EP0199706B1 - Verfahren zum Verhindern der Eindellung von Schienen im Übergangsbereich zwischen Zungenende und Zungenprofil sowie Vorrichtung zur Durchführung dieses Verfahrens - Google Patents
Verfahren zum Verhindern der Eindellung von Schienen im Übergangsbereich zwischen Zungenende und Zungenprofil sowie Vorrichtung zur Durchführung dieses Verfahrens Download PDFInfo
- Publication number
- EP0199706B1 EP0199706B1 EP86890076A EP86890076A EP0199706B1 EP 0199706 B1 EP0199706 B1 EP 0199706B1 EP 86890076 A EP86890076 A EP 86890076A EP 86890076 A EP86890076 A EP 86890076A EP 0199706 B1 EP0199706 B1 EP 0199706B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rail
- heat treatment
- tongue
- temperature
- rails
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 23
- 230000007704 transition Effects 0.000 title description 9
- 238000010438 heat treatment Methods 0.000 claims abstract description 33
- 230000008569 process Effects 0.000 claims abstract description 15
- 230000008859 change Effects 0.000 claims abstract description 10
- 239000001301 oxygen Substances 0.000 claims description 5
- 229910052760 oxygen Inorganic materials 0.000 claims description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 3
- 238000009529 body temperature measurement Methods 0.000 claims description 3
- 238000002156 mixing Methods 0.000 claims description 3
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 239000002737 fuel gas Substances 0.000 claims description 2
- 239000007789 gas Substances 0.000 claims description 2
- 230000002441 reversible effect Effects 0.000 claims description 2
- 238000011282 treatment Methods 0.000 claims description 2
- 238000000137 annealing Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/04—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rails
Definitions
- the invention relates to a method for the heat treatment of rails in the transition region between the tongue end and standard rail profile, the rail being heated above the austenitizing temperature and subsequently cooled in still air, and to an apparatus for carrying out this method.
- the tongue rail end is usually bulged onto the Vignol rail profile by hot-forming in the die.
- the heating to the forming temperature required for this takes place in special annealing furnaces, the rails being inserted into the furnace to a corresponding length.
- the agglomeration process is usually divided into three work stages, between which reheating to the forming temperature is required.
- a temperature transition area is created in the profile towards the cold rail end, which results in a metallurgical change in the material structure.
- This structural change which occurs in particular in a temperature range of 750 to 760 ° C for pearlitic rail steel, has a kind of soft annealing effect. The longer the rail steel is in this temperature range, the greater this soft annealing effect and thus the decrease in strength.
- the length of the structural change zone is directly dependent on the forming temperature and the duration of the hot forming process.
- the drop in strength of the hardness trough reaches orders of magnitude of 150 to 200 N / mm 2 , and the wheel overflow results in a dent length which is in a range of approximately 120 mm. Dents can only be prevented if the length range in which a drop in hardness or a hardness trough is observed is limited to approximately 30 mm, since then plastic deformation due to Hertzian surface pressure depending on the wheel diameter and thus a dent formation is reliably prevented. If the structure change zone is limited to such lengths, the support of the edge zone structure is sufficient to avoid plastic deformation.
- DE-AS 25 41 978 already shows a process in which rails are heat-treated for the purpose of forming a fine pearlitic structure.
- the heating covers the entire length of the rail, using a continuous process.
- cooling is carried out in a controlled manner using compressed air or compressed air with a liquid medium.
- the method according to the invention essentially consists in that the heat treatment is carried out simultaneously with or immediately after the hot forming of the tongue rail end and that the transition region is heated to a depth of at least 7 mm and at most 25 mm and that the heat treatment is controlled so that the length of the structural change zone formed by reshaping the tongue is kept less than 30 mm in the longitudinal direction of the rail.
- This heat treatment restores the original state of the pearlitic structure, the selected depth of penetration being chosen with a view to the fact that the maximum stress is usually about 7 mm below the workpiece surface.
- An essential factor for heat treatment is the shortest possible heating time to the forming temperature in order to prevent the heat from spreading to the cold rail end.
- the workpieces are in a temperature range of approx. 400 to 450 ° C in the area of the structural change zone, which means that the heating-up time for the subsequent heat treatment can be shortened considerably by the fact that the heat treatment immediately after the hot shaping of the tongue rail end is made.
- the heat treatment can be limited to a short length.
- the control of the heat treatment is carried out in such a way that the length of the structural change zone created by reshaping the tongue is kept less than 30 mm in the longitudinal direction of the rail in order to effectively prevent dents from forming.
- the heating is advantageously carried out to a temperature above 860 ° C., the heat treatment preferably being limited to the rail head.
- the cooling then takes place in still air, as a result of which the original structural state is achieved before the forming.
- the procedure according to the invention is preferably such that a length range of at least 150 mm, preferably at least 300 mm, is subjected to the heat treatment at the transition zone between the standard rail profile and the tongue end.
- the maximum length range can generally be limited to less than 900 mm.
- This method for heat treatment of rails in the transition area between the tongue end and the control rail profile is essentially characterized in that, immediately after the last heat-forming step, a burner with a controllable flame temperature is movably supported over the surface of the rail, the travel of which is preferably limited by adjustable limit switches that the burner is mounted in a support with a reversible drive and that a temperature measuring device is provided for detecting the surface temperature of the rail.
- the design is such that the fuel gas and / or combustion air or oxygen supply and / or the linear travel speed of the burner along the rail is regulated as a function of temperature measurement values, preferably the temperature measurement device via control lines with a process computer is connected, which is connected to a controllable valve arrangement of a gas-oxygen mixing device for the burner.
- a process computer-controlled system has proven to be particularly advantageous.
- the burner bundles are mounted on a support and the heat treatment length can be optimally adjusted using limit switches.
- the introduction of heat can be monitored via a temperature measuring device, for example as a miliscope or pyrometer, whereby the hardness of the flame can be regulated by a process computer and in particular is operated with a hard flame in the heating process and is only operated with a soft flame in the holding stage. In this way, overheating of the areas that are already at the transition temperature can be ruled out.
- a temperature measuring device for example as a miliscope or pyrometer
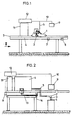
- the burners 2 are water-cooled bundle burners, the flame direction of which is directed towards the head 3 of a rail 4.
- the burners are connected via gas lines 5 to a valve arrangement of a gas-oxygen mixing device which is shown schematically in FIG.
- limit switches 7 and 8 are arranged, which serve to limit the path of the support.
- Above the rail is a temperature measuring device 9, which is connected to a process computer 11 via signal lines 10.
- a display device for the measured temperature is designated by 12.
- the drive 13 for the support is arranged on the side next to the rail.
- the limit switches 7 and 8 for path limitation are also located in the area of the movable drive.
- the support can be moved on a table 14 and is supported on this table 14.
- the travel range of the support is usually limited to 600 to 900 mm, with the minimum travel path usually being selected at around 300 mm.
- the cooling in still air has proven to be sufficient to avoid undesired hardening and only to restore the state that prevailed before the heating to the hot forming temperature.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Heat Treatment Of Articles (AREA)
- Seats For Vehicles (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
- Screw Conveyors (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Laying Of Electric Cables Or Lines Outside (AREA)
- Furnace Charging Or Discharging (AREA)
- Chutes (AREA)
- Excavating Of Shafts Or Tunnels (AREA)
- Underground Or Underwater Handling Of Building Materials (AREA)
- Paper (AREA)
- Railway Tracks (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT887/85 | 1985-03-25 | ||
| AT0088785A AT391707B (de) | 1985-03-25 | 1985-03-25 | Verfahren zum verhindern der eindellung von schienen im uebergangsbereich sowie vorrichtung zur durchfuehrung dieses verfahrens |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0199706A2 EP0199706A2 (de) | 1986-10-29 |
| EP0199706A3 EP0199706A3 (en) | 1987-05-13 |
| EP0199706B1 true EP0199706B1 (de) | 1990-03-14 |
Family
ID=3502117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86890076A Expired - Lifetime EP0199706B1 (de) | 1985-03-25 | 1986-03-24 | Verfahren zum Verhindern der Eindellung von Schienen im Übergangsbereich zwischen Zungenende und Zungenprofil sowie Vorrichtung zur Durchführung dieses Verfahrens |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP0199706B1 (pl) |
| AT (2) | AT391707B (pl) |
| CS (1) | CS266577B2 (pl) |
| DD (1) | DD244990A5 (pl) |
| DE (1) | DE3669538D1 (pl) |
| HU (1) | HU195545B (pl) |
| NO (1) | NO161632C (pl) |
| PL (1) | PL145456B1 (pl) |
| YU (2) | YU44545B (pl) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB448416A (en) * | 1933-09-06 | 1936-05-27 | Oxweld Railroad Service Compan | Improvements in or relating to the surface hardening of rails and to rails treated thereby |
| US2484897A (en) * | 1946-10-22 | 1949-10-18 | Linde Air Prod Co | Apparatus for heat-treating surfaces of rails |
| DE800867C (de) * | 1949-10-25 | 1950-12-11 | Deutsche Bundesbahn | Verfahren und Vorrichtung zum Beseitigen von Riffeln auf Schienen |
| BE626486A (pl) * | 1961-12-27 | |||
| DE2541978C3 (de) * | 1975-09-20 | 1978-08-24 | Butzbacher Weichenbau Gmbh, 6308 Butzbach | Verfahren zur Wärmebehandlung von Weichenteilen im Durchlaufverfahren |
| DE2821227C2 (de) * | 1978-05-16 | 1982-12-23 | Krupp Stahl Ag, 4630 Bochum | Verfahren zur Herstellung von Schienen mit verminderter Riffelbildung |
-
1985
- 1985-03-25 AT AT0088785A patent/AT391707B/de not_active IP Right Cessation
-
1986
- 1986-03-12 YU YU365/86A patent/YU44545B/xx unknown
- 1986-03-19 CS CS861937A patent/CS266577B2/cs unknown
- 1986-03-19 HU HU861158A patent/HU195545B/hu not_active IP Right Cessation
- 1986-03-21 NO NO861149A patent/NO161632C/no unknown
- 1986-03-24 AT AT86890076T patent/ATE51036T1/de not_active IP Right Cessation
- 1986-03-24 DE DE8686890076T patent/DE3669538D1/de not_active Expired - Lifetime
- 1986-03-24 PL PL1986258590A patent/PL145456B1/pl unknown
- 1986-03-24 DD DD86288247A patent/DD244990A5/de not_active IP Right Cessation
- 1986-03-24 EP EP86890076A patent/EP0199706B1/de not_active Expired - Lifetime
-
1987
- 1987-09-04 YU YU1643/87A patent/YU44642B/xx unknown
Non-Patent Citations (2)
| Title |
|---|
| Hüttentechnik, H. Grothe, S. 448-449 * |
| Technische Lieferbedingungen Juni 1979, Deutsche Bundesbahn TL 918142 * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3669538D1 (de) | 1990-04-19 |
| CS266577B2 (en) | 1990-01-12 |
| YU36586A (en) | 1988-06-30 |
| AT391707B (de) | 1990-11-26 |
| CS193786A2 (en) | 1989-04-14 |
| NO161632B (no) | 1989-05-29 |
| ATA88785A (de) | 1990-05-15 |
| YU44545B (en) | 1990-08-31 |
| NO161632C (no) | 1989-09-06 |
| DD244990A5 (de) | 1987-04-22 |
| HUT43655A (en) | 1987-11-30 |
| HU195545B (en) | 1988-05-30 |
| YU164387A (en) | 1988-12-31 |
| ATE51036T1 (de) | 1990-03-15 |
| YU44642B (en) | 1990-10-31 |
| NO861149L (no) | 1986-09-26 |
| EP0199706A2 (de) | 1986-10-29 |
| EP0199706A3 (en) | 1987-05-13 |
| PL145456B1 (en) | 1988-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0186373B1 (en) | Method of and apparatus for heat treating rails | |
| DE69324566T2 (de) | Kühlungsvorrichtung und -verfahren für metallband | |
| DE102006019395A1 (de) | Vorrichtung und Verfahren zum Umformen von Platinen aus höher- und höchstfesten Stählen | |
| WO2003012151A1 (de) | Verfahren zur kühlung von werkstücken insbesondere von profilwalzprodukten aus schienenstählen | |
| EP2106305B1 (de) | Vorrichtung zum flammrichten | |
| EP2097544B1 (de) | Verfahren und vorrichtung zur wärmebehandlung von schweissnähten | |
| DE19619171C1 (de) | Verfahren zur Wärmebehandlung einer durch Zwischengußverschweißung hergestellten Schienenverbindung und Vorrichtung zur Durchführung des Verfahrens mit bestimmter Brenneranordnung | |
| DE3728498C2 (de) | Vorrichtung zur Wärmebehandlung von Schienen | |
| CH668728A5 (de) | Verfahren und vorrichtung zum verbinden von werkstueckteilen. | |
| EP0199706B1 (de) | Verfahren zum Verhindern der Eindellung von Schienen im Übergangsbereich zwischen Zungenende und Zungenprofil sowie Vorrichtung zur Durchführung dieses Verfahrens | |
| EP1171252B1 (de) | Verfahren zur massivumformung von axial-symmetrischen metallischen bauteilen | |
| DE3744044A1 (de) | Verfahren zur waermebehandlung der schweissnaht an laengsgeschweissten metallrohren und vorrichtung zur durchfuehrung des verfahrens | |
| DE3501522C1 (de) | Verfahren zur Herstellung eigenspannungsarmer Stahlschienen mittels Rollenrichten | |
| DE3728041A1 (de) | Verfahren zur herstellung von biegeteilen aus vorverfestigten metallen durch kaltumformung | |
| EP4642982A1 (de) | Verfahren und eine vorrichtung zum verschweissen von befahrbaren komponenten eines gleises mittels abbrennstumpfschweissen | |
| CH621364A5 (en) | Process and equipment for the heat treatment of switch components | |
| DE1496004B1 (de) | Verfahren zum Tempern einer Glastafel | |
| EP0416356A2 (de) | Anlage zur Herstellung von Stahlband | |
| DE1146624B (de) | Verfahren zum Biegen von Glasscheiben auf Rahmenformen | |
| DE3016259C2 (de) | Verfahren zum Mehrlagen-Lichtbogenschweißen ferritischer, vergüteter Stähle und zum anschließenden Wärmebehandeln der Schweißstelle und Vorrichtung zur Durchführung des Verfahrens | |
| DE662453C (de) | Gluehverfahren zur Vorbereitung hartgebremster Schienenstahlraeder zum Abdrehen der abgeplatteten Radlaufflaeche | |
| AT248202B (de) | Verfahren und Vorrichtung zur Wärmebehandlung von Schienenverbindungs- und Auftragschweißungen | |
| DE929971C (de) | Verfahren zur Haertung von Schienenenden | |
| DE1496004C (de) | Verfahren zum Tempern einer Glastafel | |
| DE655383C (de) | Vorrichtung zur Waermebehandlung von durch Schweissen, Brennschneiden u. dgl. in ihrem Gefuege veraenderten oder zum Teil mit Spannung behafteten Zonen von Werkstuecken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19870813 |
|
| 17Q | First examination report despatched |
Effective date: 19880915 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 51036 Country of ref document: AT Date of ref document: 19900315 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3669538 Country of ref document: DE Date of ref document: 19900419 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITPR | It: changes in ownership of a european patent |
Owner name: CESSIONE;VOEST - ALPINE EISENBAHNSYSTEME GESELLSCH |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: VOEST-ALPINE EISENBAHNSYSTEME GESELLSCHAFT M.B.H. |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| NLS | Nl: assignments of ep-patents |
Owner name: VOEST-ALPINE EISENBAHNSYSTEME GESELLSCHAFT M.B.H. |
|
| BECA | Be: change of holder's address |
Free format text: 920331 *VOEST-ALPINE EISENBAHNSYSTEME G.M.B.H.:FLORAGASSE 7, 1040 WIEN |
|
| ITTA | It: last paid annual fee | ||
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 86890076.2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960219 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19960222 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19960223 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19971001 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19971001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19971202 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 86890076.2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980213 Year of fee payment: 13 Ref country code: FR Payment date: 19980213 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19980223 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19980224 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19980303 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980320 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990324 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990324 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990331 |
|
| BERE | Be: lapsed |
Owner name: VOEST-ALPINE EISENBAHNSYSTEME G.M.B.H. Effective date: 19990331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050324 |