EP0284784A2 - Düsenpaket zum Spinnen von Bikomponentenfäden mit Kern-Mantel-Struktur - Google Patents
Düsenpaket zum Spinnen von Bikomponentenfäden mit Kern-Mantel-Struktur Download PDFInfo
- Publication number
- EP0284784A2 EP0284784A2 EP88102885A EP88102885A EP0284784A2 EP 0284784 A2 EP0284784 A2 EP 0284784A2 EP 88102885 A EP88102885 A EP 88102885A EP 88102885 A EP88102885 A EP 88102885A EP 0284784 A2 EP0284784 A2 EP 0284784A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- nozzles
- plate
- channels
- intermediate plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000306 component Substances 0.000 claims abstract description 15
- 239000008358 core component Substances 0.000 claims abstract description 8
- 238000009826 distribution Methods 0.000 claims abstract description 8
- 241000446313 Lamella Species 0.000 claims abstract description 6
- 238000009987 spinning Methods 0.000 claims description 6
- 230000007423 decrease Effects 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 3
- 239000002184 metal Substances 0.000 description 2
- 238000005253 cladding Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
Definitions
- Synthetic bicomponent threads with a core-sheath structure are produced in order to combine the advantageous properties of different components.
- a polymer with high strength and low elongation as the core, and as a sheath a polymer that gives the thread good dyeability or a pleasant feel.
- a defined thread structure is required, in which the jacket coaxially envelops the core in a constant thickness. This requirement can be easily met with complicated nozzle arrangements.
- mass production however, it is necessary to accommodate a large number of suitable nozzles in a very small space. This creates considerable technical difficulties.
- DE-OS 20 04 431 describes a nozzle package, the nozzle plate of which has six nozzles which are arranged on the corners of a regular hexagon.
- the intermediate plate is provided with six spinning inserts, each of which protrudes with a projecting conical part into the inlet funnel of the nozzles.
- the spinning inserts have axial bores for the supply of the core component, which are essentially aligned with the nozzles.
- the intermediate plate has an axial feed line for the jacket component, which is connected to the inlet funnels of the nozzles by a channel system. Due to the design principle, this nozzle package is limited to a small number of nozzles which are arranged at large mutual distances.
- Another nozzle package with a large number of closely arranged nozzles is the subject of EP-A2-0 128 013.
- two separate, nested channel systems are accommodated on the top of the intermediate plate, each of which consists of a number of grooves.
- Each groove has a series of holes at the bottom of the groove, so that a system of holes is assigned to each channel system.
- the holes of one system are aligned with the nozzles and serve to feed the core component.
- the holes in the other system are arranged so that each hole in the first system is surrounded by several holes in the other system.
- Through holes in a third plate the one channel system of the intermediate plate is connected to a feed chamber for the core component, the other channel system is connected to a feed chamber for the jacket component.
- the inflow conditions are the same for all nozzles, but the supply of the jacket component does not guarantee an exactly concentric thread structure.
- the height of the nozzle package is relatively high because of the additional third plate required.
- the invention has for its object to provide a nozzle package according to the preamble of claim 1, which enables the production of numerous bicomponent threads with a uniform coaxial structure in a confined space and is easy to manufacture and has a low overall height.
- the two polymer components are kept separate in the space between the nozzle plate and the intermediate plate and are fed to the individual nozzles in precisely guided, separate streams.
- This advantage which was previously only achievable with individual nozzles or with complicated arrangements of a few nozzles, is realized by the invention in a nozzle package in which many hundreds or even a few thousand nozzles can be installed in a very small space.
- the nozzle package consists of a few components that are produced by simple milling and drilling.
- the feature of claim 2 has extraordinary manufacturing advantages.
- the feature of claim 3 has the advantage that the channels are short, so that the pressure drop is kept low.
- the nozzle package essentially consists of three superimposed parts which are firmly connected by screws, namely a nozzle plate 1, an intermediate plate 2 and a hood 3. Seals are inserted between the individual parts.
- the nozzle package has the shape of a rectangle, the length of which is approximately four times the width.
- Two functionally separate systems 4, 5 are accommodated in the nozzle package. Since one system is completely the same as the other, it is sufficient to describe only one of the two systems.
