EP0348882B1 - Verfahren und Vorrichtung zum Herstellen eines Probestücks für die Qualitätsprüfung wasserlöslicher Lacke - Google Patents
Verfahren und Vorrichtung zum Herstellen eines Probestücks für die Qualitätsprüfung wasserlöslicher Lacke Download PDFInfo
- Publication number
- EP0348882B1 EP0348882B1 EP89111658A EP89111658A EP0348882B1 EP 0348882 B1 EP0348882 B1 EP 0348882B1 EP 89111658 A EP89111658 A EP 89111658A EP 89111658 A EP89111658 A EP 89111658A EP 0348882 B1 EP0348882 B1 EP 0348882B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- infrared radiation
- time
- drying
- air
- lacquer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 27
- 239000003973 paint Substances 0.000 title description 21
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title description 3
- 238000001035 drying Methods 0.000 claims description 46
- 230000005855 radiation Effects 0.000 claims description 17
- 239000004922 lacquer Substances 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 6
- 238000012360 testing method Methods 0.000 claims description 6
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 238000012544 monitoring process Methods 0.000 claims description 4
- 230000003134 recirculating effect Effects 0.000 claims description 3
- 230000001276 controlling effect Effects 0.000 claims 1
- 238000009434 installation Methods 0.000 claims 1
- 230000001105 regulatory effect Effects 0.000 claims 1
- 239000003570 air Substances 0.000 description 42
- 238000007689 inspection Methods 0.000 description 7
- 239000002904 solvent Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 238000007605 air drying Methods 0.000 description 2
- 239000012080 ambient air Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 238000012372 quality testing Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000003776 cleavage reaction Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000643 oven drying Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000007017 scission Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B3/00—Drying solid materials or objects by processes involving the application of heat
- F26B3/28—Drying solid materials or objects by processes involving the application of heat by radiation, e.g. from the sun
- F26B3/283—Drying solid materials or objects by processes involving the application of heat by radiation, e.g. from the sun in combination with convection
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B9/00—Machines or apparatus for drying solid materials or objects at rest or with only local agitation; Domestic airing cupboards
- F26B9/06—Machines or apparatus for drying solid materials or objects at rest or with only local agitation; Domestic airing cupboards in stationary drums or chambers
Definitions
- the invention relates to a method for the quality inspection of water-soluble paints and a device for carrying out this method, namely a heatable drying cabinet or the like with a control device for monitoring manipulated variables.
- Water-soluble or water-dilutable paints are increasingly being used as environmentally friendly air and oven-drying paint systems. These varnishes must have good film-forming properties, form a well-running, perfectly hardening layer on the respective workpiece and, depending on the intended use, be resistant to weather, mechanical or chemical influences in the dry state.
- drying is achieved by simply evaporating the paint solvent, i.e. by physical means, and if necessary additionally by chemical drying, the lacquers hardening through the formation of cross-linked macromolecules.
- the drying temperatures generally used are from 120 ° C to 180 ° C.
- the heat is supplied convectively or by radiation.
- convection ovens are used on the one hand and infrared emitter ovens on the other.
- a first step the basecoat is pre-dried Solvent water is evaporated. This evaporation is faster with radiation dryers than with convection drying. Therefore, electrically heated infrared radiation ovens are used for this process. The solvents and other cleavage products escaping from the paint during predrying must be removed by weakly but sufficiently flushing the oven with fresh air. After drying with infrared radiation, the forced air drying is carried out in the second step.
- US-A-2 391 195 describes an open continuous drying plant for industrial production. It consists of a continuous tunnel with infrared emitter device and a device for a heated circulating operation as well as control devices for monitoring the manipulated variable and a device for controlling the device.
- the object of the present invention is therefore to provide a method for producing a test piece for the quality inspection, in particular of water-soluble paints, in which standardized conditions can be maintained, and an apparatus for carrying out the method, in particular taking into account that the apparatus is compact and for example, can be accommodated in a laboratory room.
- the process for producing a test piece for the quality inspection of water-soluble paints consists of two fundamentally different process steps.
- fresh air is first supplied to a workpiece provided with paint in a closed room and at the same time heated with infrared radiation for a preselected period of time.
- the solvent i.e. the water in the paint to be tested.
- the amount of fresh air supplied per unit of time and the temperature of the workpiece heated with infrared radiation are preselected and can be adapted to the respective requirements.
- the second process step is initiated. It is heated with circulating air, but there is no longer any heating with infrared. Circulated air volume per unit of time and the circulating air temperature are preselected.
- the ambient air temperature is selected so that a desired object temperature in the range from 50 ° C to 90 ° C is established. The conditions are met for a second preselected period.
- the process steps with their general conditions can be selected so that they correspond to those in body painting on an industrial scale.
- a heatable drying cabinet is provided for carrying out the method.
- the drying cabinet consists of a cuboid outer housing which has adjustable feet or the like on its underside. Furthermore, an inner housing is provided, which is mounted in such a way that a space remains between the outer and the inner housing on at least five surfaces.
- a door is provided on one surface of the drying oven, preferably on its front side.
- the door can be designed as a double door for inner and outer housings, so that a corresponding space remains between the door leaves as between the walls of the housing, or it can be designed in one piece.
- a seal is expediently provided at least between the door and the outer housing, and an additional seal can also be attached to the inner housing.
- a device for supplying fresh air is provided on the outer housing, preferably on the rear side thereof.
