EP0200622B1 - Outil de presse muni d'un système de guidage et de dégagement de bande de métal - Google Patents
Outil de presse muni d'un système de guidage et de dégagement de bande de métal Download PDFInfo
- Publication number
- EP0200622B1 EP0200622B1 EP86400806A EP86400806A EP0200622B1 EP 0200622 B1 EP0200622 B1 EP 0200622B1 EP 86400806 A EP86400806 A EP 86400806A EP 86400806 A EP86400806 A EP 86400806A EP 0200622 B1 EP0200622 B1 EP 0200622B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- guide
- stopper
- guiding
- release system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 239000002184 metal Substances 0.000 title claims description 90
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 239000011159 matrix material Substances 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000004080 punching Methods 0.000 description 4
- 238000011084 recovery Methods 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 241000422252 Cales Species 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000003923 scrap metal Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/021—Control or correction devices in association with moving strips
- B21D43/023—Centering devices, e.g. edge guiding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/727—With means to guide moving work
- Y10T83/744—Plural guide elements
- Y10T83/745—Opposed
Definitions
- the present invention relates to a press tool provided with a metal strip guiding and releasing system.
- tools are usually used which are mounted on presses for punching, stamping, bending, bending, etc. These tools are frequently recovery tools and tools to follow.
- a recovery tool a press tool that operates only once, on a sheet metal blank to give it a more or less complex shape. Operations such as punching, stamping, bending, cutting, etc ... in general can not all be done with a single recovery tool but they are done on a range of such tools.
- a tool comprising several aligned work stations, one arranged after the other, on which we scroll in a determined pitch, a strip of metal or sheet metal to achieve on this strip by each of these work stations, a predetermined operation such as punching, stamping, folding, cutting ... and obtaining at the exit of the last of these stations, a finished part, detached from this strip of metal or sheet metal, and having a more or less complex shape.
- These tools generally include, as main component parts, working parts constituted by punches and dies, holding parts such as blank clamps, punch holders and die holders, fixing soles and systems for guiding strips of metal or sheet metal in their stepwise progression between these punches and dies.
- each press tool is designed for a given part to be manufactured.
- any change in size and / or shape of a given part to be produced entails a complete change of tool. There is thus a significant expenditure in raw material, labor and time.
- a tool to follow the dies and punches are made removable and interchangeable so that several pieces of different dimensions and shapes can be successively produced following a change of dies and punches.
- a tool works with a single metal strip width and manufactures parts included within limited dimensional limits both in width and in height.
- parts of relatively small dimensions are produced with such a tool in the same metal strip intended for parts of relatively larger dimensions, wastage results in significant scrap metal.
- the tool is not able to produce parts subjected to folding and having relatively more bulky dimensions in height, because the metal strip not being lifted sufficiently at the - above the matrices, risk of being blocked in its scrolling or seriously distorted.
- the two predetermined fixed low and high positions of these supports define a pre-established maximum limit on the overall height of the parts to be produced in this tool. To increase this maximum overall height limit, it is necessary to modify these low and high positions by moving them away and consequently to change all of these supports.
- the present invention aiming to avoid these drawbacks, makes it possible to produce an efficient, economical press tool provided with an improved system for guiding and releasing or lifting up a metal strip making the tool suitable for using metal strips with widths. different in a successive manufacture of several parts of different dimensions, to manufacture parts with different dimensions in height, and to obtain an appreciable saving in raw material, labor and time.
- a press tool provided with a system for guiding and releasing a strip of metal running through the tool between dies and punches, with a system for guiding and releasing strip of metal having several diametrically opposed supports in pairs on the two longitudinal sides of this strip regularly spaced along the path of the latter outside the active areas of the dies and punches, a lower sole for fixing the tool high and low and constantly spring-loaded by a spring in their high position, characterized in that the system for guiding and releasing the metal strip comprises, on the one hand, vertically mobile supports with adjustable stroke and, on the other hand, a range of guides of your choice, interchangeable and removable, mounted on the upper ends of these supports supporting, releasing and guiding this metal strip in its movement.
- the present invention is applicable both to a recovery tool and to a tool to follow.
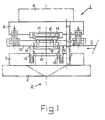
- a press tool 1 according to an exemplary embodiment of the invention schematically illustrated in Figures 1, 6, 7, 8 is intended to be mounted on a press 2 whose table 3 and the slide 4 are shown schematically in broken lines .
- the press tool 1 comprises a matrix 5 and a removable punch 6 respectively performing various mechanical operations such as punching, stamping, cutting ... in a metal strip or sheet metal 7 scrolled in a predetermined pitch, and giving at the outlet of tool 1, a finished part having a more or less complicated shape.
- the removable matrix 5 and punch 6 are held respectively at the lower sole 8 and at the upper fixing sole 9 by die holders 10 and punch holder 11.
- the metal strip or sheet metal 7 is firmly applied against the die 5 during the execution of the mechanical operations performed by the punch 6 and the die 5, by a blank holder 12 whose removable part 13 also serves as a sliding guide for this. punch 6 and means for releasing the metal strip or sheet 7 gripped by this punch 6.
- the guide and release system 14 of the metal strip or sheet 7 in its travel through the tool 1 comprises adjustable sliding means 15 and interchangeable 16 (Figure 2) making this system adjustable in stroke of clearance of the metal strip 7 with respect to the matrix 5 in other words as a function of the overall height of the part to be manufactured and adaptable both to certain preset widths and to the degrees of fragility of metal strips used and the various mechanical operations carried out by the tool, causing these metal strips to be jammed or not at the level of this matrix 5.
- the guide and release system 14 is mounted on a lower fixing flange 8 of the tool 1 .
- a good adjustment of the clearance height of the metal strip or sheet metal 7 vis-à-vis the die 5 allows this strip to move normally during the work of the tool 1 without being hindered by the presence of the part during training in this strip and by that of this same matrix 5.
- a good adaptation of the system 14 in means of release or lifting and guiding of the metal strip or sheet 7 with respect to the dies 5, makes it possible to '' avoid any untimely retention of this strip by jamming it at the level of these dies 5, which causes inadmissible deformations in this metal strip 7 and possibly a blocking of the movement of this strip or of the tool 1, and d '' avoid breakage of the metal strip 7 because of its degree of brittleness.
- the guide and release or lifting system 14 of the metal strip or sheet metal 7 comprises on the one hand several vertically movable supports 15, with adjustable stroke determining their high position, located in the lower fixing flange 8 of the tool, regularly spaced along the path of the metal strip or sheet metal 7, outside the active areas of the die 5 and of the punch 6 (FIGS.
- each of the supports 15 of the guidance system and release or lifting 14 comprises a fixed vertical sheath 17 implanted in the lower fixing flange 8 of the tool 1, a movable stud 18 whose lower part slides vertically in the bore of the fixed sheath 17 and the upper part carries its free end a guide 16 serving as a means of guiding and releasing or lifting the metal strip or sheet metal 7, and a spring system 20, mounted between the bottom of the fixed sheath 17 and the lower part of the stud 18, tending to push axially and elastically this stud 18 towards the outside of this sheath 17.
- the movable stud 18 comprises in its lower part a blind axial hole 19 for housing part of the spring system 20 and in the end of its upper part a threaded hole 21 intended to receive a screw fixing 22 of a guide 16, the threaded hole 21 and the fixing screw 22 can be replaced by a shoulder hole and a ball pin of a known type not shown.
- the movable stud 18 further comprises in its surface two recesses, grooves or longitudinal flats 23 and 24, one 23 cooperating with a lug or stop 25 blocked by a radial notch 26 formed in the wall of the sheath 17 and fixed by a screw 27 to the lower fixing flange 8 of the tool 1 to prevent any rotation of the movable stud 18 around its axis during its sliding, while allowing its axial displacement, and the other 24 forming at its ends an upper shoulder 28 and a lower shoulder 29 which cooperates with a shim or projecting adjustment stop 30 whose upper and lower surfaces delimit its thickness, in order to determine with the shoulder the high position of the movable stud 18, that is to say the travel of movement of the movable stud 18 or of the support 15 in other words the stroke for releasing or lifting the metal strip or sheet 7 carried out by the guidance and release or lifting system 14.
- the shim or adjustment stop 30 is constituted by a e end of an S-piece fixed in a groove 31 of the lower fixing flange 8 of the tool 1 by a screw 32.
- the spring system 20 is preferably made up as shown in FIGS. 2 to 5, by two compression springs 33, 34 with a cylindrical part 35 axially interposed therebetween.
- a range of interchangeable and removable guides 16 of the guide and release or lifting system 14 comprises first of all interchangeable transverse strips 36 (FIGS. 2, 3 and 8) with several dimensions of guide inter-grooves 37, each corresponding to a predetermined width of metal strip or sheet 7 usable in tool 1; secondly, interchangeable longitudinal strips 38 with a longitudinal guide groove 39 (FIG.
- the interchangeable and removable guides 16 are chosen from these transverse strips 36, longitudinal strips 38 and the coils or grooved rollers 40.
- This choice which can weigh on the proper functioning of the tool 1 is often a function of the data or working conditions of the tool 1, such as those relating to the fragility of the metal strip 7, to the configuration of the part to be manufactured, to various mechanical operations carried out by tool 1.
- the coils or grooved rollers 40 are preferably mounted on supports 15 of the guidance and release or lifting system 14 as illustrated in FIG. 7.
- the transverse strips 36 are preferably chosen.
- the transverse strips 36 pushed by the movable studs 18 under the action of the springs 33, 34 pass from their low position to their high position , raise the sheet metal strip 7 (FIG. 2) over the entire width of the latter, peel it off, that is to say free it up or lift it up, effectively from the dies 5 and do not deform it.
- the longitudinal strips 38 alone FIG.
- the guide and release system 14 of the metal strip or sheet metal 7 may be provided with transverse strips 3 alone or with longitudinal strips 38 and with grooved coils or rollers 40 or another combination of these guides 16, not shown.
- the guide and release system 14 is easily adaptable both to the width of the metal strip or sheet 7, to the dimensions of the parts to be manufactured, or to their size; to the mechanical operations to be carried out in this metal strip or sheet metal 7 which may or may not cause the latter to jam in the matrix 5.
- the shim or adjustment stop 30 cooperates with the shoulder 29 of the hollow or longitudinal flat 24 (FIG. 2 ) to determine the travel of movement of the movable studs 18 going from their low position to their high position consequently the lifting or disengaging travel of the metal strip or sheet metal 7 with respect to the matrix 5 which is generally located at the low position of the mobi pads 18.
- a small lift stroke of the metal strip or sheet 7 defined by a relatively thick block or stop is sufficient.
- a large lift stroke of the metal strip or sheet 7 is necessary and a shim or stop 30 of small thickness is used.
- the adjustment of the vertical lifting stroke of the metal strip or sheet 7 is linked to the stroke of the slide 4 of the press 2 and the characteristics of the band 7 for compliance er two imperatives, that of a sufficient raising so that the parts of the band 7 arched downwards pass over the dies and elements of the lower part of the tool 1, and that of a limited raising so that the parts of the strip 7 bent upwards do not catch on the blank holder 12, which makes it possible to avoid a risk of catching the strip 7 in the tool 1, of deformation and even blocking of this strip 7.
- the wedge or stop 30 has, in the example illustrated in FIG.
- shims or stops 30 are shown in FIGS. 9 to 11.
- a shim or stop 42 has an S shape, the two of which laterally projecting ends serving as adjustment shims have different thicknesses chosen and the body carrying a central hole 43 for the passage of the fixing screw 32.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Press Drives And Press Lines (AREA)
- Control Of Fluid Pressure (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Punching Or Piercing (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8505714A FR2580225B1 (fr) | 1985-04-16 | 1985-04-16 | Outil de presse muni d'un systeme de guidage et de degagement de bande de metal |
| FR8505714 | 1985-04-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0200622A1 EP0200622A1 (fr) | 1986-11-05 |
| EP0200622B1 true EP0200622B1 (fr) | 1989-10-18 |
Family
ID=9318280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86400806A Expired EP0200622B1 (fr) | 1985-04-16 | 1986-04-15 | Outil de presse muni d'un système de guidage et de dégagement de bande de métal |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US4704890A (zh) |
| EP (1) | EP0200622B1 (zh) |
| JP (1) | JPS61238426A (zh) |
| KR (1) | KR860008027A (zh) |
| CN (1) | CN1005093B (zh) |
| AU (1) | AU581506B2 (zh) |
| CA (1) | CA1310546C (zh) |
| DE (1) | DE3666367D1 (zh) |
| DK (1) | DK166604B1 (zh) |
| ES (1) | ES8703339A1 (zh) |
| FI (1) | FI88271C (zh) |
| FR (1) | FR2580225B1 (zh) |
| NO (1) | NO164340C (zh) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6782822B2 (en) | 2000-02-23 | 2004-08-31 | Agfa-Gevaert | Compact printing apparatus and method |
| CN1106235C (zh) * | 2000-06-07 | 2003-04-23 | 智豪机械(深圳)有限公司 | 带有压料装置的冲床液压冲头机构 |
| KR100427892B1 (ko) * | 2001-12-17 | 2004-04-28 | 현대자동차주식회사 | 프레스 설비의 소재 분리용 이젝터 장치 |
| US6997026B2 (en) * | 2002-12-12 | 2006-02-14 | Engel Industries, Inc. | Quick change metal stud to hemmed track roll forming system |
| CN101569908B (zh) * | 2008-04-28 | 2013-11-06 | 鸿富锦精密工业(深圳)有限公司 | 冲压模具 |
| CN102228928B (zh) * | 2011-04-12 | 2013-03-27 | 宁波东港紧固件制造有限公司 | 热冲压模具结构 |
| CN102198473B (zh) * | 2011-04-12 | 2013-05-29 | 宁波东港紧固件制造有限公司 | 热冲压模具结构 |
| US9010169B2 (en) * | 2012-01-17 | 2015-04-21 | Standard Lifters, Inc. | Retractable stock guide and method for metal forming dies |
| CN102699200A (zh) * | 2012-05-31 | 2012-10-03 | 常熟市尚湖镇冶塘伟东模具厂 | 电脑针织横编机的针床插片坯体冲压模具 |
| CN102699198A (zh) * | 2012-05-31 | 2012-10-03 | 常熟市尚湖镇冶塘伟东模具厂 | 电脑针织横编机用的针床插片坯体成型模具结构 |
| FR3019071B1 (fr) * | 2014-03-26 | 2016-03-25 | Peugeot Citroen Automobiles Sa | Mise en operation de largeurs de bande differentes sur une presse a outils a suivre |
| US11267036B2 (en) | 2018-12-27 | 2022-03-08 | Standard Lifters, Inc. | Stock lifter assembly |
| US11707775B2 (en) | 2018-12-27 | 2023-07-25 | Standard Lifters, Inc. | Stock lifter assembly |
| US11376648B2 (en) | 2019-03-05 | 2022-07-05 | Standard Lifters, Inc. | Compact stock guide assembly |
| CN111515302A (zh) * | 2020-06-08 | 2020-08-11 | 深圳市亿和精密科技集团有限公司 | 一种冲压模具模内垂直微调装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1768294A (en) * | 1930-06-24 | of cleveland | ||
| US2297948A (en) * | 1938-04-18 | 1942-10-06 | Reconstruction Finance Corp | Apparatus for making sectional blanks |
| US2260891A (en) * | 1940-02-06 | 1941-10-28 | Gen Eyelet Supply Company Inc | Apparatus for producing eyelets |
| US3003447A (en) * | 1954-12-09 | 1961-10-10 | Gavazzi Manlio | Material feed apparatus for automatic multiple press |
| US2979004A (en) * | 1958-07-24 | 1961-04-11 | Roy H Kenville | Stock lifter for use with dies |
| US3072309A (en) * | 1960-04-13 | 1963-01-08 | Joseph M Hill | Strip guiding method and apparatus |
| US3213657A (en) * | 1964-05-08 | 1965-10-26 | George D Robb | Die assembly |
| US3368383A (en) * | 1965-09-27 | 1968-02-13 | Leonard E. Marszal | Adjustable stock lifter |
| US3848452A (en) * | 1973-03-20 | 1974-11-19 | Dayton Progress Corp | Die apparatus |
| US4033168A (en) * | 1976-02-17 | 1977-07-05 | Fisk James C | Strip stock lifter |
| FR2379332A1 (fr) * | 1977-02-02 | 1978-09-01 | Gazzotti Jean | Procede et moyens de fabrication simplifiee par decoupage d'articles metalliques partiellement identiques ou semblables |
| DE2711696C2 (de) * | 1977-03-17 | 1982-12-30 | Siemens AG, 1000 Berlin und 8000 München | Präzisions-Schnittwerkzeug |
| US4282736A (en) * | 1980-03-13 | 1981-08-11 | Blue Ridge Industrial Technologies, Inc. | Stock lifter |
| US4326402A (en) * | 1980-04-18 | 1982-04-27 | Wallis Bernard J | Stock lifter for progressive dies |
| DE3108688A1 (de) * | 1981-03-07 | 1982-09-23 | Erwin 5883 Kierspe Umlauf | Federanordnung |
-
1985
- 1985-04-16 FR FR8505714A patent/FR2580225B1/fr not_active Expired
-
1986
- 1986-04-09 US US06/849,632 patent/US4704890A/en not_active Expired - Fee Related
- 1986-04-14 DK DK168286A patent/DK166604B1/da not_active IP Right Cessation
- 1986-04-14 FI FI861563A patent/FI88271C/fi not_active IP Right Cessation
- 1986-04-14 NO NO861457A patent/NO164340C/no unknown
- 1986-04-15 ES ES553982A patent/ES8703339A1/es not_active Expired
- 1986-04-15 EP EP86400806A patent/EP0200622B1/fr not_active Expired
- 1986-04-15 DE DE8686400806T patent/DE3666367D1/de not_active Expired
- 1986-04-15 AU AU56108/86A patent/AU581506B2/en not_active Ceased
- 1986-04-16 CN CN86102684.5A patent/CN1005093B/zh not_active Expired
- 1986-04-16 CA CA000506879A patent/CA1310546C/fr not_active Expired - Fee Related
- 1986-04-16 JP JP61087855A patent/JPS61238426A/ja active Pending
- 1986-04-16 KR KR1019860002919A patent/KR860008027A/ko not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| AU5610886A (en) | 1986-10-23 |
| FI861563A (fi) | 1986-10-17 |
| FR2580225A1 (fr) | 1986-10-17 |
| NO164340B (no) | 1990-06-18 |
| FI88271C (fi) | 1993-04-26 |
| ES8703339A1 (es) | 1987-02-16 |
| NO861457L (no) | 1986-10-17 |
| DK166604B1 (da) | 1993-06-21 |
| NO164340C (no) | 1990-09-26 |
| CN1005093B (zh) | 1989-09-06 |
| DK168286A (da) | 1986-10-17 |
| EP0200622A1 (fr) | 1986-11-05 |
| DK168286D0 (da) | 1986-04-14 |
| FR2580225B1 (fr) | 1987-05-22 |
| AU581506B2 (en) | 1989-02-23 |
| FI861563A0 (fi) | 1986-04-14 |
| US4704890A (en) | 1987-11-10 |
| CA1310546C (fr) | 1992-11-24 |
| JPS61238426A (ja) | 1986-10-23 |
| DE3666367D1 (en) | 1989-11-23 |
| FI88271B (fi) | 1993-01-15 |
| CN86102684A (zh) | 1986-10-15 |
| ES553982A0 (es) | 1987-02-16 |
| KR860008027A (ko) | 1986-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0200622B1 (fr) | Outil de presse muni d'un système de guidage et de dégagement de bande de métal | |
| EP0100271B1 (fr) | Construction simplifiée des outillages, permettant d'étendre l'utilisation des outils à la bande, dans la fabrication en petite et moyenne série des articles métalliques | |
| FR2991893A1 (fr) | Procede de crantage de tube, et machine de crantage associee | |
| EP0181269B1 (fr) | Outil de presse à parties travaillantes démontables sous presse | |
| EP3278891A1 (fr) | Matrice de pliage d'une piece de chaudronnerie | |
| FR2801650A1 (fr) | Ensemble a boulon et agrafe de retenue, et son procede de fabrication | |
| FR2982513A1 (fr) | Dispositif de detourage et de calibrage d'une tole pour une presse au cours | |
| FR3078275A1 (fr) | Matrice de pliage d'une piece de chaudronnerie equipee de rouleaux avec bagues de reglage de l'espacement des rouleaux | |
| CH628258A5 (fr) | Procede et dispositif pour decouper simultanement d'un ruban de tole au moins trois pieces continues en forme de peigne. | |
| EP3538292B1 (fr) | Outillage d'emboutissage de toles de relativement grandes dimensions notamment pour véhicule automobile | |
| WO2007077325A1 (fr) | Procede et dispositif de fabrication par emboutissage progressif d’une piece comportant une bague sertie | |
| EP0148066B1 (fr) | Procédé et outillage de réalisation d'une roue de véhicule à jante amincie en une seule pièce d'acier | |
| FR3072893B1 (fr) | Outil de poinconnage d’un flan de tole et procede de poinconnage utilisant un tel outil | |
| EP0614711B1 (fr) | Procédé et dispositif d'emboutissage de flans métalliques pour la réalisation de pièces dites à embouti profond | |
| EP0032868B1 (fr) | Procédé et dispositif de fabrication, par filage, d'une pièce présentant une partie en creux dans sa surface périphérique | |
| FR2646623A1 (en) | Press tool for deep-drawing slightly shaped workpieces | |
| FR2847836A1 (fr) | Dispositif de presse multifonction | |
| FR2561143A1 (fr) | Procede et dispositif pour ajourer lateralement des pieces metalliques, notamment embouties | |
| FR2983095A1 (fr) | Broche de retenue destinee a etre utilisee dans un outil de presse pour l'emboutissage d'une tole pour la mise en forme d'une piece de carrosserie | |
| FR3061441A1 (fr) | Installation de presse et d'emboutissage | |
| FR2690097A1 (fr) | Dispositif de découpage d'une pièce dans un flan de tôle. | |
| FR3112092A1 (fr) | Outil de poinconnage d’une tole ou d’un assemblage multi-couches de toles et procede de poinconnage correspondant. | |
| FR3078274A1 (fr) | Matrice de pliage d'une piece de chaudronnerie avec barres de renfort | |
| FR2695338A1 (fr) | Procédé pour la réalisation de rangées de piqûres sur une surface d'outil destiné à présenter une fonction de râpe, et outils réalisés. | |
| FR2951990A1 (fr) | Ensemble porte-outil comprenant une presse pneumatique |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE GB IT LI SE |
|
| PUAB | Information related to the publication of an a document modified or deleted |
Free format text: ORIGINAL CODE: 0009199EPPU |
|
| PUAF | Information related to the publication of a search report (a3 document) modified or deleted |
Free format text: ORIGINAL CODE: 0009199SEPU |
|
| R17D | Deferred search report published (corrected) |
Effective date: 19861210 |
|
| RA1 | Application published (corrected) |
Date of ref document: 19861210 Kind code of ref document: A1 |
|
| 17P | Request for examination filed |
Effective date: 19870316 |
|
| 17Q | First examination report despatched |
Effective date: 19880314 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE GB IT LI SE |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3666367 Country of ref document: DE Date of ref document: 19891123 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930315 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930323 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930324 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19930325 Year of fee payment: 8 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19940416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940430 Ref country code: CH Effective date: 19940430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940415 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950103 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 86400806.5 Effective date: 19941110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050415 |