- the nozzle plate 1 has the shape of a rectangular flat bowl with a raised edge. It is divided in the middle into two compartments by a transverse dividing wall 6, the upper edge of which lies in the same plane as the upper edge of the edge, one of which belongs to the system 4 and the other to the system 5. In each compartment, the bottom surface is provided with longitudinal, parallel grooves 7, between which narrow webs 8 have remained. The grooves 7 are interrupted in the middle of the compartment by a transverse wide threshold 9, the height of which corresponds to the height of the webs 8.
- Each groove 7 has mirror-symmetrical extensions 10, which are segment-like in plan view, at equal intervals on both sides.
- the side walls of the groove 7 therefore consist alternately of flat and cylindrical shell-shaped wall sections 11, 12.
- the groove base is provided with a series of nozzles 13, the axes of which the axes of curvature of the cylindrical shell-shaped wall sections 12 coincide.
- Each nozzle 13 consists of an inlet funnel 14, the mouth radius of which corresponds to the radius of curvature of the cylindrical shell-shaped wall sections 12, and a capillary bore 15.
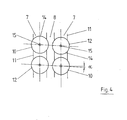
- the nozzles 13 of two adjacent grooves 7 are arranged offset to one another, i.e. their axes lie in a top view on the corners of an oblique grid; this can be seen in FIGS. 4 and 6, in which the deviation of the cutting angle from a right angle is designated by ⁇ .
- the intermediate plate 2 has longitudinal slats 16 on the underside, the lower parts of which penetrate into the grooves 7 of the nozzle plate 1 as far as the bottom of the groove.
- the width of a lamella is approximately equal to the distance between two opposite flat wall sections 11 of the groove wall, so that the lamella 16 is seated in the groove 7 without any significant play.
- the cross section of the intermediate plate 2 which can be seen best in FIG. 3, resembles a comb.
- Each lamella 16 is provided with a series of vertical bores 17 so that each bore 17 is aligned with a nozzle 13.
- the bores 17 - as can best be seen from FIG. 5 - have a much larger diameter than the capillary bores 15 over most of their length. They are narrowed like a capillary only on a short piece near the lower end. At the upper end, each hole is chamfered at the edge ( Figure 3).
- a filter screen 18 covers the entire surface of the intermediate plate 2 provided with bores 17.
- the slats 16 are interrupted by a transverse, continuous distribution channel 19, the width of which corresponds to the width of the threshold 9.
- Rectangular channels 20 are located between the slats 16 above the level up to which the webs 8 extend.
- the upper boundary surfaces 21 of the channels 20 lie in a slightly inclined plane, so that the height, which is immediately next to the distribution channel 19 with the height of the distribution channel 19 coincides, decreases in the direction of the edge or in the direction of the partition 6.
- the channels 20 are in open connection with the distribution channel 19.
- the hood 3 consists of a thick metal plate, from which two vault-shaped chambers 22 are worked out on the underside. These correspond to the two compartments of the nozzle plate 1.
- a bore 23 opens into each of the two chambers 22 and penetrates the chamber ceiling.
- a pipe section 24 sits in a second bore, which passes through the chamber 22, penetrates the intermediate plate 2 and opens into the distribution channel 19 from above.
- the core component is fed by means of a spinning pump through a pipe connected to the bore 23 and fills the chamber 22. It is pressed through the bores 17 and arrives in the form of thread-like streams in the inlet funnel 14. Because the bores 17 on the largest part their length has a relatively large diameter, the flow resistance is low.
- the jacket component is also pressed by means of a spinning pump via the pipe 24 into the distribution channel 19 and distributed to the channels 20 on both sides.
- the extensions 10 form passages that the jacket component perpendicular steer downward into the inlet funnel 14, where it surrounds the thread-like streams of the core component emerging from the bores 17.
- a thin, coaxial layer of the cladding component is carried away by the core component due to the injector action.
- the emerging threads are cooled in the usual way by an air stream; the offset arrangement of the nozzles 13 prevents the individual threads from lying in the slipstream.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Multicomponent Fibers (AREA)
Abstract
Description
- Die Erfindung betrifft ein Düsenpaket zum Spinnen von Bikomponentenfäden mit Kern-Mantel-Struktur gemäß dem Oberbegriff des Patentanspruchs 1.
- Synthetische Bikomponentenfäden mit Kern-Mantel-Struktur werden hergestellt, um die vorteilhaften Eigenschaften unterschiedlicher Komponenten miteinander zu vereinen. Beispielsweise ist es möglich, als Kern ein Polymer mit hoher Festigkeit und geringer Dehnung zu verwenden, als Mantel ein Polymer, das dem Faden eine gute Färbbarkeit oder einen angenehmen Griff verleiht. Für viele Anwendungsfälle wird eine definierte Fadenstruktur verlangt, bei der der Mantel den Kern koaxial in gleichbleibender Dicke umhüllt. Diese Forderung läßt sich zwar mit komplizierten Düsenanordnungen leicht erfüllen. Für die Massenproduktion ist es aber notwendig, eine große Anzahl geeigneter Düsen auf engstem Raum unterzubringen. Dies bereitet erhebliche technische Schwierigkeiten.
- Die DE-OS 20 04 431 beschreibt ein Düsenpaket, dessen Düsenplatte sechs Düsen hat, die auf den Ecken eines regelmäßigen Sechsecks angeordnet sind. Die Zwischenplatte ist mit sechs Spinneinsätzen versehen, die je mit einem vorstehenden konischen Teil in Einlauftrichter der Düsen hineinragen. Die Spinneinsätze weisen axiale Bohrungen für die Zuführung der Kernkomponente auf, die im wesentlichen mit den Düsen fluchten. Die Zwischenplatte hat eine axiale Zuleitung für die Mantelkomponente, die durch ein Kanalsystem mit den Einlauftrichtern der Düsen verbunden ist. Dieses Düsenpaket ist - durch das Konstruktionsprinzip bedingt - auf eine geringe Anzahl von Düsen beschränkt, die mit großen gegenseitigen Abständen angeordnet sind.
- Für eine Düsenplatte, die in der DE-OS 16 60 702 beschrieben worden ist, gilt offensichtlich das gleiche.
- Bei einem zur Herstellung von Bikomponentenfäden bestimmten Düsenpaket, das durch die DE-OS 14 35 559 bekannt geworden ist, sind die Düsenplatte und die Zwischenplatte aus relativ dünnen Blechen hergestellt und in geringem Abstand voneinander angeordnet. Die Düsen sind einfache Bohrungen, die in großer Anzahl eng nebeneinander angeordnet sind. Der Zwischenraum zwischen den beiden Platten ist mittels am Umfang verteilter Bohrungen mit einem die Platte umgebenden ringförmigen Verteilerkanal verbunden, der die Zuleitung für die eine der beiden Komponenten bildet. Diese Komponente bildet infolgedessen zwischen den beiden Platten eine radial in Richtung auf die Achse fließende Schicht, die von dünnen axialen Strömen der anderen Komponente durchstoßen wird. Mit diesem Düsenpaket können keine Kern-Mantel-Fäden definierter Struktur hergestellt werden. Die Trennflächen zwischen den beiden Komponenten sind in den einzelnen Fäden ungleichmäßig und regellos.
- Ein anderes Düsenpaket mit einer großen Anzahl eng nebeneinander angeordneter Düsen ist Gegenstand der EP-A2-0 128 013. Bei diesem Düsenpaket sind auf der Oberseite der Zwischenplatte zwei getrennte, ineinandergeschachtelte Kanalsysteme untergebracht, von denen jedes aus einer Anzahl von Nuten besteht. Jede Nut hat am Nutengrund eine Reihe von Bohrungen, so daß jedem Kanalsystem ein System von Bohrungen zugeordnet ist. Die Bohrungen des einen Systems fluchten mit den Düsen und dienen zum Zuführen der Kernkomponente. Die Bohrungen des anderen Systems sind so angeordnet, daß jede Bohrung des ersten Systems von mehreren Bohrungen des anderen Systems umgeben ist. Durch Bohrungen einer dritten Platte steht das eine Kanalsystem der Zwischenplatte mit einer Zuführkammer für die Kernkomponente in Verbindung, das andere Kanalsystem mit einer Zuführkammer für die Mantelkomponente. Bei diesem Düsenpaket sind zwar die Anströmbedingungen für alle Düsen gleich, jedoch gewährleistet die Zuführung der Mantelkomponente keinen exakt konzentrischen Fadenaufbau. Die Bauhöhe des Düsenpaketes ist wegen der zusätzlich erforderlichen dritten Platte relativ hoch.
- Der Erfindung liegt die Aufgabe zugrunde, ein Düsenpaket gemäß dem Oberbegriff des Patentanspruchs 1 zu schaffen, das die Herstellung von zahlreichen Bikomponentenfäden mit gleichmäßiger koaxialer Struktur auf engstem Raum ermöglicht und dabei einfach herzustellen ist und eine geringe Bauhöhe hat.
- Diese Aufgabe wird gemäß der Erfindung durch die im Kennzeichen des Patentanspruchs 1 angegebenen Merkmale gelöst.
- Bei dem erfindungsgemäßen Düsenpaket werden die beiden Polymerkomponenten in dem Zwischenraum zwischen Düsenplatte und Zwischenplatte getrennt gehalten und in exakt geführten, getrennten Strömen den einzelnen Düsen zugeleitet. Dieser Vorteil, der bisher nur bei Einzeldüsen oder bei komplizierten Anordnungen einiger weniger Düsen erreichbar war, wird durch die Erfindung bei einem Düsenpaket realisiert, bei dem viele hundert oder sogar einige tausend Düsen auf engstem Raum angebracht sein können. Das Düsenpaket besteht aus wenigen Bauteilen, die durch einfache Fräs- und Bohrarbeiten hergestellt werden.
- Das Merkmal des Anspruchs 2 hat außerordentliche fertigungstechnische Vorteile.
- Das Merkmal des Anspruchs 3 hat den Vorteil, daß die Kanäle kurz sind, so daß der Druckabfall gering gehalten wird.
- Durch das Merkmal des Anspruchs 4 wird die Strömung längs eines Kanals vergleichmäßigt.
- Die in Anspruch 5 angegebene Unterteilung in mehrere Systeme erlaubt es, die Düsenplatte großflächig auszubilden, ohne daß die waagerechten Strömungswege allzu lang werden.
- Die Zeichnung dient zur Erläuterung der Erfindung anhand eines vereinfacht dargestellten Ausführungsbeispiels.
- Figur 1 zeigt eine Draufsicht auf das Düsenpaket mit einem Teilausschnitt.
- Figur 2 zeigt einen versetzten Längsschnitt durch das Düsenpaket.
- Figur 3 zeigt in vergrößertem Maßstab einen Querschnitt durch das Düsenpaket.
- Figur 4 zeigt in nochmals vergrößertem Maßstab eine Draufsicht auf einen Teil der Düsenplatte.
- Figur 5 zeigt eine Einzelheit aus Figur 3 in vergrößertem Maßstab.
- Figur 6 zeigt für einen der Figur 4 entsprechenden Ausschnitt einen Horizontalschnitt durch die Zwischenplatte.
- Das Düsenpaket besteht im wesentlichen aus drei aufeinandergelegten, durch Schrauben fest miteinander verbundenen Teilen, nämlich einer Düsenplatte 1, einer Zwischenplatte 2 und einer Haube 3. Zwischen den einzelnen Teilen sind Dichtungen eingelegt. In der Draufsicht hat das Düsenpaket die Form eines Rechtecks, dessen Länge etwa viermal so groß ist wie die Breite. In dem Düsenpaket sind zwei funktionell getrennte Systeme 4, 5 untergebracht. Da das eine System dem anderen vollkommen gleicht, genügt es, nur eins der beiden Systeme zu beschreiben.
- Die Düsenplatte 1 hat die Form einer rechteckigen flachen Schüssel mit erhöhtem Rand. Sie ist in der Mitte durch eine in Querrichtung verlaufende Scheidewand 6, deren Oberkante in der gleichen Ebene wie die Oberkante des Randes liegt, in zwei Abteile unterteilt, von denen das eine zu dem System 4 und das andere zu dem System 5 gehört. In jedem Abteil ist die Bodenfläche mit längslaufenden, parallelen Nuten 7 versehen, zwischen denen schmale Stege 8 stehengeblieben sind. Die Nuten 7 sind in der Mitte des Abteils durch eine quer verlaufende breite Schwelle 9 unterborchen, deren Höhe mit der Höhe der Stege 8 übereinstimmt.
- Jede Nut 7 hat in gleichmäßigen Abständen zu beiden Seiten spiegelsymetrische, in der Draufsicht segmentförmige Erweiterungen 10. Die Seitenwände der Nut 7 bestehen daher abwechselnd aus ebenen und zylinderschalenförmigen Wandabschnitten 11, 12. Der Nutengrund ist mit einer Reihe von Düsen 13 versehen, deren Achsen mit den Krümmungsachsen der zylinderschalenförmigen Wandabschnitte 12 zusammenfallen. Jede Düse 13 besteht aus einem Einlauftrichter 14, dessen Mündungsradius dem Krümmungsradius der zylinderschalenförmigen Wandabschnitte 12 entspricht, und aus einer Kapillarbohrung 15. Die Düsen 13 zweier benachbarter Nuten 7 sind zueinander versetzt angeordnet, d.h. ihre Achsen liegen in der Draufsicht auf den Ecken eines schiefwinkligen Gitternetzes; das ist den Figuren 4 und 6 erkennbar, in denen die Abweichung des Schnittwinkels von einem rechten Winkel mit α bezeichnet ist.