- the fresh air is heated and reaches the interior of the drying cabinet through openings in the inner housing. From the interior, the exhaust air is led out of the drying cabinet by an appropriate device.
- a device for operation with heated circulating air is provided on the drying cabinet.
- the inlet opening for the fresh air can be provided with a filter device, so that only dust-free air can get into the interior.
- the device for supplying fresh air and the device for recirculating air operation can also form an aggregate.
- infrared heater in the drying cabinet.
- This can consist of infrared radiators in the medium-wave range, which are attached to the inner wall of the drying cabinet, or of heating plates mounted thereon, or of a combined arrangement.
- the infrared emitter device is designed as an infrared cassette
- the infrared radiator device can be installed more preferably as a convertible and interchangeable module. This embodiment makes it possible, on the one hand, to position the infrared radiator device at various points in the interior, for example on a side wall or on the base area, and on the other hand, modules with different radiation power can also be used, depending on the requirements.
- the inner wall of the drying cabinet can be made of reflective material in order to achieve an optimal radiation output.
- Fastening elements can be provided in the drying cabinet, which enable the infrared radiator device to be attached at a multiplicity of positions within the drying cabinet.
- the fastening elements preferably consist of strips arranged on the side walls, onto which the infrared emitter device is pushed. This type of fastening elements is advantageous if the infrared radiator device is designed as a cassette. The cassette can then be used at different distances from the floor surface or the ceiling surface of the drying cabinet and thus enlarge or reduce the space to be heated.
- pairs of strips are also arranged on the ceiling and floor surfaces of the interior, between which the cassette can be pushed, so that irradiation from the sides is also possible.
- both fastening elements for the horizontal and for the vertical insertion of the infrared emitter device are provided in the drying cabinet.
- the infrared radiator device can also be designed as a module with a pivoting device for setting any orientation in the drying room.
- the workpiece to which the lacquer to be tested has been applied can either be placed on the floor of the drying cabinet or can be hung on a suitable device. It has also proven to be advantageous if the workpiece is placed on a grid floor that can be variably positioned in the drying cabinet. For this purpose, support elements are provided on the side walls of the interior, for example. Since the infrared emitter device itself can be positioned very variably, good irradiation of the workpiece is guaranteed in any case.
- the infrared radiator device can be supplied with electrical current via suitable plug contacts and feeders.
- a fixed electrical connection is provided in the infrared radiator device with swiveling device.
- the drying cabinet has a control device for monitoring the manipulated variables.
- the manipulated variables here are the quantity of fresh air, the quantity of circulating air, the circulating air temperature and the operating times for the individual devices.
- the control device comprises regulators, by means of which the manipulated variables can be determined, as well as corresponding sensors for the manipulated variables and display devices for their respective values.
- a sensor and an indicator for the temperature of the workpiece are provided.
- the method for quality testing of water-soluble paints can be carried out efficiently. As this is a one-chamber process and therefore no transport of the test sheets has to be carried out, defined conditions can be met. The reproducibility of the drying conditions, which is the focus of a quality inspection, is save. Due to the compact design of the device, the method can be carried out in the laboratory without difficulty.
- the item number (1) designates the outer housing, which insulates the drying cabinet from the surroundings with a suitable material.
- an area (2) is provided which accommodates the control device for the manipulated variables and the display devices.
- the cabinet stands on adjustable feet (3), which can be used to compensate for any unevenness in the floor and which also allow the cabinet to be set up largely free of vibrations.
- the item numbers (4) denote the inner housing, the inner wall of which is made of reflective material.
- An intermediate space (5) is provided between the inner housing (4) and the outer housing (1).
- On the rear wall of the outer housing there is a device for supplying fresh air (6) and a device for circulating air operation (9), both of which are shown in FIG. 2.
- Fresh air cleaned by means of a dust filter (27) connected upstream of the device (6) is heated and led together with the circulating air into the intermediate space (5), specifically through the opening (11).
- a fan (7) working in front of the opening (25) in the intermediate space (5) ensures an intimate mixing of fresh air and recirculated air and promotes the air mixture to the openings (11).
- the interior (12) is vented through an exhaust air device (8) provided either on the top of the housing or on the back of the housing.
- an infrared radiator device (10) can be pushed between pairs of strips (13, 13a) in such a way that it is arranged parallel to the side walls of the inner housing (4).
- a hook (14) or the like is provided on the ceiling of the inner housing (4) for hanging the workpiece (15).
- the workpiece (15) is introduced through a door (16).
- FIG 3 shows a front view of an embodiment of the device according to the invention.
- the device for supplying fresh air, the device for recirculation mode and the exhaust air device are not shown.
- the interior of the drying cabinet is accessible through a door (16). This is shown here pivoting to the side, but such embodiments are also possible in which the door can be pivoted upwards or downwards or in which the door is designed in combination with a trolley which can be pushed into the interior of the drying cabinet.
- the infrared emitter device (10) is a cassette which is pushed onto strips (17) and emits downwards.
- the workpiece will either be on the bottom of the drying cabinet, or else on a higher positioned grid floor (24), for example as shown in FIG. 4.
- an infrared radiator device (10) is shown, which can be brought into a position (10 ') pivotally and optionally rotatably. All orientations of the infrared radiator device lying between these two positions are also conceivable. It is the same possible to provide a roller track on the inner ceiling, so that the infrared heater device swung down can optionally be moved to the opposite wall. The roller track is not shown in Fig. 4.
- the area (2) comprises the control device for the manipulated variables (18) and display devices for the ambient air temperature (19), for the temperature of the workpiece (20), a status display (21) for the fresh air device, a display (22), the indicates the operation of the infrared radiator device, and a display (23) which indicates the operation of the circulating air device.
- the preselectable values for the two process steps are entered with the aid of the control device for the manipulated variables (18).
- the first preselected time period for the simultaneous operation of infrared heating and fresh air is preferably in a range of up to 2 minutes.
- the amount of fresh air is selected so that there is an air movement of approximately 0.3 m / s.
- the circulating air temperature is preferably specified in the range of 80 ° C, the value is displayed at (19).
- An air movement of 5 to 7 m / s is controlled for the second process step.
- the circulating air temperature can now be selected in the range between 80 ° C and 100 ° C.
- An internal control device handles the processing of the preselected values and the control, in particular of the heating devices.
- the infrared radiator device and fresh air device are operated simultaneously, namely the fresh air device runs with a preselected amount of fresh air.
- the infrared emitter device is switched off and the circulating air device is operated with the new, already preselected value.
- the second process step is carried out for the second preselected time period, which is at least 5 minutes.
- control device switches off all devices of the drying cabinet that are still in operation.
- the workpiece can now be removed.
- the pre-dried basecoat can then be overcoated with clearcoat after cooling.
- the method according to the invention with the device according to the invention thus provides an efficient, fast and inexpensive possibility for the quality inspection of water-soluble paints.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Microbiology (AREA)
- Drying Of Solid Materials (AREA)
Description
- Die Erfindung betrifft ein Verfahren für die Qualitätsprüfung wasserlöslicher Lacke und eine Vorrichtung, um dieses Verfahren durchzuführen, nämlich einen heizbaren Trockenschrank oder dergleichen mit einer Kontrolleinrichtung zum überwachen von Stellgrößen.
- Als umweltfreundliche Luft- und ofentrocknende Lacksysteme werden immer häufiger wasserlösliche bzw. wasserverdünnbare Lacke verwendet. Diese Lacke müssen gute filmbildende Eigenschaften aufweisen, auf dem jeweiligen Werkstück eine gut verlaufende, einwandfrei durchhärtende Schicht bilden und im trockenen Zustand je nach Verwendungszweck gegen Witterungseinflüsse, mechanische oder chemische Einflüsse beständig sein.
- In der Praxis erfolgt das Lacktrocknen in Lacktrocknungsöfen mit Wärmeeinwirkung. Die Qualität eines Lackes kann daher nur im Zusammenhang mit dem jeweiligen Trocknungsverfahren gesehen werden.
- Je nach der Lackart erreicht man die Trocknung durch einfaches Abdunsten der Lacklösungsmittel, d.h. auf physikalischem Wege, und ggfs. zusätzlich durch chemische Trocknung, wobei die Lacke durch das Entstehen vernetzter Makromoleküle erhärten. Die im allgemeinen angewendeten Trockentemperaturen liegen bei 120°C bis 180°C.
- Die Wärme wird dabei konvektiv oder durch Strahlung zugeführt. Zumeist werden Umluftöfen einerseits und Infrarot-Strahleröfen andererseits verwendet.
- Bei der Karosserielackierung, also in dem Bereich, in dem wasserlösliche Lacke in Zukunft vermehrt eingesetzt werden sollen, werden nach dem Auftrag des Basislackes zwei Trockenschritte nacheinander vollzogen. In einem ersten Schritt wird der Basislack vorgetrocknet, wobei das Lösemittel Wasser verdunstet wird. Dieses Verdunsten geht bei Strahlungstrocknern schneller vor sich als bei Konvektionstrocknung. Daher werden für diesen Vorgang elektrisch beheizte Infrarot-Strahlungsöfen eingesetzt. Dabei müssen die bei der Vortrocknung aus dem Lack entweichenden Lösemittel und sonstigen Spaltprodukte durch schwaches, aber ausreichendes Durchspülen des Ofens mit Frischluft abgeführt werden. Nach dem Antrocknen mittels Infrarot-Strahlung wird sofort im zweiten Schritt die Umlufttrocknung durchgeführt.
- Da im Interesse einer rationellen Fertigung Durchlauftrockenöfen bevorzugt werden, werden die beiden Schritte in verschiedenen hintereinandergeschalteten Trockenzonen vorgenommen.
- Die US-A-2 391 195 beschreibt eine offene Durchlauftrocknungsanlage für die industrielle Produktion. Sie besteht aus einem Durchlauftunnel mit Infrarotstrahlervorrichtung und einer Vorrichtung für einen beheizten Umlaufbetrieb sowie Kontrolleinrichtungen zum überwachen der Stellgröße und einer Einrichtung zum Steuern der Vorrichtung.
