EP0435076A1 - Verfahren und Vorrichtung zum Herstellen eines Abstandhalter-Rahmens - Google Patents
Verfahren und Vorrichtung zum Herstellen eines Abstandhalter-Rahmens Download PDFInfo
- Publication number
- EP0435076A1 EP0435076A1 EP90123966A EP90123966A EP0435076A1 EP 0435076 A1 EP0435076 A1 EP 0435076A1 EP 90123966 A EP90123966 A EP 90123966A EP 90123966 A EP90123966 A EP 90123966A EP 0435076 A1 EP0435076 A1 EP 0435076A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- frame
- bending
- hollow profile
- desiccant
- frame leg
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 39
- 125000006850 spacer group Chemical group 0.000 title claims abstract description 11
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000009434 installation Methods 0.000 title abstract 2
- 238000005452 bending Methods 0.000 claims abstract description 77
- 239000002274 desiccant Substances 0.000 claims abstract description 67
- 239000011521 glass Substances 0.000 claims abstract description 8
- 238000007664 blowing Methods 0.000 abstract description 6
- 230000004308 accommodation Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000000803 paradoxical effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images



Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67304—Preparing rigid spacer members before assembly
- E06B3/67317—Filling of hollow spacer elements with absorbants; Closing off the spacers thereafter
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67304—Preparing rigid spacer members before assembly
- E06B3/67308—Making spacer frames, e.g. by bending or assembling straight sections
- E06B3/67313—Making spacer frames, e.g. by bending or assembling straight sections by bending
Definitions
- the invention relates to a method for producing a spacer frame for insulating glass panes containing a desiccant, wherein an initially desiccant-free hollow profile is bent several times to form the frame corners and is left open in the area of a last corner, after which one or both of them are in the open position open place leading frame legs filled with desiccant and then the frame is finally closed.
- the invention further relates to a device for producing a spacer frame for insulating glass panes containing a desiccant from a curved hollow profile with a filling device for desiccant and with a bending device for multiple bending of the hollow profile, in particular for performing the aforementioned method.
- the desiccant should be metered in such a way that the frame leg that has to be bent again to close the frame - the connection point should not lie in a corner area but in the course of a frame leg - only partially and below the Bending point is filled. Then this last bend is carried out with the aid of a bending device which grips the frame leg, and then the frame is closed by bringing together the two still open end faces.
- the other part of the frame leg leading to the connection point can also be filled with a metered filling quantity to such an extent that the straight connection piece to be inserted at the connection point can be inserted without any problems.
- the method according to the invention is characterized in that the frame leg to be bent for the final closing is filled with desiccant and then from its still open end face emptied or partially emptied up to or beyond the bending area and then bent and connected with its open end face to that of the first frame leg.
- the mechanical outlay becomes particularly inexpensive and low if the curved hollow profile is removed from the filling station after filling the still open frame leg and inserted into a bending station. Although this makes it necessary to handle the workpiece after filling and before bending - as a rule by an operator - this eliminates the need for complex devices that carry out all process steps to be carried out at one and the same place and are therefore coordinated with one another in terms of control technology and space would have to.
- the frame leg to be bent can be partially emptied in the bending station - before the bending process.
- this procedure enables a targeted and precise partial emptying to a desired depth, since the blown-in air can be sucked out again together with desiccant and a suction of more desiccant, for example entrained air is avoided by the perforations provided in such frame legs.
- the compressed air can be supplied in the interior of the hollow profile approximately at the distance from its open end face which is completely or partially freed from desiccant, and suction can also be drawn off on this end face of the hollow profile. What is evacuated by the suction vacuum is thus simultaneously supplied with compressed air at the desired emptying depth, so that the section in between can be emptied with great certainty and accuracy without unwanted areas lying deeper or further away from the open end face of the hollow profile be freed from desiccant. It can even be largely prevented by blowing compressed air in the interior of the hollow profile that too much desiccant can flow into the emptying area.
- An expedient way of closing the frame can consist overall in that the frame leg (s) to be connected to close the frame is partially or completely filled undosed, then in the area of their open end faces up to beyond the plug-in area of a straight connector on the one hand or in or over the bending area of the protruding frame legs are emptied on the other hand and that the frame leg no longer to be bent before closing and in particular before the last bending process on the other frame leg - preferably with a straight protrusion piece partially protruding from it - is closed.
- This closing of the frame leg piece no longer to be bent with the straight connection piece has the advantage that the final closing of the frame can then be accomplished relatively simply by pushing the bent region of the other frame leg with its open end face over this straight connection piece and then in this position can be pressed.
- the above-mentioned device for producing a spacer frame containing a desiccant can be characterized in order to achieve the object in that the filling station and the station for producing the last bend and are arranged to close the frame independently of one another or spatially separated.
- each of these workstations can be configured very simply and inexpensively by machine, while an operator is generally required for the transfer from the filling station to the bending station.
- this is more profitable for smaller quantities than a device which is complex in terms of spatial arrangement and control and in which filling, bending and closing are to take place automatically at one and the same point.
- the bending station is located directly adjacent to the filling station and is preferably arranged on the same machine frame. An operator then only needs to move the filled, partially completed frame around and only have to walk relatively short distances.
- the device can have an emptying device for emptying a partial region of a frame leg from its open end face. So much desiccant can be removed from the filled frame leg that its last bend is not hindered.
- An embodiment of the device of its own worthy of protection may consist in that the emptying device has a suction opening for attachment to the open end face of the frame leg and that in addition to this suction opening connected to a pressure sink, a compressed air supply is provided, the outlet opening of which is spaced apart to the suction mouth of the suction device and which can be inserted into the front opening of the hollow profile.
- the required air or gas content is supplied by the device itself, so that an uncontrolled sucking in of air, for example through the perforations of the frame legs and thereby an extensive emptying of the frame leg is avoided.
- the compressed air supply is designed as a tube, the outer cross section of which is smaller than the inner cross section of the hollow profile.
- this compressed air supply can be inserted into the hollow section to be partially emptied, so that the compressed air then takes place in the corresponding desired depth within the hollow section with the appropriate distance from its open end face, i.e. suction from the open end face leads to the space between to empty the open face and the mouth of the tube in a targeted and controlled manner.
- a particularly expedient and easy-to-use embodiment results if the compressed air tube protrudes from the suction opening of the suction device and the length of its projection over the suction opening is almost equal to the length of the region of the hollow profile to be emptied.
- the emptying device can be fastened in front of the bending station and can be delivered with the suction opening and the compressed air tube in alignment with the hollow profile, i.e. it can be part of the manufacturing device, but in this embodiment the emptying device can also be a hand-held device which can be attached to a hollow profile by an operator.
- the compressed air supply tube can be extended and / or - can be exchanged for at least one tube with a different length. In this way, the length range that is to be emptied as seen from the open end of a hollow profile can be varied.
- the emptying device is a hand-held device, it can be connected on the one hand to a pressure source and on the other hand to a pressure sink via movable lines, in particular hoses or the like, and preferably have a handle for handling.
- the compressed air tube can protrude approximately centrally from the suction opening. Air and desiccant can be sucked off correspondingly uniformly over the larger outer cross section of the hollow profile, the air itself being able to be supplied in a targeted manner centrally inside the hollow profile.
- the procedure for partially emptying a bending area close to an open end face and the device provided for this purpose can also be used if Profiles filled with desiccant from the outset - possibly with thick-walled webs - should be bent and joined in a last step.
- the bending process itself can, however, take place due to the lack of desiccant inside the hollow profile 3 with a narrower radius of curvature and modified bending tools, since the risk of the hollow profile 3 bursting is reduced or eliminated, especially on its web located outside in the bending area.
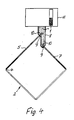
- the frame legs or profile pieces 5 and 7 starting from this open position can now be filled with desiccant 1, as is shown in FIG 4 recognizes.
- the frame 2 is expediently suspended so vertically that one of its diagonals runs vertically and the two profile pieces 5 and 7 to be filled are directed obliquely downward from their open end face.
- This partial emptying takes place from the open end face 10 of this frame leg 5, in that air 14 or gas is blown in over a partial cross section of the hollow profile 3 according to FIG. 7 and air 14 and desiccant 1 are sucked out over the adjacent partial cross sections.
