EP0264940A2 - Maschine zur Herstellung von zweiteiligen Gegenständen - Google Patents
Maschine zur Herstellung von zweiteiligen Gegenständen Download PDFInfo
- Publication number
- EP0264940A2 EP0264940A2 EP87115488A EP87115488A EP0264940A2 EP 0264940 A2 EP0264940 A2 EP 0264940A2 EP 87115488 A EP87115488 A EP 87115488A EP 87115488 A EP87115488 A EP 87115488A EP 0264940 A2 EP0264940 A2 EP 0264940A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- parts
- machine according
- fixed point
- magazine
- transport carriage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/26—Supports or magazines for piles from which articles are to be separated with auxiliary supports to facilitate introduction or renewal of the pile
- B65H1/263—Auxiliary supports for keeping the pile in the separation process during introduction of a new pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B50/82—Forming or attaching windows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/04—Supports or magazines for piles from which articles are to be separated adapted to support articles substantially horizontally, e.g. for separation from top of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/12—Suction bands, belts, or tables moving relatively to the pile
- B65H3/122—Suction tables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
- B65H5/021—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts
- B65H5/026—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts between belts and stationary pressing, supporting or guiding elements forming a transport nip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B50/812—Applying tabs, patches, strips or strings on blanks or webs
- B31B50/8122—Applying patches
- B31B50/8123—Applying patches the blanks remaining stationary during application of the patches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/03—Image reproduction devices
- B65H2801/21—Industrial-size printers, e.g. rotary printing press
Definitions
- the invention relates to a machine for producing two-part objects, the parts of which are connected to one another in a defined spatial assignment, for example a folding box blank and a window blank made of transparent PVC film.
- Machines for the production of boxes from box blanks are generally known, they are usually designed as a production line in which the individual operations, such as singling, punching, creasing, folding or erecting, gluing and depositing in their logical sequence in individual, especially for this established stations can be made.
- the individual operations such as singling, punching, creasing, folding or erecting, gluing and depositing in their logical sequence in individual, especially for this established stations can be made.
- a manual processing step must generally be switched into this production line with the well-known disadvantages with regard to the production speed and the cost.
- the object of the invention is therefore to provide a machine with which this process, that is to say the connection of different components to form a two-part object, can be automated in a simple manner, in particular can be adapted to the cycle of the production line.
- the machine according to the invention achieves this object by separating the first parts, conveying them essentially perpendicular to the conveying direction of the second parts and connecting them to the second parts, the machine having horizontally adjustable conveyor belts for this purpose, which transport the second parts to a fixed point, at least one magazine that can be adjusted to the format of the first parts, that stores this, a horizontal conveyor track for the first parts between the magazine and the production line that runs over this fixed point, and at least one transport carriage that runs on the conveyor track and removes the first parts from the The magazine is removed and placed in an adjustable relation to the fixed point on a second part which is conveyed there and positioned by means of the conveyor belts.
- the basic idea of the invention is therefore to feed the two parts, for example a cardboard blank and a window blank made of PVC foil, in vertical paths and to connect them to one another in an adjustable relation to a fixed point.
- the conveyor track includes at least one guide tube which extends at least from above the magazine to above the fixed point on which at least one transport carriage is slidably mounted.
- This solution enables simple mounting and mounting of the transport carriage and easy movement of the transport carriage on the guide tube between the two end positions, ie the magazine and the fixed point.
- the transport carriage is optionally connected to a device for generating negative or positive pressure, and has a downward facing counter plate with a plurality of integrated, downward facing pressure outlet openings for the window blanks.
- the transport carriage can "grasp” the window cuts (by suction using negative pressure) or push them off again via fixed point F (above the associated cardboard cut) (using positive pressure).
- An advantageous embodiment provides that two guide tubes extend on both sides of the fixed point to one magazine each and that two transport slides are provided which are controlled in a clocked manner, such that one transport sled is located above one of the two magazines when the other transport sled is above the Fixed point is positioned.
- each magazine contains a lifting table spring-loaded from below, on which a number of window blanks is stored, in such a way that the respective upper window blank is pressed against a height-fixed stop, up to which the counterplate, which is at that time pressurized the transport carriage can be lowered by means of cylinder guides.
- the stop thus also creates a defined path that the counterplate of the transport carriage has to travel downwards until it contacts the upper window cut and then sucks in by means of negative pressure and lifts it off the remaining stack of window cuts.
- At least three vertical tubes are slidably mounted on a horizontally mounted base plate, between which the lifting table slides and that these tubes are slidable in elongated hole guides in the base plate, which extend radially from a center of the base plate extend outwards.
- the base plate can be horizontally adjusted on all sides in an outer frame part for fine positioning, so that the positioning of the window blanks can be carried out with the greatest accuracy.
- compressed air nozzles are arranged at the level of the stop for the upper window cut, which counteract a compressed air flow directed in the surface of the upper window cut to support the separation when the counterplate under pressure is placed on it.
- This stream of compressed air causes a Vacuum above the top window blank, a solution of this top window blank from the stack below, so that this "prepared" window blank can then be more easily separated from the stack underneath by the vacuum-applied counter plate of the transport carriage.
- the figures first show a section of a production line 20 for processing box blanks, for example the carton blank 10 shown on the left in FIG. 1, which is conveyed on a conveyor surface 23 intermittently from processing station to processing station by means of conveyor belts.
- 1 shows conveyor belts 24 and 25 lateral stop bars 26 and 27, the conveyor belts 24, 25 being adjustable in the direction of the double file, that is to say in the conveying direction, and the stop bars 26, 27 being adjustable perpendicular to the conveying direction in the direction of the double file assigned to them , so that when the conveyor belts on the one hand and the stop bars on the other hand are correctly adjusted, a defined point F ⁇ of the carton blank 10 is conveyed to a predetermined fixed point F on the conveying surface 23 (the other conveyor belts which are used to remove the carton blank are not shown for the sake of simplicity) .
- the entire facilities for conveying and positioning the cardboard blank 10 are usually in a frame consisting of Frame legs 21, 22 housed, which are usually supported on the floor (see. Fig. 3).
- the cardboard blank 10 has a cutout in the sense of a window 10a, which is to be closed during further processing with a PVC transparent film, hereinafter referred to as window blank 11.
- window blank 11 a PVC transparent film
- the machine must therefore ensure that, according to the sequence of cardboard blanks 10, a corresponding sequence of window blanks 11 comes to lie in a defined position above the conveying surface 23 and above the cardboard blank 10 and is lowered from there onto the cardboard blank 10 with high precision, in such a way that the edge surfaces previously provided with glue around the window cutout 10a are covered exactly by the edge surfaces of the window blank 11 and thus stick together.
- the window blanks 11 must therefore be transported over the conveying surface 23 in such a way that their center F ⁇ chosen in accordance with the point F ⁇ also comes to lie above the fixed point F of the conveying surface 23, it then also being necessary to ensure that the alignment of the window blanks 11th takes place parallel to the corresponding edges of the window section 10a.
- a (further) station 30 is switched on perpendicular to the frame legs 21, 22 of the production line 20, the movement sequences of which run essentially perpendicular to the conveying direction of the conveying surface 23.
- the station 30 initially contains a rectangular frame 40, the longitudinal axis BB of which is perpendicular to the longitudinal axis of the conveying surface 23 runs.
- the frame 40 protrudes on both sides of the corresponding frame legs 21, 22 of the production line 20, so that there is space for further frame parts 41, 42, which each serve to hold a magazine 31, 32, the structure of which is explained in more detail below.
- a comb-like (see FIG. 2) stop bar 43 is supported on the frame 40, which runs through the fixed point F.
- Two guide tubes 35, 36 are guided symmetrically to the central longitudinal axis B-B of the frame 40, the ends of which are mounted in the end faces of the frame 40 and the central regions of which are guided through the stop bar 43 and are held by the latter.
- the stop bar 43 thus separates the station 30 into a right and a left half, each having a magazine 31 and 32 and extending to the fixed point F above the conveying surface 23.
- a transport carriage 33, 34 is now each slidably mounted in the left and right halves, in such a way that its one end position above the associated magazine 31 (for the transport carriage 34) and 32 (for the Transport carriage 33) comes to rest and the other end position is defined by a stop on the stop bar 43.
- the task of these two transport slides 33, 34 is to take the window blanks of PVC transparent film stacked in "their" magazine 31 or 32 in cycles, to transport them towards the conveying surface 23 and to position them there (ie with their fictitious center F ⁇ above the fixed point F ) on the cardboard blank 10 underneath.
- the transport carriages 33, 34 are provided on their underside with a counter plate 37 which can be moved vertically in the respective transport carriage via telescopic or cylinder guides 39 are so that the counter plate 37 in the direction of the magazine or in the direction of the folding box blank 10 can be lowered and raised again.
- the counter plate 37 has pressure outlet openings 38 on its underside, which can be connected to a vacuum unit (for example a vacuum pump) or an overpressure unit by means of line connections (not shown for the sake of simplicity).
- a window blank 11 can thus be removed from the magazine, conveyed to the fixed point F and deposited there on the cardboard blank 10, as shown in FIG. 3 the double arrows pointing to the relevant positions are indicated.
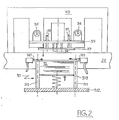
- magazines 31 and 32 will now be described in more detail below, as can be seen in particular from FIG. 2 with regard to magazine 31:
- the magazine 31 consists of a base plate 312, which is connected via screw connections to the frame parts 41, 42 arranged on the end face and held therein. By adjusting these screw connections, a fine adjustment of the base plate and thus of the window blanks 11 can be achieved in particular in the sense that corresponding edges of the blanks 11 and the window cutouts 10a run absolutely parallel to one another.
- the base plate 312 is provided with radially extending (not shown) elongated holes in which a plurality of tubes 311 are guided. This type of displacement allows any desired position on the base plate 312 for the folding box blanks, so that appropriate tests can be used to ensure that the window blanks 11 actually move the window cutout 10a in the cardboard blank 10 as evenly as possible after they have been transported through the transport slides Cover overhang. It goes without saying that the adjustment of the Window blanks 11 on the base plate 312 in connection with the corresponding adjustment of the conveyor belts 24, 25 and the stop bars 26, 27 must be seen.
- a lifting table 310 is guided between the tubes 311 and is pressurized from below. This is symbolically represented by a spring; of course, another force can also be provided. Centered by the tubes 311, the window blanks 11 are stacked one on top of the other on the lifting table and are thus pressed from below (not shown in more detail) to the stop located in the region of the upper end face of the tubes 311. To the side of this area are two compressed air nozzles 313, the air jet of which runs parallel to the surface of the stack of window blanks 11, so that a certain negative pressure can be achieved above the top window blank.
- the two counter plates 37 move downward.
- the counter plate 37 of the transport carriage 33 moves toward the uppermost window blank 11 in the stack in the magazine 32, the counter plate 37 of the transport carriage 34 moves with its already detected blank onto the carton blank 10 which is now positioned correctly on the conveying surface 23.
- the printing unit is switched on and the film blank is blown off via the pressure outlet openings 38, the effect of the glue application in the edge areas of the window cutout 10a having a supporting effect and possibly also mechanical aids (not shown) can be provided in the form of elastic strips, which prevent the film blank from sticking to the counter plate 37 when it is steered upwards again.
- the counter plate 37 of the transport moves slide 33 down, and at the same time the compressed air nozzles 313 and 323 are activated and the pressure outlet openings 38 in the counter plate 37 are connected to a vacuum unit, so that the top window cut 11 is separated from the stack by these two effects and gets stuck on the counter plate 37 .
- the movements of the transport carriage and their counter plates can be controlled pneumatically, hydraulically or electromechanically as required, as is considered to be favorable in individual cases.
- the above description was given on the basis of the exemplary embodiment of cardboard cut-PVC clear window cut.
- the method and the machine can also be used for other materials, for example cardboard blanks of different thickness, different quality or special printing.
- a variant of the control of the lifting table 310 provides that the upper position of the uppermost window blank is predetermined by a light barrier which, for example, controls the piston of a pneumatic element arranged under the lifting table 310.
- the counter plate 37 is equipped with a proximity switch that generates an output signal when the minimum distance to the top window cut is undershot. The control then runs as follows:
- the lift table 310 is in its upper position; when the counter plate 37 has reached the said minimum distance, the proximity switch switches on the vacuum supply of the pressure outlet openings 38, whereupon the top blank is sucked in; at the same time or shortly thereafter, the lifting table 310 moves down with the remaining stack in order to support the separating process.
- the pneumatic element is then actuated again via a switch arranged on the path of the transport carriage and the piston moves the lifting table 310 back into its upper waiting position until the transport carriage "returns".
- the term "window cut” does not necessarily mean that the PVC transparent film could only be used in one area of the box cut, it is also possible to produce packaging which is practically half cardboard and half PVC hard film, in which the folding lines extend both over the cardboard part and over the PVC film part. It goes without saying that the extreme positioning accuracy of the solution according to the invention is of particular importance in the case of such designs, since the adjoining folding lines must be exactly aligned with one another so that the finished folding box can be folded properly.
- any first and second parts can be connected to the machine described, for example rubber rings (as first parts) with folding bags (as second parts) for the production of dust bags for vacuum cleaners, in which the rubber rings are positioned as a seal around the circular opening of the folding bag and have to be connected to them.
- the transport slides alternate on a straight path from magazine 31 or 32 to production line 20. It is of course also possible to provide, for example, a circular or arc-shaped path instead of this straight path, where then at least one or, for example, up to four transport slides be moved carousel-like across the production line. Both an alternating and a cyclically rectified rotation of these transport slides is then possible.
- Such a configuration allows an increase in the cycle of the production line by a corresponding increase in the number of transport slides, since, for example, two transport slides can always place window cuts on the production line at the same time, so that two fixed points F ⁇ and F ⁇ are defined.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Abstract
In einer Maschine zur Herstellung von zweiteiligen Gegenständen, beispielweise einem Faltschachtelzuschnitt mit einem Fenstereinsatz werden die ersten Teile vereinzelt, im wesentlichen senkrecht zur Förderrichtung der zweiten Teile,gefördert und dort mit diesen verbunden. Durch spezielle Vorrichtungen zur Justierung sowohl der ersten (11) Teile als auch der zweiten (10) Teile, kann eine einfache Transportvorrichtung Verwendung finden, nämlich Transportschlitten, die die gestapelten zweiten (10) Teile aus einem Magazin (31, 32) ergreifen, über die ersten Teile fördern und dort lagegerecht absetzen. Besonders wirtschaftlich kann die Maschine arbeiten, wenn beidseitig der Fertigungsstraße (20) derartige Magazine vorgesehen sind, die synchron alternierend von zwei derartigen Transportschlitten (33, 34) angefahren werden, die die jeweiligen zweiten Teile abwechselnd auf der Fertigungsstraße bzw. den dort positionsgerecht geförderten ersten Teilen absetzen, wo beispielsweise eine Verleimung stattfindet. Die Maschine kann sowohl als Einzelmaschine Verwendung finden, als auch leicht in eine Fertigungsstraße integriert werden bei Produkten, deren Herstellung mehrere Arbeitsgänge erfordert. Grundsätzlich kann die Maschine beliebige erste und zweite Teile verarbeiten, bei denen eine exakte relative Positionierung erforderlich ist.
Description
- Die Erfindung betrifft eine Maschine zur Herstellung von zweiteiligen Gegenständen, deren Teile in definierter räumlicher Zuordnung miteinander verbunden werden, beispielsweise einem Faltschachtelzuschnitt und einem Fensterzuschnitt aus PVC-Klarsichtfolie.
- Maschinen zur Herstellung von Schachteln aus Schachtelzuschnitten sind allgemein bekannt, sie sind in der Regel als Fertigungsstraße ausgelegt, in der die einzelnen Arbeitsgänge, wie Vereinzeln, Stanzen, Rillen, Falten bzw. Aufrichten, Beleimen und Ablegen in ihrer logischen Aufeinanderfolge in einzelnen, dafür speziell eingerichteten Stationen vorgenommen werden. Sind jedoch unterschiedliche Materialien zur Herstellung beispielsweise einer Faltschachtel zu verarbeiten, muß in der Regel ein manueller Verarbeitungsschritt in diese Fertigungsstraße eingeschaltet werden mit den hinlänglich bekannten Nachteilen hinsichtlich der produktionsgeschwindigkeit und des Kostenaufwandes.
- Aufgabe der Erfindung ist es daher, eine Maschine auzugeben, mit der dieser Vorgang, also die Verbindung von unterschiedlichen Bestandteilen zu einem zweiteiligen Gegenstand, auf einfache Weise automatisiert ablaufen kann, insbesondere dem Takt der Fertigungsstraße anpaßbar ist.
- Die erfindungsgemäße Maschine löst diese Aufgabe dadurch, daß die ersten Teile vereinzelt, im wesentlichen senkrecht zur Förderrichtung der zweiten Teile gefördert und dort mit den zweiten Teilen verbunden werden, wobei die Maschine hierfür horizontal justierbare Förderriemen aufweist, die die zweiten Teile zu einem Fixpunkt transportieren, mindestens ein auf das Format der ersten Teile einstellbares, diese speicherndes Magazin, eine horizontale Förderbahn für die ersten Teile zwischen dem Magazin und der Fertigungsstraße, die über diesen Fixpunkt verläuft, und mindestens einen, auf der Förderbahn laufenden Transportschlitten, der die ersten Teile aus dem Magazin entnimmt und in einstellbare Relation zum Fixpunkt auf einen, mittels der Förderriemen dorthin geförderten und positionierten zweiten Teile absetzt.
- Der Grundgedanke der Erfindung besteht also darin, die beiden Teile, also beispielsweise einen Kartonzuschnitt und einen Fensterzuschnitt aus PVC-Folie in senkrechten Bahnen aufeinander zuzufördern und in einstellbare Relation zu einem Fixpunkt lagegerecht miteinander zu verbinden.
- Eine vorteilhafte Ausgestaltung der erfindungsgemäßen Maschine sieht vor, daß die Förderbahn mindestens ein Führungsrohr beinhaltet, das sich zumindest von oberhalb des Magazins bis oberhalb des Fixpunktes erstreckt, an dem mindestens ein Transportschlitten verschiebbar gelagert ist.
- Diese Lösung ermöglicht eine einfache Halterung und Lagerung des Transportschlittens und eine leichte Verschiebbarkeit des Transportschlittens am Führungsrohr zwischen den beiden Endpositionen, also dem Magazin und dem Fixpunkt.
- Weiterhin ist vorgesehen, daß der Transportschlitten wahlweise mit einer Vorrichtung zur Erzeugung von Unter- oder Überdruck verbunden ist, und eine nach unten zeigende Gegenplatte mit mehreren darin integrierten, nach unten zeigenden Druckausgangsöffnungen für die Fensterzuschnitte aufweist.
- Mittels dieser Gegenplatte kann der Transportschlitten die Fensterzuschnitte "ergreifen" (durch Ansaugen mittels Unterdruck) bzw. über dem Fixpunkt F (über dem zugehörigen Kartonzuschnitt) wieder abstoßen (mittels Überdruck).
- Eine vorteilhafte Ausgestaltung sieht vor, daß zwei Führungsrohre sich beidseitig des Fixpunktes bis über je ein Magazin erstrecken und daß zwei Transportschlitten vorgesehen sind, die taktversetzt gesteuert sind, derart, daß ein Transportschlitten sich über einem der beiden Magazine befindet, wenn der andere Transportschlitten über dem Fixpunkt positioniert ist.
- Diese Verdoppelung der Transportschlitten ermöglicht auch eine Verdoppelung des Arbeitstaktes, da immer dann, wenn der eine Transportschlitten am Fixpunkt "seinen" Fensterzuschnitt auf dem betreffenden Kartonzuschnitt abgesetzt hat und wieder zu "seinem" Magazin zurückfährt, sich bereits der andere Transportschlitten in Richtung zum Fixpunkt bewegt, der währenddessen von "seinem" Magazin einen neuen Fensterzuschnitt aufgenommen hat. Während die Bewegungsabläufe der beiden Transportschlitten, die sich immer in konstantem Abstand zueinander befinden, weitgehend synchron sind, versteht sich von selbst, daß die Versorgung der Druckausgangsöffnungen mit Unterdruck oder Überdruck von der jeweiligen Arbeitsposition des Transportschlittens abhängt.
- In weiterer Ausgestaltung der Erfindung ist vorgesehen, daß jedes Magazin einen von unten federbeaufschlagten Hubtisch beinhaltet, auf dem eine Anzahl von Fensterzuschnitten gespeichert ist, derart, daß der jeweils obere Fensterzuschnitt gegen einen höhenfixierten Anschlag gedrückt wird, bis zu dem die zu diesem Zeitpunkt unterdruckbeaufschlagte Gegenplatte des/der Transportschlitten mittels Zylinderführungen absenkbar ist.
- Durch den Anschlag wird somit auch ein definierter Weg geschaffen, den die Gegenplatte des Transportschlittens nach unten zurücklegen muß, bis sie den oberen Fensterzuschnitt kontaktiert und dann mittels Unterdruck ansaugt und vom verbleibenden Stapel der Fensterzuschnitte abhebt.
- Von besonderer Bedeutung ist hierbei, daß zur Positionerung und Führung dieses Hubtisches mindestens drei vertikale Rohre auf einer horizontal gelagerten Grundplatte verschiebbar gelagert sind, zwischen denen der Hubtisch gleitet und daß diese Rohre in Langlochführungen der Grundplatte verschiebbar sind, die sich radial von einem Mittelpunkt der Grundplatte nach außen erstrecken.
- Durch die unabhängige Verstellung dieser Rohre ist eine exakte Fixierung der Fensterzuschnitte relativ zum Transportschlitten bzw. relativ zur Gegenplatte des Transportschlittens möglich, was dann auch die Voraussetzung für ein exaktes Absetzen am vorausbestimmten Fixpunkt ist. Als Ergänzung dieser Maßnahme ist weiterhin vorgesehen, daß die Grundplatte in einem äußeren Rahmenteil zur Feinpositionierung horizontal allseitig justierbar ist, so daß die Positionierung der Fensterzuschnitte mit höchster Genauigkeit vorgenommen werden kann.
- Zur Erhöhung der Zuverlässigkeit der Maschine ist weiterhin vorgesehen, daß in Höhe des Anschlags für den jeweils oberen Fensterzuschnitt Druckluftdüsen angeordnet sind, die zur Unterstützung der Vereinzelung beim Auflegen der unterdruckbeaufschlagten Gegenplatte einen in der Fläche des oberen Fensterzuschnitts gerichteten Druckluftstrom abgegen. Dieser Druckluftstrom bewirkt durch die Erzeugung eines Unterdruckes über dem obersten Fensterzuschnitt eine Lösung dieses oberen Fensterzuschnittes von dem darunterliegenden Stapel, so daß dann dieser derart "vorbereitete" Fensterzuschnitt von der unterdruckbeaufschlagten Gegenplatte des Tranportschlittens leichter vom darunterliegenden Stapel vereinzelt und erfaßt werden kann.
- Weitere Ausgestaltungen sind weiteren Unteransprüchen zu entnehmen.
- Ein Ausführungsbeispiel der erfindungsgemäßen Maschine wird nun anhand von Zeichnungen näher erläutert. Es zeigen:
- Fig. 1 eine Aufsicht auf die Maschine als Station innerhalb einer Fertigungsstraße,
- Fig. 2 einen Querschnitt durch die Maschine in der Ebene A-A der Fig. 1 und
- Fig. 3 einen Längsschnitt durch die Maschine in der Ebene B-B der Fig. 1.
- Die Figuren zeigen zunächst einen Ausschnitt aus einer Fertigungsstraße 20 zur Verarbeitung von Schachtelzuschnitten, beispielsweise des in Fig. 1 links dargestellten Kartonzuschnittes 10, der auf einer Förderfläche 23 mittels Förderriemen taktweise von Verarbeitungsstation zu Verarbeitungsstation gefördert wird. In Fig. 1 dargestellt sind Förderriemen 24 und 25 seitliche Anschlagleisten 26 und 27, wobei die Förderriemen 24, 25 in Richtung der Doppelfeile, also in Förderrichtung, verstellbar sind und die Anschlagleisten 26, 27 senkrecht zur Förderrichtung in Richtung der ihnen zugeordneten Doppelfeile verstellbar sind, so daß bei korrekter Einstellung der Förderriemen einerseits und der Anschlagleisten andererseits ein definierter Punkt Fʹ des Kartonzuschntitts 10 zu einem vorgegebenen Fixpunkt F auf der Förderfläche 23 gefördert wird (die weiteren Förderriemen, die zum Abtransport des Kartonzuschnitts dienen, sind der Einfachheit halber nicht dargestellt).
- Die ganzen Einrichtungen zur Förderung und Positionierung des Kartonzuschnitts 10 sind üblicherweise in einem Rahmen, bestehend aus Rahmenschenkeln 21, 22 untergebracht, die in der Regel auf dem Fußboden abgestützt sind (vergl. Fig. 3).
- Derartige Maschinen zur Verarbeitung von Kartonzuschnitten sind allgemein bekannt, und es braucht daher auf deren Ausgestaltung nicht näher eingegangen zu werden.
- Beim dargestellten Ausführungsbeispiel weist der Kartonzuschnitt 10 einen Ausschnitt im Sinne eines Fensters 10a auf, der bei der weiteren Verarbeitung mit einer PVC-Klarsichtfolie, im folgenden als Fensterzuschnitt 11 bezeichnet, verschlossen werden soll. Die Maschine muß also dafür sorgen, daß entsprechend der Aufeinanderfolge von Kartonzuschnitten 10 eine entsprechende Folge von Fensterzuschnitten 11 in eine definierte Position oberhalb der Förderfläche 23 und oberhalb des Kartonzuschnitts 10 zu liegen kommt und von dort mit hoher Präzision auf den Kartonzuschnitt 10 abgesenkt wird, derart, daß die vorher mit Leimauftrag versehenen Randflächen um den Fensterausschnitt 10a genau von den Randflächen des Fensterzuschnittes 11 überdeckt werden und somit miteinander verkleben. Die Fensterzuschnitte 11 müssen also so über die Förderfläche 23 transportiert werden, daß ihr in Übereinstimmung mit dem Punkt Fʹ gewählter Mittelpunkt Fʺ ebenfalls über dem Fixpunkt F der Förderfläche 23 zu liegen kommt, wobei dann noch sichergestellt sein muß, daß auch die Ausrichtung der Fensterzuschnitte 11 parallel zu den entsprechenden Kanten des Fensterausschnitts 10a erfolgt.
- das Vereinzeln, Zuführen und positionsgenaue Absetzen von Fensterzuschnitten 11 auf der Förderfläche 23 ist folglich Sinn und Zweck der im folgenden in Einzelheiten beschriebenen Maschine:
- Senkrecht zu den Rahmenschenkeln 21, 22 der Fertigungsstraße 20 ist zu diesem Zweck eine (weitere) Station 30 eingeschaltet, deren Bewegungsabläufe im wesentlichen senkrecht zur Förderrichtung der Förderfläche 23 verlaufen.
- Die Station 30 beinhaltet zunächst einen rechteckigen Rahmen 40, dessen Längsachse B-B senkrecht zur Längsachse der Förderfläche 23 verläuft. Der Rahmen 40 überragt an beiden Seiten die entsprechenden Rahmenschenkel 21, 22 der Fertigungsstraße 20, so daß dort weitere Rahmenteile 41, 42 Platz finden, die zur Aufnahme je eines Magazings 31, 32 dienen, dessen Aufbau weiter unten näher erläutert wird.
- In der Mitte dieser Rahmenkonstruktion stützt sich eine kammartig ausgebildete (vergl. Fig. 2) Anschlagleiste 43 auf dem Rahmen 40 ab, die durch den Fixpunkt F verläuft. Symmetrisch zur Mittellängsachse B-B des Rahmens 40 sind zwei Führungsrohre 35, 36 geführt, deren Enden in den Stirnseiten des Rahmens 40 gelagert sind und deren Mittelbereiche durch die Anschlagleiste 43 geführt und von dieser gehalten sind.
- Die Anschlagleiste 43 trennt somit die Station 30 in eine rechte und eine linke Hälfte , die jeweils ein Magazin 31 bzw. 32 aufweist und sich bis zum Fixpunkt F über der Förderfläche 23 erstreckt. An diesen beiden Führungsrohren 35, 36 ist nun in der linken und der rechten Hälfte je ein Transportschlitten 33, 34 verschiebbar gelagert, und zwar derart, daß seine eine Endposition über dem zugeordneten Magazin 31 (für den Transportschlitten 34) bzw. 32 (für den Transportschlitten 33) zu liegen kommt und die andere Endposition durch einen Anschlag an der Anschlagleiste 43 definiert ist.
- Aufgabe dieser beiden Transportschlitten 33, 34 ist es, die in "ihrem" Magazin 31 bzw. 32 gestapelten Fensterzuschnitte aus PVC-Klarsichtfolie taktweise zu ergreifen, in Richtung zur Förderfläche 23 zu transportieren und dort positionsgenau (d.h. mit ihrem fiktiven Mittelpunkt Fʺüber dem Fixpunkt F) auf dem darunterliegenden Kartonzuschnitt 10 abzusetzen.
- Zu diesem Zweck sind die Transportschlitten 33, 34 an ihrer Unterseite mit einer Gegenplatte 37 versehen, die über Teleskop- oder Zylinderführungen 39 im jeweiligen Transportschlitten vertikal verfahrbar sind, so daß die Gegenplatte 37 in Richtung auf des Magazin bzw. in Richtung auf den Faltschachtelzuschnitt 10 absenkbar und wieder anhebbar ist. Um hiermit das Ergreifen der Fensterzuschnitte 11 zu ermöglichen, weist die Gegenplatte 37 an ihrer Unterseite Druckausgangsöffnungen 38 auf, die mittels (der Einfachheit halber nicht näher dargestellten) Leitungsverbindungen entweder mit einem Unterdruckaggregat (beispielsweise einer Vakuumpumpe) oder aber einem Überdruckaggregat verbindbar sind.
- Durch die Kombination der Hubbewegung der Gegenplatte 37 mit der horizontalen Verschiebung der Transportschlitten in ihren Führungsrohren 35, 36 läßt sich also ein Fensterzuschnitt 11 aus dem Magazin entnehmen, zum Fixpunkt F fördern und dort auf dem Kartonzuschnitt 10 absetzen, wie dies in Fig. 3 durch die auf die betreffenden Stellen gerichteten Doppelpfeile angedeutet ist.
- Im folgenden wird nun noch der Aufbau der Magazine 31 und 32 näher beschrieben, wie er insbesondere aus Fig. 2 hinsichtlich des Magazins 31 ersichtlich ist:
- Das Magazin 31 besteht einer Grundplatte 312, die über Schraubverbindungen mit den stirnseitig angeordneten Rahmenteilen 41, 42 verbunden und in diesen gehalten ist. Durch Justierung dieser Schraubverbindungen läßt sich also eine Feinjustierung der Grundplatte und damit der Fensterzuschnitte 11 insbesondere in dem Sinne erreichen, daß entsprechende Kanten der Zuschnitte 11 und der Fensterausschnitte 10a absolut parallel zueinander verlaufen.
- Die Grundplatte 312 ist mit radial verlaufenden (nicht dargestellten) Langlochbohrungen versehen, in denen mehrere Rohre 311 geführt sind. Diese Art der Verschiebung gestattet es, jede gewünschte Position auf der Grundplatte 312 für die Faltschachtelzuschnitte einzunehmen, so daß durch entsprechende Versuche sichergestellt werden kann, daß die Fensterzuschnitte 11 nach ihrem Transport durch die Transportschlitten auch tatsächlich exakt den Fensterausschnitt 10a im Kartonzuschnitt 10 mit möglichst gleichmäßigem Randüberstand abdecken. Es versteht sich von selbst, daß die Justierung der Fensterzuschnitte 11 auf der Grundplatte 312 in Zusammenhang mit der entsprechenden Justierung der Förderriemen 24, 25 und der Anschlagleisten 26, 27 gesehen werden muß.
- Zwischen den Rohren 311 ist ein Hubtisch 310 geführt, der von unten druckbeaufschlagt ist. Symbolisch ist dies durch eine Feder dargestellt, es kann natürlich auch eine andere Krafteinwirkung vorgesehen sein. Auf dem Hubtisch liegen, zentriert von den Rohren 311, die Fensterzuschnitte 11 stapelweise übereinander und werden somit von unten (nicht näher dargestellten) Anschlag gedrückt, der im Bereich der oberen Stirnseite der Rohre 311 liegt. Seitlich von diesem Bereich sind zwei Druckluftdüsen 313 angeordnet, deren Luftstrahl parallel zur Oberfläche des Stapels von Fensterzuschnitten 11 verläuft, so daß hier ein gewisser Unterdruck über dem obersten Fensterzuschnitt erzielt werden kann.
- Im folgenden soll nun noch die Funktion der erfindungsgemäßen Station 30 anhand eines Arbeitstaktes erläutert werden:
- Beginnend bei der in den Figuren 1 und 3 dargestellten Position der beiden Transportschlitten 33 und 34 (im Abstand R) bewegen sich die beiden Gegenplatten 37 nach unten. Die Gegenplatte 37 des Transportschlittens 33 bewegt sich dabei auf den obersten Fensterzuschnitt 11 im Stapel im Magazin 32 zu, die Gegenplatte 37 des Transportschlittens 34 bewegt sich mit ihrem bereits erfaßten Zuschnitt auf den inzwischen positionsgerecht auf der Förderfläche 23 befindlichen Kartonzuschnitt 10 zu. Wenn die Gegenplatte 37 des Transportschlittens 34 den Kartonzuschnitt 10 erreicht hat, wird das Druckaggregat zugeschaltet und über die Druckausgangsöffnungen 38 wird der Folienzuschnitt abgeblasen, wobei die Wirkung des Leimauftrages in den Randbereichen des Fensterausschnittes 10a unterstützend wirkt und gegebenenfalls auch noch (nicht dargestellte) mechanische Hilfsmittel in Form von elastischen Leisten vorgesehen sein können, die verhindern, daß der Folienzuschnitt an der Gegenplatte 37 hängenbleibt, wenn diese wieder nach oben gesteuert wird.
- In der gleichen Zeit bewegt sich die Gegenplatte 37 des Transport schlittens 33 nach unten, und hierbei werden gleichzeitig die Druckluftdüsen 313 bzw. 323 aktiviert und die Druckausgangsöffnungen 38 in der Gegenplatte 37 werden mit einem Unterdruckaggregat verbunden, so daß durch diese beiden Einwirkungen der oberste Fensterzuschnitt 11 vom Stapel vereinzelt wird und an der Gegenplatte 37 hängenbleibt.
- Nach Abschluß dieses synchronen Absenkens und Wiederhochziehens der beiden Gegenplatten 37 werden die Transportschlitten 33, 34 nun in der Darstellung der Fig. 3 nach link verfahren, wobei ihr Abstand R zueinander erhalten bleibt, so weit, bis der Transportschlitten 34 über "seinem" Magazin 31 angelangt ist und der Transportschlitten 33 an der Anschlagleiste 43 anstößt und somit seine vorherbestimmte Lage erreicht hat. Hierbei wiederholen sich dann die oben beschriebenen Vorgänge beim jeweils anderen Transportschlitten, und nach deren Abschluß werden die beiden Transportschlitten dann wieder nach rechts (Fig. 3) verfahren, wo sie die Anfahrstellung wieder erreichen und ein Arbeitstakt dieser Station somit beendet ist.
- Von Bedeutung bei dieser Synchronsteuerung der beiden Transportschlitten ist natürlich, daß die Endposition der beiden Transportschlitten über der Förderfläche 23, die durch die Anschlagleiste 43 definiert wird, identisch ist. Dies läßt sich durch einen entsprechenden spiegelsymmetrischen Aufbau der beiden Transportschlitten erreichen.
- Die Bewegungen der Transportschlitten und ihrer Gegenplatten können je nach Bedarf pneumatisch, hydraulisch oder elektromechanisch gesteuert sein, wie dies im Einzelfall für günstig gehalten wird. Die obige Beschreibung wurde anhand des Ausführungsbeispiels Kartonzuschnitt - PVC-Klarsichtfolien-Fensterzuschnitt gegeben. Es versteht sich jedoch von selbst, daß das Verfahren und die Maschine auch für andere Materialien Verwendung finden können, beispielsweise Kartonzuschnitte verschiedener Dicke, verschiedener Qualität oder besonderer Bedruckung.
- Eine Variante der Steurung des Hubtisches 310 sieht vor, daß die obere Position des obersten Fensterzuschnittes durch eine Lichtschranke vorgegeben wird, die beispielsweise den Kolben eines unter dem Hubtisch 310 angeordneten Pneumatikelements steuert. Die Gegenplatte 37 ist hierbei mit einem Näherungsschalter ausgerüstet, der bei Unterschreitung eines Minimalabstandes zum obersten Fensterzuschnitt ein Ausgangssignal erzeugt. Die Steuerung läuft dann wie folgt ab:
- Der Hubtisch 310 befindet sich in seiner oberen Position; wenn die Gegenplatte 37 den genannten Minimalabstand erreicht hat, schaltet der Näherungsschalter die Unterdruckversorgung der Druckausgangsöffnungen 38 ein, worauf der oberste Zuschnitt angesaugt wird; gleichzeitig oder kurz danach fährt der Hubtisch 310 mit dem restlichen Stapel nach unten, um den Vereinzelungsvorgang zu unterstützen. Über einen auf dem Weg des Transportschlittens angeordneten Schalter wird dann das Pneumatikelement wieder angesteuert und der Kolben verfährt den Hubtisch 310 wieder in seine obere Warteposition bis zur "Rückkehr" des Transportschlittens.
- Beim beschriebenen Ausführungsbeispiel bedeutet die Bezeichnung "Fensterzuschnitt" nicht zwangsläufig, daß die PVC-Klarsichtfolie nur in einer Fläche des Schachtelzuschnittes eingesetzt werden könnte, es sind auch Verpackungen herstellbar, die praktisch zur einen Hälfte aus Karton und zur anderen Hälfte aus PVC-Hartfolie bestehen, bei denen sich also die Faltlinien sowohl über den Kartonteil, als auch über den PVC-Folienteil erstrecken. Es versteht sich von selbst, daß bei derartigen Gestaltungen die extreme Positionierungsgenauigkeit der erfindungsgemäßen Lösung von besonderer Bedeutung ist, da die aneinander anschließenden Faltlinien genau miteinander fluchten müssen, damit die fertige Faltschachtel einwandfrei faltbar ist.
- Grundsätzlich können beliebige erste und zweite Teile mit der beschriebenen Maschine verbunden werden, so beispielsweise auch Gummiringe (als erste Teile) mit Faltbeuteln (als zweite Teile) zur Herstellung von Staubbeuteln für Staubsauger, bei denen die Gummiringe als Abdichtung rund um die Kreisöffnung der Faltbeutel positioniert und mit diesen verbunden werden müssen.
- Beim beschriebenen Ausführungsbeispiel bewegen sich die Transportschlitten alternierend auf einer geraden Bahn vom Magazin 31 oder 32 zur Fertigungsstraße 20. Es ist selbstverständlich auch möglich, anstelle dieser geraden Bahn beispielsweise eine kreisförmige oder kreisbogenförmige Bahn vorzusehen, wo dann mindestens einer oder beispielsweise auch bis zu vier Transportschlitten karussellartig über die Fertigungsstraße bewegt werden. Hierbei ist dann sowohl eine alternierende als auch eine taktweise gleichgerichtete Rotation dieser Transportschlitten möglich. Eine solche Ausgestaltung gestattet durch eine entsprechende Erhöhung der Anzahl der Transportschlitten auch eine Erhöhung des Taktes der Fertigungsstraße, da beispielsweise immer zwei Transportschlitten gleichzeitig Fensterzuschnitte auf der Fertigungsstraße absetzen können, dadurch daß also zwei Fixpunkte Fʹ und Fʺ definiert werden.
Claims (12)
1. Maschine zur Herstellung von zweiteiligen Gegenständen, deren Teile in definierter räumlicher Zuordnung miteinander verbunden werden,
dadurch gekennzeichnet, daß die ersten Teile (11) vereinzelt, im wesentlichen senkrecht zur Förderrichtung der zweiten Teile gefördert und dort mit den zweiten Teilen (10) verbunden werden und daß hierfür folgende Einrichtungen vorgesehen sind:
dadurch gekennzeichnet, daß die ersten Teile (11) vereinzelt, im wesentlichen senkrecht zur Förderrichtung der zweiten Teile gefördert und dort mit den zweiten Teilen (10) verbunden werden und daß hierfür folgende Einrichtungen vorgesehen sind:
a) die zweiten Teile (10) zu einem Fixpunkt (F) transportierende, horizontal justierbare Förderriemen (24,25),
b) mindestens ein die ersten Teile (11) speicherndes, auf deren Format einstellbares Magazin (31,32),
c) eine horizontale Förderbahn für die ersten Teile (11) zwischen dem Magazin (31,32) und dem Fixpunkt (F), und
d) mindestens ein auf der Förderbahn laufender Transportschlitten (33,34) der die ersten Teile (11) aus dem Magazin (31,32) entnimmt/entnehmen und in einstellbarer Relation zum Fixpunkt (F) auf einem mittels der Förderriemen (24,25) dorthin geförderten und positionierten zweiten Teil (10) absetzt/absetzen.
2. Maschine nach Anspruch 1, dadurch gekennzeichnet, daß die ersten Teile Fensterzuschnitte aus durchsichtiger Folie und die zweiten Teile Faltschachtelzuschnitte sind.
3. Maschine nach Anspruch 1, dadurch gekennzeichnet, daß die Förderbahn mindestens ein Führungsrohr (35, 36) beinhaltet, das sich zumindest von oberhalb des Magazins (31, 32) bis oberhalb des Fixpunktes (F) erstreckt, an dem mindestens ein Transportschlitten (33, 34) verschiebbar gelagert ist.
4. Maschine nach Anspruch 1 und 2, dadurch gekennzeichnet, daß der Transportschlitten (33, 34) wahlweise mit einer Vorrichtung zur Erzeugung von Unterdruck oder Überdruck verbunden ist und eine nach unten zeigende Gegenplatte (37) mit mehreren darin integrierten, nach unten zeigenden Druckausgangsöffnungen (38) für die Fensterzuschnitte (11) aufweist.
5. Maschine nach Anspruch 1-4, dadurch gekennzeichnet, daß zwei Führungsrohre (35, 36) sich beidseitig des Fixpunktes (F) bis über je ein Magazin (31, 32) erstrecken, und daß zwei Transportschlitten (33, 34) vorgesehen sind, die taktversetzt gesteuert sind, derart, daß ein Transportschlitten (33) sich über einem der beiden Magazine (31) befindet, wenn der andere Transportschlitten (34) über dem Fixpunkt (F) positioniert ist.
6. Maschine nach Anspruch 1, dadurch gekennzeichnet, daß das Magazin (31, 32) einen von unten federbeaufschlagten Hubtisch (310, 320) beinhaltet, auf dem eine Anzahl von ersten Teilen (11) gespeichert ist, derart, daß das jeweils obere erste Teil (11) gegen einen höhenfixierten Anschlag gedrückt wird, bis zu dem die zu diesem Zeitpunkt unterdruckbeaufschlagte Gegenplatte (37) des/der Transportschlitten(s) (33, 34) mittels Zylinderführungen (39) ansenkbar ist.
7. Maschine nach Anspruch 6, dadurch gekennzeichnet, daß zur Positionierung und Führung des Hubtisches (310, 320) mindestens drei vertikale Rohre (311, 321) auf einer horizontal gelagerten Grundplatte (312, 322) verschiebbar gehalten sind, zwischen denen der Hubtlisch (310, 320) gleitet.
8. Maschine nach Anspruch 7, dadurch gekennzeichnet, daß die Rohre (311, 321) in Langlochführungen der Grundplatte (312, 322) verschiebbar sind, die sich radial von einem Mittelpunkt der Grundplatte (312, 322) nach außen erstrecken.
9. Maschine nach Anspruch 6-8, dadurch gekennzeichnet, daß in Höhe des Anschlage für das jeweils obere erste Teil (11) Druckluftdüsen (313, 323) angeordnet sind, die zur Unterstützung der Vereinzelung beim Auflegen der unterdruckbeaufschlagten Gegenplatte (37) einen in der Fläche des oberen ersten Teils (11) gerichteten Druckluftstrom abgeben.
10. Maschine nach Anspruch 7, dadurch gekennzeichnet, daß die Grundplatte (312, 322) in einem äußeren Rahmenteil (41, 42) zur Feinpositionierung horizontal allseitig justierbar ist.
11. Maschine nach Anspruch 5, dadurch gekennzeichnet, daß die beiden Transportschlitten (33, 34) beidseitig einer Anschlagsleiste (43)operieren, die derart relativ zum Fixpunkt (F) positioniert ist, daß die durch diese Anschlagleiste (43) definierte Endposition beider Transportschlitten (33, 34) über einem positionierten zweiten Teil (10) gleich ist.
12. Maschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß beidseitig des Fixpunktes (F) eine über den Rand des Kartonzuschnitts (10) greifende elastische Leiste vorgesehen ist, die die Trennung des geförderten Fensterzuschnittes (11) von der zu diesem Zeitpunkt druckluftbeaufschlagten Gegenplatte (37) eines Transportschlittens (33, 34) unterstützt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3636269 | 1986-10-24 | ||
| DE19863636269 DE3636269A1 (de) | 1986-10-24 | 1986-10-24 | Verfahren und maschine zur herstellung von schachtelzuschnitten aus unterschiedlichen materialien |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0264940A2 true EP0264940A2 (de) | 1988-04-27 |
| EP0264940A3 EP0264940A3 (de) | 1989-08-16 |
Family
ID=6312428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87115488A Withdrawn EP0264940A3 (de) | 1986-10-24 | 1987-10-22 | Maschine zur Herstellung von zweiteiligen Gegenständen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0264940A3 (de) |
| DE (1) | DE3636269A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0520350A1 (de) * | 1991-06-27 | 1992-12-30 | MECCANICA ROBECCHESE sas | Verfahren und Vorrichtung zum synchronisierten Schneiden von Fenstern aus Materialbahnen und Aufkleben von Etiketten auf diese Fenster |
| FR2769902A1 (fr) * | 1997-10-21 | 1999-04-23 | Esatec | Procede, equipement et poste pour l'assemblage precis de deux elements plans superposes |
| FR2872499A1 (fr) * | 2004-07-02 | 2006-01-06 | Jean Claude Jeandeaud | Dispositif et procedes de transfert de flans et installation et procede de travail de flans |
| CN105172209A (zh) * | 2015-10-08 | 2015-12-23 | 盐城宏景机械科技股份有限公司 | 自动校纸贴窗的糊折盒机 |
| CN108437546A (zh) * | 2018-04-26 | 2018-08-24 | 杭州中亚机械股份有限公司 | 一种纸箱挤压成形用挤压模具 |
| CN114082598A (zh) * | 2021-11-24 | 2022-02-25 | 安徽嘉好机械制造有限公司 | 一种pvc地板生产自动化涂胶贴面装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB106842A (de) * | 1900-01-01 | |||
| FR401872A (fr) * | 1909-04-08 | 1909-09-18 | Georges Lhermite | Machine à coller les transparents sur les enveloppes ajourées |
| FR508368A (fr) * | 1915-11-30 | 1920-10-08 | Gen Paper Goods Mfg Company | Mécanisme d'application des pièces transparentes pour enveloppes à fenetres |
| FR745381A (de) * | 1933-05-10 | |||
| US1969106A (en) * | 1930-10-31 | 1934-08-07 | Edwin G Staude | Adhesive applying and registering mechanism |
| FR43983E (fr) * | 1933-09-12 | 1934-09-25 | C & A Holweg | Dispositif pour le collage de fenêtres sur des baies découpées dans des feuilles de papier, etc. |
| DE2148532A1 (de) * | 1971-09-29 | 1973-04-05 | Heinrich Selle | Vorrichtung zum beschicken von foerderbahnen mit platten |
| US4059261A (en) * | 1976-06-10 | 1977-11-22 | Brown Robert L | Machine and method for successively feeding stacked blanks |
| DE3308213A1 (de) * | 1982-03-18 | 1983-09-29 | Dupuy Engineering S.A., 16340 L'Isle d'Espagnac | Kreisvorrichtung zur automatischen herstellung von schaubehaeltern |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE537872C (de) * | 1930-10-23 | 1931-11-07 | Kurt Hartenfels | Maschine zum Einkleben von durchsichtigen Fenstern in Briefumschlaege, Beutel, Faltschachteln u. dgl. |
-
1986
- 1986-10-24 DE DE19863636269 patent/DE3636269A1/de active Granted
-
1987
- 1987-10-22 EP EP87115488A patent/EP0264940A3/de not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB106842A (de) * | 1900-01-01 | |||
| FR745381A (de) * | 1933-05-10 | |||
| FR401872A (fr) * | 1909-04-08 | 1909-09-18 | Georges Lhermite | Machine à coller les transparents sur les enveloppes ajourées |
| FR508368A (fr) * | 1915-11-30 | 1920-10-08 | Gen Paper Goods Mfg Company | Mécanisme d'application des pièces transparentes pour enveloppes à fenetres |
| US1969106A (en) * | 1930-10-31 | 1934-08-07 | Edwin G Staude | Adhesive applying and registering mechanism |
| FR43983E (fr) * | 1933-09-12 | 1934-09-25 | C & A Holweg | Dispositif pour le collage de fenêtres sur des baies découpées dans des feuilles de papier, etc. |
| DE2148532A1 (de) * | 1971-09-29 | 1973-04-05 | Heinrich Selle | Vorrichtung zum beschicken von foerderbahnen mit platten |
| US4059261A (en) * | 1976-06-10 | 1977-11-22 | Brown Robert L | Machine and method for successively feeding stacked blanks |
| DE3308213A1 (de) * | 1982-03-18 | 1983-09-29 | Dupuy Engineering S.A., 16340 L'Isle d'Espagnac | Kreisvorrichtung zur automatischen herstellung von schaubehaeltern |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0520350A1 (de) * | 1991-06-27 | 1992-12-30 | MECCANICA ROBECCHESE sas | Verfahren und Vorrichtung zum synchronisierten Schneiden von Fenstern aus Materialbahnen und Aufkleben von Etiketten auf diese Fenster |
| FR2769902A1 (fr) * | 1997-10-21 | 1999-04-23 | Esatec | Procede, equipement et poste pour l'assemblage precis de deux elements plans superposes |
| FR2872499A1 (fr) * | 2004-07-02 | 2006-01-06 | Jean Claude Jeandeaud | Dispositif et procedes de transfert de flans et installation et procede de travail de flans |
| WO2006013265A1 (fr) * | 2004-07-02 | 2006-02-09 | Arcelor Steel Service Centres | Dispositif et procedes de transfert de flans et installation et procede de travail de flans |
| CN105172209A (zh) * | 2015-10-08 | 2015-12-23 | 盐城宏景机械科技股份有限公司 | 自动校纸贴窗的糊折盒机 |
| CN108437546A (zh) * | 2018-04-26 | 2018-08-24 | 杭州中亚机械股份有限公司 | 一种纸箱挤压成形用挤压模具 |
| CN114082598A (zh) * | 2021-11-24 | 2022-02-25 | 安徽嘉好机械制造有限公司 | 一种pvc地板生产自动化涂胶贴面装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0264940A3 (de) | 1989-08-16 |
| DE3636269C2 (de) | 1992-07-09 |
| DE3636269A1 (de) | 1988-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3222657A1 (de) | Einrichtung und verfahren zum automatischen montieren von teilen auf chassis | |
| EP0856396B1 (de) | Flexible Anlage zum Aufrichten von Kartonzuschnitten | |
| DE4014797C2 (de) | ||
| EP0264940A2 (de) | Maschine zur Herstellung von zweiteiligen Gegenständen | |
| EP0164585B1 (de) | Maschine zum Herstellen von Faltschachteln aus Zuschnitten | |
| DE3218189A1 (de) | Vorrichtung zum entnehmen und ablegen von flaechenhaften teilen, insbesondere textilteilen | |
| DE3141075C2 (de) | Zuführeinrichtung für Blechstreifenstapel zur Zufuhr zu einem Stanzautomaten | |
| DE3130816C2 (de) | ||
| EP0529204A1 (de) | Vorrichtung zum Zuführen von plattenförmigen Zuschnitten zu einer Tiefziehmaschine | |
| EP0741101A2 (de) | Verfahren zum Trennen von Heftlagenpaketen in Staplern und Stapler zum Durchführen des Verfahrens | |
| DE20019140U1 (de) | Vorrichtung zum Verformen von flachliegenden Kartonzuschnitten und damit hergestellter Karton | |
| DE2517339C2 (de) | Vorrichtung zum gleichzeitigen Zuführen und Befestigen mehrerer Gegenstände aus Kunststoff an einem Werkstück | |
| DE2641848A1 (de) | Verfahren und vorrichtung zum positionieren von bogen fuer druckmaschinen o.dgl. | |
| DE29802261U1 (de) | Vorrichtung zum Verpacken von in Stapeln zugeführten Gegenständen | |
| DE3417154A1 (de) | Maschine zum verpacken von massenartikeln | |
| DE3150045A1 (de) | Zufuehreinrichtung fuer blechstreifenstapel zur zufuhr zu einem stanzautomaten | |
| EP0344363A1 (de) | Vorrichtung zum Ausrichten und Öffnen flachliegender Kunststoffsäcke | |
| DD255914A5 (de) | Verfahren und vorrichtng zur herstellung von harteinbaenden fuer schriftsaetze | |
| EP0240779B1 (de) | Anordnung zum Zusammenlegen von flächigen Werkstücken | |
| EP0684122A2 (de) | Maschine zum Herstellen von tiefgezogenen Bechern mit Fuss | |
| DE1941497A1 (de) | Einrichtung zur Herstellung von Behaeltern | |
| DE551242C (de) | Vorrichtung zum Zudeckeln von Halsschachteln | |
| DE19653350C1 (de) | Übergabestation für gestapelte Zuschnitte | |
| EP0988963A2 (de) | Verfahren zum kontinuierlichen Formgeben von flachen Zuschnitten in Schachteln | |
| AT148887B (de) | Maschine zur Herstellung von Kappenschachteln mit eingesetztem Zargenhals. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19900217 |