- Für die Qualitätsprüfung wasserlöslicher Lacke ist dieses Zwei-Schritt-Verfahren mit Trocknungsvorgängen, die in verschiedenen Trockenzonen vorgenommen werden, ungünstig. Ein großer Nachteil ist darin zu sehen, daß eine Durchlauf-Trockenanlage der oben beschriebenen Art viel Raum beansprucht und auch dann nur schwer in einem Laboratorium installiert werden kann, wenn die Qualität des Lackes nur mit kleinen Werkstücken getestet werden soll. Eine weniger aufwendige Vorrichtung, bei der zwei voneinander getrennte öfen verwendet werden, hat den Nachteil, daß beim Transport des Werkstücks von einem Ofen zum anderen die Gefahr besteht, daß sich Verunreinigungen auf der noch nicht ausgehärteten Lackschicht ablagern. Weiterhin werden durch den Transport nicht definierte Randbedingungen geschaffen, die bei einer Qualitätsprüfung unerwünscht sind. So kann zum Beispiel die Transportdauer unterschiedlich sein, oder es treten Effekte durch die Umgebungstemperatur auf. Bei wasserlöslichen Lacken ergibt sich zusätzlich das Problem des Einflusses der Luftfeuchtigkeit.
- Aufgabe der vorliegenden Erfindung ist es daher, ein Verfahren zum Herstellen eines Probestücks für die Qualitätsprüfung insbesondere wasserlöslicher Lacke anzugeben, bei dem standardisierte Bedingungen eingehalten werden können, sowie eine Vorrichtung zum Durchführen des Verfahrens, wobei insbesondere berücksichtigt werden soll, daß die Vorrichtung kompakt ist und beispielsweise in einem Laborraum untergebracht werden kann.
- Erfindungsgemäß wird diese Aufgabe durch das in den Patentansprüchen 1 und 2 beschriebene Verfahren sowie die im Patentanspruch 5 beschriebene Vorrichtung gelöst.
- Das Verfahren zum Herstellen eines Probestücks für die Qualitätsprüfung wasserlöslicher Lacke besteht aus zwei grundsätzlich unterschiedlichen Verfahrensschritten. Im ersten Schritt wird einem mit Lack versehenen Werkstück in einem abgeschlossenen Raum zuerst Frischluft zugeführt und gleichzeitig mit Infrarot-Strahlung für eine vorgewählte Zeitdauer geheizt. Während dieses Verfahrensschrittes wird hauptsächlich das Lösemittel, also das Wasser im zu prüfenden Lack, verdampft. Die zugeführte Frischluftmenge pro Zeiteinheit und die Temperatur des mit Infrarot-Strahlung geheizten Werkstückes sind vorgewählt und können den jeweiligen Erfordernissen angepaßt werden.
- Nach einer vorgewählten Zeitdauer wird der zweite Verfahrensschritt eingeleitet. Es wird mit Umluft geheizt, jedoch findet keine Heizung mit Infrarot mehr statt. Umluftmenge pro Zeiteinheit sowie die Umlufttemperatur sind vorgewählt. In diesem zweiten Verfahrensschritt wird die Umlufttemperatur so gewählt, daß sich eine gewünschte Objekttemperatur im Bereich von 50°C bis 90°C einstellt. Die Bedingungen werden für eine zweite vorgewählte Zeitdauer eingehalten.
- Die Verfahrensschritte mit ihren Rahmenbedingungen können so gewählt werden, daß sie denen bei der Karosserielackung im industriellen Maßstab entsprechen.
- Zum Durchführen des Verfahrens ist ein heizbarer Trockenschrank vorgesehen.
- Der Trockenschrank besteht aus einem quaderförmigen äußeren Gehäuse, das an seiner Unterseite Stellfüße oder ähnliches aufweist. Ferner ist ein inneres Gehäuse vorgesehen, das so angebracht ist, daß zwischen dem äußeren und dem inneren Gehäuse an mindestens fünf Flächen ein Zwischenraum verbleibt.
- An einer Fläche des Trockenofens, bevorzugt an seiner Vorderseite, ist eine Tür vorgesehen. Die Tür kann als Doppeltür für Innen-und Außengehäuse ausgebildet sein, so daß zwischen den Türblättern ein entsprechender Zwischenraum wie zwischen den Wänden des Gehäuses verbleibt, oder sie kann einteilig ausgebildet sein. Zweckmäßig ist mindestens zwischen Tür und Außengehäuse eine Dichtung vorgesehen, eine zusätzliche Dichtung kann auch am Innengehäuse angebracht sein.
- Am äußeren Gehäuse, bevorzugt an dessen Rückseite ist eine Vorrichtung zum Zuführen von Frischluft vorgesehen. Die Frischluft wird beheizt und gelangt durch Öffnungen im inneren Gehäuse in den Innenraum des Trockenschranks. Vom Innenraum her wird die Abluft durch eine entsprechende Vorrichtung aus dem Trockenschrank herausgeführt. Weiterhin ist am Trockenschrank eine Vorrichtung für den Betrieb mit beheizter Umluft vorgesehen.
- Die Einlaßöffnung für die Frischluft kann mit einer Filtervorrichtung versehen sein, so daß nur möglichst staubfreie Luft in den Innenraum gelangen kann. Die Vorrichtung zum Zuführen von Frischluft und die Vorrichtung für den Umluftbetrieb können auch ein Aggregat bilden.
- Im Trockenschrank befindet sich weiterhin eine Infrarotstrahler-Vorrichtung. Diese kann aus Infrarotstrahlern im Mittelwellenbereich bestehen, die an der Innenwand des Trockenschranks angebracht sind oder aus daran montierten Heizplatten oder aus einer kombinierten Anordnung.
- In einer bevorzugten Ausführungsform ist die Infrarotstrahler-Vorrichtung als Infrarot-Kassette ausgebildet, wobei die Infrarot strahler-Vorrichtung weiter bevorzugt als umstellbares und auswechselbares Modul eingebaut werden kann. Diese Ausführungsform ermöglicht es einerseits, die Infrarotstrahler-Vorrichtung an verschiedenen Stellen im Innenraum zu positionieren, beispielsweise an einer Seitenwand oder an der Grundfläche, andererseits können auch je nach Erfordernissen Module mit unterschiedlicher Strahlungsleistung verwendet werden.
- Um eine optimale Ausbeute der Strahlungsleistung zu erzielen, kann die Innenwand des Trockenschranks aus reflektierendem Material bestehen.
- Im Trockenschrank können Befestigungselemente vorgesehen sein, die es ermöglichen, die Infrarotstrahler-Vorrichtung an einer Vielzahl von Positionen innerhalb des Trockenschranks anzubringen. Bevorzugt bestehen die Befestigungselemente aus an den Seitenwänden angeordneten Leisten, auf die die Infrarotstrahler-Vorrichtung geschoben wird. Diese Art der Befestigungselemente ist dann von Vorteil, wenn die Infrarotstrahler-Vorrichtung als Kassette ausgebildet ist. Die Kassette kann dann in unterschiedlichen Abständen von der Bodenfläche oder der Deckenfläche des Trockenschranks eingesetzt werden und so den zu beheizenden Raum vergrößern oder verkleinern.
- In einer weiter bevorzugten Ausführungsform sind auch an Decken- und Bodenfläche des Innenraums Leistenpaare angeordnet, zwischen die die Kassette geschoben werden kann, so daß auch eine Bestrahlung von den Seiten her möglich ist.
- Selbstverständlich ist es auch möglich, daß im Trockenschrank sowohl Befestigungselemente für das waagerechte als auch für das senkrechte Einsetzen der Infrarotstrahler-Vorrichtung vorgesehen sind.
- Die Infrarotstrahler-Vorrichtung kann auch als Modul mit Schwenkeinrichtung zum Einstellen einer beliebigen Orientierung im Trockenraum ausgebildet sein.
- Das Werkstück, auf das der zu prüfende Lack aufgebracht worden ist, kann entweder auf den Boden des Trockenschranks gelegt werden oder auch an einer entsprechenden Vorrichtung aufgehängt werden. Es hat sich auch als vorteilhaft erwiesen, wenn das Werkstück auf einen Gitterboden gelegt wird, der variabel im Trockenschrank positioniert werden kann. Dazu sind beispielsweise an den Seitenwänden des Innenraums Auflageelemente vorgesehen. Da die Infrarotstrahler-Vorrichtung selbst sehr variabel positioniert werden kann, wird eine gute Bestrahlung des Werkstücks auf jeden Fall gewährleistet.
- Die Infrarotstrahler-Vorrichtung kann über geeignete Steckkontakte und Zuführungen mit elektrischem Strom versorgt werden. Bei der Infrarotstrahler-Vorrichtung mit Schwenkeinrichtung ist eine feste elektrische Verbindung vorgesehen.
- Der Trockenschrank weist eine Kontrolleinrichtung zum überwachen der Stellgrößen auf. Stellgrößen sind hier Frischluftmenge, Umluftmenge, Umlufttemperatur und die Betriebszeiten für die einzelnen Vorrichtungen. Die Kontrollvorrichtung umfaßt Regler, mittels derer die Stellgrößen festgelegt werden können, sowie entsprechende Fühler für die Stellgrößen und Anzeigevorrichtungen für deren jeweiligen Wert. Außerdem ist ein Fühler und eine Anzeigevorrichtung für die Temperatur des Werkstücks vorgesehen.
- Für das durchzuführende Verfahren hat es sich als zweckmäßig erwiesen, die Innenmaße des Trockenschranks so auszulegen, daß zwei Werkstücke bzw. Prüfbleche darin Platz finden.
- Mit der erfindungsgemäßen Vorrichtung kann das Verfahren zur Qualitätsprüfung wasserlöslicher Lacke effizient durchgeführt werden. Da es sich hierbei um ein Einkammerverfahren handelt und somit kein Transport der Prüfbleche vorgenommen werden muß, können definierte Bedingungen eingehalten werden. Die Reproduzierbarkeit der Trockenbedingungen, die bei einer Qualitätsprüfung im Vordergrund steht, ist gesichert. Durch die kompakte Bauweise der Vorrichtung kann das Verfahren ohne Schwierigkeiten im Labor durchgeführt werden.
- Im folgenden wird die Erfindung anhand von beispielshaften Zeichnungen näher erläutert. Es zeigt
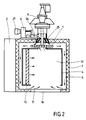
- Fig. 1 eine Ansicht im Längsschnitt der erfindungsgemäßen Vorrichtung mit senkrecht installierter Infrarot-Kassette und einem im Innenraum aufgehängten Werkstück,
- Fig. 2 einen Schnitt längs der Linie A-A aus Fig. 1, wobei aber das Werkstück nicht dargestellt ist,
- Fig. 3 die Frontansicht einer anderen Ausführungsform der erfindungsgemäßen Vorrichtung mit waagerecht angebrachter Infrarot-Kassette,
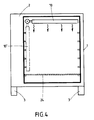
- Fig. 4 die Frontansicht einer weiteren Ausführungsform der erfindungsgemäßen Vorrichtung mit schwenkbarer Infrarotstrahler-Vorrichtung sowie einem eingelegten Gitterboden.
- Die Fig. 1 zeigt einen Längsschnitt der erfindungsgemäßen Vorrichtung. Mit der Positionsziffer (1) wird das äußere Gehäuse bezeichnet, das durch ein geeignetes Material den Trockenschrank wärmemäßig von der Umgebung isoliert. Daneben ist ein Bereich (2) vorgesehen, der die Kontrollvorrichtung für die Stellgrößen sowie die Anzeigevorrichtungen aufnimmt. Der Schrank steht auf Stellfüssen (3), mit denen gegebenenfalls Bodenunebenheiten ausgeglichen werden können und die auch ein weitgehend erschütterungsfreies Aufstellen des Schranks ermöglichen. Die Positionsziffern (4) bezeichnet das innere Gehäuse, dessen Innenwand aus reflektierendem Material besteht. Zwischen innerem Gehäuse (4) und äußerem Gehäuse (1) ist ein Zwischenraum (5) vorgesehen. An der Rückwand des äußeren Gehäuses befindet sich eine Vorrichtung zum Zuführen von Frischluft (6) sowie eine Vorrichtung für den Umluftbetrieb (9), beide sind in Fig. 2 dargestellt. Die mittels eines der Vorrichtung (6) vorgeschalteten Staubfilters (27) gereinigte Frischluft wird beheizt und zusammen mit der Umluft in den Zwischenraum (5) geführt, und zwar durch die öffnung (11). Ein vor der Öffnung (25) im Zwischenraum (5) arbeitender Ventilator (7) sorgt für eine innige Vermischung von Frischluft und Umluft und fördert das Luftgemisch zu den Öffnungen (11). Der Innenraum (12) wird durch eine entweder and der Gehäuseoberseite oder an der Gehäuserückseite vorgesehene Abluftvorrichtung (8) entlüftet. Im Innenraum (12) des Trockenschranks kann eine Infrafortstrahler-Vorrichtung (10) so zwischen Leistenpaare (13,13a) geschoben werden, daß sie parallel zu den Seitenwänden des inneren Gehäuses (4) angeordnet ist. Eine solche Anordnung kann dann günstig sein, wenn das Werkstück aufgehängt ist, so daß die Infrarotstrahlen senkrecht auf die Oberfläche des Werkstücks auftreffen. Zum Aufhängen des Werkstücks (15) ist an der Decke des inneren Gehäuses (4) ein Haken (14) oder dergleichen vorgesehen. Das Werkstück (15) wird durch eine Tür (16) eingebracht.
- Die Fig. 3 zeigt eine Frontansicht einer Ausführungsform der erfindungsgemäßen Vorrichtung. Die Vorrichtung zum Zuführen von Frischluft, die Vorrichtung für Umluftbetrieb sowie die Abluft-Vorrichtung sind nicht dargestellt.
- Der Innenraum des Trockenschranks ist durch eine Tür (16) zugänglich. Diese ist hier zur Seite schwenkbar dargestellt, es sind aber auch solche Ausführungsformen möglich, bei denen die Tür nach oben oder unten schwenkbar ist oder bei denen die Tür in Kombination mit einem Wagen ausgebildet ist, der in den Innenraum des Trockenschranks geschoben werden kann.
- In der dargestellten Ausführungsform ist die Infrarotstrahler-Vorrichtung (10) eine Kassette, die auf Leisten (17) geschoben ist und nach unten abstrahlt. Bei dieser Anordnung wird sich das Werkstück entweder auf dem Boden des Trockenschranks befinden, oder aber auch auf einem höher positionierten Gitterboden (24), zum Beispiel wie in Fig. 4 dargestellt. In dieser Figur ist eine Infrarotstrahler-Vorrichtung (10) dargestellt, die in eine Position (10′) schwenk- und gegebenenfalls drehbar zu bringen ist. Auch sämtliche zwischen diese beiden Positionen liegenden Orientierungen der Infrarotstrahler-Vorrichtung sind denkbar. Ebenso ist es möglich, eine Rollschiene an der Innendecke vorzusehen, so daß die nach unten abgeschwenkte Infrarotstrahler-Vorrichtung wahlweise auch an die gegenüberliegende Wand gefahren werden kann. Die Rollschiene ist in Fig. 4 nicht dargestellt.
- Der Bereich (2) umfaßt die Kontrollvorrichtung für die Stellgrößen (18) sowie Anzeigevorrichtungen für die Umlufttemperatur (19), für die Temperatur des Werkstücks (20), eine Statusanzeige (21) für die Frischluft-Vorrichtung, eine Anzeige (22), die den Betrieb der Infrarotstrahler-Vorrichtung anzeigt, sowie eine Anzeige (23), die den Betrieb der Umluft-Vorrichtung anzeigt.
- Mit Hilfe der erfindungsgemäßen Vorrichtung wird das Verfahren zur Qualitätsprüfung wasserlöslicher Lacke wie im folgenden beschrieben durchgeführt.
- Mit Hilfe der Kontrollvorrichtung für die Stellgrößen (18) werden die vorwählbaren Werte für die zwei Verfahrensschritte eingegeben. Die erste vorgewählte Zeitdauer für den gleichzeitigen Betrieb von Infrarotheizung und Frischluft liegt vorzugsweise in einem Bereich bis 2 Minuten. Die Frischluftmenge wird so gewählt, daß sich eine Luftbewegung von ungefähr 0,3 m/s ergibt. Die Umlufttemperatur wird vorzugsweise im Bereich von 80°C vorgegeben, der Wert wird bei (19) angezeigt. Für den zweiten Verfahrensschritt wird eine Luftbewegung von 5 bis 7 m/s angesteuert. Die Umlufttemperatur kann jetzt im Bereich zwischen 80°C und 100°C vorgewählt werden.
- Nachdem alle diese Werte vorgewählt sind, wird das Verfahren gestartet.
- Eine interne Steuervorrichtung übernimmt die Verarbeitung der vorgewählten Werte und die Steuerung insbesondere der Heizvorrichtungen. Für die erste vorgegebene Zeitdauer werden Infrarotstrahler-Vorrichtung und Frischluft-Vorrichtung gleichzeitig betrieben, und zwar läuft die Frischluft-Vorrichtung mit einer vorgewählten Frischluftmenge. Nach Ablauf der ersten vorgewählten Zeitdauer wird die Infrarotstrahler-Vorrichtung abgeschaltet und die Umluft-Vorrichtung mit dem neuen bereits vorgewählten Wert betrieben. Der zweite Verfahrensschritt wird für die zweite vorgewählte Zeitdauer durchgeführt, die mindestens 5 Minuten beträgt.
- Der Betrieb der Infrarotstrahler-Vorrichtung bzw. der Frischluft-Vorrichtung wird bei (22) und (21) angezeigt.
- Nach Ablauf der zweiten vorgewählten Zeitdauer schaltet die Steuervorrichtung sämtliche sich noch in Betrieb befindliche Vorrichtungen des Trockenschranks aus. Das Werkstück kann nun entnommen werden. Der so vorgetrocknete Basislack kann dann nach Abkühlung mit Klarlack überlackiert werden.
- Das erfindungsgemäße Verfahren mit der erfindungsgemäßen Vorrichtung liefert also eine effiziente, schnelle und kostengünstige Möglichkeit zur Qualitätsprüfung wasserlöslicher Lacke.
Claims (13)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3821848 | 1988-06-29 | ||
| DE3821848A DE3821848C1 (de) | 1988-06-29 | 1988-06-29 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0348882A2 EP0348882A2 (de) | 1990-01-03 |
| EP0348882A3 EP0348882A3 (en) | 1990-11-28 |
| EP0348882B1 true EP0348882B1 (de) | 1992-05-20 |
Family
ID=6357465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89111658A Expired - Lifetime EP0348882B1 (de) | 1988-06-29 | 1989-06-27 | Verfahren und Vorrichtung zum Herstellen eines Probestücks für die Qualitätsprüfung wasserlöslicher Lacke |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0348882B1 (de) |
| DE (2) | DE3821848C1 (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3821848C1 (de) * | 1988-06-29 | 1989-02-16 | Herberts Gmbh, 5600 Wuppertal, De | |
| DE4324488C2 (de) * | 1993-07-21 | 1998-02-05 | Flaekt Ab | Verfahren und Heißluft-Trockner zur Trocknung beschichteter Oberflächen |
| DE4336857A1 (de) * | 1993-10-28 | 1995-05-04 | Bayerische Motoren Werke Ag | Verfahren zum Trocknen von Automobillacken |
| DE4336856A1 (de) * | 1993-10-28 | 1995-05-04 | Bayerische Motoren Werke Ag | Verfahren zum Trocknen von Automobillacken |
| AT403518B (de) * | 1993-12-01 | 1998-03-25 | Hoffmann Friedrich | Verfahren und einrichtung zum trocknen und/oder aushärten von beschichtungen |
| DE19628831A1 (de) * | 1996-07-17 | 1998-01-22 | Basf Lacke & Farben | Labortrockner |
| DE19720065C1 (de) * | 1997-05-14 | 1998-12-17 | Helmut Fresenberger | Ofen zum Trocknen von lackierten Proben |
| JP3735769B2 (ja) * | 1998-07-30 | 2006-01-18 | 大東製機株式会社 | 乾燥装置、乾燥装置集合体及び乾燥方法 |
| US6035547A (en) * | 1998-08-17 | 2000-03-14 | Chrysler Corporation | Water-borne basecoat flash process |
| DE10045878A1 (de) * | 2000-09-14 | 2002-03-28 | Buehler Ag | Doppelhüllen-Trockner |
| DE102009021004A1 (de) * | 2009-04-24 | 2010-10-28 | Dürr Systems GmbH | Trocknungs- und/oder Härtungsanlage |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2391195A (en) * | 1943-03-16 | 1945-12-18 | J O Ross Engineering Corp | Drier |
| FR914329A (fr) * | 1945-04-13 | 1946-10-04 | Dispositif de cloche étuve à éléments articulés supportant des lampes, permettant le séchage de véhicules de différents calibres | |
| GB618978A (en) * | 1946-10-24 | 1949-03-02 | Gen Electric Co Ltd | Improvements in or relating to infra-red electric heating apparatus |
| FR1023325A (fr) * | 1950-06-24 | 1953-03-17 | R G Ets | Séchoir à rayons infra-rouges |
| CH303000A (de) * | 1952-04-17 | 1954-11-15 | Winkler Fallert & Co Maschf | Vorrichtung zum Trocknen von Stereotypiematrizen mittels Infrarotstrahlen. |
| FR1384391A (fr) * | 1964-02-22 | 1965-01-04 | étuve de séchage pour échantillons de peinture ou autres applications | |
| US4043048A (en) * | 1976-01-28 | 1977-08-23 | Veater Vallon C | Laboratory drying oven and method |
| US4218831A (en) * | 1978-11-28 | 1980-08-26 | Westinghouse Electric Corp. | Continuous ultraviolet curing system |
| DE3406789C1 (de) * | 1984-02-24 | 1989-07-20 | Adolf 7251 Weissach Berkmann | Verfahren zum Trocknen von insbesondere pulverbeschichteten Werkstuecken durch Infrarotstrahlung |
| SE453222B (sv) * | 1985-08-15 | 1988-01-18 | Tri Innovations Ab | Vermebehandlingsugn |
| DE3821848C1 (de) * | 1988-06-29 | 1989-02-16 | Herberts Gmbh, 5600 Wuppertal, De |
-
1988
- 1988-06-29 DE DE3821848A patent/DE3821848C1/de not_active Expired
-
1989
- 1989-06-27 DE DE8989111658T patent/DE58901459D1/de not_active Expired - Fee Related
- 1989-06-27 EP EP89111658A patent/EP0348882B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0348882A3 (en) | 1990-11-28 |
| DE3821848C1 (de) | 1989-02-16 |
| DE58901459D1 (de) | 1992-06-25 |
| EP0348882A2 (de) | 1990-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0348882B1 (de) | Verfahren und Vorrichtung zum Herstellen eines Probestücks für die Qualitätsprüfung wasserlöslicher Lacke | |
| DE69301001T2 (de) | Lackierkabine und Verfahren zur Beschleunigung der Verdampfung des Verdünners aus einer Beschichtung auf einer Plattenoberfläche | |
| DE3148196A1 (de) | Verfahren und vorrichtung zur verwendung bei oberflaechenbehandlung von gegenstaenden | |
| EP0706021A1 (de) | Trockner für eine Lackieranlage | |
| DE60020601T2 (de) | Lacktrocknungssystem | |
| EP0825403A2 (de) | Labortrockner | |
| DE102004025525B3 (de) | Verfahren und Vorrichtung zum Trocknen von Gegenständen, insbesondere von lackierten Fahrzeugkarosserien | |
| DE69414138T2 (de) | Vorrichtung zum automatischen spruehen und einbrennen von prueftafeln | |
| EP1651359A2 (de) | Vorrichtung zur aushärtung einer aus einem material, das unter elektromagnetischer strahlung aushärtet, insbesondere aus einem uv-lack oder thermisch aushärtendem lack bestehenden beschichtung eines gegenstandes | |
| DE10354165B3 (de) | Vorrichtung und Verfahren zur Aushärtung einer Beschichtung in einem Schutzgas | |
| DE6932576U (de) | Geraet zur automatischen behandlung kleiner teile, insbesondere zum lackieren der laeufer fuer reissverschluesse | |
| DE102004023538B4 (de) | Vorrichtung zur Aushärtung einer aus einem Material, das unter elektromagnetischer Strahlung aushärtet, insbesondere aus einem UV-Lack oder thermisch aushärtendem Lack bestehenden Beschichtung eines Gegenstandes | |
| WO2005015102A2 (de) | Vorrichtung zur aushärtung einer aus einem material, das unter elektromagnetischer strahlung aushärtet, insbesondere aus einem uv-lack oder aus einem thermisch aushärtenden lack, bestehenden beschichtung eines gegenstandes | |
| EP1681102B1 (de) | Verfahren und Vorrichtung zum Trocknen von Lackschichten | |
| DE19503775C1 (de) | Verfahren zur Trocknung von Lacken mittels Infrarotstrahlern | |
| DE102004043909A1 (de) | Erwärmungsvorrichtung für Proben auf dem Gebiet der Life-Science | |
| DE10147199A1 (de) | Verfahren und Vorrichtung zur Konvektionsstrocknung von Lackschichten | |
| DE102011119733A1 (de) | Infrarot-Trocknungsanlage | |
| DE102010012534B4 (de) | Anlage zum Beschichten von Gegenständen und Aushärten der Beschichtung mit elektromagnetischer Strahlung | |
| EP1395784B1 (de) | Verfahren und einrichtung zum trocknen | |
| DE10242352B4 (de) | Verfahren zur Trocknung eines feuchtigkeitshaltigen Materials und Vorrichtung zur Durchführung des Verfahrens | |
| DE4418608A1 (de) | Mikrowellen-Vakuum-Trocknungsvorrichtung sowie Trocknungsverfahren | |
| DE892541C (de) | Verfahren und Einrichtung zur Behandlung von Getreide, Huelsenfruechten od. dgl. | |
| DE2745179A1 (de) | Verfahren und vorrichtung zum chargenweisen mischen, trocknen und/oder granulieren von schuettguetern | |
| DE102015103600A1 (de) | Verfahren zur Aufbereitung von Bohrschlamm |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE ES FR GB IT SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE DE ES FR GB IT SE |
|
| RHK1 | Main classification (correction) |
Ipc: F26B 3/30 |
|
| 17P | Request for examination filed |
Effective date: 19901220 |
|
| 17Q | First examination report despatched |
Effective date: 19910225 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19920520 Ref country code: GB Effective date: 19920520 Ref country code: SE Effective date: 19920520 Ref country code: BE Effective date: 19920520 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19920520 |
|
| REF | Corresponds to: |
Ref document number: 58901459 Country of ref document: DE Date of ref document: 19920625 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19921009 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930302 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |