EP0371978B1 - Verfahren und einrichtung zur herstellung eines endlosen holzstranges - Google Patents
Verfahren und einrichtung zur herstellung eines endlosen holzstranges Download PDFInfo
- Publication number
- EP0371978B1 EP0371978B1 EP88905575A EP88905575A EP0371978B1 EP 0371978 B1 EP0371978 B1 EP 0371978B1 EP 88905575 A EP88905575 A EP 88905575A EP 88905575 A EP88905575 A EP 88905575A EP 0371978 B1 EP0371978 B1 EP 0371978B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- boards
- pressing
- glue
- board
- wood
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/0013—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles
- B27M3/006—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles characterised by oblong elements connected both laterally and at their ends
Definitions
- the invention relates to a method for producing an endless strand of wood, in which boards with glued joints are glued in several layers, which are preferably formed by glued engaging elements, wherein glued lengthwise staggered boards are joined in a pressing and glue hardening section, meanwhile other boards are glued and pressed individually onto the ends of the boards protruding from the press and glue hardening section, whereupon the other boards are guided through the press and glue hardening section and connected to one another and to the preceding boards, so that wooden beams form from the resulting strand of wood any length can be cut and a device for performing the method.
- Beams cut from an endless strand not only have the advantage of being able to choose any length, but due to the gluing and pressing of the boards, they are much warmer and more dimensionally stable than one-piece beams. Furthermore, in this procedure there is the possibility of producing beams with any cross-sectional dimensions from thinner or narrower starting material that cannot be used for other load-bearing elements, so that the production of the strands and the cutting to length is extremely economical.
- a method of the type mentioned at the beginning of DE-A-1528135 provides a pressing and hardening section through which the boards are guided upright. Accordingly, horizontally acting pressing members are provided in the form of caterpillars, through which the board package to be connected continuously with a certain feed rate is moved. To feed the subsequent boards, a further feed device is provided, which has an upper and a lower driven roller per board, so that each board can be transported individually. The feed speed of these rollers is high enough to advance each subsequent board individually to its end at the end of the preceding board before it has entered the pressing and hardening section, and is reduced to the speed of the press tracks after the installation in order to maintain the contact pressure .
- Spacers are provided in the feed zone, which distance the individual, glued boards over a certain length during the single feed, so that they come into contact with one another only immediately before entering the pressing and hardening section.
- a major problem with the feeding and pressing of the subsequent boards is that the feed bars leave traces of attack on the narrow sides of the boards to exert the longitudinal contact pressure and, depending on the strength of the board edges, press more or less deeply into the board. In the subsequent planing of the beams, a much thicker layer must usually be removed than would be necessary to plan the surfaces.
- the equipment required for the individual feeding of the boards is also very large, since, as mentioned, an individually drivable and controllable pair of feed rollers must be provided for each board.
- Circumferential-toothed or corrugated rollers can, if a sudden resistance cannot be overcome, act like a milling tool and mill dents in the narrow side, since the force transmission area is very small. As soon as this takes place, the steady advancement of the board is hardly possible, so that malfunctions that cannot be recognized immediately can occur. It is readily possible for the strand produced to have gaps at the joints resulting from the disturbed feed, as a result of which the strength and resilience of the wooden beams suffer.
- the bottom layer is now glued to the top, a board of the second layer is placed and gripped by its feed roller, and another board is fed to the first layer, which is also gripped by its feed roller.
- the tops are glued again, further boards put on, etc., until the stack of boards has the desired height. Visible signs of attack remain only on the top of the outermost board layer, but the main disadvantage of such a system is that the feed device per board layer must have a length exceeding the length of the board, and each board layer has its own gluing device and its own feed roller and drive and control must be provided.
- the invention has now set itself the task of creating a method and a device for producing a wooden strand that can be cut into wooden beams, in which the device for individual feed leaves no visible traces on the boards or the wooden strand. Furthermore, the length of the device, in particular the feed device, should preferably be as short as possible and the remaining equipment should require as little equipment as possible.
- each further board is pressed against the end of its preceding board by means of a force introduced into its free end face.
- the visible sides of each board remain without any traces of processing and treatment, so that the thickness of the layer to be planed off at the end of the production is reduced to a minimum.
- the magnitude of the force to be applied can be metered much more precisely than with lateral introduction, so that a defined strength of the glue connection can be achieved at the joint.
- the outlay on equipment is also reduced since, in comparison to DE-A-1528135, compared to two driven feed rollers per board, only one pressure body, which is guided on a carriage, or compared to EP-A-192532 only a single gluing station is required.
- the dwell time in the pressing and hardening section is long enough, even with the quickest possible hardening of the glue using high-frequency wave energy, to feed and press on the subsequent boards individually.
- the contact pressure on the end face could therefore easily be maintained until the respective board has entered the pressing and hardening section.
- a maximum size of the glue-effective, overlapping side surfaces is achieved if each further board is pressed against the previous board, the end of which is the smallest distance from the pressing and glue hardening section. Shorter pressing times are sufficient in particular for the inner boards, since in this preferred embodiment each inner board has to be inserted into a gap between two boards, as a result of which both glued side surfaces of the board become effective.
- the boards can also be glued butt-jointed, especially with long dislocation lengths.
- engagement elements are preferably formed on the end faces, as a result of which each board is also attached to those located in the pressing and hardening section Boards is lightened.
- the engagement element has a groove running parallel to the board plane on one end face and a corresponding web on the other end face.
- the contact time can be further shortened if the engagement elements are given a shape which leads to the rapid removal of the excess glue. It has been shown that the formation of the groove and web is particularly favorable if their cross-sectional shape is wedge-like, but with side surfaces also made and the thickness of the engaging element is only slightly smaller than the thickness of the board.
- the engaging surface of the engaging elements therefore runs from an approximately parallel exit section on the end face to the rounded edge. This shape enables a particularly rapid displacement of excess glue from the butt joint.
- plate presses For the production of the wooden beams, for example, known plate presses can be used, for example, with which formwork panels are produced. Such presses have a lower and an upper press plate and longitudinal press bars which engage between the plates.
- the length of the pressing and hardening section can be, for example, five meters.
- the use of plate presses allows a further preferred embodiment variant, according to which the boards are guided upright through the pressing and glue hardening section and several Strands of wood are produced at the same time, wherein the adjacent boards of two strands of wood are glued only on their sides facing each other. Due to the vertical arrangement of the layers, no glue can pass between the strands.
- a preferred device for carrying out the method has a gluing station for double-sided or for outer boards for one-sided gluing, a feed table with a device for the single feed of boards to be placed upright and a press and glue hardening station which contains the four-sided press plates mentioned with a high-frequency hardening device.
- a pressing device which can be placed on the respective glued board at the end face and which can be moved in the strand direction and perpendicular thereto is provided as a device for the single feed according to the invention at the feed end of the feed table.
- the end groove is preferably not glued anyway, a preferred embodiment of the pressing device is provided before that it has a pressure body in the form of the engaging webs, so that the pressure body does not come into contact with a glued surface.
- the pressure element can, for example, be arranged in a spring-loaded manner on a slide which can be moved in the longitudinal direction and in the transverse direction.
- the bond in the strand is achieved by displacing the boards 1 by the displacement length a, it being possible for the boards to be butted at the end faces or, as shown in FIGS.
- the dislocation length a, the thickness and the number of boards 1 determine the length of the boards in order to achieve equal distances between the joints 2 connected in layers within the strand.
- the strand consists of 8 boards, so that their length corresponds to eight times the offset length a.
- An offset length of 50 cm therefore leads to a board length of 400 cm, with a thickness of 2 cm, 2.5 cm or 3 cm bar widths or heights of 16 cm, 20 cm or 24 cm can be achieved.
- the boards are pushed in time through a pressing and hardening section 7, within which they are pressed in a manner known from plate manufacture by pressing elements 6 (upper and lower pressing plate, lateral pressing bars) that can be attached to four sides, and the glue by using high-frequency wave energy (Microwaves) is hardened.
- the feed length per cycle is somewhat shorter than the length of the pressing and hardening section 7, so that an overlap of the pressing and hardening zones is achieved.
- further boards 1 ' are attached to the ends of the boards 1 projecting from the pressing and hardening section 7.
- the boards 1, 1 ' have on the front face according to FIG. 2, an approximately wedge-shaped groove 4 with bulged flanks and according to FIG. 3, a parallel surface groove 4, and on the rear end face each have a corresponding web 5, each parallel to the broad side the boards 1, 1 'run.
- the on a preferably overhead movable carriage suspended pressing device 11 is now moved in the direction of the strand, the board 1 'moves into its final position and with the engagement of the web 5 in the groove 4 in the fixed within the pressing and hardness 7 board 1 presses.
- a pressure of about 10,000 N is exerted, which leads to the displacement of excess glue from the joint 2.
- the pressing pressure can therefore be released after three to ten seconds, so that the pressing device 11 can be returned to an initial position and moved to the advance of the next board 1 'transversely to the direction of the strand.
- the short pressing times make it easy to supply a larger number of boards 1 'individually during the dwell time in the pressing and hardening section of several minutes, so that several strands 3 can be produced simultaneously in parallel.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Hydroponics (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Veneer Processing And Manufacture Of Plywood (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines endlosen Holzstranges, in dem in mehreren Lagen Bretter mit versetzten Stößen verleimt sind, die bevorzugt durch verleimte Eingriffselemente gebildet sind, wobei jeweils beleimte in der Länge versetzt endende Bretter in einer Preß- und Leimhärtestrecke verbunden werden, währenddessen weitere Bretter beleimt und jeweils einzeln an die aus der Preß- und Leimhärtestrecke versetzt vorstehenden Enden der Bretter angedrückt werden, worauf die weiteren Bretter durch die Preß- und Leimhärtestrecke geführt und miteinander und mit den vorangehenden Brettern verbunden werden, sodaß aus dem entstehenden Holzstrang Holzbalken in beliebiger Länge abschneidbar sind sowie eine Einrichtung zur Durchführung des Verfahrens.
- Von einem endlosen Strang abgeschnittene Balken haben nicht nur den Vorteil der beliebig wählbaren Länge, sondern sind durch die Verleimung und Verpressung der Bretter wesentlich verzugsärmer und maßhaltiger als einstückige Balken. Des weiteren besteht in dieser Vorgangsweise die Möglichkeit Balken mit beliebigen Querschnittsmaßen, aus dünnerem bzw. schmäleren Ausgangsmaterial zu erzeugen, das anderweitig für tragende Elemente nicht verwendbar ist, sodaß die Herstellung der Stränge und das Ablängen zu Balken äußerst wirtschaftlich ist.
- Ein aus der DE-A-1528135 bekanntes Verfahren der eingangs genannten Art sieht eine Preß- und Härtestrecke vor, durch die die Bretter hochkant geführt werden. Demgemäß sind horizontal wirkende Preßglieder in Form von Preßraupen vorgesehen, durch die das zu verbindende Bretterpaket kontinuierlich mit einer bestimmten Vorschubgeschwindigkeit bewegt wird. Zum Zuführen der Folgebretter ist eine weitere Vorschubeinrichtung vorgesehen, die pro Brett eine obere und eine untere angetriebene Rolle aufweist, sodaß jedes Brett einzeln transportiert werden kann. Die Vorschubgeschwindigkeit dieser Rollen ist dabei groß genug um jedes Folgebrett einzeln bis zu seiner Anlage am Ende des vorangehenden Brettes vorzuschieben, bevor dieses in die Preß- und Härtestrecke eingetreten ist, und wird nach der Anlage auf die Geschwindigkeit der Preßraupen reduziert, um den Anpreßdruck beizubehalten.
- Dabei sind in der Zuführzone Abstandhalter vorgesehen, die die einzelnen, beleimten Bretter während des Einzelvorschubs über eine bestimmte Länge distanzieren, sodaß diese erst unmittelbar vor dem Eintritt in die Preß- und Härtestrecke aneinander zur Anlage kommen.
- Ein wesentliches Problem bei der Zuführung und Anpressung der Folgebretter liegt dabei darin, daß die Vorschubbalken zur Ausübung des Längsanpreßdruckes an den Schmalseiten der Bretter Angriffsspuren hinterlassen, und je nach Festigkeit der Brettränder sich mehr oder weniger tief in das Brett eindrücken. Beim nachfolgenden Hobeln der Balken ist daher meist eine wesentlich dickere Schicht abzutragen als für ein bloßes Planhobeln der Oberflächen erforderlich wäre. Der apparative Aufwand für die einzelne Zuführung der Bretter ist außerdem sehr groß, da wie erwähnt pro Brett ein einzeln antreibbares und steuerbares Vorschubrollenpaar vorgesehen werden muß.
- Aus der EP-A-184478 ist eine weitere, im Prinzip gleichartige Herstellungsweise von Holzsträngen aus Brettern bekannt. Dort werden in der Preß- und Härtestrecke Preßplatten von drei Seiten eingesetzt, sodaß auch eine vertikale Pressung erfolgt, die Überstände zwischen den enzelnen Brettern eines Paketes verringert. Der Einzelvorschub der Folgebretter wird aber auch hier über umfangsgeriffelte Rollen bewirkt, die natürlich ebenfalls ihre Spuren an den Brettschmalseiten hinterlassen.
- Umfangsgezahnte oder geriffelte Rollen können unter Umständen, wenn ein plötzlich auftretender Widerstand nicht überwunden werden kann, wie ein Fräswerkzeug wirken, und Dellen in die Schmalseite fräsen, da ja die Kraftübertragungsfläche sehr klein ist. Sobald das erfolgt, ist der stetige Vorschub des Brettes kaum möglich, sodaß es zu nicht sofort erkennbaren Funktionsstörungen kommen kann. Es ist ohne weiteres möglich, daß der erzeugte Strang aus dem gestörten Vorschub resultierende Spalten an den Stößen aufweist, durch die die Festigkeit und Belastbarkeit der Holzbalken leidet.
- Es wurde daher versucht, einen derartigen Holzstrang in anderer Weise zu erzeugen, wie aus der EP-A-192 532 bekannt ist. Dort werden zwar für den Vorschub der Bretter nach wie vor angetriebene Walzen verwendet, doch erfolgt der Aufbau der Schichten anders. Die Bretter werden liegend bzw. horizontal in voneinander weit beabstandeten Stationen eingebracht und von den Walzen jeweils an einer Breitseite ergriffen, wobei eine einseitige Beleimung jedes Brettes erst nach der Walzenangriffsstelle erfolgt. Ein Folgebrett der untersten Schicht wird also von seiner Vorschubwalze ergriffen und an das unterste aus den bereits bestehenden Bretterstapel am weitesten vorragende Brett angesetzt. Somit liegt die unterste Schicht mehr als eine Brettlänge frei. Beim weiteren Vorschub wird nun die unterste Schicht an der Oberseite beleimt, ein Brett der zweiten Schicht aufgelegt und von seiner Vorschubwalze erfaßt, und ein weiteres Brett der ersten Schicht zugeführt, das ebenfalls von seiner Vorschubwalze erfaßt wird. Während des gemeinsamen Vorschubs werden die Oberseiten wieder beleimt, weitere Bretter aufgelegt usw., bis der Bretterstapel die gewünschte Höhe aufweist. Sichtbare Angriffsspuren bleiben somit nur an der Oberseite der äußersten Bretterlage, der wesentliche Nachteil einer derartigen Anlage liegt jedoch darin, daß die Zuführeinrichtung pro Bretterlage eine die Länge des Brettes übersteigende Länge aufweisen muß, sowie pro Bretterlage jeweils eine eigene Beleimungseinrichtung und eine eigene Vorschubwalze samt Antrieb und Steuerung vorgesehen werden muß.
- Die Erfindung hat es sich nun zur Aufgabe gestellt, ein Verfahren und eine Einrichtung zur Herstellung eines zu Holzbalken zerschneidbaren Holzstranges zu schaffen, bei dem die Vorrichtung zum Einzelvorschub keine sichtbaren Spuren an den Brettern bzw. dem Holzstrang hinterläßt. Des weiteren soll bevorzugt die Länge der Einrichtung, insbesondere der Zuführeinrichtung möglichst gering und die übrige Ausstattung einen möglichst geringen apparativen Aufwand erfordern.
- Erfindungsgemäß wird dies nun dadurch erreicht, daß jedes weitere Brett mittels einer in seine freie Stirnseite eingebrachten Kraft an das Ende seines vorangehenden Brettes angepreßt wird.
- Durch die Einbringung der Kraft an der hinteren Stirnseite des Brettes verbleiben die sichtbaren Seiten jedes Brettes ohne Bearbeitungs- und Behandlungsspuren, sodaß sich die Dicke der zum Abschluß der Herstellung abzuhobelnden Schicht auf ein Minimum reduziert. Weiters kann die Größe der einzubringenden Kraft wesentlich exakter als bei seitlicher Einbringung dosiert werden, sodaß eine definierte Festigkeit der Leimverbindung am Stoß erzielbar ist. Der apparative Aufwand ist ebenfalls verringert, da im Vergleich zur DE-A-1528135 gegenüber zwei angetriebenen Vorschubrollen pro Brett nur ein etwa auf einem Schlitten geführter Durckkörper, bzw. im Vergleich zur EP-A-192532 nur eine einzige Beleimungsstation erforderlich ist.
- Die Verweilzeit in der Preß- und Härtestrecke ist auch bei schnellstmöglicher Aushärtung des Leimes mittels hochfrequenter Wellenenergie lang genug um die Folgebretter einzeln zuzuführen und anzupressen. Die Anpreßkraft an der Stirnseite könnte daher ohne weiteres auch so lang aufrecht erhalten werden, bis das jeweilige Brett in die Preß- und Härtestrecke eingetreten ist.
- Es hat sich aber gezeigt, daß unter bestimmten Voraussetzungen wesentlich kürzere Anpreßzeiten genügen. So verkürzt sich die Anpreßzeit mit zunehmender Versetzungslänge der Bretter, da damit auch die Größe der überlappenden beleimten Seitenflächen zunimmt und vom Leim Rückfederungskräfte übernommen werden. Die maximale Versetzungslänge wird dabei dann erreicht, wenn gleich lange Bretter verwendet werden, und als Versetzungslänge eine der Anzahl der Lagen entsprechender Teil der Bretterlänge gewählt wird.
- Eine maximale Größe der leimwirksamen, überlappenden Seitenflächen wird dabei dann erzielt, wenn jedes weitere Brett jeweils an jenes vorangehende Brett angepreßt wird, dessen Ende den geringsten Abstand von der Preß- und Leimhärtestrecke aufweist. Insbesondere für die inneren Bretter sind so kürzere Anpreßzeiten ausreichend, da in dieser bevorzugten Ausführung jedes innere Brett in eine Lücke zwischen zwei Bretter eingeschoben werden muß, wodurch beide beleimten Seitenflächen des Brettes wirksam werden. Die Bretter können, insbesondere bei großen Versetzungslängen auch stumpf stoßend verleimt werden. Bevorzugt werden jedoch an den Stirnseiten Eingriffselemente ausgebildet, wodurch auch das Ansetzen jedes Brettes an die sich in der Preß- und Härtestrecke befindlichen Bretter erleichtet wird. Es genügt eine Ausbildung, die als Eingriffselement an einer Stirnseite eine parallel zur Brettebene verlaufende Nut und an der anderen Stirnseite einen korrespondierenden Steg aufweist. Die Anpreßzeit kann dabei weiter verkürzt werden, wenn den Eingriffselementen eine Form gegeben wird, die zu einem möglichst raschen Abbau des Leimüberschusses führt. Es hat sich gezeigt, daß die Ausbildung von Nut und Steg besonders günstig ist, wenn deren Querschnittsform zwar keilartig, jedoch mit geb auchten Seitenflächen ausgeführt wird und die Dicke des Eingriffselementes nur geringfügig kleiner als die Dicke des Brettes ist. Die Eingriffsfläche der Eingriffselemente verläuft daher jeweils von einem annähernd parallelen Ausgangsabschnitt an der Stirnseite spitzbogenartig zur gerundeten Kante. Durch diese Formgebung wird eine besonders rasche Verdrängung überschüssigen Leimes aus der Stoßfuge erzielt.
- Durch die Kombination dieser Maßnahmen ist es beispielsweise gelungen, bei einer Anpreßkraft von 10000 N mit einer Anpreßzeit zwischen drei und zehn, insbesondere von fünf Sekunden pro Brett das Auslangen zu finden, wobei die Festigkeits- und Belastungsproben der hergestellten Holzbalken den vorgeschriebenen Anforderungen entsprechen.
- Für die Herstellung der Holzbalken lassen sich beispielsweise bekannte Plattenpressen verwenden, mit denen etwa Schalungsplatten hergestellt werden. Derartige Pressen weisen eine untere und eine obere Preßplatte und längsseitige Preßleisten auf, die zwischen die Platten eingreifen. Die Länge der Preß- und Härtestrecke kann dort beispielsweise fünf Meter betragen. Die Verwendung von Plattenpressen erlaubt eine weitere bevorzugte Ausführungsvariante, gemäß der die Bretter hochkant durch die Preß- und Leimhärtestrecke geführt und mehrere Holzstränge gleichzeitig erzeugt werden, wobei die aneinanderliegenden Bretter zweier Holzstränge nur an ihren voneinander weisenden Seiten beleimt werden. Zwischen den Strängen kann aufgrund der vertikalen Lagenanordnung auch kein Leimübertritt erfolgen.
- Eine bevorzugte Vorrichtung zur Durchführung des Verfahrens weist eine Beleimungsstation zum doppelseitigen bzw. für äußere Bretter zum einseitigen Beleimen, einen Zuführtisch mit einer Vorrichtung für den Einzelvorschub hochkant aufzulegender Bretter und eine Preß- und Leimhärtestation auf, die die erwähnten vierseitigen Preßplatten mit einer Hochfequenzhärteeinrichtung enthält. Für die stirnseitige Krafteinbringung ist als Vorrichtung für den Einzelvorschub erfindungsgemäß am Aufgabeende des Zuführtisches eine an das jeweilige, beleimte Brett stirnseitig anlegbare Preßvorrichtung vorgesehen, die in Strangrichtung und senkrecht dazu bewegbar ist.
- Die Ausbildung einer derartigen Preßvorrichtung wird dabei konstruktiv wesentlich erleichtert, wenn die Anpreßdauer durch zumindest eine der geschilderten Maßnahmen gering gehalten werden kann. Dadurch ist es nämlich weiters möglich, die Preßvorrichtung mit einem einzigen Druckkörper zu versehen, der über die Breite des Stranges verschoben werden kann, und an das jeweilige zuzuführende Brett angesetzt wird. Ein besonderer Vorteil ergibt sich dabei auch bei der im Patentanspruch 2 angeführten Vorgangsweise, da die Quer- und Längsbewegung der Preßvorrichtung nicht durch bereits überstehende angesetzte Bretter behindert wird.
- Da bevorzugt die stirnseitige Nut ohnedies nicht beleimt wird, sieht eine bevorzugte Ausführung der Preßvorrichtung vor, daß sie einen Druckkörper in der Form des eingreifenden Stege aufweist, sodaß der Druckkörper nicht mit einer beleimten Fläche in Berührung kommt. Der Druckkörper kann beispielsweise gefedert an einem in Längsrichtung und in Querrichtung verfahrbaren Schlitten angeordnet sein.
- Nachstehend wird nun die Erfindung an Hand der Figuren der beiliegenden Zeichnungen näher beschrieben.
- Es zeigen:
- Fig. 1 eine schematische Darstellung des Verfahrensablaufes in Draufsicht,
- Fig. 2 eine bevorzugte Stoßverbindung zweier Bretter,
- Fig. 3 eine Variante der Stoßverbindung, und
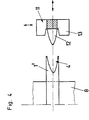
- Fig. 4 schematisch die Draufsicht auf eine stirnseitige Preßvorrichtung für Bretter mit einem Eingriffselement nach Fig. 2.
- Gleich lange Bretter 1, deren Breite der Breite oder Höhe des herzustellenden Holzbalkens 3 entspricht, werden in der die Höhe oder Breite des Holzbalkens 3 ergebenden Anzahl zu einem endlosen Strang verleimt. Davon können dann Holzbalken in jeder gewünschten Länge ohne Abfall abgeschnitten werden. Der Verbund im Strang wird dabei durch Versetzung der Bretter 1 um die Versetzungslänge a erzielt, wobei die Bretter an den Stirnseiten stumpf oder gemäß den Fig. 2 und 3 auch ineinander greifend gestoßen werden können. Die Versetzungslänge a, die Dicke und die Anzahl der Bretter 1 bestimmen die Länge der Bretter, um innerhalb des Stranges gleiche Abstände zwischen den lageweise verbundenen Stößen 2 zu erzielen. Gemäß Fig. 1 besteht der Strang aus 8 Brettern, sodaß deren Länge dem Achtfachen der Versetzungslänge a entspricht. Eine Versetzungslänge von 50 cm führt daher zu einer Bretterlänge von 400 cm, wobei bei einer Dicke von 2 cm, 2,5 cm oder 3 cm Balkenbreiten oder -höhen von 16 cm, 20 cm oder 24 cm erreicht werden.
- Die Bretter werden jeweils im Takt durch eine Preß- und Härtestrecke 7 geschoben, innerhalb der sie in von der Plattenherstellung bekannter Weise durch an vier Seiten ansetzbare Preßelemente 6 (obere und untere Preßplatte, seitliche Preßleisten) verpreßt werden und der Leim durch Anwendung von hochfrequenter Wellenenergie (Mikrowellen) gehärtet wird. Die Vorschublänge pro Takt ist etwas kürzer als die Länge der Preß- und Härtestrecke 7, sodaß eine Überlappung der Preß- und Härtezonen erreicht wird. Während der Verweilzeit in der Preß- und Härtestrecke 7 werden, wie strichliert dargestellt, weitere Bretter 1′, deren Breitseiten mit Leim versehen sind, stirnseitig an die aus der Preß- und Härtestrecke 7 vorstehenden Enden der Bretter 1 angesetzt. Die Bretter 1, 1′ weisen an der vorderen Stirnseite gemäß Fig. 2 eine annäherend keilförmige Nut 4 mit gebauchten Flanken und gemäß Fig. 3 eine parallelflächige Nut 4, und an der hinteren Stirnseite einen jeweils entsprechenden Steg 5 auf, die jeweils parallel zur Breitseite der Bretter 1, 1′ verlaufen.
- Die von einer nicht gezeigten Beleimungsstation kommenden Bretter 1′, in der auch der Steg 5, nicht jedoch die Nut 4 beleimt wird, werden auf dem Zuführtisch 8 einzeln aufgelegt, wobei jedes Brett 1′ jeweils an das in der Preß- und Härtestrecke 7 liegende Brett 1 angesetzt wird, dessen Ende daraus am wenigsten vorsteht. Die Zuführung und Anpressung des Brettes 1′ erfolgt gemäß Fig. 4 mittels einer Preßvorrichtung 11, die einen Druckkörper 12 aufweist. Dieser entspricht in der Formgebung dem Steg 5, sodaß der Druckkörper 12 in die Nut 4 des zuzuführenden Brettes 1′ eingeführt werden kann, wobei bevorzugt vorgesehene Seitenteile 13 das Ende des Brettes 1′ seitlich erfassen. Dadurch wird ein eventuelles Aussplittern der endseitig sehr schmalen Begrenzungszungen der Nut 4 verhindert. Die auf einem bevorzugt überkopf verfahrbaren Schlitten aufgehängte Preßvorrichtung 11 wird nun in Strangrichtung bewegt, wobei sich das Brett 1′ in seine endgültige lageverschiebt und unter Eingriff des Steges 5 in die Nut 4 in das innerhalb der Preß- und Härtestrecke 7 fixierte Brett 1 anpreßt. Dabei wird ein Preßdruck von etwa 10000 N ausgeübt, der zur Verdrängung überschüssigen Leimes aus dem Stoß 2 führt. Aufgrund der gebauchten Querschnittsform der Eingriffselemente 4,5, die die Verdrängung des überschüssigen Leimes beschleunigen, und der Überlappung der beleimten Breitseiten des Brettes 1′ mit den Brettern 1 (Fig. 1) werden Rückfederungskräfte so weit reduziert, daß sie von den Leimschichten an den Breitseiten aufgenommen werden können. Der Preßdruck kann daher nach drei bis zehn Sekunden aufgehoben werden, sodaß die Preßvorrichtung 11 in eine Ausgangsstellung zurückgeführt und zum Vorschub des nächsten Brettes 1′ quer zur Strangrichtung verschoben werden kann.
- Die kurzen Anpreßzeiten erlauben es problemlos, während der Verweilzeit in der Preß- und Härtestrecke von mehreren Minuten eine größere Zahl von Brettern 1′ einzeln zuzuführen, sodaß gleichzeitig mehrere Stränge 3 parallel erzeugt werden können.
Claims (7)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT188387 | 1987-07-24 | ||
| AT1883/87 | 1987-07-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0371978A1 EP0371978A1 (de) | 1990-06-13 |
| EP0371978B1 true EP0371978B1 (de) | 1991-12-11 |
Family
ID=3523082
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88905575A Expired - Lifetime EP0371978B1 (de) | 1987-07-24 | 1988-07-25 | Verfahren und einrichtung zur herstellung eines endlosen holzstranges |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0371978B1 (de) |
| AT (1) | ATE70215T1 (de) |
| DE (1) | DE3866878D1 (de) |
| DK (1) | DK613589A (de) |
| WO (1) | WO1989000909A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020127141A1 (de) | 2020-10-15 | 2022-04-21 | Homag Gmbh | Verfahren zum Fertigen länglicher Werkstücke sowie Fertigungseinrichtung |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4138592C2 (de) * | 1991-01-19 | 1994-03-10 | Rainer Stepanek | Vorrichtung zur Herstellung einer Parkett-Decke |
| AT518249B1 (de) * | 2016-02-16 | 2017-09-15 | Fill Gmbh | Verfahren und Vorrichtung zum Herstellen von Brettschichtholz |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2235341A1 (de) * | 1971-07-22 | 1973-02-22 | Gustav Kaehr Ab | Verfahren zur herstellung von bauteilen fuer parkettsperrholzbretter und vorrichtung zur herstellung derartiger bauteile |
| FR2572669B1 (fr) * | 1984-11-05 | 1988-04-15 | Sagot Gerard | Procede et dispositif pour la fabrication de pieces de bois composees en lamelle-colle |
| FR2576541B1 (fr) * | 1985-01-30 | 1988-07-08 | Henry Gerard | Procede et installation de fabrication en continu de lamelle-colle et produit issu de la mise en oeuvre de ce procede |
-
1988
- 1988-07-25 DE DE8888905575T patent/DE3866878D1/de not_active Expired - Fee Related
- 1988-07-25 EP EP88905575A patent/EP0371978B1/de not_active Expired - Lifetime
- 1988-07-25 WO PCT/AT1988/000055 patent/WO1989000909A1/de active IP Right Grant
- 1988-07-25 AT AT88905575T patent/ATE70215T1/de not_active IP Right Cessation
-
1989
- 1989-12-06 DK DK613589A patent/DK613589A/da not_active Application Discontinuation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020127141A1 (de) | 2020-10-15 | 2022-04-21 | Homag Gmbh | Verfahren zum Fertigen länglicher Werkstücke sowie Fertigungseinrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1989000909A1 (en) | 1989-02-09 |
| DK613589D0 (da) | 1989-12-06 |
| DK613589A (da) | 1989-12-06 |
| DE3866878D1 (de) | 1992-01-23 |
| EP0371978A1 (de) | 1990-06-13 |
| ATE70215T1 (de) | 1991-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AT8276U1 (de) | Verfahren und anlage zum herstellen von bauelementen | |
| EP1877233A2 (de) | Vorrichtung zum trennen eines plastischen tonstranges, mit einer allseitig wirksamen kerbvorrichtung | |
| EP2464473B1 (de) | Verfahren zum vieladrigen entgraten von drahtadern und zugehörige vorrichtung | |
| EP0371978B1 (de) | Verfahren und einrichtung zur herstellung eines endlosen holzstranges | |
| DE3224670C2 (de) | ||
| DE3101649A1 (de) | Verfahren und vorrichtung zur beschleunigung des abbindens der verklebung eines verbundwerkstoffs mit mindestens zwei lamellenfoermigen, miteinander verklebten schichten | |
| DE4421786C1 (de) | Verfahren und Vorrichtung zur Herstellung einer Oberlage für Fertigparkett | |
| DE2920755A1 (de) | Einrichtung und verfahren zum stirnseitigen zusammensetzen von hoelzern mittels keilzinkenverbindungen | |
| DE3713773C2 (de) | Verfahren und Vorrichtung zum kontinuierlichen Anleimen von Furnierstreifen auf Kanten von plattenförmigen Werkstücken | |
| DE3915504A1 (de) | Verfahren und vorrichtung zur herstellung von lamellierten holzstaeben | |
| DE69600789T2 (de) | Verfahren und vorrichtung zur herstellung eines wabenförmigen kernes für wabenförmige verbundplatten | |
| EP0496341A2 (de) | Verfahren und Vorrichtung zur Herstellung einer Parkett-Decke | |
| EP1395378B1 (de) | Anlage zum kontinuierlichen herstellen von bauelementen | |
| DE2523203C2 (de) | Stanzwerkzeug | |
| DE102023116006B3 (de) | Verfahren zum Herstellen von mit Ausschnitten versehenen Brettsperrholzplatten | |
| WO1996014971A1 (de) | Verfahren zur herstellung von beschichteten tafelelementen | |
| DE2163731A1 (de) | Vorrichtung zur rollnahtdichtschweissung der seitenraender von plattenradiatoren | |
| DE3433521C2 (de) | ||
| EP1213108A2 (de) | Verfahren und Vorrichtung zum Herstellen einer Mittellage einer Parkettdiele | |
| AT208060B (de) | Verfahren und Vorrichtung zur fortlaufenden Herstellung eines Plattenbandes | |
| DE19535602A1 (de) | Verfahren und Vorrichtung zur Herstellung von Wabenmaterial | |
| DE2829224C2 (de) | Arbeitsverfahren und Vorrichtung zum diskontinuierlichen Herstellen von Span-, Faser- o.-dgl. Platten | |
| DE2347073C3 (de) | Verfahren zur Herstellung von Mittellagen für Tischlerplatten | |
| DE29717759U1 (de) | Träger aus Holz | |
| DE3341554C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19890710 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19910506 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19911211 Ref country code: SE Effective date: 19911211 Ref country code: GB Effective date: 19911211 Ref country code: FR Effective date: 19911211 Ref country code: NL Effective date: 19911211 Ref country code: BE Effective date: 19911211 |
|
| REF | Corresponds to: |
Ref document number: 70215 Country of ref document: AT Date of ref document: 19911215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3866878 Country of ref document: DE Date of ref document: 19920123 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19920731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930728 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930827 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19940731 Ref country code: LI Effective date: 19940731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950401 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19950714 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19960725 |