einen zwischen die Vorder- und Rückseite eingelegten und über Siegelnähte innenseitig der Vorder- und Rückseite und der innenseitigen Aufreissschicht des Aufreissstreifens überdeckt und verschlossen ist.
- Beutelverpackung nach Anspruch 1, dadurch gekennzeichnet, dass die Kunststoff-Folie des Mantelteils oder des Mantelteils und des Bodenteils und/oder die Kunststoff-Folie des Aufreissstreifens eine Sperrschicht gegen Gase und Dämpfe enthält.
- Beutelverpackung nach Anspruch 4, dadurch gekennzeichnet, dass die Sperrschicht eine keramische Schicht ist.
- Beutelverpackung nach Anspruch 1, dadurch gekennzeichnet, dass der Aufreissstreifen die äusseren Konturen des Mantelteils in wenigstens einer Richtung überragt und eine Grifflasche bildet.
- Beutelverpackung nach Anspruch 1, dadurch gekennzeichnet, dass die Kunststoff-Folie von aussen nach innen eine Polyethylenterephthalatfolie einer Schichtdicke von 10 bis 15 µm, eine SiOx-Schicht, wobei x eine Zahl von 1,2 bis 1,7 bedeutet und die Schichtdicke 10 bis 100 nm beträgt, eine weitere Polyethylenterephthalatfolie einer Schichtdicke von 10 bis 15 µm und eine Siegelschicht in Form einer 60 bis 70 µm dicken LLDPE-Folie oder eine Siegelschicht in Form einer 70 bis 80 µm dicken cPP-Folie enthält.
- Verwendung der Beutelverpackung gemäss Anspruch 1 zur Verpackung von Füllgütern, die durch Mikrowellenbehandlung erwärmt werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH2855/91A CH683835A5 (de) | 1991-09-25 | 1991-09-25 | Beutelverpackung. |
| CH2855/91 | 1991-09-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0537108A2 true EP0537108A2 (de) | 1993-04-14 |
| EP0537108A3 EP0537108A3 (en) | 1993-06-30 |
Family
ID=4243097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19920810705 Withdrawn EP0537108A3 (en) | 1991-09-25 | 1992-09-14 | Bag package |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0537108A3 (de) |
| CA (1) | CA2078710A1 (de) |
| CH (1) | CH683835A5 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0855348A1 (de) * | 1997-01-22 | 1998-07-29 | Kabushiki Kaisha Hoseki Planning | Geschlossener Sack zur Erwärmung durch Mikrowellen |
| US6966697B2 (en) | 2002-02-22 | 2005-11-22 | Pactiv Corporation | Trash bags with narrowing seals to facilitate gripping |
| FR2915963A1 (fr) * | 2007-05-10 | 2008-11-14 | 3G Sarl | Sachet de conditionnement |
| WO2010020453A1 (en) * | 2008-08-19 | 2010-02-25 | Amcor Flexibles Transpac Nv | Method for the production of self-venting packaging |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1063083B (de) * | 1955-07-11 | 1959-08-06 | Ct Nat De Transfusion Sanguine | Aufreissband fuer Beutel oder Saeckchen aus thermoplastischem Werkstoff |
| US3754700A (en) * | 1969-06-25 | 1973-08-28 | Rollprint Packaging Prod Inc | Surgical pouches |
| DE2547049A1 (de) * | 1975-10-21 | 1977-05-05 | Focke Pfuhl Verpack Automat | Tabakbeutel aus kunststoff-folie sowie vorrichtung zum verschliessen desselben |
| FR2543110A1 (fr) * | 1983-03-21 | 1984-09-28 | Vygon | Sachet de conditionnement de produits steriles |
-
1991
- 1991-09-25 CH CH2855/91A patent/CH683835A5/de not_active IP Right Cessation
-
1992
- 1992-09-14 EP EP19920810705 patent/EP0537108A3/de not_active Withdrawn
- 1992-09-21 CA CA 2078710 patent/CA2078710A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1063083B (de) * | 1955-07-11 | 1959-08-06 | Ct Nat De Transfusion Sanguine | Aufreissband fuer Beutel oder Saeckchen aus thermoplastischem Werkstoff |
| US3754700A (en) * | 1969-06-25 | 1973-08-28 | Rollprint Packaging Prod Inc | Surgical pouches |
| DE2547049A1 (de) * | 1975-10-21 | 1977-05-05 | Focke Pfuhl Verpack Automat | Tabakbeutel aus kunststoff-folie sowie vorrichtung zum verschliessen desselben |
| FR2543110A1 (fr) * | 1983-03-21 | 1984-09-28 | Vygon | Sachet de conditionnement de produits steriles |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0855348A1 (de) * | 1997-01-22 | 1998-07-29 | Kabushiki Kaisha Hoseki Planning | Geschlossener Sack zur Erwärmung durch Mikrowellen |
| US5928553A (en) * | 1997-01-22 | 1999-07-27 | Kabushiki Kaisha Hoseki Planning | Sealed bag for microwave heating |
| US6966697B2 (en) | 2002-02-22 | 2005-11-22 | Pactiv Corporation | Trash bags with narrowing seals to facilitate gripping |
| US7344309B2 (en) | 2002-02-22 | 2008-03-18 | Pactiv Corporation | Trash bags with narrowing seals to facilitate gripping |
| FR2915963A1 (fr) * | 2007-05-10 | 2008-11-14 | 3G Sarl | Sachet de conditionnement |
| WO2008152247A2 (fr) * | 2007-05-10 | 2008-12-18 | 3G | Sachet de conditionnement |
| WO2008152247A3 (fr) * | 2007-05-10 | 2009-02-12 | 3G | Sachet de conditionnement |
| CN103298711A (zh) * | 2007-05-10 | 2013-09-11 | 3G公司 | 包装袋 |
| CN103298711B (zh) * | 2007-05-10 | 2015-03-18 | 3G公司 | 包装袋 |
| WO2010020453A1 (en) * | 2008-08-19 | 2010-02-25 | Amcor Flexibles Transpac Nv | Method for the production of self-venting packaging |
| RU2478073C2 (ru) * | 2008-08-19 | 2013-03-27 | Амкор Флексиблз Транспак Нв | Способ изготовления упаковки с самостоятельным выпуском воздуха |
| US9409691B2 (en) | 2008-08-19 | 2016-08-09 | Amcor Flexibles Transpac N.V. | Method for the production of self-venting packaging |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2078710A1 (en) | 1993-03-26 |
| EP0537108A3 (en) | 1993-06-30 |
| CH683835A5 (de) | 1994-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0543775B1 (de) | Durchdrückpackung | |
| EP0537109A2 (de) | Beutelverpackung | |
| EP0498760B1 (de) | Verpackung | |
| CH683683A5 (de) | Kunststoffolienverbunde und Verpackungen. | |
| EP0226921B1 (de) | Leicht aufreissbare, sterilisierbare Packungen | |
| DE2255026C3 (de) | Packung | |
| DE3018118C2 (de) | Heißversiegelbare Verpackung für Lebensmittel | |
| DE60133210T3 (de) | Verpackungslaminat für einen sterilisierbaren verpackungsbehälter | |
| DE102009008217A1 (de) | Kindergesicherte, hochinerte Einzelverpackung | |
| EP3619123B1 (de) | Verpackungssystem umfassend ein faserformteil und verfahren zur herstellung einer verpackung | |
| DE2527166A1 (de) | Laminatfolie fuer vakuumverpackungen | |
| DE1298236B (de) | Sterile chirurgische Packung | |
| DE102014003886A1 (de) | Funktionalisierte Wellpappe | |
| EP0015472B1 (de) | Leicht zu öffnende Packung sowie Verfahren zu ihrer Herstellung und ihre Verwendung | |
| EP1046594B1 (de) | Verpackungsbehälter mit abschälbarer Verbindungsnaht und Verfahren zur Herstellung solches Behälters | |
| EP0537108A2 (de) | Beutelverpackung | |
| CH684069A5 (de) | Verpackungen aus Kunststoffolienverbunden. | |
| DE60120814T2 (de) | Verwendung eines geschichteten Verpackungsfilm | |
| JP2521044B2 (ja) | 易開封紙容器用包装材料 | |
| CH682996A5 (de) | Aufreissschicht für Behältnisse. | |
| DE4308292A1 (en) | Synthetic composite films and packagings for food, etc. - contg. an impermeable layer stable under e.g. pasteurisation conditions | |
| JP3795205B2 (ja) | 易開封性複合フィルム | |
| EP3792192B1 (de) | Verpackungsbeutelanordnung sowie verfahren zur herstellung und handhabung der verpackungsbeutelanordnung | |
| JPH0966578A (ja) | 包装用材料 | |
| DE202011000845U1 (de) | Gasdichte Verpackung mit kontrollierter Innenatmosphäre |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19931111 |
|
| 17Q | First examination report despatched |
Effective date: 19940527 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19941007 |