- the compressed air 14 is supplied in the interior of the hollow profile 3 approximately at the distance from its open end face 10 which is to be completely or partially freed from desiccant 1.
- the suction is carried out on the end face 10 of this hollow profile 3.
- the frame leg or legs 5 and 7 to be connected to close the frame 2 are undosed - possibly partially or - in the exemplary embodiment completely, which represents the simplest possibility, as shown in FIG. 4, then in the region of their open end faces 10 to over the plug-in area of a straight connector 15 on the one hand and especially emptied into or over the bending area 12 of the protruding frame leg 5, the frame leg 7, which is no longer to be bent, being closed on the other frame leg 5 before the last bending process - preferably with the already mentioned, partially protruding straight connecting piece 15.
- the partial emptying of the frame leg 7, which is no longer to be bent, does not necessarily have to be carried out with compressed air and suction, since only relatively little desiccant has to be removed in the region of the straight connector 15, possibly also the plug-in of the straight connector 15 is achieved by compressing the desiccant filling of this frame leg 7 can be and no bending point must be cleared.
- the device with which the above-described method can essentially be carried out can be seen above all in FIGS. 4 to 6. It has the filling device 8 already mentioned on the one hand and the big device 13 on the other, which also includes the emptying device 16, which is particularly useful 7 - next to the bending device 13 - is clearly shown.
- FIGS. 4 and 5 make it clear that the filling station having the filling device 8 and the station for producing the last bend in the bending region 12 of the hollow profile are arranged with the bending device 13 independently of one another or spatially separated, so that the frame 2 is transferred from the filling device 8 to the bending device 13, a handling process is carried out by an operator or possibly also by an automatic gripping and transport device.
- Mutual control engineering and constructive consideration of the Filling device 8 with its units on the one hand and the bending device 13 with their units, in particular a guide jaw 13a, a clamping jaw 13b, a bending jaw 13c, a counter-holder 13d and a bending roller 13e, is advantageously not required, so that the mechanical outlay is kept correspondingly low can be.
- the bending station can be located directly adjacent to the filling station and possibly arranged on the same machine frame. However, it is also possible for each of these stations, on the one hand the filling device 8 and on the other hand the bending device 13, to have its own holder.
- the overall device also includes the previously mentioned emptying device 16, with which a partial area of the frame leg 5 can be emptied from its open end face 10.
- this emptying device 16 is attached or arranged on the bending station in front of the bending device 13, that is to say in the region of the open end face 10 of the profile piece or frame leg 5 clamped between the guide jaw 13a and the clamping jaw 13b.
- This emptying device 16 has a suction opening 17 for attachment to the open end face 10 of the frame leg 5.
- a compressed air supply is provided, the outlet opening 18 of which is at a distance from the suction opening 17 of the suction device and which can be inserted into the front opening of the hollow profile 3.
- the emptying device 16 can be delivered according to FIGS. 5 to 7 with the suction opening 17 and the compressed air supply and its outlet opening 18 in alignment with the hollow profile 3 or the frame leg 5 in the bending station, but can also be offset laterally during the actual bending process and, according to FIG. 6, are stored on the guide jaw 13a by means of the compressed air supply in a corresponding opening.
- the compressed air supply is designed as a tube 19, the outer cross section of which is smaller than the inner cross section of the hollow profile 3, so that it can be inserted into the hollow profile 3 from the open end face 10 according to FIG. 7.
- the compressed air tube 19 protrudes from the suction opening 17 of the suction device and the length of its protrusion above the suction opening 17 is almost equal to the length of the area of the hollow profile 3 to be emptied.
- Fig. 7 it is indicated that the outflow from the outlet opening 18 Compressed air 14 can detect and blow out a certain surrounding area even in a somewhat greater depth of the hollow profile 3, this blowing-out process being supported by the suction from the end face 10 and being directed into the desired emptying direction.
- the negative pressure is of course greatest in the area of the open end face 10 of the hollow profile 3, that is to say a higher pressure is present in the bending area 12, which can prevent the drying agent which is not to be removed from uncontrolled and unwanted reflow into the area to be emptied.
- the compressed air tube 19 protrudes approximately centrally from the suction opening 17, which results in correspondingly favorable flow conditions.
- the compressed air or suction channels then run parallel to one another in the interior of the emptying device 16. Their cross sections also take into account the different pressure ratios.
- the Flow directions are indicated by the arrows Pf1 - compressed air supply - and PF2 - desiccant suction.
- the compressed air supply tube 19 can be extended or exchanged for a tube 19 of a different length in order to allow adaptation to different dimensions between the bending area 12 and the open end face 10.
- the device can also be constructed or controlled so that this area to be emptied always has the same length regardless of other dimensions of the frame 2, which is also advantageous with regard to the bending device 13 and the arrangement of the counter-holder 13d.
- the emptying device 16 can be connected on the one hand to a pressure source and on the other hand to a pressure sink via movable lines, in particular via hoses or the like, in order to achieve the feed movements according to the double arrow Pf3 and also a movement of its tube 19 in the direction of orientation of the hollow profile 3 to enable. It may also have a handle for handling, i.e. be a more or less mobile device 16 that an operator can set up and use as needed. If the compressed air supply on the one hand and the suction pressure on the other hand can be switched on separately from one another, the emptying device 16 can under certain circumstances also be used as a blowgun if desiccant which is accidentally scattered on the device is to be removed.
- the emptying device 16 is also used in other applications in which a channel or the like leading into the depth is to be emptied can be because, on the one hand, an overpressure can be created inside such a channel, the outflow of which, together with the material to be removed, is supported from the open side by suction through the suction opening 17, so that a very specific combined suction and blowing can take place .
- an initially desiccant-free hollow profile 3 is bent several times to form the frame corners, but is still left open in the area of a last corner. Then one or expediently both frame legs 5 and 7 leading to this open position can be filled with desiccant 1 and the frame 2 can then be finally closed.
- the frame leg 5 to be bent for final closing is first completely filled with desiccant, then emptied from its still open end face 10 to or beyond the bending area 12 and then bent over, with no desiccant now being able to hinder this last bend, and then with its open face 10 connected to the other open frame leg 7.
- the bending processes are carried out by the desiccant. Nevertheless, a very simple device for performing this method is possible because the hollow profile 3 can be removed from the filling device 8 after filling the still open frame legs and inserted into the bending device 13, which can be the same bending device 13 that the made previous bends.
- the emptying down to the last bending area can be carried out in a targeted manner with a combined suction and blowing device and without the risk of removing too much desiccant.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Audible-Bandwidth Dynamoelectric Transducers Other Than Pickups (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen eines ein Trockenmittel enthaltenden Abstandhalter-Rahmens für Isolierglasscheiben, wobei ein zunächst Trockenmittel-freies Hohlprofil zur Bildung der Rahmenecken mehrfach gebogen und im Bereich einer letzten Ecke offen gelassen wird, wonach an der offenen Stelle ein oder beide zu dieser offenen Stelle führenden Rahmenschenkel mit Trockenmittel gefüllt und dann der Rahmen endgültig geschlossen wird.
- Die Erfindung betrifft ferner eine Vorrichtung zur Herstellung eines ein Trockenmittel enthaltenden Abstandhalter-Rahmens für Isolierglasscheiben aus einem gebogenen Hohl-profil mit einer Füllvorrichtung für Trockenmittel und mit einer Biegevorrichtung zum mehrfachen Biegen des Hohlprofiles, insbesondere zur Durchführung des vorerwähnten Verfahrens.
- Ein derartiges Verfahren und eine zugehörige Vorrichtung sind aus der DE-OS 37 40 922 bekannt. Dabei soll nach dem mehrfachen Biegen des Hohlprofiles beim Füllen des oder der noch offenen Rahmenschenkel das Trockenmittel derart dosiert werden, daß der zum Schließen des Rahmens noch einmal zu biegende Rahmenschenkel - die Verbindungsstelle soll nämlich nicht in einem Eckbereich, sondern im Verlauf eines Rahmenschenkels liegen - nur teilweise und zwar bis unterhalb der Biegestelle gefüllt wird. Danach wird mit Hilfe einer den Rahmenschenkel erfassenden Biegevorrichtung diese letzte Biegung durchgeführt und dann der Rahmen durch Zusammenführen der beiden noch offenen Stirnseiten geschlossen. Dabei kann auch der andere, zu der Verbindungsstelle führende Teil des Rahmenschenkels mit einer dosierten Füllmenge soweit gefüllt werden, daß das an der Verbindungsstelle einzufügende Geradverbindungsstück problemlos eingesteckt werden kann.
- Das vorbekannte Verfahren und die entsprechende Maschine ermöglichen eine automatisierte Fertigung, die somit für große Stückzahlen geeignet ist, welche möglichst im Mehrschichtenbetrieb erreicht werden können. Jedoch ist der maschinelle Aufwand einerseits für das genaue Dosieren und andererseits für die Unterbringung der Biegevorrichtung im Bereich der Dosier- und Füllvorrichtung einschließlich auch der Zuführung von Geradverbindungsstücken und deren Verpressung relativ aufwendig, so daß sich eine derartige Vorrichtung zur Durchführung des automatisierten Verfahrens für mittlere und kleinere Herstellungsbetriebe mit kleineren Stückzahlen an herzustellenden Rahmen nicht lohnt.
- Es besteht deshalb die Aufgabe, ein Verfahren und eine Vorrichtung der eingangs erwähnten Art zu schaffen, womit in vorteilhafter Weise ebenfalls das Biegen von mehreren - bei rechteckigen Rahmen drei - Rahmenecken möglich ist, ohne daß das Hohlprofil bereits mit Trockenmittel gefüllt ist, so daß ein entsprechend dünnwandiges und preiswertes Hohlprofil verwendet werden kann, wobei aber der maschinelle Aufwand erheblich vermindert ist.
- Zur Lösung dieser Aufgabe ist das erfindungsgemäße Verfahren dadurch gekennzeichnet, daß der zum endgültigen Schließen zu biegende Rahmenschenkel mit Trockenmittel gefüllt und anschließend von seiner noch offenen Stirnseite aus bis an oder über den Biegebereich hinaus entleert oder teilentleert und danach umgebogen und mit seiner offenen Stirnseite mit der des ersten Rahmenschenkels verbunden wird.
- Wenn der noch zu biegende Rahmenschenkel vollständig, das heißt bis zu seiner Mündung oder offenen Stirnseite hin gefüllt wird, können der relativ aufwendige Verfahrensschritt des Dosierens und die entsprechend aufwendige Dosiervorrichtung vermieden werden. Letztlich kann nämlich dieses vollständige Füllen sogar von einer Bedienungsperson überwacht werden, wobei es auch unschädlich wäre, wenn etwas Trockenmittel durch eine Überfüllung nicht mehr in das Hohlprofil gelangen würde.
- Um dann dennoch den Biegereich von Trockenmittel zu befreien, wird anschließend eine entsprechende Teilentleerung durchgeführt, so daß die Biegung selbst ungestört durchgeführt werden kann. Aufgrund dieser Verfaharensweise läßt sich die noch zu beschreibende Vorrichtung entsprechend vereinfachen und somit eine verbilligte Maschine herstellen, die auch bei kleinen Stückzahlen lohnend ist.
- Besonders preiswert und gering wird der maschinelle Aufwand, wenn das gebogene Hohlprofil nach dem Füllen des noch offenen Rahmenschenkels aus der Füllstation entnommen und in eine Biegestation eingesetzt wird. Dies macht es zwar erforderlich, das Werkstück nach dem Füllen und vor dem Biegen - in der Regel durch eine Bedienungsperson - zu handhaben, jedoch entfallen dadurch aufwendige Einrichtungen, die alle durchzuführenden Verfahrensschritte an ein und derselben Stelle ausführen und demgemäß steuerungstechnisch und platzmäßig aufeinander abgestimmt sein müssten.
- Der zu biegende Rahmenschenkel kann in der Biegestation - vor dem Biegevorgang - teilentleert werden.
- Dabei ist es zweckmäßig, wenn zum teilweisen Entleeren des zu biegenden Rahmenschenkels von der offenen Stirnseite dieses Rahmenschenkels aus über einen Teilquerschnitt des Hohlprofiles Luft oder Gas eingeblasen und über den oder die benachbarten Teilquerschnitte Luft oder Gas und Trockenmittel abgesaugt werden.
- Gegenüber einer reinen Absaugung von Trockenmittel zur Teilentleerung des Mündungsbereiches des noch zu biegenden Rahmenschenkels läßt sich durch diese Verfahrensweise eine gezielte und präzise Teilentleerung bis zu einer gewünschten Tiefeerreichen, da die eingeblasene Luft zusammen mit Trockenmittel wieder abgesaugt werden kann und eine Absaugung von mehr Trockenmittel beispielsweise durch mitgerissene Luft durch die in solchen Rahmenschenkeln vorgesehenen Perforationen vermieden wird. Statt einer solchen unkontrollierten, beispielsweise durch die Perforationen der Rahmenschenkel erfolgenden Luftansaugung und einer entsprechend ungenauen und unkontrollierbaren, evtl zu weiten Entleerung des Rahmenschenkels wird also in scheinbar paradoxer Weise die abzusaugende Luft unmittelbar im Saugbereich zugeführt, so daß sie zusammen mit den zu entfernenden Trockenmittel-Teilchen wieder abgesaugt werden kann und ein Ansaugen von Luft über die Trocknungs-Perforationen vermieden wird. So-mit ist ein gezieltes und genaues Entleeren desjenigen Abschnittes des Hohlprofiles möglich, der für die Herstellung der letzten Umbiegung von Trockenmittel frei sein soll. Diese Verfahrensweise für eine gezielte Teilentleerung hat deshalb eigene schutzwürdige Bedeutung.
- Die Druckluft kann im Inneren des Hohlprofiles etwa in dem Abstand von seiner offenen Stirnseite zugeführt werden, der von Trockenmittel ganz oder teilweise befreit wird, und an dieser Stirnseite des Hohlprofiles kann auch abgesaugt werden. Was durch den Saug-Unterdruck abgeführt wird, wird also gleichzeitig in der gewünschten Entleerungstiefe an Druckluft zugeführt, so daß der dazwischen befindliche Abschnitt mit großer Sicherheit und Genauigkeit entleert werden kann, ohne daß tieferliegende oder weiter von der offenen Stirnseite des Hohlprofiles entfernt liegende Bereiche ungewollt von Trockenmittel befreit werden. Es ist sogar durch das Einblasen von Druckluft im Inneren des Hohlprofiles weitgehend zu verhindern, daß zuviel Trockenmittel in den Entleerungsbereich nachfließen kann.
- Eine für das Verschließen des Rahmens zweckmäßige Verfarensweise kann insgesamt darin bestehen, daß der oder die zum Schließen des Rahmens zu verbindenden Rahmenschenkel undosiert teilweise oder vollständig gefüllt, dann im Bereich ihrer offenen Stirnseiten bis über den Steckbereich eines Geradverbindungsstückes einerseits beziehungsweise in oder über den Biegebereich des überstehenden Rahmenschenkels andererseits entleert werden und daß der nicht mehr zu biegende Rahmenschenkel vor dem Verschließen und insbesondere vor dem letzten Biegevorgang an dem anderen Rahmenschenkel - vorzugsweise mit einem teilweise aus ihm vorstehenden Geradverdindungsstück - verschlossen wird. Dieses Verschließen des nicht mehr zu biegenden Rahmenschenkel-Stückes mit dem Geradverbindungstück hat gleichzeitig den Vorteil, daß dann das endgültige Schließen des Rahmens relativ einfach dadurch bewerkstelligt werden kann, daß der umgebogene Bereich des anderen Rahmenschenkels mit seiner offenen Stirnseite über dieses Geradverbindungsstück geschoben und dann in dieser Position verpreßt werden kann.
- Die eingangs erwähnte Vorrichtung zur Herstellung eines ein Trockenmittel enthaltenden Abstandhalter-Rahmens kann zur Lösung der Aufgabe dadurch gekennzeichnet sein, daß die Füllstation und die Station zum Herstellen der letzten Biegung und zum Schließen des Rahmens voneinander unabhängig oder räumlich getrennt angeordnet sind. Somit kann jede dieser Arbeitsstationen maschinell sehr einfach und preiswert ausgestaltet sein, während für das überführen von der Füllstation in die Biegestation in der Regel eine Bedienungsperson erforderlich ist. Dies ist jedoch bei kleineren Stückzahlen rentabler als eine bezüglich räumlicher Anordnung und Steuerung aufwendigen Vorrichtung, bei welcher Füllen, Biegen und Verschließen an ein und derselben Stelle automatisiert ablaufen sollen.
- Damit dennoch ein möglichst rationelles Arbeiten moglich ist, ist es zweckmäßig, wenn die Biegestation der Füllstation unmittelbar benachbart und vorzugsweise an demselben Maschinengestell angeordnet ist. Eine Bedienungsperson braucht dann den gefüllten, erst teilweise fertiggestellten Rahmen nur umzuhängen und dabei nur relativ kleine Wege zu bewältigen.
- Die Vorrichtung kann eine Entleer-Vorrichtung zum Entleeren eines Teilbereiches eines Rahmenschenkels von seiner offenen Stirnseite aus aufweisen. Damit kann soviel Trockenmittel aus dem gefüllten Rahmenschenkel entfernt werden, daß dessen letzte Biegung nicht behindert wird.
- Dabei kann eine Ausgestaltung der Vorrichtung von eigener schutzwürdiger Bedeutung darin bestehen, daß die Entleer-Vorrichtung eine Saugöffnung zum Ansetzen an die offene Stirnseite des Rahmenschenkels hat und daß zusätzlich zu dieser mit einer Drucksenke verbundenen Saugöffnung eine Druckluft-Zufuhr vorgesehen ist , deren Austrittsöffnung einen Abstand zu der Saugmündung der Saugvorrichtung hat und die in die stirnseitige Öffnung des Hohlprofiles einführbar ist.
- Beim Absaugen von Trockenmittel wird also der dabei erforderliche Luft- oder Gasanteil von der Vorrichtung selbst zugeführt, so daß ein unkontrolliertes Mitsaugen von Luft beispielsweise durch die Perforationen der Rahmenschenkel und dadurch ein zu weitgehendes Entleeren des Rahmenschenkels vermieden wird.
- Um die gezielte Zufuhr von Druckluft oder Gas für ein kontrolliertes Absaugen einer bestimmten Trockenmittelmenge zu vereinfachen, ist es zweckmäßig wenn die Druckluft-Zufuhr als Röhrchen ausgebildet ist, dessen Außenquerschnitt geringer als der Innenquerschnitt des Hohlprofiles ist. Somit kann diese Druckluftzufuhr in das teilweise zu entleerende Hohlprofil eingeschoben werden, so daß dann die Druckluft in der entsprechenden gewünschten Tiefe innerhalb des Hohlprofiles mit dem entsprechenden Abstand von dessen offener Stirnseite erfolgt, also ein Absaugen von der offenen Stirnseite her dazu führt, den Zwischenraum zwischen der offenen Stirnseite und der Mündung des Röhrchens gezielt und kontrolliert zu entleeren.
- Eine besonders zweckmäßige und einfach zu handhabende Ausführungsform ergibt sich, wenn das Druckluft-Röhrchen aus der Saugöffnung der Saugvorrichtung vorsteht und die Länge seines überstandes gegenüber der Saugöffnung nahezu gleich der Länge des zu entleerenden Bereiches des Hohlprofiles ist. Die Entleer-Vorrichtung kann in einer solchen konstruktiven Ausgestaltung vor der Biegestation befestigt und mit der Saugöffnung und dem Druckluft-Röhrchen in Flucht mit dem Hohlproil zustellbar sein, also Bestandteil der Herstellungsvorrichtung sein, jedoch kann die Entleer-Vorrichtung in dieser Ausgestaltung auch ein Handgerät sein, das von einer Bedienungsperson jeweils an einem Hohlprofil angesetzt werden kann.
- Um dabei Hohlprofile unterschiedlicher Querschnitte und Abmessungen und vor allem auch unterschiedliche Rahmen-Abmessungen berücksichtigen zu können, kann das Druckluft-Zufuhr-Röhrchen verlängerbar und/oder - gegen wenigstens ein Röhrchen mit anderer Länge - austauschbar sein. Auf diese Weise kann also der Längenbereich variiert werden, der von der offenen Stirnseite eines Hohlprofiles aus gesehen entleert werden soll.
- Falls die Entleer-Vorrichtung ein Handgerät ist, kann sie über bewegliche Leitungen, insbesondere Schläuche oder dergleichen einerseits mit einer Druckquelle und andererseits mit einer Drucksenke verbunden sein und vorzugsweise einen Handgriff für die Handhabung aufweisen.
- Es sei noch erwähnt, daß das Druckluft-Rohr etwa mittig aus der Saugöffnung vorstehen kann. Entsprechend gleichmäßg kann über den größeren Außenquerschnitt des Hohlprofiles Luft und Trockenmittel abgesaugt werden, wobei die Luft selbst gezielt zentral im Inneren des Hohlprofiles zugeführt werden kann.
- Vor allem bei Kombination der vorbeschriebenen Merkmale, Verfahrensschritte und Maßnahmen ergibt sich ein Verfahren und auch eine Vorrichtung, mit der Abstandhalter-Rahmen für Isolierglasscheiben, die mindestens teilweise mit Trockenmittel gefüllt sein sollen, auf sehr preiswerte Weise hergestellt werden können, wobei das Hohlprofil, aus welchem der Rahmen gebogen wird, dünnwandig sein kann, da die Biegungen angebracht werden können, wenn sich in ihrem Bereich kein Trockenmittel befindet.
- Die Verfahrensweise zum Teilentleeren eines einer offenen Stirnseite nahen Biegebereiches und die dazu vorgesehene Vorrichtung können jedoch auch zur Anwendung kommen, wenn evtl. von vorneherein mit Trockenmittel gefüllte Profile - evtl. mit dickerwandigen Stegen - gebogen und in einem letzten Arbeitsschritt zusammengefügt werden sollen.
- Nachstehend ist ein Ausführungsbeispiel der Erfindung mit deren wesentlichen Merkmalen und Einzelheiten anhand der Zeichnung noch näher beschrieben.
-
- Fig. 1
- ein zu einem abstandhaltenden Rahmen zu biegendes Hohlprofil nach Anbringung einer ersten etwa rechtwinkligen Biegung,
- Fig. 2
- eine der Fig. 1 entsprechende Darstellung und Seitenansicht des Hohlprofiles nach Anbringung einer zweiten Biegung und
- Fig. 3
- eine Ansicht des Hohlprofiles nach Anbringung einer dritten Biegung und Abtrennung von einem nachfolggenden Hohlprofil-Stück,
- Fig. 4
- eine Füllvorrichtung und das dreimal gebogene Hohlprofil wähend des Füllens der beiden noch offenen Rahmenschenkel mit Hilfe dieser Füllvorrichtung,
- Fig. 5
- eine Ansicht einer Vorrichtung zum Teilentleeren des mit einer letzten Biegung zu versehenden Rahmenschenkels und die zur Anbringung dieser Biegung erforderliche Biegestation mit entsprechenden Biegewerkzeugen,
- Fig. 6
- die der Fig. 5 entsprechende Ansicht nach Durchführung der letzten Biegung und beim Zusammenfügen der dann miteinander fluchtenden offenen Stirnseiten des Hohlprofiles zum Schließen des Rahmens sowie
- Fig. 7
- in vergrößerter Darstellung die Entleer-Vorrichtung und die Biegestation beim Entfernen von Trockenmittel aus dem Biegebereich der letzten anzubringenden Biegung.
- Zum Herstellen eines ein Trockenmittell enthaltenden Abstandhalter-Rahmens 2 (Fig. 6) für Isolierglasscheiben wird ein zunächst leeres, d.h. Trockenmittel-freies Hohlprofil 3 mehrfach gemäß den Figuren 1 bis 3 dreifach, gebogen und im Bereich einer letzten Ecke offengelassen.Die Anfertigung der ersten Biegung nach Fig. 1, der zweiten Biegung nach Fig. 2 und der dritten Biegung nach Fig. 3 sowie das Absägen des Hohlprofiles 3 in dem Abstand von der dritten Biegung 4, daß das verbleibende Profilstück 5 zum Schließen des Rahmens noch einmal gebogen werden kann, kann etwa in der Weise erfolgen, wie es für von vorneherein mit Trockenmittel gefüllte Profile aus der DE-OS 32 21 986 bekannt ist. Der Biegevorgang selbst kann jedoch wegen des Fehlens von Trockenmittel im Inneren des Hohlprofiles 3 mit engerem Krümmungsradius und abgewandelten Biegewerkzeugen erfolgen, da die Gefahr eines Aufplatzens des Hohlprofiles 3 vor allem an seinem im Biegungsbereich außenliegenden Steg vermindert oder ausgeschlossen ist.
- An der offenbleibenden Stelle des Rahmens in der in Fig. 3 dargestellten Fertigungsstufe, wo man auch schematisch die Säge 6 erkennt, können nun zumindest die von dieser offenen Stelle ausgehenden Rahmenschenkel oder Profilstücke 5 und 7 mit Trockenmittel 1 gefüllt werden, wie man es in Fig. 4 erkennt. Der Rahmen 2 ist dabei zweckmäßigerweise so vertikal aufgehängt, daß eine seiner Diagonalen senkrecht verläuft und die beiden zu füllenden Profilstücke 5 und 7 schräg von ihrer offenen Stirnseite aus nach unten gerichtet sind. Sie können dabei gleichzeitig an eine Füllvorrichtung 8 angeschlossen werden, die zwei Füllöffnungen 9 in einem Abstand aufweist, der der Distanz und räumlichen Zuordnung der beiden offenen Stirnseiten 10 der Profilstücke 5 und 7 entspricht.
- Aus einem Trockenmitteltank 11 kann jeweils Trockenmitte1 1 in die Füllvorrichtung 8 nachfließen. Dabei erkennt man in Fig. 4 deutlich, daß durch diese Anordnung und das Eingreifen der offenen Stirnseiten 10 in die Füllvorrichtung 8 die Rahmenschenkel 5 und 7 vollständig mit Trockenmittel gefüllt werden.
- In den Figuren 5 und 7 ist dargestellt, daß anschließend zumindest der noch einmal zu biegende Rahmenschenkel 5 von seiner noch offenen Stirnseite 10 aus bis an oder über den Biegebereich 12 entleert oder teilentleert und danach umgebogen und mit seiner offenen Stirnseite 10 mit der des ersten Rahmenschenkels oder Profilstückes 7 verbunden wird.
- Die Entleerung des Rahmenschenkels 5 bis zu seinem Biegebereich 12 erfolgt dabei in einem noch näher zu erläuternden kombinierten Blas- und Saugvorgang, d.h. der gegenüber dem Biegebereich 12 überstehende und umzubiegende Profilteil wird gleichzeitig ausgeblasen und leergesaugt, ohne daß weiteres Trockenmittell 1 aus dem Bereich hinter der späteren Biegung mitgerissen wird.
- Aus dem Vergleich der Figuren 4 und 5 wird deutlich, daß das gebogene Hohlprofil 3 nach dem Füllen des noch offenen Rahmenschenkels 5 und auch 7 aus der Füllstation und der Füllvorrichtung 8 entnommen und in eine Biegestation 13 eingesetzt wird. Dabei kann es sich eventuell in rationeller Weise um dieselbe Biegestation 13 handeln, die schon die Biegungen gemäß den Figuren 1 bis 3 hergestellt hat. In Fig. 5 wird deutlich, daß der noch zu biegende Rahmenschenkel 5 im Ausführungsbeispiel vor Durchführung des Biegevorganges in dieser Biegestation 13 teilentleert wird.
- Diese Teilentleerung erfolgt von der offenen Stirnseite 10 dieses Rahmenschenkels 5 aus, indem gemäß Fig. 7 über einen Teilquerschnitt des Hohlprofiles 3 Luft 14 oder Gas eingeblasen und über den oder die benachbarten Teilquerschnitte Luft 14 und Trockenmittel 1 abgesaugt werden. Dabei wird die Druckluft 14 im Inneren des Hohlprofiles 3 etwa in dem Abstand von seiner offenen Stirnseite 10 zugeführt, der von Trockenmittel 1 ganz oder teilweise befreit werden soll. Das Absaugen erfolgt an der Stirnseite 10 dieses Hohlprofiles 3. Dadurch wird sichergestellt, daß tatsächlich nur dieser zwischen dem Biegebreich 12 und der Stirnseite 10 befindliche Teil des Hohlprofiles 3 entleert wird, während bei einem reinen Saugvorgang unter Umständen über die in einem solchen Hohlprofil 3 für Abstandhalter-Rahmen 2 erforderlichen Perforationen in unkontrollierter Weise Luft eingesaugt und entsprechend zuviel oder aber zu wenig Trockenmittel mitgerissen werden könnte. Es wird also für den Saugvorgang bei dieser Verfahrensweise die zum Absaugen und Mitführen des Trockenmittels 1 dienende Luft 14 zunächst gezielt zugeführt. Da die Luftzufuhr und die Absaugung an beabstandeten Stellen erfolgen, kann der dazwischenliegende Bereich sehr präzise und kontrolliert von Trockenmittel durch dieses kombinierte Ausblasen und Absaugen entleert werden.
- Zusammenfassend werden also der oder die zum Schließen des Rahmens 2 zu verbindenden Rahmenschenkel 5 und 7 undosiert - evtl. teilweise oder - im Ausführungsbeispiel vollständig gefüllt, was die einfachste Möglichkeit darstellt, wie Fig.4 zeigt, dann im Bereich ihrer offenen Stirnseiten 10 bis über den Steckbereich eines Geradverbindungsstückes 15 einerseits und vor allem in oder über den Biegebereich 12 des überstehenden Rahmenschenkels 5 andererseits entleert, wobei der nicht mehr zu biegende Rahmenschenkel 7 vor dem letzten Biegevorgang an dem anderen Rahmenschenkel 5 - vorzugsweise mit dem schon erwähnten, teilweise aus ihm vorstehenden Geradverbindungsstück 15 - verschlossen wird.
- Die Teilentleerung des nicht mehr zu biegenden Rahmenschenkels 7 braucht dabei nicht unbedingt mit Druckluft und Absaugung zu erfolgen, da im Bereich des Geradverbindungsstückes 15 nur relativ wenig Trockenmittel entfernt werden muß, evtl. auch das Einstecken des Geradverbindungsstückes 15 durch Zusammendrücken der Trockenmittelfüllung dieses Rahmenschenkels 7 erreicht werden kann und keine Biegestelle frei gemacht werden muß.
- Die Vorrichtung, mit der das vorbeschriebene Verfahren im wesentlichen durchgeführt werden kann, erkennt man vor allem in den Figuren 4 bis 6. Sie weist einerseits die schon erwähnte Füllvorrichtung 8 und andererseits die Bigevorrichtung 13 auf, wozu außerdem noch die Entleervorrichtung 16 kommt, die besonders deutlich in Fig. 7 - neben der Biegevorrichtung 13 - dargestellt ist.
- Durch die Figuren 4 und 5 wird dabei verdeutlicht, daß die die Füllvorrichtung 8 aufweisende Füllstation und die Station zum Herstellen der letzten Biegung im Biegebereich 12 des Hohlprofiles mit der Biegevorrichtung 13 voneinander unabhängig oder räumlich getrennt angeordnet sind, so daß also zum überführen des Rahmens 2 von der Füllvorrichtung 8 zu der Biegevorrichtung 13 ein Handhabungsvorgang durch eine Bedienungsperson oder evtl. auch durch eine automatische Greif- und Transportvorrichtung erfolgt. Eine gegenseitige steuerungstechnische und konstruktive Berücksichtigung der Füllvorrichtung 8 mit ihren Aggregaten einerseits und der Biegevorrichtung 13 mit deren Aggregaten, insbesondere einer Führungsbacke 13a, einer Klemmbacke 13b, einer Biegebacke 13c, einem Gegenhalter 13d und einer Biegerolle 13e, ist in vorteilhafter Weise nicht erforderlich, so daß der maschinelle Aufwand entsprechend gering gehalten werden kann.
- Dabei kann die Biegestation der Füllstation unmittelbar benachbart und evtl. an demselben Maschinengestell angeordnet sein. Es i st jedoch auch für jede dieser Stationen, also einerseits die Fül lvorri chtung 8 und andererseits die Bi egevorri chtung 13 ei ne eigene Halterung möglich.
- Zu der Gesamtvorrichtung gehört auch die schon erwahnte Entleervorrichtung 16, womit ein Teilbereich des Rahmenschenkels 5 von seiner offenen Stirnseite 10 her entleert werden kann. Diese Entleer-Vorrichtung 16 ist dabei im Ausführungsbeispiel an der Biegestation vor der Biegevorrichtung 13, also im Bereich der offenen Stirnseite 10 des zwischen Führungsbacke 13a und Klemmbacke 13b eingeklemmten Profilstückes oder Rahmenschenkels 5 befestigt oder angeordnet.
- Diese Entleervorrichtung 16 hat eine Saugöffnung 17 zum Ansetzten an die offene Stirnseite 10 des Rahmenschenkels 5. Zusätzlich zu dieser mit einer nicht näher dargestellten Drucksenke verbundenen Saugöffnung 17 ist eine Druckluft-Zufuhr vorgesehen, deren Austrittsöffnung 18 einen Abstand zu der Saugöffnung 17 der Saugvorrichtung hat und die in die stirnseitige Öffnung des Hohlprofiles 3 einführbar ist. Die Entleer-Vorrichtung 16 ist dabei gemäß den Figuren 5 bis 7 mit der Saugöffnung 17 und der Druckluftzufuhr und deren Austrittsöffnung 18 in Flucht mit dem Hohlprofil 3 bzw. dem Rahmenschenkel 5 in der Biegestation zustellbar, kann aber während des eigentlichen Biegevorganges auch seitlich versetzt und gemäß Fig. 6 an der Führungsbacke 13a mittels der Druckluftzufuhr in einer entsprechenden Öffnung gelagert werden.
- Dabei ist die Druckluftzufuhr als Röhrchen 19 ausgebildet, dessen Außenquerschnitt geringer als der Innenquerschnitt des Hohlprofiles 3 ist, so daß es gemäß Fig. 7 von der offenen Stirnseite 10 aus in das Hohlprofil 3 eingeschoben werden kann.
- Das Druckluft-Röhrchen 19 steht dabei aus der Saugöffnung 17 der Saugvorrichtung vor und die Länge seines überstandes gebenüber der Saugöffnung 17 ist nahezu gleich der Länge des zu entleerenden Bereiches des Hohlprofiles 3. In Fig. 7 ist angedeutet, daß die aus der Austrittsöffnung 18 ausströmende Druck luft 14 einen gewissen Umgebungsbereich auch noch in etwas größerer Tiefe des Hohlprofiles 3 erfassen und ausblasen kann, wobei dieser Ausblasvorgang durch die Absaugung von der Stirnseite 10 aus unterstützt und in die gewünschte Entleerungsrichtung gelenkt wird. Dabei ist der Unterdruck selbstverständlich im Bereich der offenen Stirnseite 10 des Hohlprofiles 3 am größten, also im Biegebereich 12 ein höherer Druck vorhanden, der das nicht zu entfernende Trokkenmittel an einem unkontrollierten und ungewollten Nachfließen in den zu entleerenden Bereich hindern kann.
- Gemäß Fig. 7 steht dabei das Druckluft-Rohr 19 etwa mittig aus der Saugöffnung 17 vor, wodurch sich entsprechend günstige Strömungsverhältnisse ergeben. Im Inneren der Entleer-Vorrichtung 16 verlaufen dann die Druckluft- bzw. SaugKanäle parallel zueinander. Dabei berücksichtigen ihre Querschnitte auch die unterschiedlichen Druckverhältnise. Die Strömungsrichtungen sind dabei durch die Pfeile Pf1 - Druckluftzufuhr - und PF2 - Trockenmittel-Absaugung - verdeutlicht.
- Es sei noch erwähnt, daß das Druckluft-Zuführröhrchen 19 verlängerbar oder gegen ein Röhrchen 19 anderer Länge austauschbar sein kann, um eine Anpassung an unterschiedliche Abmessungen zwischen Biegebereich 12 und offener Stirnseite 10 zu erlauben. Die Vorrichtung kann aber auch so konstruiert oder angesteuert werden, daß dieser zu entleerende Bereich unabhängig von sonstigen Abmessungen des Rahmens 2 immer die gleiche Länge hat, was auch im Hinblick auf die Biegvorrichtung 13 und die Anordnung des Gegenhalters 13d vorteilhaft ist.
- In nicht näher dargestellter Weise kann die Entleer-Vorrichtung 16 über bewegliche Leitungen, insbesondere über Schläuche oder dergleichen einerseits mit einer Druckquelle und andererseits mit einer Drucksenke verbunden sein, um die Zustellbewegungen gemäß dem Doppelpfeil Pf3 sowie außerdem eine Bewegung ihres Röhrchens 19 in Orientierungsrichtung des Hohlprofiles 3 zu ermöglichen. Dabei kann sie evtl. auch einen Handgriff für die Handhabung aufweisen, d.h. eine mehr oder weniger mobile Vorrichtung 16 sein, die eine Bedie-nungsperson bedarfsweise ansetzen und benutzen kann. Falls dabei die Druckluft-Zufuhr einerseits und der Saugdruck andererseits seperat voneinander eingeschaltet werden können kann die Entleervorrichtung 16 unter Umständen auch als Blaspistole eingesetzt werden, falls an der Vorrichtung ungewollt verstreutes Trockenmittel entfernt werden soll.
- Es sei noch erwähnt, daß die Entleervorrichtung 16 auch bei anderen Anwendungsfällen, bei denen ein in die Tiefe führender Kanal oder dergleichen entleert werden soll, angewendet werden kann, weil einerseits im Inneren eines solchen Kanales ein Überdruck geschaffen werden kann, dessen Abfließen zusammen mit dem zu entfernenden Gut von der offenen Seite her durch das Absaugen über die Saugöffnung 17 unterstützt wird, so daß ein ganz gezieltes kombiniertes Absaugen und Ausblasen erfolgen kann.
- Zum Herstellen des ein Trockenmittel 1 enthaltenden Abstandhalter-Rahmens 2 für Isolierglasscheiben wird ein zunächst Trockenmittel-freies Hohlprofil 3 zur Bildung der Rahmenecken mehrfach gebogen, im Bereich einer letzten Ecke aber noch offengelassen. Anschließend kann einer oder zweckmäßigerweise beide zu dieser offenen Stelle führenden Rahmenschenkel 5 und 7 mit Trockenmittel 1 gefüllt und anschließend der Rahmen 2 endgültig geschlossen werden. Dabei wird der zum endgültigen Schließen zu biegende Rahmenschenkel 5 zunächst vollständig mit Trockenmittel gefüllt, anschließend von seiner noch offenen Stirnseite 10 aus bis an oder über den Biegebereich 12 hinaus entleert und danach umgebogen, wobei nun kein Trockenmittel diese letzte Biegung behindern kann, und dann mit seiner offenen Stirnseite 10 mit dem anderen offenen Rahmenschenkel 7 verbunden. Trotz der Trockenmittelfüllung erfolgen also die Biegevorgänge jeweils von Trockenmittel unbehindert. Dennoch ist eine sehr einfache Vorrichtung zur Durchführung dieses Verfahrens möglich, weil das Hohlprofil 3 nach dem Füllen der noch offenen Rahmenschenkel aus der Füllvorrichtung 8 entnommen und in die Biegevorrichtung 13 eingesetzt werden kann, wobei es sich um dieselbe Biegevorrichtung 13 handeln kann, die auch die vorhergehenden Biegungen durchgeführt hat. Die Entleerung bis zu dem letzten Biegebereich hin kann mit einer kombinierten Saug- und Blasvorrichtung gezielt und ohne die Gefahr, zuviel Trockenmittel zu entfernen, durchgeführt werden.
Claims (16)
- Verfahren zum Herstellen eines ein Trockenmittel (1) enthaltenden Abstandhalter-Rahmens (2) für Isolierglasscheiben, wobei ein zunächst Trockenmittel-freies Hohlprofil (3) zur Bildung der Rahmenecken mehrfach gebogen und im Bereich einer letzten Ecke offengelassen wird, wonach an der offenen Stelle ein oder beide zu dieser offenen Stelle führenden Rahmenschenkel mit Trockenmittel (1) gefüllt und dann der Rahmen (2) endgültig geschlossen wird, dadurch gekennzeichnet, daß der zum endgültigen Schließen zu biegende Rahmenschenkel (5) mit Trockenmittel gefüllt und anschließend von seiner noch offenen Stirnseite (10) aus bis an oder über den Biegebereich (12) hinaus entleert oder teilentleert und danach umgebogen und mit seiner offenen Stirnseite (10) mit der des ersten Rahmenschenkels (7) verbunden wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß das gebogene Hohlprofil (3) nach dem Füllen des noch offenen Rahmenschenkels (5; 7) aus der Füllstation entnommen und in eine Biegestation eingesetzt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der zu biegende Rahmenschenkel (5) in der Biegestation (13) - vor dem Biegevorgang - teilentleert wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß zum teilweisen Entleeren des zu biegenden Rahmenschenkels von der offenen Stirnseite (10) dieses Rahmenschenkels (5) aus über einen Teilquerschnitt des Hohlprofiles (3) Luft (14) oder Gas eingeblasen und über den oder die benachbarten Teilquerschnitte Luft oder Gas und Trockenmittel (1) abgesaugt werden.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Druckluft (14) dem Inneren des Hohlprofiles (3) etwa in dem Abstand von seiner offenen Stirnseite (10) zugeführt wird, der von Trockenmittel (1) ganz oder teilweise befreit wird, und daß an dieser Stirnseite (10) des Hohlprofiles (3) abgesaugt wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß der oder die zum Schließen des Rahmens (2) zu verbindenden Rahmenschenkel (5; 7) undosiert teilweise oder vollständig gefüllt, dann im Bereich ihrer offenen Stirnseiten (10) bis über den Steckbereich eines Geradverbindungsstückes (15) einerseits beziehungsweise in oder über den Biegebereich (12) des überstehenden Rahmenschenkels (5) andererseits entleert werden und daß der nicht mehr zu biegende Rahmenschenkel (7) vor dem letzten Biegevorgang an dem anderen Rahmenschenkel (5) - vorzugsweise mit einem teilweise aus ihm vorstehenden Geradverbindungsstück (15) - verschlossen wird.
- Vorrichtung zur Herstellung eines ein Trockenmittel (1) enthaltenden Abstandhalter-Rahmens (2) für Isolierglasscheiben aus einem gebogenen Hohlprofil (3), mit einer Füllvorrichtung (8) für Trockenmittel und mit einer Biegevorrichtung (13) zum mehrfachen Biegen des Hohlprofiles, insbesondere zur Durchführung des Verfahrens nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß die Füllstation und die Station zum Herstellen der letzten Biegung und zum Schließen des Rahmens (2) voneinander unabhängig oder räumlich getrennt angeordnet sind.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß die Biegestation der Füllstation unmittelbar benachbart und vorzugsweise an demselben Maschinengestell angeordnet ist.
- Vorrichtung nach Anspruch 7 oder 8, dadurch gekennzeichnet, daß sie eine Entleer-Vorrichtung (16) zum Entleeren eines Teilbereiches eines Rahmenschenkels (5) von seiner offenen Stirnseite aus aufweist.
- Vorrichtung insbesondere nach einem der Ansprüche 7 bis 9, dadurch gekennzeichnet, daß die Entleer-Vorrichtung (16) eine Saugöffnung (17) zum Ansetzen an die offene Stirnseite (10) des Rahmenschenkels (5) hat und daß zusätzlich zu dieser mit einer Drucksenke verbundenen Saugöffnung (17) eine Druckluft-Zufuhr vorgesehen ist, deren Austrittsöffnung (18) einen Abstand zu der Saugöffnung der Saugvorrichtung hat und die in die stirnseitige Öffnung des Hohlprofiles (3) einführbar ist.
- Vorrichtung nach einem der Ansprüche 7 bis 10, dadurch gekennzeichnet, daß die Druckluft-Zufuhr als Röhrchen (19) ausgebildet ist, dessen Außenquerschnitt geringer als der Innenquerschnitt des Hohlprofiles ist.
- Vorrichtung nach einem der Ansprüche 7 bis 11, dadurch gekennzeichnet, daß das Druckluft-Röhrchen (19) aus der Saugöffnung (17) der Saugvorrichtung vorsteht und die Länge seines überstandes gegenüber der Saugöffnung (17) nahezu gleich der Länge des zu entleerenden Bereiches des Hohlprofiles (3) ist.
- Vorrichtung nach einem der Ansprüche 7 bis 12, dadurch gekennzeichnet, daß das Druckluft-Zufuhr-Röhrchen (19) verlängerbar und/oder - gegen wenigstens ein Röhrchen mit anderer Länge - austauschbar ist.
- Vorrichtung nach einem der Ansprüche 7 bis 13, dadurch gekennzeichnet, daß die Entleer-Vorrichtung (16) an der Biegestation vor der Biegevorrichtung (13) befestigt und mit der Saugöffnung (17) und dem Druckluft-Röhrchen (19) in Flucht mit dem Hohlprofil (3) zustellbar ist.
- Vorrichtung nach einem der Ansprüche 7 bis 14, dadurch gekennzeichnet, daß die Entleer-Vorrichtung (16) über bewegliche Leitungen, insbesondere Schläuche oder dergleichen einerseits mit einer Druckquelle und andererseits mit einer Drucksenke verbunden ist und vorzugsweise einen Handgriff für die Handhabung aufweist.
- Vorrichtung nach einem der Ansprüche 7 bis 15, dadurch gekennzeichnet, daß das Druckluft-Rohr (19) etwa mittig aus der Saugöffnung (17) vorsteht.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT90123966T ATE88539T1 (de) | 1989-12-23 | 1990-12-12 | Verfahren und vorrichtung zum herstellen eines abstandhalter-rahmens. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3942808A DE3942808A1 (de) | 1989-12-23 | 1989-12-23 | Verfahren und vorrichtung zum herstellen eines abstandhalter-rahmens |
| DE3942808 | 1989-12-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0435076A1 true EP0435076A1 (de) | 1991-07-03 |
| EP0435076B1 EP0435076B1 (de) | 1993-04-21 |
Family
ID=6396334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90123966A Expired - Lifetime EP0435076B1 (de) | 1989-12-23 | 1990-12-12 | Verfahren und Vorrichtung zum Herstellen eines Abstandhalter-Rahmens |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0435076B1 (de) |
| AT (1) | ATE88539T1 (de) |
| DE (2) | DE3942808A1 (de) |
| DK (1) | DK0435076T3 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992010635A1 (en) * | 1990-12-05 | 1992-06-25 | Skovgaard & Co. A/S | A method and an apparatus for filling a closed spacer frame with a drying agent |
| US5390406A (en) * | 1993-03-12 | 1995-02-21 | Lisec; Peter | Process and apparatus for the partial filling of spacer frames with material |
| AT410909B (de) * | 2000-05-09 | 2003-08-25 | Lisec Peter | Verfahren und vorrichtung zum biegen von hohlprofilleisten zu abstandhalterrahmen für isolierglasscheiben |
| US6619098B2 (en) | 2001-08-28 | 2003-09-16 | Peter Lisec | Process and device for bending of hollow profile strips into spacer frames for insulating glass panes |
| WO2020070245A1 (de) | 2018-10-04 | 2020-04-09 | Lisec Austria Gmbh | Verfahren und vorrichtung zum herstellen von abstandhalterrahmen für isolierglas |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4223730C2 (de) * | 1992-07-18 | 1996-02-29 | Bayer Isolierglasfab Kg | Verfahren und Vorrichtung zum Füllen und Herstellen eines Abstandhalter-Rahmens für Isolierglasscheiben |
| DE4402726A1 (de) * | 1994-01-29 | 1995-08-10 | Bayer Isolierglasfab Kg | Verfahren und Vorrichtung zum Herstellen eines Abstandhalter-Rahmens für Isolierglasscheiben |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2405907A1 (fr) * | 1977-10-15 | 1979-05-11 | Erbsloeh Julius & August | Entretoise pour vitrage isolant a vitres multiples, procede et dispositif pour sa fabrication |
| DE3221986A1 (de) * | 1982-06-11 | 1983-12-15 | Fr. Xaver Bayer Isolierglasfabrik Kg, 7807 Elzach | Maschine zum herstellen eines abstandhaltenden innenrahmens fuer eine isolierglasscheibe |
| EP0249946A2 (de) * | 1986-06-19 | 1987-12-23 | Karl Lenhardt | Verfahren und Vorrichtung zum Herstellen eines Abstandhalterrahmens für Isolierglas |
| DE3740922A1 (de) * | 1987-12-03 | 1989-06-22 | Bayer Isolierglasfab Kg | Verfahren und vorrichtung zur herstellung eines abstandhalter-rahmens |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3346671C1 (de) * | 1983-12-23 | 1985-07-04 | Karl 7531 Neuhausen Lenhardt | Verfahren zum Formen der Ecken von Abstandhalterrahmen fuer randverklebte Isolierglasscheiben |
| DE3740921A1 (de) * | 1987-12-03 | 1989-06-15 | Bayer Isolierglasfab Kg | Vorrichtung zur herstellung einer biegung an einem hohlen rechteck-profil |
-
1989
- 1989-12-23 DE DE3942808A patent/DE3942808A1/de active Granted
-
1990
- 1990-12-12 EP EP90123966A patent/EP0435076B1/de not_active Expired - Lifetime
- 1990-12-12 AT AT90123966T patent/ATE88539T1/de not_active IP Right Cessation
- 1990-12-12 DE DE9090123966T patent/DE59001257D1/de not_active Expired - Fee Related
- 1990-12-12 DK DK90123966.5T patent/DK0435076T3/da active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2405907A1 (fr) * | 1977-10-15 | 1979-05-11 | Erbsloeh Julius & August | Entretoise pour vitrage isolant a vitres multiples, procede et dispositif pour sa fabrication |
| DE3221986A1 (de) * | 1982-06-11 | 1983-12-15 | Fr. Xaver Bayer Isolierglasfabrik Kg, 7807 Elzach | Maschine zum herstellen eines abstandhaltenden innenrahmens fuer eine isolierglasscheibe |
| EP0249946A2 (de) * | 1986-06-19 | 1987-12-23 | Karl Lenhardt | Verfahren und Vorrichtung zum Herstellen eines Abstandhalterrahmens für Isolierglas |
| DE3740922A1 (de) * | 1987-12-03 | 1989-06-22 | Bayer Isolierglasfab Kg | Verfahren und vorrichtung zur herstellung eines abstandhalter-rahmens |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992010635A1 (en) * | 1990-12-05 | 1992-06-25 | Skovgaard & Co. A/S | A method and an apparatus for filling a closed spacer frame with a drying agent |
| US5390406A (en) * | 1993-03-12 | 1995-02-21 | Lisec; Peter | Process and apparatus for the partial filling of spacer frames with material |
| AT410909B (de) * | 2000-05-09 | 2003-08-25 | Lisec Peter | Verfahren und vorrichtung zum biegen von hohlprofilleisten zu abstandhalterrahmen für isolierglasscheiben |
| US6619098B2 (en) | 2001-08-28 | 2003-09-16 | Peter Lisec | Process and device for bending of hollow profile strips into spacer frames for insulating glass panes |
| WO2020070245A1 (de) | 2018-10-04 | 2020-04-09 | Lisec Austria Gmbh | Verfahren und vorrichtung zum herstellen von abstandhalterrahmen für isolierglas |
Also Published As
| Publication number | Publication date |
|---|---|
| DK0435076T3 (da) | 1993-08-23 |
| EP0435076B1 (de) | 1993-04-21 |
| DE59001257D1 (de) | 1993-05-27 |
| DE3942808A1 (de) | 1991-06-27 |
| ATE88539T1 (de) | 1993-05-15 |
| DE3942808C2 (de) | 1992-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69605992T2 (de) | Vorrichtung und Verfahren zum Evakuieren von Beuteln | |
| EP0318749B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Abstandhalter-Rahmens | |
| AT403350B (de) | Biegemaschine zum herstellen eines abstandhaltenden innenrahmens für eine isolierglasscheibe | |
| EP0435076B1 (de) | Verfahren und Vorrichtung zum Herstellen eines Abstandhalter-Rahmens | |
| DE102019206392A1 (de) | Schalenverschließmaschine | |
| CH392047A (de) | Verfahren und Vorrichtung zur Herstellung von Hohlkörpern aus thermoplastischem Material | |
| DE2709088C2 (de) | Vorrichtung und Verfahren zum Verpacken von zusammendrückbaren Materialien | |
| DE2522094B2 (de) | Behälter aus Kunststoff und Blasform für seine Herstellung | |
| DE2911831C2 (de) | Vorrichtung zum Herstellen von Abstandshalterahmen für Isolierglasscheiben | |
| EP0290747A2 (de) | Abfüllstation für eine Kartuschen-Füll- und Verschliess-Maschine | |
| DE2757886A1 (de) | Verfahren und vorrichtung zur herstellung von eckverbindungen von metallrahmen | |
| DE2739239C2 (de) | Vorrichtung zum Herstellen eines rohrförmigen Hohlkörpers, insbes. von Verpackungsteilen aus mehrschichtigem Verbundmaterial | |
| DE2727297B2 (de) | Verfahren und Einrichtung zum Herstellen von Gießereisandformen | |
| DE4319078C2 (de) | Verfahren und Formherstellungsmaschine zur Herstellung von Gußformen oder Gußformteilen aus Formsand | |
| DE19956046A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Abstandhalterrahmens für Isolierglasscheiben | |
| DE1461849C3 (de) | ||
| DE3408509A1 (de) | Maschine zum wenden von struempfen | |
| CH662522A5 (de) | Formmaschine zum herstellen von gasgehaerteten sandformen und verfahren zum betrieb dieser formmaschine. | |
| DE1241047B (de) | Verfahren und Maschine zum Herstellen von Giessformen | |
| EP0580040B1 (de) | Verfahren und Vorrichtung zum Füllen und Herstellen eines Abstandhalter-Rahmens für Isolierglasscheiben | |
| DE671452C (de) | Verfahren und Vorrichtung zum Herstellen geklebter, konischer Faltschachteln, Papierbehaelter u. dgl. | |
| DE2457758C3 (de) | Vorrichtung zum Herstellen, Füllen und Verschließen von Hohlkörpern aus thermoplastischem Material | |
| DE1811356B2 (de) | Vorrichtung zum ueberfuehren und aufschieben von durch eine foerderkette herangebrachten hohlkoerperartigen werkstuecken auf die halterungsspindeln eines revolverkopfes | |
| DE938664C (de) | Vorrichtung zur Herstellung von Handtaschenbuegeln | |
| DE4402726A1 (de) | Verfahren und Vorrichtung zum Herstellen eines Abstandhalter-Rahmens für Isolierglasscheiben |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910709 |
|
| 17Q | First examination report despatched |
Effective date: 19920305 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930421 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19930421 |
|
| REF | Corresponds to: |
Ref document number: 88539 Country of ref document: AT Date of ref document: 19930515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59001257 Country of ref document: DE Date of ref document: 19930527 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930618 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: GLASTECHNISCHE INDUSTRIE PETER LISEC GMBH, Effective date: 19931005 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: GLASTECHNISCHE INDUSTRIE PETER LISEC GMBH |
|
| PLBL | Opposition procedure terminated |
Free format text: ORIGINAL CODE: EPIDOS OPPC |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19990315 Year of fee payment: 9 |
|
| PLBM | Termination of opposition procedure: date of legal effect published |
Free format text: ORIGINAL CODE: 0009276 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION PROCEDURE CLOSED |
|
| 27C | Opposition proceedings terminated |
Effective date: 19981218 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19990517 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19990531 Year of fee payment: 9 |
|
| NLR2 | Nl: decision of opposition | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19991220 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 |
|
| BERE | Be: lapsed |
Owner name: FRANZ XAVER BAYER ISOLIERGLASFABRIK K.G. Effective date: 19991231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000701 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20000701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001205 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001212 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001215 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001229 Year of fee payment: 11 Ref country code: AT Payment date: 20001229 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011212 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011212 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020830 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051212 |