- Die Zwischenplatte 2 hat auf der Unterseite längslaufende Lamellen 16, die mit ihren unteren Teilen in die Nuten 7 der Düsenplatte 1 bis auf den Nutengrund eintauchen. Die Breite einer Lamelle ist annähernd gleich dem Abstand zweier gegenüberliegender ebener Wandabschnitte 11 der Nutenwand, so daß die Lamelle 16 ohne nennenswertes Spiel in der Nut 7 sitzt. Insgesamt gleicht der in Figur 3 am besten erkennbare Querschnitt der Zwischenplatte 2 einem Kamm. Jede Lamelle 16 ist mit einer Reihe von senkrechten Bohrungen 17 versehen, so daß jede Bohrung 17 mit einer Düse 13 fluchtet. Die Bohrungen 17 haben - wie am besten aus Figur 5 ersichtlich - auf dem größten Teil ihrer Länge einen wesentlich größeren Durchmesser als die Kapillarbohrungen 15. Nur auf einem kurzen Stück in der Nähe des unteren Endes sind sie kapillarenartig verengt. Am oberen Ende ist jede Bohrung am Rand trichterförmig abgeschrägt (Figur 3). Ein Filtersieb 18 deckt die gesamte mit Bohrungen 17 versehene Fläche der Zwischenplatte 2 ab.
- Über der Schwelle 9 sind die Lamellen 16 durch einen quer verlaufenden, durchgehenden Verteilerkanal 19 unterbrochen, dessen Breite mit der Breite der Schwelle 9 übereinstimmt. Zwischen den Lamellen 16 befinden sich oberhalb der Ebene, bis zu der die Stege 8 reichen, rechteckige Kanäle 20. Die oberen Begrenzungsflächen 21 der Kanäle 20 liegen in einer leicht geneigten Ebene, so daß die Höhe, die unmittelbar neben dem Verteilerkanal 19 mit der Höhe des Verteilerkanals 19 übereinstimmt, in Richtung auf den Rand bzw. in Richtung auf die Scheidewand 6 abnimmt. Die Kanäle 20 stehen mit dem Verteilerkanal 19 in offener Verbindung.
- Die Haube 3 besteht aus einer dicken Metallplatte, aus der unterseits zwei gewölbeförmige Kammern 22 herausgearbeitet sind. Diese entsprechen den beiden Abteilen der Düsenplatte 1. In jede der beiden Kammern 22 mündet eine Bohrung 23, die die Kammerdecke durchdringt. Neben dieser Bohrung 23 sitzt in einer zweiten Bohrung ein Rohrstück 24, das durch die Kammer 22 hindurchgeht, die Zwischenplatte 2 durchdringt und von oben in den Verteilerkanal 19 einmündet.
- Im Betrieb wird die Kernkomponente mittels einer Spinnpumpe durch eine an die Bohrung 23 angeschlossene Rohrleitung zugeführt und füllt die Kammer 22. Sie wird durch die Bohrungen 17 gedrückt und gelangt in Form von fadenförmigen Strömen in die Einlauftrichter 14. Da die Bohrungen 17 auf dem größten Teil ihrer Länge einen relativ großen Durchmesser haben, ist der Strömungswiderstand gering. Die Mantelkomponente wird ebenfalls mittels einer Spinnpumpe über das Rohr 24 in den Verteilerkanal 19 gedrückt und zu beiden Seiten auf die Kanäle 20 verteilt. Die Erweiterungen 10 bilden Durchlässe, die die Mantelkomponente senkrecht nach unten in die Einlauftrichter 14 lenken, wo sie die aus den Bohrungen 17 austretenden fadenartigen Ströme der Kernkomponente umgibt. Durch Injektorwirkung wird eine dünne, koaxiale Schicht der Mantelkomponente von der Kernkomponente mitgenommen. Die austretenden Fäden werden in üblicher Weise durch einen Luftstrom gekühlt; durch die versetzte Anordnung der Düsen 13 wird vermieden, daß die einzelnen Fäden gegenseitig im Windschatten liegen.
Claims (5)
mit einer Düsenplatte, die mit zahlreichen Düsen versehen ist,
mit einer Haube, die zusammen mit der Düsenplatte mindestens einen Hohlraum umschließt,
mit einer Zwischenplatte, die den Hohlraum unterteilt und mit zahlreichen Bohrungen versehen ist, die mit den Düsen fluchten,
mit mindestens einer Zuleitung für die Kernkomponente, die in eine zwischen Haube und Zwischenplatte befindliche Kammer mündet, und
mit mindestens einer Zuleitung für die Mantelkomponente, die in den Zwischenraum zwischen Düsenplatte und Zwischenplatte mündet,
gekennzeichnet durch folgende Merkmale:
Die Düsenplatte (1) hat auf der Oberseite eine Anzahl von parallelen Nuten (7)
jede Nut (7) hat am Nutengrund eine Reihe von Düsen (13)
die Zwischenplatte (2) hat auf der Unterseite eine Anzahl von Lamellen (16)
jede Lamelle (16) hat eine Reihe von Bohrungen (17)
jede Lamelle (16) taucht mit ihrem unteren Bereich in eine Nut (7) ein
zwischen den oberen Teilen der Lamellen (16) befinden sich Kanäle (20), die an einen Verteilerkanal (19) angeschlossen sind
die Kanäle (20) stehen über Durchlässe (10) mit Einlauftrichtern (14) der Düsen (13) in Verbindung.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88102885T ATE69470T1 (de) | 1987-04-01 | 1988-02-26 | Duesenpaket zum spinnen von bikomponentenfaeden mit kern-mantel-struktur. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3710946 | 1987-04-01 | ||
| DE19873710946 DE3710946A1 (de) | 1987-04-01 | 1987-04-01 | Duesenpaket zum spinnen von bikomponentenfaeden mit kern-mantel-struktur |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0284784A2 true EP0284784A2 (de) | 1988-10-05 |
| EP0284784A3 EP0284784A3 (en) | 1989-11-29 |
| EP0284784B1 EP0284784B1 (de) | 1991-11-13 |
Family
ID=6324617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88102885A Expired - Lifetime EP0284784B1 (de) | 1987-04-01 | 1988-02-26 | Düsenpaket zum Spinnen von Bikomponentenfäden mit Kern-Mantel-Struktur |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4846653A (de) |
| EP (1) | EP0284784B1 (de) |
| JP (1) | JPS63256709A (de) |
| AT (1) | ATE69470T1 (de) |
| DE (2) | DE3710946A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0995822A1 (de) * | 1998-10-19 | 2000-04-26 | Rosaldo Faré | Vorrichtung und Verfahren zur Herstellung von Bikomponenten-Endlosfasern unter Verwendung von biegsamen Rohrleitungen |
| DE102019004890A1 (de) * | 2019-07-11 | 2021-01-14 | Rheinisch-Westfälische Technische Hochschule (Rwth) Aachen | Textilfaser, Textil und Verfahren zur Herstellung einer Textilfaser |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3941824A1 (de) * | 1989-12-19 | 1991-06-27 | Corovin Gmbh | Verfahren und spinnvorrichtung zur herstellung von mikrofilamenten |
| IT1255891B (it) * | 1992-10-19 | 1995-11-17 | Testa di estrusione per filati bicomponenti con filiera ad alta densita' di fori | |
| US6402841B1 (en) * | 1997-02-21 | 2002-06-11 | Akzo Nobel N.V. | Glue application device with glue conduit surrounding hardener conduit |
| US5853635A (en) * | 1997-06-18 | 1998-12-29 | Kimberly-Clark Worldwide, Inc. | Method of making heteroconstituent and layered nonwoven materials |
| DE19750723C1 (de) * | 1997-11-15 | 1999-10-07 | Reifenhaeuser Masch | Vorrichtung zum Herstellen eines Spinnvlieses aus Bikomponentenfäden |
| DE19750724C2 (de) * | 1997-11-15 | 2003-04-30 | Reifenhaeuser Masch | Vorrichtung zum Herstellen eines Spinnvlieses aus Kern-Mantel-Struktur aufweisenden Bikomponentenfäden |
| US6168409B1 (en) * | 1998-11-13 | 2001-01-02 | Rosaldo Fare | Apparatus for making two component fibers or continuous filaments using flexible tube inserts |
| US6413071B1 (en) | 2000-03-27 | 2002-07-02 | Basf Corporation | Thin plate spinnerette assembly |
| US6474967B1 (en) | 2000-05-18 | 2002-11-05 | Kimberly-Clark Worldwide, Inc. | Breaker plate assembly for producing bicomponent fibers in a meltblown apparatus |
| US6461133B1 (en) | 2000-05-18 | 2002-10-08 | Kimberly-Clark Worldwide, Inc. | Breaker plate assembly for producing bicomponent fibers in a meltblown apparatus |
| DE10037906A1 (de) * | 2000-08-03 | 2002-02-14 | Hdw Isoliertechnik Gmbh | Vielkammerprofile sowie Vorrichtung und Verfahren zur Herstellung derselben |
| US7014442B2 (en) * | 2002-12-31 | 2006-03-21 | Kimberly-Clark Worldwide, Inc. | Melt spinning extrusion head system |
| CN109592897B (zh) * | 2019-01-16 | 2024-01-30 | 河南光远新材料股份有限公司 | 一种电子纱拉丝设备的漏板 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL126668C (de) * | 1957-12-14 | |||
| NL294477A (de) * | 1962-06-25 | |||
| GB1083008A (en) * | 1963-12-07 | 1967-09-13 | Kanegafuchi Spinning Co Ltd | Improvements in or relating to composite filaments |
| US3315021A (en) * | 1964-06-19 | 1967-04-18 | Snia Viscosa | Process for the production of crimpable composite synthetic yarns |
| US3526571A (en) * | 1965-12-01 | 1970-09-01 | Kanebo Ltd | Highly shrinkable polyamide fibres |
| US3531368A (en) * | 1966-01-07 | 1970-09-29 | Toray Industries | Synthetic filaments and the like |
| CH486570A (de) * | 1966-09-21 | 1970-02-28 | Inventa Ag | Vorrichtung zur Herstellung von aus mindestens zwei verschiedenen Polymeren bestehenden Verbundfäden |
| US3458615A (en) * | 1967-04-18 | 1969-07-29 | Du Pont | Hydrodynamically centering sheath/core filament spinnerette |
| DE1660702A1 (de) * | 1967-10-14 | 1972-03-09 | Schwarza Chemiefaser | Duesenplatte zum Herstellen von Mehrkomponentenfaeden und -fasern |
| US3559327A (en) * | 1968-12-02 | 1971-02-02 | Bernard A Christopher | Fish warning device |
| DE2004431A1 (en) * | 1970-01-31 | 1971-08-05 | Deutsche Gold- Und Silber-Scheideanstalt Vormals Roessler, 6000 Frankfurt | Compound filament spinning orifice |
| US3807918A (en) * | 1971-02-12 | 1974-04-30 | Chevron Res | Extrusion die for forming a multicomponent continuous film of thermoplastic polymer |
| JPS5115124B1 (de) * | 1971-05-04 | 1976-05-14 | ||
| DE2534724C3 (de) * | 1975-08-04 | 1981-08-13 | Dynamit Nobel Ag, 5210 Troisdorf | Vorrichtung zum Extrudieren von gemusterten Bahnen oder Platten aus thermoplastischen Kunststoffmassen |
| JPS5674074U (de) * | 1979-11-12 | 1981-06-17 | ||
| US4406850A (en) * | 1981-09-24 | 1983-09-27 | Hills Research & Development, Inc. | Spin pack and method for producing conjugate fibers |
| JPS58110073U (ja) * | 1982-01-20 | 1983-07-27 | 日本エステル株式会社 | 同心型芯鞘状複合繊維紡糸用口金 |
| JPS59223306A (ja) * | 1983-06-01 | 1984-12-15 | Chisso Corp | 紡糸口金装置 |
-
1987
- 1987-04-01 DE DE19873710946 patent/DE3710946A1/de not_active Withdrawn
-
1988
- 1988-02-24 US US07/159,835 patent/US4846653A/en not_active Expired - Fee Related
- 1988-02-26 AT AT88102885T patent/ATE69470T1/de not_active IP Right Cessation
- 1988-02-26 DE DE8888102885T patent/DE3866145D1/de not_active Expired - Fee Related
- 1988-02-26 EP EP88102885A patent/EP0284784B1/de not_active Expired - Lifetime
- 1988-03-30 JP JP63077945A patent/JPS63256709A/ja active Granted
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0995822A1 (de) * | 1998-10-19 | 2000-04-26 | Rosaldo Faré | Vorrichtung und Verfahren zur Herstellung von Bikomponenten-Endlosfasern unter Verwendung von biegsamen Rohrleitungen |
| DE102019004890A1 (de) * | 2019-07-11 | 2021-01-14 | Rheinisch-Westfälische Technische Hochschule (Rwth) Aachen | Textilfaser, Textil und Verfahren zur Herstellung einer Textilfaser |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0284784A3 (en) | 1989-11-29 |
| ATE69470T1 (de) | 1991-11-15 |
| JPH0347324B2 (de) | 1991-07-19 |
| DE3710946A1 (de) | 1988-10-13 |
| EP0284784B1 (de) | 1991-11-13 |
| DE3866145D1 (de) | 1991-12-19 |
| US4846653A (en) | 1989-07-11 |
| JPS63256709A (ja) | 1988-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0284784B1 (de) | Düsenpaket zum Spinnen von Bikomponentenfäden mit Kern-Mantel-Struktur | |
| DE69425537T2 (de) | Schmelzblasdüse | |
| DE3685730T2 (de) | Spinnvorrichtung zum spinnen von verbundfaeden. | |
| DE3603839C2 (de) | ||
| DE2229881A1 (de) | Vorrichtung zur Herstellung von Kern/ Hülle-Kompositfäden | |
| DE2752736A1 (de) | Spinnduesenpaket fuer mantelfasern | |
| WO1996017116A1 (de) | Spinnbalken zum spinnen einer mehrzahl von synthetischen fäden und spinnanlage mit einem derartigen spinnbalken | |
| DE4440323A1 (de) | Düse für einen Brennerkopf eines Plasmaspritzgeräts | |
| DE1435369B2 (de) | Spinnduese zur herstellung von verbundfaeden | |
| WO2009112082A1 (de) | Vorrichtung zum schmelzspinnen von mehrkomponentenfasern | |
| EP0770469B1 (de) | Extrusionskopf zur Herstellung von schlauch- oder rohrförmigen Vorformlingen aus extrudierbarem Kunststoff | |
| DD141171A5 (de) | Verfahren und vorrichtung zur erzielung von bikomponenten-faeden | |
| EP0978874A2 (de) | Kühler | |
| DE19750724C2 (de) | Vorrichtung zum Herstellen eines Spinnvlieses aus Kern-Mantel-Struktur aufweisenden Bikomponentenfäden | |
| DE1696038C3 (de) | Düsenkörper zum Ausziehen von Fäden | |
| DE3113495C2 (de) | Spinnbalken für Schmelzspinnanlagen für synthetische Hochpolymere | |
| DE68901978T2 (de) | Spinnvorrichtung fuer kern-huelle-verbundfasern. | |
| DE4224652A1 (de) | Spinnvorrichtung zum schmelzspinnen insbesondere thermosplastischer mehrkomponentenfaeden | |
| DE69002253T2 (de) | Spinnvorrichtung für zusammengesetzte Fasern mit exzentrischer Kernmantelform. | |
| DE19540907A1 (de) | Spinnbalken zum Spinnen einer Mehrzahl von synthetischen Fäden und dessen Herstellung | |
| DE202008015311U1 (de) | Vorrichtung zum Abkühlen mehrerer synthetischer Filamentbündel | |
| CH639140A5 (de) | Spinnkopf zur herstellung von mehrkomponentenfaeden. | |
| DE1660398B2 (de) | Schmelzspinnkopf | |
| DE1281095C2 (de) | Mehrlochspinnduese | |
| EP0123192A2 (de) | Schlüssel für Zylinderschlösser |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19891209 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NEUMAG - NEUMUENSTERSCHE MASCHINEN- UND ANLAGENBAU |
|
| 17Q | First examination report despatched |
Effective date: 19910430 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19911113 Ref country code: BE Effective date: 19911113 Ref country code: GB Effective date: 19911113 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19911113 |
|
| REF | Corresponds to: |
Ref document number: 69470 Country of ref document: AT Date of ref document: 19911115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3866145 Country of ref document: DE Date of ref document: 19911219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19920226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19920229 Ref country code: LI Effective date: 19920229 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19920403 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19921103 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |