EP0363324A1 - Procédé et installation pour la fabrication de produits textiles plats - Google Patents
Procédé et installation pour la fabrication de produits textiles plats Download PDFInfo
- Publication number
- EP0363324A1 EP0363324A1 EP19890810738 EP89810738A EP0363324A1 EP 0363324 A1 EP0363324 A1 EP 0363324A1 EP 19890810738 EP19890810738 EP 19890810738 EP 89810738 A EP89810738 A EP 89810738A EP 0363324 A1 EP0363324 A1 EP 0363324A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sections
- magazine
- band
- weaving
- tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004753 textile Substances 0.000 title claims abstract description 8
- 238000000034 method Methods 0.000 title claims description 13
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000009434 installation Methods 0.000 title claims 5
- 238000009941 weaving Methods 0.000 claims description 31
- 238000009940 knitting Methods 0.000 claims description 19
- 239000000853 adhesive Substances 0.000 claims description 11
- 230000001070 adhesive effect Effects 0.000 claims description 11
- 238000005520 cutting process Methods 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 9
- 238000003825 pressing Methods 0.000 claims description 7
- 238000000926 separation method Methods 0.000 claims description 6
- 239000012790 adhesive layer Substances 0.000 claims description 5
- 229920001169 thermoplastic Polymers 0.000 claims description 4
- 239000004416 thermosoftening plastic Substances 0.000 claims description 4
- 239000004744 fabric Substances 0.000 description 12
- 239000010410 layer Substances 0.000 description 8
- 238000012432 intermediate storage Methods 0.000 description 5
- 238000004026 adhesive bonding Methods 0.000 description 3
- 238000004873 anchoring Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000000059 patterning Methods 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 235000014676 Phragmites communis Nutrition 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H11/00—Non-woven pile fabrics
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23979—Particular backing structure or composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
- Y10T428/24785—Edge feature including layer embodying mechanically interengaged strands, strand portions or strand-like strips [e.g., weave, knit, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
- Y10T428/24793—Comprising discontinuous or differential impregnation or bond
Definitions
- the invention relates to methods and a plant for the production of textile flat bodies.
- Such flat bodies can be used in very different ways, for example as a thermal insulation board, soundproofing board, reinforcement for plastics, filter board and in particular also for the production of pile carpet boards.
- GB-PS 589 908 describes the manufacture of a pile carpet by means of strips, which are created by cutting a fabric web. In the middle of the strips are warp threads, which are applied to a surface by gluing or sewing. The cut weft threads floating freely on the left and right of the warp threads become The pile threads are bent up and form the visible part of the carpet, the density of which is adjusted by the spacing of the stripes. Due to the cumbersome application of the stripes on the substrate, this method has not yet become established.
- DE-PS 830 042 describes a method in which non-woven materials, such as yarns, are pressed into bales, cut into slices and coated or glued to one of the free surfaces.
- FR-OS 2 044 778 pile carpets are described, the pile of which consists of weft-folded fabric webs.
- the fabric sheet is folded zigzag until a block is created. Coated layers are successively cut off from this, so that the formerly floating weft threads are glued in the coating at one end and form the surface of the pile carpet at the other end.
- the mechanical anchoring of the pile threads is also missing here, which leads to a lower durability of the carpet.
- CH-PS 521 114 applies the pile material consisting of fiber sheets in groups across the ribbon-shaped intermediate layers. The fibers are then cut off so that they are flush with one longitudinal edge of the ribbon and protrude beyond the other longitudinal edge of the ribbon. By stacking several layers In this way, pinned threads are formed into blocks from which pile carpet panels can be made by cutting them in layers. Disadvantages of this method were, on the one hand, the lack of mechanical anchoring of the pile threads and, on the other hand, the complicated or complicated positioning of the pile threads on the band-shaped intermediate layers.
- CH-PS 546 564 describes a pile carpet and a method for its production which seeks to improve the above disadvantages.
- the pile now consists of floating weft threads of a fabric web, the warp threads of which are arranged in such a way and incorporate the weft threads in such a way that they form the later base of the pile carpet.
- the fabric web is wound up (docked) in an intermediate step and only cut into strips in a next step and glued to one another in such a way that the warp threads come to lie on one another and form the carpet base, while the floating weft threads form the carpet pile.
- CH-PS 546 564 a major disadvantage of the process of CH-PS 546 564 is based on the fact that wide fabric webs are temporarily stored before gluing, so that they develop during winding up, the intermediate storage and subsequent steps of unwinding and Deform when cut to such an extent that no uniform, reproducible patterning of the final carpet can be achieved. This is made even more difficult by the fact that the fabric web is cut into strips which have weft threads floating freely along the entire length at an edge region. Due to the loose structure of the fabric with relatively large distances of floating weft threads and a small number of warp threads, this quickly tends to warp, which means that successful implementation was not possible.
- the object of the invention is to provide a method and a plant for the production of flat textile articles which enable simple, economical and precise production, so that it is suitable for a patterned pile carpet panel in particular.
- the task is solved by: - The method according to claim 1; and - The system according to claim 2.
- the high precision required when patterning the flat body can be achieved by the method according to claim 1 and the system according to claim 2, since in this system the band produced in the weaving or knitting machine, preferably warp knitting machine, not only firmly integrates the pile threads in ensures the edge section but is also processed directly to the flat body without intermediate storage.
- the entire course of the process, from weaving or knitting to the manufacture of the flat body can be controlled precisely in such a way that it is possible to produce and store strip sections in the magazine in a pattern-perfect manner.
- intermediate storage and at least partially maintaining the belt tension from the weaving or knitting machine to the finishing device not only is great accuracy achieved, but also high strength, since the strength of the woven or knitted edge sections is not disturbed by intermediate storage .
- the system for producing a flat body according to claim 2 is characterized by a number of decisive advantages.
- the fact that the finishing device is connected directly to the weaving or knitting machine means that there is no need for intermediate storage, which otherwise interferes with the structure, and makes it possible to manufacture the flat bodies with high precision and in a reproducible, regular pattern.
- the direct connection of the finishing device enables the web from the weaving or knitting machine to the finishing device to be held in a constant, controllable tension, so that warping of the band is prevented or at least is constant for all band sections. This results in a significantly increased repeat accuracy, which has an advantageous effect both on the strength and on the pattern of the flat body.
- the weaving or knitting machine can be designed in such a way that individual tapes are already produced in the width required for assembly.
- an embodiment according to claim 3 is more advantageous, wherein a wide web is cut into individual bands, double or multiple bands. This cutting can take place at various points in the system, but is preferably carried out in the immediate vicinity of the weaving or knitting point.
- An embodiment according to claim 4 is particularly expedient since the connection of the individual strip sections can be improved by means of the pressing device and in particular it is also ensured that the individual flat bodies each have the same density.
- an embodiment according to claim 5 is more advantageous since the filing is easier here.
- An expedient is therefore appropriate staltung according to claim 6, wherein the heatable walls of the compartment support rapid drying of non-purely mechanical connections of the belt sections.
- the tape sections can be separated from the tape by means of a separating device before they are introduced into the magazine.
- a separating device before they are introduced into the magazine.
- an embodiment according to claim 7 is more advantageous since this improves the accuracy of the manufacture of the flat body.
- Claim 8 describes a particularly advantageous transfer device for introducing the band section into the magazine.
- the band sections can be connected to one another in various ways, it being possible in principle to connect the band sections according to claim 9 or later by coating the back of the stack. It is thus possible to produce the weft threads and / or preferably the warp threads from thermoplastic materials, which are then plasticized by means of a heating device, so that adjacent strip sections stick together. On the other hand, it is also possible to apply a thermoplastic adhesive and to heat the tape sections lying one above the other in such a way that this adhesive becomes plastic and the tape sections bond to one another.
- a system according to claim 11 is also possible, a liquid adhesive layer being applied to the edge sections of the uppermost band section in the compartment of the magazine by the application device, as a result of which the subsequent band section is glued to the one already introduced.
- An embodiment of the system according to claim 12 is particularly advantageous, wherein the hardening of the separation point of the strip avoids chipping after separation and the uniform structure of the strip section is retained.
- a particularly advantageous tensioning device for controlling the tension of the belt between the weaving or warp knitting machine and the magazine is defined in claim 13.
- the warp-free transfer of the tape from the weaving or knitting machine can be improved by an embodiment according to claim 14.
- FIG. 1 shows a flat textile body in a cutout and in a diagrammatic representation with the length L, the width B and the thickness D.
- This flat body is formed from individual strip sections 2 of the type shown in FIG. 2.
- This strip section consists of edge sections 4, in which warp threads 6 are woven or knitted with weft threads 8. The weft threads float between the edge sections 4.
- These band sections 2 are now stacked one above the other and connected to one another at the edge sections 4 in a not purely mechanical manner. This bond can take place either by means of an adhesive layer 10 arranged between the edge sections 4 of adjacent tape sections 2, as shown in FIG.
- the band sections 2 are perpendicular to the main median plane M and the main surfaces H of the flat body.
- the flat textile body of the type shown in FIG. 1 can be used directly as an insulation panel against heat or sound transmission, as a filter panel, as a reinforcement for plastics and the like. From such a flat body, by cutting through the flourishing weft threads 8 along the main center plane M, two mirror-symmetrical pile carpet panels of excellent quality can be produced.
- FIG. 3 shows a further band section 2 1, in which the weft threads 8 floating between the edge sections 4 have a section 14 in the middle part, on which the weft threads 8 are interwoven or knitted by means of further warp threads 6.
- a band section 2 1 can in turn be used to produce a flat body in which a higher strength is achieved by the central section 14.
- a flat body can also be divided into two flat bodies of the type shown in FIG. 1 by cutting along the parting plane 16. These can in turn be used directly or, in the manner mentioned at the outset, can be divided into pile carpet panels by separating along the main central planes M.
- FIG. 4 shows another example of a band section 2 2, in which, in addition to the knitted or woven edge sections 4, two additional sections 14 1 are provided, on which the weft threads 8 are interwoven or knitted by means of warp threads 6. Also, the flat body made from these band sections 22 can either be used directly or cut into four pile carpet panels by severing the flat body formed from the band sections 22 along the central plane 18 and along two further planes 20 which directly adjoin the sections 141, namely on the side facing the edge sections 4.
- FIGs 5 and 6 show a system for producing a flat body.
- This system contains a machine 26, which in the present example is designed as a weaving machine and is used to produce a fabric web 28.
- the weaving machine 26 has the usual structure.
- a shedding device 30 raises and lowers warp threads 6 to form a shed 32 through which a weft thread 8 is inserted.
- a weaving reed 34 is used to stop the weft thread 8.
- the fabric web 28 thus formed is fed via a plurality of rollers 36 to a cutting device 38, which cuts the fabric web 28 into individual bands 42, for example of the type shown in FIG.
- the belts 42 are fed from the weaving machine 26 to a finishing device 46 via various deflecting rollers 44.
- a tensioning device 48 is arranged between the weaving machine 26 and the finishing device 46, which ensures an at least approximately uniform ribbon tension from the weaving machine 26 to the finishing device 46, the ribbon tension in the finishing device at least a fraction, for example half, of the ribbon tension in the weaving machine is.
- the tensioning device 48 contains a dancer roller 50 which is attached to swing arms 52 which cooperate with limit switches 54, 56.
- the limit switches 54, 56 are used to control the system. If, for example, the upper limit switch 54 is actuated by the swing arm 52, then either the speed of the assembly device 46 is reduced or the speed of the weaving machine 26 is increased. If, on the other hand, the swing arm 52 moves against the lower limit switch 56, this means a larger supply loop for the belts 42. Accordingly, actuation of the limit switch 56 in the opposite sense brings about a reduction in the speed of the weaving machine 26 or an increase in the speed of the Assembly device 46.
- the swing arm 52 is adjusted by a weight 58 or a spring so that the belts 42 are always kept under constant tension.
- the dancer roller 50 serves as a buffer for receiving the tapes 42 continuously produced by the weaving machine 26, which tapes are processed in cycles in the finishing device 46.
- the assembly device 46 has counteracting driven feed rollers 60 which grasp the belts and feed them to a support table 62, from which they are gripped by means of a transfer device 64 and transferred in sections to compartments 66 of a magazine 68 and stacked one above the other to form packages 70.
- a separating device 72 assigned to the magazine 68 serves to separate the band sections 2 from the band 42.
- a device 74 for connecting the band sections is present in the magazine.
- a pressing device 76 serves to press the package 70 out of the band sections 2 in the magazine 68.
- a device 78 serves to solidify the bands 42 at the provided separation points for separating the band sections 2 from the bands 42.
- the transfer device 64 has a stamp 80 which can be moved back and forth on rails 82 and ball bearings 84 between the receiving position in front of the magazine 68 on the support table 62 and the magazine 68.
- the stamp On its contact surface 86, the stamp contains various suction openings 88, which are connected to a pump 92 via suction lines 90.
- the stamp 80 contains needles 94 which pierce the strips and are used for taking them along.
- the stamp is provided with grooves 96, into which walls 98 which delimit the compartments of the magazine engage when the packages 70 are pressed, as will be explained in more detail below.
- the separating device 72 contains a ascending and descending knife 100, which takes effect when the transfer device 64 has inserted the belts 42 into the magazine 68.
- the separating device 72 can be adjusted in the direction of the tapes in a manner not shown in order to adjust the length of the tape section stored in the magazine.
- the device 68 for connecting the band sections 2 is also assigned to the magazine 68.
- the device 74 contains nozzles 102 assigned to the edge sections 4 of the band sections 2, which are connected to a pressure vessel 104 and from which adhesive 106 is applied in a line to the edge sections by means of a pump 108.
- the device 74 sweeps over the tape sections synchronously with the movement of the stamp 80 of the transfer device 64, so that the uppermost stored tape section is provided with an adhesive trace immediately before the introduction of a tape or tape section into the magazine.
- the magazine contains a pressing device 76 in order to connect newly inserted tape sections to the packages 70 in the compartments 66 of the magazine 68.
- the magazine 68 contains lifting devices 110, which raise and lower the compartments 66 by the height h.
- the lifting devices 110 are, for example, pneumatically or hydraulically actuated piston / cylinder assemblies 112. In the lowered state, on the one hand the device 74 for applying the adhesive and on the other hand the punch 80 of the transfer device 64 can pass over the magazine or the packages 70 stored in the magazine.
- the lifting device 110 lifts the magazine so that the walls 98 of the compartments 66 engage in the grooves 96 of the stamp 80, as a result of which the introduced band section is pressed onto the package 70.
- the pressing pressure is determined by a resilient base 114 in the compartments 66, which is connected to a piston / cylinder unit 116, which supplies the metered back pressure and brings about a corresponding lowering when the pressure is exceeded.
- the counter pressure can also be generated by the width of the compartments being slightly smaller than the width of the belt sections, so that these are guided in the compartments in a clamping manner.
- the stamp 80 and / or the walls 98 of the compartments 66 can be provided with a heating device, not shown, in order to accelerate the curing or drying of the adhesive.
- a heating device not shown
- the heating device 118 contains a heating coil 120 and a blower 122 with which the hot air can be blown onto the packages 70 in the magazine 68.
- This device can optionally contain separating knives in order to enable the strip sections 2 to be separated from the strips 42 as a replacement for the separating device 72.
- the device 78 for strengthening the tapes at the separation points is designed analogously to the device 74 for connecting the tape sections, but the device 78 for bonding only applies an adhesive layer over a small area of the tape.
- FIG. 17 shows a further embodiment of a finishing device 124, in which the support table 126 consists of a circumferential belt 128, which at the same time also forms the transfer device 130 for the belt sections to the magazine 132.
- Band 128 includes drive pins 134, which grip the strips 42 and pass them under a device 136 for applying an adhesive to a separating device 138 which cut off the strip sections 2 of the desired length from the strips 42.
- the conveyor belt 128 then conveys the belt section 2 under the magazine 132.
- the magazine 132 By lowering the magazine 132, the belt on the conveyor belt 128 is gripped and the package 140 is simultaneously pressed in the magazine 132.
- the magazine 132 is raised, the belt sections 2 are removed from the conveyor belt 128.
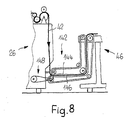
- FIG. 8 shows a transport device 142 arranged between the weaving machine 26 and the finishing device 46, which is formed from two transport belts 144, 146 lying one on top of the other, between which the belt 42 is arranged in such a way that warping of the belt 42 is prevented.
- the conveyor belts are driven synchronously by the weaving machine 26 via a suitable drive 148.
- thermoplastic threads soften and weld to one another.
- the system described is suitable not only for processing strip sections of the type shown in FIGS. 1 to 4, but also for those which have only one woven or knitted edge section and exposed pile threads, that is to say a strip section which runs lengthwise, for example, by cutting through the strip section of FIG the main median plane is formed.
- the band sections can also be connected outside the same, in that a stack of the band sections on the back, i.e. on the main surface, coated with a binder and / or impregnated.
- the flat bodies produced by means of the system can either be further used as the end product or divided into pile carpet panels along the main median plane by the separation mentioned at the beginning.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Carpets (AREA)
- Knitting Of Fabric (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH3700/88 | 1988-10-04 | ||
| CH370088 | 1988-10-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0363324A1 true EP0363324A1 (fr) | 1990-04-11 |
Family
ID=4261641
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890910415 Expired - Lifetime EP0390890B1 (fr) | 1988-10-04 | 1989-09-28 | Installation de fabrication de corps textiles plats |
| EP19890810738 Pending EP0363324A1 (fr) | 1988-10-04 | 1989-09-28 | Procédé et installation pour la fabrication de produits textiles plats |
| EP19890810737 Pending EP0363323A1 (fr) | 1988-10-04 | 1989-09-28 | Produit textile plat et installation pour sa fabrication |
| EP89910416A Withdrawn EP0389603A1 (fr) | 1988-10-04 | 1989-09-28 | Procede et installation de fabrication de corps textiles plats |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890910415 Expired - Lifetime EP0390890B1 (fr) | 1988-10-04 | 1989-09-28 | Installation de fabrication de corps textiles plats |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890810737 Pending EP0363323A1 (fr) | 1988-10-04 | 1989-09-28 | Produit textile plat et installation pour sa fabrication |
| EP89910416A Withdrawn EP0389603A1 (fr) | 1988-10-04 | 1989-09-28 | Procede et installation de fabrication de corps textiles plats |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US5081752A (fr) |
| EP (4) | EP0390890B1 (fr) |
| ES (1) | ES2039953T3 (fr) |
| WO (2) | WO1990004063A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202200012917A1 (it) | 2022-06-17 | 2023-12-17 | Lernia Giulia Silvia Di | Cucina girevole |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH687492B5 (de) * | 1992-08-28 | 1997-06-30 | Textilma Ag | Verfahren und Anlage zur Beschichtung von textilen Flachkoerpern, insbesondere von Teppichplatten. |
| CH686248A5 (de) * | 1992-08-28 | 1996-02-15 | Textilma Ag | Anlage zum Ueberfuehren eines Paketes aus Bandabschnitten in eine Form. |
| US5650303A (en) * | 1993-02-26 | 1997-07-22 | Calgene, Inc. | Geminivirus-based gene expression system |
| EP0791455A3 (fr) * | 1995-12-21 | 1998-05-13 | Ruedi Reinhard | Procédé pour la fabrication en continu d'un tapis |
| AU5114798A (en) * | 1996-12-10 | 1998-07-03 | Ruedi Reinhard | Method for continuous production of a carpet |
| US8596303B1 (en) * | 2012-01-11 | 2013-12-03 | Susan B. Ballenger | Supplementary beater for a handloom |
| US9045846B2 (en) * | 2012-12-05 | 2015-06-02 | Goodrich Corporation | Spiral textile and system for weaving the same |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE579482C (de) | 1928-08-16 | 1933-06-30 | Lea Fabrics Inc | Maschine zur Herstellung von Florgeweben durch Aufkleben geschnittener Fasern |
| GB472707A (en) | 1936-04-27 | 1937-09-29 | Ralph Simpson Allen | Improvements in or relating to a method of and machine for making cemented pile fabric |
| GB589908A (en) | 1944-12-19 | 1947-07-03 | Gustav Michaelis | Improvements in and relating to the production of rugs, carpets and the like |
| US2443358A (en) * | 1944-06-21 | 1948-06-15 | Michaelis Gustav | Production of rugs, carpets and the like |
| DE830042C (de) | 1947-06-11 | 1952-01-31 | Trytdale Rugs Ltd Halton Mills | Verfahren und Vorrichtung zur Herstellung von Teppichen, Decken oder Matten und damit hergestellte Erzeugnisse |
| DE1071040B (de) | 1953-10-02 | 1959-12-17 | Fabric Development Company Limited, Addingham, Yorkshire (Großbritannien) | Verfahren und Vorrichtung zum Herstellen von Tcppichen und anderen Florrzeugnissen |
| CH401892A (de) | 1963-07-05 | 1965-06-15 | Reinhard Rudolf | Teppichartiger Belag, insbesondere für Boden- oder Wandflächen, und Verfahren zu seiner kontinuierlichen Herstellung |
| FR2044778A1 (fr) | 1969-05-10 | 1971-02-26 | Bondi Emanuele | |
| CH521114A (de) | 1969-05-21 | 1971-10-15 | Reinhard Ruedi | Verfahren zur Herstellung eines Florteppichs |
| CH546564A (fr) | 1972-03-23 | 1974-03-15 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1392123A (en) * | 1919-10-31 | 1921-09-27 | Danisi Vito | Embroidery-frame |
| US1411908A (en) * | 1919-11-11 | 1922-04-04 | Cacici Tina | Embroidery frame |
| US1403505A (en) * | 1920-02-02 | 1922-01-17 | Daniel R Landis | Curtain stretcher |
| US2080886A (en) * | 1935-05-24 | 1937-05-18 | Del Roy F Fowler | Upholstery padding |
| US2813550A (en) * | 1956-02-15 | 1957-11-19 | Baumgartner Eduard | Loose reed loom |
| US2985941A (en) * | 1956-10-08 | 1961-05-30 | Minnesota Mining & Mfg | Woof fabric and method of making |
| US3773606A (en) * | 1971-04-16 | 1973-11-20 | Johnson & Johnson | Preformed cross-laid fabric |
-
1989
- 1989-09-28 EP EP19890910415 patent/EP0390890B1/fr not_active Expired - Lifetime
- 1989-09-28 EP EP19890810738 patent/EP0363324A1/fr active Pending
- 1989-09-28 US US07/499,371 patent/US5081752A/en not_active Expired - Fee Related
- 1989-09-28 ES ES89910415T patent/ES2039953T3/es not_active Expired - Lifetime
- 1989-09-28 WO PCT/CH1989/000176 patent/WO1990004063A1/fr not_active Ceased
- 1989-09-28 EP EP19890810737 patent/EP0363323A1/fr active Pending
- 1989-09-28 WO PCT/CH1989/000175 patent/WO1990004062A1/fr not_active Ceased
- 1989-09-28 EP EP89910416A patent/EP0389603A1/fr not_active Withdrawn
-
1990
- 1990-07-20 US US07/499,370 patent/US5168000A/en not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE579482C (de) | 1928-08-16 | 1933-06-30 | Lea Fabrics Inc | Maschine zur Herstellung von Florgeweben durch Aufkleben geschnittener Fasern |
| GB472707A (en) | 1936-04-27 | 1937-09-29 | Ralph Simpson Allen | Improvements in or relating to a method of and machine for making cemented pile fabric |
| US2443358A (en) * | 1944-06-21 | 1948-06-15 | Michaelis Gustav | Production of rugs, carpets and the like |
| GB589908A (en) | 1944-12-19 | 1947-07-03 | Gustav Michaelis | Improvements in and relating to the production of rugs, carpets and the like |
| DE830042C (de) | 1947-06-11 | 1952-01-31 | Trytdale Rugs Ltd Halton Mills | Verfahren und Vorrichtung zur Herstellung von Teppichen, Decken oder Matten und damit hergestellte Erzeugnisse |
| DE1071040B (de) | 1953-10-02 | 1959-12-17 | Fabric Development Company Limited, Addingham, Yorkshire (Großbritannien) | Verfahren und Vorrichtung zum Herstellen von Tcppichen und anderen Florrzeugnissen |
| CH401892A (de) | 1963-07-05 | 1965-06-15 | Reinhard Rudolf | Teppichartiger Belag, insbesondere für Boden- oder Wandflächen, und Verfahren zu seiner kontinuierlichen Herstellung |
| FR2044778A1 (fr) | 1969-05-10 | 1971-02-26 | Bondi Emanuele | |
| CH521114A (de) | 1969-05-21 | 1971-10-15 | Reinhard Ruedi | Verfahren zur Herstellung eines Florteppichs |
| CH546564A (fr) | 1972-03-23 | 1974-03-15 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202200012917A1 (it) | 2022-06-17 | 2023-12-17 | Lernia Giulia Silvia Di | Cucina girevole |
| EP4292474A1 (fr) | 2022-06-17 | 2023-12-20 | Giulia Silvia Di Lernia | Cuisine rotative |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0389603A1 (fr) | 1990-10-03 |
| ES2039953T3 (es) | 1993-10-01 |
| EP0390890B1 (fr) | 1993-03-10 |
| WO1990004063A1 (fr) | 1990-04-19 |
| US5081752A (en) | 1992-01-21 |
| US5168000A (en) | 1992-12-01 |
| WO1990004062A1 (fr) | 1990-04-19 |
| EP0390890A1 (fr) | 1990-10-10 |
| EP0363323A1 (fr) | 1990-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2545782C3 (de) | Verfahren und Vorrichtung zur Herstellung eines Diagonalgeleges | |
| AT517938B1 (de) | Fertigungsanlage zum Legen von Faserbändern | |
| DE69108312T2 (de) | Verfahren und Vorrichtung zur Herstellung glasfaserverstärker Matten. | |
| DE2036417A1 (de) | Faservlies | |
| DE1785717A1 (de) | Vorrichtung zur zufuehrung von faeden zu einer aufbringungsstation | |
| DE2409704A1 (de) | Verfahren und vorrichtung zur herstellung eines netzartigen gebildes aus ungewebten fasern | |
| DE3048422A1 (de) | Verfahren und vorrichtung zum steuern der breite von fasermatten bei deren herstellung | |
| DE3447643C1 (de) | Kettenwirkmaschine mit Magazinschussvorrichtung und auf dieser hergestellte Kettenwirkware | |
| EP0390890B1 (fr) | Installation de fabrication de corps textiles plats | |
| DE3708122C2 (fr) | ||
| DE2856415A1 (de) | Vorrichtung zur herstellung einer lage paralleler faeden | |
| DE2530872B2 (de) | Vorrichtung zum nadeln bahnfoermigen textilmaterials | |
| DE3044361C2 (fr) | ||
| DE69500716T2 (de) | Verfahren und Maschine für die Fabrikation einer blockförmigen Armierung für ein Teil aus Verbundmaterial | |
| DE2633693C3 (de) | Verfahren zum Herstellen eines nichtgewebten Schichtstoffes aus breiten Kett- und Schußbahnen | |
| DE2114859A1 (de) | Verfahren und Einrichtung zur Her stellung eines in einem Bindemittel ein gebundenen, aus Faden, Fasern und der gleichen bestehenden Flores in Bahnform | |
| DE1926951B2 (de) | Verfahren zur Herstellung einer gleichmäßigen Faservliesbahn | |
| DE1635481B2 (de) | Maschine zur herstellung eines endlosen fadengeleges | |
| DE68916059T2 (de) | Vorrichtung und Verfahren zum Querlegen von Fäden für nichtgewobene Stoffbahn und Produkt des Verfahrens. | |
| DE3302337C2 (de) | Verfahren und Vorrichtung zum Kaschieren von Verkleidungen | |
| DE1957941A1 (de) | Verfahren zur Herstellung eines ungewebten Florstoffes | |
| EP0791455A2 (fr) | Procédé pour la fabrication en continu d'un tapis | |
| AT264120B (de) | Verfahren und Vorrichtung zur Herstellung von einschichtigen Platten aus mosaikartig nebeneinandergelegten Holzstäben, insbesondere Kleinparkettleisten | |
| DE1810921C3 (de) | Verfahren zur Herstellung einer elastischen Mattenbahn | |
| DE1635469C3 (de) | Verfahren zur Herstellung von Fadenmatten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): ES |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 19900502 |
|
| XX | Miscellaneous (additional remarks) |
Free format text: VERFAHREN ABGESCHLOSSEN INFOLGE VERBINDUNG MIT 89910415.2/0390890 (EUROPAEISCHE ANMELDENUMMER/VEROEFFENTLICHUNGSNUMMER) VOM 06.02.92. |