EP0193626A1 - Dispositif pour appliquer une bande arrachable ou similaire sur des bandes de carton ondulé, de papier ou bandes similaires - Google Patents
Dispositif pour appliquer une bande arrachable ou similaire sur des bandes de carton ondulé, de papier ou bandes similaires Download PDFInfo
- Publication number
- EP0193626A1 EP0193626A1 EP85102379A EP85102379A EP0193626A1 EP 0193626 A1 EP0193626 A1 EP 0193626A1 EP 85102379 A EP85102379 A EP 85102379A EP 85102379 A EP85102379 A EP 85102379A EP 0193626 A1 EP0193626 A1 EP 0193626A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tape
- pressure roller
- vacuum
- web
- cutting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
- B65H35/002—Hand-held or table apparatus
- B65H35/0026—Hand-held or table apparatus for delivering pressure-sensitive adhesive tape
- B65H35/0033—Hand-held or table apparatus for delivering pressure-sensitive adhesive tape and affixing it to a surface
Definitions
- the invention relates to a device for applying a tear tape or the like to corrugated cardboard, cardboard, paper webs or the like: with a frame in which a pressure roller is rotatably and slidably mounted transversely to the direction of travel of the web, which Tape is fed from a supply roll and which presses the tape against the web, and a cutting device for cutting the tape in the event of a format change or the like.
- the tear tape which is usually made of plastic material, is self-adhesive on one side. It is unwound from a supply roll and pulled off the corrugated cardboard web from the supply roll and pressed against the corrugated cardboard web with the aid of the pressure roller. It is understood that the position of the tear tape / seen in the transverse direction of the corrugated cardboard is different - depending on the format used. When changing the format, the tear tape is cut and the pressure roller is brought into the new desired position. A disadvantage of this process is that the tear tape must always be re-threaded through a guide roller to the pressure roller. This is not only time-consuming, but also relatively cumbersome, since there is little space in the area of the creasing and cutting machine of a corrugated cardboard system.
- the invention has for its object to provide a device for applying tear tape on corrugated cardboard, cardboard, paper webs or the like, which permits automatic or semi-automatic adjustment in the event of a format change and makes manipulations with the tear tape unnecessary in such an adjustment.
- the cutting device is arranged near the pressure roller, the pressure roller is assigned a holding device which either holds or releases the tear tape and a control device controls the cutting device and the holding device in such a way that in the event of a format change the cutting device cuts the tape approximately simultaneously and the holding device detects the tape.
- the position of the pressure roller is predetermined and determined by the position of the tear tape in relation to the format used.
- the pressure roller or the other associated parts can be moved laterally so that an adjustment can be made automatically or semi-automatically when the format is changed. This can be done with the help of a suitable control device, e.g. is monitored by the control of a corrugated cardboard system.
- these parts can also be moved to adapt to the web edge position.
- the cutting and creasing tools are regulated as a function of the web edge position, which is detected with the aid of suitable sensors. Accordingly, the device for applying the tear tape of the web edge layer can be traced.
- the cutting device cuts the tear tape. This can be done with the help of a suitable translationally operated knife or a knife roller happen.
- the holding device grips the tape and temporarily holds it. Then an adjustment is made with regard to the new format.
- the holding device releases the tape so that it can be applied against the web in the usual way using the pressure roller.
- the cutting device is arranged behind or in the region of the holding device, viewed in the direction of travel of the belt. This can ensure that when the cutting device is actuated, the band is in the holding device and is not pulled out in an undesirable manner.
- the holding device has a lower surface which can be connected to a vacuum source and along which the strip is guided.
- the other solution is to hold the tape mechanically. The latter is discussed in more detail below.
- one embodiment of the invention provides that the pressure roller has vacuum openings on its circumference, which can be connected via radial bores to a vacuum channel in the shaft connected to the vacuum source for the pressure roller. If the tape is to be held, the vacuum channel is connected to the vacuum source, and a negative pressure is generated in the holes on the circumference of the pressure roller, which now holds it in the area of the pressure roller being wrapped around it.
- the cutting device ensures that the tape which has already been stuck on no longer pulls the tear tape off the supply roll by cutting through the tear tape.
- it is preferably arranged or mounted in such a way that it can be raised by a small amount relative to the web. Pressurization with a relatively soft spring may also be sufficient. In the event of a hold, the pressure roller is raised against the spring by a small amount and thereby disengages from the web.
- the cutting device is arranged behind the pressure roller and only those radial bores which are connected to the vacuum channel are connected to the vacuum channel Beginning of the wrapping area facing the pressure roller.
- a vacuum box which can be connected to the vacuum source is arranged in front of the pressure roller, the lower side of which serves as a guiding surface for the tape and is provided with openings.
- the cutting device which is designed, for example, as a cutting roller, can be arranged in the vacuum box.
- the vacuum box can be adjusted in the direction of the web by a small amount, in order to temporarily press the tear tape onto the web in the event of the tape being reapplied, so that the self-adhesive tear tape takes it along.
- the surface that can be connected to vacuum can optionally be connected to a compressed air source. With a small pulse of compressed air, the tape can be released from the vacuum surface and pressed against the web to facilitate the start of the application of the tear tape after a format change.
- Another embodiment of the invention provides that at least two pressure rollers are rotatably mounted on an arm of a lever, which in turn is rotatably mounted about an axis of rotation, and between the pressure rollers on Lever the retainer is attached. Only one of the rollers is active as a pressure roller, while the others are on hold.
- the holding device holds the tear tape between the rolls after it has been cut.
- the lever is set in rotation and the next pressure roller takes on the function of pressing on the tear tape applied to the new format.
- the holding device can in turn have a surface that can be connected to the vacuum source. However, it can also have gripping jaws that can be adjusted relative to one another, between which, in the open position, the tape is passed unhindered.
- a corrugated cardboard web 10 is advanced in the direction of arrow 11.
- the device 12 is either in front of or behind a cutting and creasing machine for the corrugated cardboard web 10.
- the device 12 has a holder 14 which, which is not shown is displaceable transversely to the running direction 11 of the corrugated cardboard web 10 and can be adjusted with the aid of a pneumatic drive or the like. On the one hand, this is done to enable the web edge to be traced. Furthermore, the position of the device 12 must be changed in the event of a format change so that the tear strip 13 can be applied at a different location (viewed in the transverse direction).
- the holder 14 stores two supply rolls 15, 16. In the arrangement shown in FIG. 1, the band 13 is pulled off the supply roll 16 and deflected via the rolls 17, 18, 19 and 20. The rollers 18 to 20 are arranged so that a loop is formed.
- the deflection roller 19 is biased by a spring 21.
- the loop or spring 21 serve as a buffer to compensate for tension in the tear tape 13.
- a pressure roller 23 is rotatably mounted on an arm 22 of the holder 14. It serves to press the band 13 against the corrugated cardboard web 10.
- the arm 22 can be biased against the corrugated cardboard web 10 by means of a spring.
- a guide roller 24 is mounted at the articulation point of the arm 22. All of the rolls mentioned are freely rotating, since the tear-off tape 13 is pulled off the roll 16 via the corrugated cardboard web 10.
- two splice rollers 25, 26 are arranged, the latter being adjustable with the aid of an adjusting cylinder 27.
- the roller 26 is pressed against the other roller 25 with the aid of the adjusting cylinder 27. This connects the two bands in this area.
- the splicing mentioned is particularly simple because the tear tape 13 is self-adhesive on one side.
- a separating knife 28 is arranged which can be actuated by an adjusting cylinder 29 in order to sever the tear tape 23.
- the pressure roller 23b rotates on a hub 30 which is firmly seated on the shaft or axis 31.
- the latter has a radial bore 32 which is constantly connected to a segment-like channel 33 in the hub 30.
- the roller 23a has a plurality of radial bores 34 which open out on the peripheral surface.
- the radial bore 31 in the axis is connected to an axial bore 35 which can be connected to a vacuum source, not shown.
- the guide roller 24a has a circumferential groove 36 in which the band 13 is guided.
- the knife 28 is actuated so that the band 13 on the corrugated cardboard web 10 is severed.
- the small puncture of the knife 28 in the corrugated cardboard web can easily be accepted.
- the bore 35 has been connected to a vacuum.
- the region of the circumference of the pressure roller 23a which lies opposite the channel segment 33, is placed under negative pressure.
- the tape 13 is thereby held. It is also possible to slightly raise the pressure roller 23a in order to avoid the rest of the tape 13 being carried along by the corrugated cardboard web 10 and the tape 13 still being pulled off the supply roll.
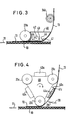
- a vacuum box 40 is arranged between the guide roller 24a and the pressure roller 23b, the lower guide surface 41, which is bent backwards at an angle, is provided with a series of openings.
- the guide surface 41 is arranged at a sufficient distance from the corrugated cardboard web 10 so that the strip 13 does not come into contact with the corrugated cardboard web 10 until the pressure roller 23b is in contact.
- the surface 41 is brought as close as possible to the corrugated cardboard web.
- a roller 42 with a knife 43 which can be driven with the aid of a motor drive (not shown) in order to cut the band 13. In the event of a format change, the knife roller 42 cuts through the belt 13.
- the vacuum box 40 is connected to the vacuum source.
- air is drawn into the box 40 in the direction of the arrows 44.
- the vacuum holds the belt 13 against the surface 41.
- the device can then be moved into a new position, as already described.
- the vacuum in box 40 is interrupted.
- a slight pressure surge can also be initiated in order to press the band 13 against the surface of the corrugated cardboard web 10.
- the box 40 can be adjusted somewhat in the direction of the corrugated cardboard web 10 in order to accomplish the first gluing.
- three pressure rollers 23c are rotatably mounted on a star-shaped holder 46.
- the attachment of the pressure rollers 23c is such that they can all be used as a pressure roller in the lower position.
- the holder 26 can be adjusted by a suitable actuator.
- Vacuum boxes 40c are fastened to the holder 46 between the pressure rollers 23c. They have a guide surface 41c.
- the guide surface 41c of a vacuum box 40c guides the belt 13 to the pressure roller 23c, as shown in the drawing. In normal operation, the vacuum boxes 40c are vented.
- the knife 28 controls the tear tape 23 between the pressure roller 23c and the vacuum box 40c.
- the corresponding vacuum box 40c is connected to the vacuum source, as indicated by the arrows 44c.
- the guide surface 41c is thus subjected to negative pressure and holds the band 13 in place.
- the star-shaped holder 46 is rotated through 120 °, so that the next pressure roller 23c takes over the function of pressing on.
- the vacuum box 40c remains connected to the vacuum source until the new pressure roller 23c has reached its position. The vacuum box 40c is then vented.
Landscapes
- Making Paper Articles (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP85102379A EP0193626A1 (fr) | 1985-03-02 | 1985-03-02 | Dispositif pour appliquer une bande arrachable ou similaire sur des bandes de carton ondulé, de papier ou bandes similaires |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP85102379A EP0193626A1 (fr) | 1985-03-02 | 1985-03-02 | Dispositif pour appliquer une bande arrachable ou similaire sur des bandes de carton ondulé, de papier ou bandes similaires |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0193626A1 true EP0193626A1 (fr) | 1986-09-10 |
Family
ID=8193339
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85102379A Withdrawn EP0193626A1 (fr) | 1985-03-02 | 1985-03-02 | Dispositif pour appliquer une bande arrachable ou similaire sur des bandes de carton ondulé, de papier ou bandes similaires |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0193626A1 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2633599A1 (fr) * | 1988-07-04 | 1990-01-05 | Stephanois Rech Mec | Dispositif pour faciliter la prehension de la partie d'un ruban adhesif devant etre saisie |
| DE3938410A1 (de) * | 1989-11-18 | 1991-05-23 | Focke & Co | Vorrichtung zum anbringen eines klebestreifens an einem faltkarton oder dergleichen |
| WO2000015531A1 (fr) * | 1998-09-15 | 2000-03-23 | Minnesota Mining And Manufacturing Company | Appareil d'application et de decoupe de ruban |
| WO2002008102A3 (fr) * | 2000-07-20 | 2002-11-28 | Daimler Chrysler Ag | Outil de devidage et d'application d'adhesifs et procede d'application automatisee en serie de bandes adhesives |
| DE10215648A1 (de) * | 2002-04-09 | 2003-11-06 | Schmermund Verpackungstechnik | Verfahren und Vorrichtung zum Aufbringen eines Aufreißfadens auf eine Verpackungsmaterialbahn |
| CN110370642A (zh) * | 2019-08-14 | 2019-10-25 | 周小鹏 | 一种用于增材打印的双压交换转式双通上料架 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3970507A (en) * | 1974-10-17 | 1976-07-20 | Trw Inc. | Tape dispenser and method of dispensing tape |
| US4029537A (en) * | 1975-12-08 | 1977-06-14 | Pitney-Bowes, Inc. | Label applicator |
| FR2453095A1 (fr) * | 1979-04-03 | 1980-10-31 | Carle & Montanari Spa | Dispositif pour la jonction bout a bout de deux bandes de papier, ou analogues, en particulier dans des machines d'emballage |
| US4285752A (en) * | 1980-03-13 | 1981-08-25 | Camsco, Inc. | Automatic tape lay-up system |
| DE3226290A1 (de) * | 1982-07-14 | 1984-01-26 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Verfahren und vorrichtung zum gesteuerten ablegen von fasern auf eine form |
-
1985
- 1985-03-02 EP EP85102379A patent/EP0193626A1/fr not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3970507A (en) * | 1974-10-17 | 1976-07-20 | Trw Inc. | Tape dispenser and method of dispensing tape |
| US4029537A (en) * | 1975-12-08 | 1977-06-14 | Pitney-Bowes, Inc. | Label applicator |
| FR2453095A1 (fr) * | 1979-04-03 | 1980-10-31 | Carle & Montanari Spa | Dispositif pour la jonction bout a bout de deux bandes de papier, ou analogues, en particulier dans des machines d'emballage |
| US4285752A (en) * | 1980-03-13 | 1981-08-25 | Camsco, Inc. | Automatic tape lay-up system |
| DE3226290A1 (de) * | 1982-07-14 | 1984-01-26 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Verfahren und vorrichtung zum gesteuerten ablegen von fasern auf eine form |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2633599A1 (fr) * | 1988-07-04 | 1990-01-05 | Stephanois Rech Mec | Dispositif pour faciliter la prehension de la partie d'un ruban adhesif devant etre saisie |
| DE3938410A1 (de) * | 1989-11-18 | 1991-05-23 | Focke & Co | Vorrichtung zum anbringen eines klebestreifens an einem faltkarton oder dergleichen |
| US5121586A (en) * | 1989-11-18 | 1992-06-16 | Focke & Co., (Gmbh & Co) | Apparatus for attaching an adhesive tape to a folding carton or the like |
| WO2000015531A1 (fr) * | 1998-09-15 | 2000-03-23 | Minnesota Mining And Manufacturing Company | Appareil d'application et de decoupe de ruban |
| WO2002008102A3 (fr) * | 2000-07-20 | 2002-11-28 | Daimler Chrysler Ag | Outil de devidage et d'application d'adhesifs et procede d'application automatisee en serie de bandes adhesives |
| US7001478B2 (en) | 2000-07-20 | 2006-02-21 | Daimlerchrysler Ag | Adhesive application too and method for the automated and serial application of adhesive tape |
| DE10215648A1 (de) * | 2002-04-09 | 2003-11-06 | Schmermund Verpackungstechnik | Verfahren und Vorrichtung zum Aufbringen eines Aufreißfadens auf eine Verpackungsmaterialbahn |
| CN110370642A (zh) * | 2019-08-14 | 2019-10-25 | 周小鹏 | 一种用于增材打印的双压交换转式双通上料架 |
| CN110370642B (zh) * | 2019-08-14 | 2021-08-27 | 杭州聚纳电子科技有限公司 | 一种用于增材打印的双压交换转式双通上料架 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3816774C2 (de) | Verfahren und Vorrichtung zum Aufrollen einer Bahn | |
| DE3786905T2 (de) | Vorrichtung zum Befestigen einer Ersatzbahn an eine sich bewegende Bahn. | |
| DE3521907C2 (de) | Vorrichtung zum Miteinanderverbinden eines Endes einer ersten Bahn und eines Anfangs einer zweiten Bahn | |
| DE3811138C2 (fr) | ||
| DE3410181C2 (de) | Nähmaschine | |
| EP0060450B1 (fr) | Dispositif pour raccorder l'extrémité arrière de la bande d'un rouleau qui se termine à l'extrémité avant de la bande d'un rouleau de remplacement | |
| DE2430514B2 (de) | Vorrichtung zum Verbinden einer von einer Ersatzwickelrolle abgezogenen Materialbahn mit einer von einer Vorratswickelrolle ablaufenden Materialbahn | |
| DE2721883A1 (de) | Verfahren zur uebertragung einer papierbahn in einer papiermaschine sowie vorrichtung zur ausfuehrung des verfahrens | |
| DE102006037189A1 (de) | Verfahren zum Durchführen eines Rollenwechsels bei einer Versorgungseinheit zum Zuführen eines bahnartigen Flachmaterials an eine Verpackungsmaschine oder dergleichen Verarbeitungsmaschine sowie Versorgungseinheit zum Durchführen dieses Verfahrens | |
| EP0458112A1 (fr) | Dispositif pour raccorder des bandes | |
| DE1906939A1 (de) | Verfahren und Vorrichtung zum Herstellen einer Stossverbindung zwischen den Enden zweier Kartonbahnen | |
| DE4107254A1 (de) | Verfahren und vorrichtung zum verbinden der enden von materialbahnen aus verpackungsmaterial | |
| DE2223557C2 (de) | Verfahren zum Aufbringen von Aufklebern auf eine Endlosbahn | |
| DE19809516B4 (de) | Vorrichtung und Verfahren zum automatischen Wechseln von Folienrollen | |
| EP0193626A1 (fr) | Dispositif pour appliquer une bande arrachable ou similaire sur des bandes de carton ondulé, de papier ou bandes similaires | |
| EP0071229B1 (fr) | Procédé et dispositif pour la fabrication en continu de boîtes pliantes | |
| DE19607495A1 (de) | Verfahren und Vorrichtung zum automatischen Wechsel von Folienrollen, insbesondere bei der Herstellung von Faltschachteln mit Folienfenstern | |
| EP1318092B1 (fr) | Méthode et dispositif pour le raccordement de bandes de matériau | |
| CH661281A5 (de) | Rolle eines klebebandes mit beidseitig klebenden klebematerialstuecken und vorrichtungen zur herstellung derselben. | |
| DE69003076T2 (de) | Vorrichtung zum fortlaufenden Schneiden von Bogenteilen aus einer Materialbahn und zum Zuführen dieser Teile zu einer Behandlungsmaschine. | |
| DE4415316A1 (de) | Rollenwickelmaschine | |
| DE60115334T2 (de) | Vorrichtung zum Verbinden des ablaufenden Endes einer Papierrolle mit dem Anfang einer neuen Rolle | |
| DE10351877B4 (de) | Schneidvorrichtung zum Abtrennen von Etiketten, Verfahren zum Abtrennen von Etiketten und Druckvorrichtung | |
| DE3503715A1 (de) | Automatischer laminator | |
| DE19502769C2 (de) | Vorrichtung zum kleberfreien Anlegen von Warenbahnen in einer Wickelmaschine, vorzugsweise einer Mehrfachwickelmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19850320 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI NL |
|
| 17Q | First examination report despatched |
Effective date: 19861222 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19870902 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: NOR, JORGEN REHHOFF |