EP0180715B1 - Procédé et appareil pour le frisage de câbles de filaments synthétiques - Google Patents
Procédé et appareil pour le frisage de câbles de filaments synthétiques Download PDFInfo
- Publication number
- EP0180715B1 EP0180715B1 EP85108632A EP85108632A EP0180715B1 EP 0180715 B1 EP0180715 B1 EP 0180715B1 EP 85108632 A EP85108632 A EP 85108632A EP 85108632 A EP85108632 A EP 85108632A EP 0180715 B1 EP0180715 B1 EP 0180715B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressure rollers
- water
- chamber
- cooling air
- upsetting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000002788 crimping Methods 0.000 title claims description 14
- 238000000034 method Methods 0.000 title claims description 13
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 26
- 238000001816 cooling Methods 0.000 claims description 18
- 238000002156 mixing Methods 0.000 claims description 6
- 238000002360 preparation method Methods 0.000 claims description 3
- 239000012153 distilled water Substances 0.000 claims description 2
- 239000003638 chemical reducing agent Substances 0.000 description 2
- 238000010924 continuous production Methods 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 238000005538 encapsulation Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/12—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using stuffer boxes
- D02G1/125—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using stuffer boxes including means for monitoring or controlling yarn processing
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/12—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using stuffer boxes
Definitions
- the invention relates to a method for crimping cables made of synthetic threads according to the preamble of patent claim 1.
- the invention also relates to a stuffer box curling device suitable for carrying out the method according to the preamble of patent claim 4.
- cables made from freshly spun threads made of synthetic polymers are stretched in a continuous process, crimped in a stuffer box and possibly subsequently cut into staple fibers.
- the crimping speed which is usually 100 to 150 m / min in conventional discontinuous processes and hardly exceeds 300 m / min in practice, must naturally depend on the spinning speed in a continuous process and is therefore always more than 500 m / min, usually even over 1000 m / min.
- the stretched cable has a speed of 2000 m / min; the cable is fed to the crimping device at this speed.
- the feed rollers of the crimping chamber have a roll diameter of e.g. B. 120 mm, a speed of more than 5000 U / min. The development tends to even higher speeds.
- the specified speed is calculated from the condition that the surface speed of the rolls is equal to the feed speed of the cable. In contrast, the speed with which the plug moves forward in the stuffer box is considerably lower. Therefore, in addition to the heat generated by the upsetting process itself, there is frictional heat at the points of contact between the rollers and the stopper, which becomes increasingly important as the speed increases.
- the cable the temperature of which increases due to the heat generated, continuously dissipates heat. Calculations and estimates show that the actual upsetting heat is usually dissipated through the cable even at high speeds, without its temperature exceeding the permissible level. However, this no longer applies in full to the frictional heat mentioned above. Cooling is therefore necessary.
- the invention is based on the object of further developing a method of the type specified at the outset in such a way that increased cooling is made possible. Another object is to provide a stuffer box crimping device suitable for carrying out the method.
- the first mentioned task is accomplished by the characteristic feature of claim 1 solved.
- water droplets are carried away by the cooling air flow and carried to the places to be cooled.
- the amount of water required can be kept so low that the cable is only slightly moistened. This slight moistening is not only harmless, but also has a surprising advantage: the preparation adhering to the threads, which has dried due to the previous contact with the hot stretching rollers, is moistened and evenly distributed so that the cable becomes supple again.
- the measure according to claim 2 is recommended for coarser single titers, from about 4 dtex. Pure water is preferred for lower single titres because the addition of preparation can lead to sticking in such cases.
- the upper roller roll acts as a channel in which a small amount of water collects.
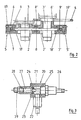
- the actual stuffer box 1 is assigned two narrow, disk-like pressure rollers 2, 2 ', the axes of which lie in a horizontal plane.
- the pressure rollers 2, 2 ' are mounted on shafts 3, 3' overhung on a machine frame, of which only the front plate 4 is indicated in FIG. 2. Details of the storage and the drive, which are not part of the invention, are described in detail in the earlier application DE-A-3 332 387.
- the housing halves 5, 5 ' are asymmetrical to one another, so that their interface is closer to the pressure roller 2' located on the right in FIGS. 1 and 2 than to the pressure roller 2 located to the left.
- the pressure roller 2 'with the housing half 5' is, as described in detail in the earlier application mentioned, displaceable relative to the pressure roller 2 and the associated housing half 5.
- Each housing half 5, 5 ' has a bottom 6, 6' and a cover 7, 7 'screwed thereon.
- the bottom 6 is connected to the bearing bush of the shaft 3, the bottom 6 'to the bearing bush of the shaft 3'.
- narrow side plates 8, 8 'made of wear-resistant material are interchangeably inserted into the base 6 or the cover 7 at the interface. These form the front and rear boundary wall of the stuffer box 1.
- spacers 9, 9' in the form of rings which are cut along a chord.
- the cut surfaces 10, 10 'on both sides form the lateral boundaries of the stuffer box 1 below the plane of the pressure roller axes.
- the corresponding surfaces 11, 11' delimit an inlet channel 12 above this plane. and the stuffer box 1 is narrowed downward in a slightly wedge shape.
- the wedge angle can be changed by slightly rotating the spacers 9, 9 'in the corresponding concentric base recess, which forms a guide.
- Screws 13, 13 ' which are accessible through slots in the edge of the bottom 6, 6', serve for locking.
- the intermediate pieces 9, 9 ' are turned eccentrically inside.
- On the open side there is only a very small amount of play between the cutting edge 14, 14 'of the intermediate piece 9 or 9' and the outer surface of the assigned pressure roller 2, 2 ', which can be adjusted precisely by actuating screws 15, 15'.
- On the other hand there is a relatively wide channel 16, 16 'on the side facing away from the roll gap. Additional widenings 17, 17 'are located under the axes of the pressure rollers 2, 2'.
- an annular air chamber 21 In the interior of the injector 20 there is an annular air chamber 21, into which an air inlet pipe 22 opens laterally.
- the air chamber 21 is delimited on one end face by a plate 23 which has a ring of narrow bores 24 arranged obliquely to the injector axis.
- the other end is closed by a screwed plug 25 through which an intake pipe 26 is passed in the middle.
- This sits at its end in a bore in the plate 23 and therefore opens - like the bores 24 - into a mixing chamber 27 which is coaxial with the air chamber 21.
- the air inlet pipe 22 is connected via a control valve 30 and an adjustable pressure reducer 31 to a compressed air source, not shown.
- the suction pipe 26 is connected to a water tank 33 via a control valve 32.
- the injector 20 'coincides with the injector 20 and - as FIG. 1 shows - is connected to corresponding pipelines.
- compressed air with max. 6 bar overpressure supplied via the control valve 30 and the pressure reducer 31 It gets into the air chamber 21 and from there via the bores 24 into the mixing chamber 27 at an increased speed.
- the air flow which is strongly swirled by the skewed arrangement of the bores 24, creates a negative pressure, so that water is sucked out of the container 33 via the suction pipe 26.
- the amount of water can be regulated by the valve 32.
- the suctioned water is swirled with the air in the mixing chamber 27 and torn into the finest drops.
- the air enriched with water passes through the line piece 28, the inlet channel 19 and the wide bore 18 into the channel 16 and in a corresponding manner into the channel 16 '.
- the compressed air is supplied to the injectors at an overpressure of 2.0 bar.
- the water consumption is 2 to 4 liters per hour.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Treatment Of Fiber Materials (AREA)
Claims (5)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19843440975 DE3440975A1 (de) | 1984-11-09 | 1984-11-09 | Verfahren und vorrichtung zum kraeuseln von kabeln aus synthetischen faeden |
| DE3440975 | 1984-11-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0180715A2 EP0180715A2 (fr) | 1986-05-14 |
| EP0180715A3 EP0180715A3 (en) | 1987-04-01 |
| EP0180715B1 true EP0180715B1 (fr) | 1989-03-08 |
Family
ID=6249907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85108632A Expired EP0180715B1 (fr) | 1984-11-09 | 1985-07-11 | Procédé et appareil pour le frisage de câbles de filaments synthétiques |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4756063A (fr) |
| EP (1) | EP0180715B1 (fr) |
| JP (1) | JPS61113843A (fr) |
| DE (2) | DE3440975A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5450657A (en) * | 1993-05-21 | 1995-09-19 | E. J. Brooks Company | Seal |
| AU5618598A (en) * | 1996-12-20 | 1998-07-17 | Clean Diesel Technologies, Inc. | Method and apparatus for reducing harmful emissions from a lean-burn engine by urea injection scr |
| DE10208353A1 (de) | 2002-02-27 | 2003-09-11 | Trevira Gmbh | Verfahren zur Herstellung feiner stauchgekräuselter Kabel aus synthetischen Filamenten sowie deren Weiterverarbeitung zu textilen Hygieneartikeln |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2862279A (en) * | 1956-04-10 | 1958-12-02 | Allied Chem | Tow crimping apparatus |
| GB974512A (en) * | 1960-06-17 | 1964-11-04 | Eastman Kodak Co | An improved process and apparatus for the manufacture of uniformly crimped filamentary tow |
| NL301260A (fr) * | 1962-12-04 | |||
| GB998343A (en) * | 1963-07-06 | 1965-07-14 | British Nylon Spinners Ltd | Improvements in or relating to stuffer-box crimpers |
| US3283387A (en) * | 1964-10-30 | 1966-11-08 | Spunize Company Of America Inc | Apparatus and method for crimping filamentary textile material |
| US3545058A (en) * | 1967-10-17 | 1970-12-08 | Techniservice Corp | Stuffer crimper with cooling fluid wretreatment means |
| US3491420A (en) * | 1967-10-17 | 1970-01-27 | Techniservice Corp | Strand crimping |
| DE1941993B2 (de) * | 1969-08-18 | 1972-03-23 | Vorrichtung zum einspuelen von bauelementen | |
| DE2222124A1 (de) * | 1972-05-05 | 1973-11-22 | Vepa Ag | Stauchkammerkraeuselvorrichtung |
| US4006861A (en) * | 1976-02-12 | 1977-02-08 | All-Power Manufacturing Co. | Machine tool coolant apparatus |
| DE3332387A1 (de) * | 1983-09-08 | 1985-03-21 | Neumünstersche Maschinen- und Apparatebau GmbH (Neumag), 2350 Neumünster | Stauchkammer-kraeuselvorrichtung |
-
1984
- 1984-11-09 DE DE19843440975 patent/DE3440975A1/de not_active Withdrawn
-
1985
- 1985-07-11 EP EP85108632A patent/EP0180715B1/fr not_active Expired
- 1985-07-11 DE DE8585108632T patent/DE3568598D1/de not_active Expired
- 1985-10-18 JP JP60233123A patent/JPS61113843A/ja active Granted
-
1986
- 1986-12-15 US US06/942,886 patent/US4756063A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPS61113843A (ja) | 1986-05-31 |
| EP0180715A3 (en) | 1987-04-01 |
| US4756063A (en) | 1988-07-12 |
| DE3440975A1 (de) | 1986-05-15 |
| DE3568598D1 (en) | 1989-04-13 |
| JPH0122369B2 (fr) | 1989-04-26 |
| EP0180715A2 (fr) | 1986-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3874975T2 (de) | Querrichtungs-glanzkontrolle. | |
| DE102014218189B4 (de) | Thermische Isolationsbox | |
| EP0706592A1 (fr) | Procede et dispositif pour produire des bandes de papier couchees deux faces | |
| DE3346335C2 (fr) | ||
| EP2640882B1 (fr) | Dispositif de formation à sec d'une bande fibreuse | |
| DE3402566A1 (de) | Vorrichtung zum oe-friktionsspinnen | |
| DE3910600A1 (de) | Ein-sieb-trockengruppe | |
| DE1904561A1 (de) | Spinnverfahren und Spinnapparat zur Durchfuehrung des Verfahrens | |
| EP0427217B1 (fr) | Système de séchage | |
| EP0107828B1 (fr) | Train d'étirage | |
| DE3685893T2 (de) | Vorrichtung zur herstellung von holzpulpe enthaltenden faservliesen. | |
| EP0180715B1 (fr) | Procédé et appareil pour le frisage de câbles de filaments synthétiques | |
| DE3335065A1 (de) | Vorrichtung zum oe-friktionsspinnen | |
| EP0887462B1 (fr) | Machine pour la fabrication d'une bande de matériau | |
| EP0049857B1 (fr) | Métier à tricoter circulaire pour fabriquer un tricot pelucheux ayant des fibres insérées | |
| DE29603080U1 (de) | Bahnabnahmevorrichtung | |
| DE19710124B4 (de) | Verfahren und Vorrichtung zur Temperierung von Kühlwalzen | |
| CH681373A5 (fr) | ||
| WO2005031050A1 (fr) | Plaque a rainure-guide pour un dispositif de filature a rotor a bout libere | |
| DE3205938A1 (de) | Rundstrick- oder rundwirkmaschine zur herstellung von florware mit eingekaemmten fasern | |
| EP0534895B1 (fr) | Chambre d'étirage | |
| DE69801889T2 (de) | Vorrichtung zur bildung eines faserflockenvliesses, insbesondere zur speisung einer textilmaschine wie einer karde | |
| EP0417614B1 (fr) | Appareil pour comprimer continuellement ou pour contrôler la masse d'un ruban de fibres | |
| DE3711761C2 (de) | Vorrichtung zum Verwirbeln von Multifilamentgarnen | |
| DE102005019891A1 (de) | Druckstab sowie Spinnereivorbereitungsmaschine mit einem Druckstab |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE CH DE FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19870413 |
|
| 17Q | First examination report despatched |
Effective date: 19880804 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB IT LI NL |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3568598 Country of ref document: DE Date of ref document: 19890413 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19910408 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19910506 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: NEUMAG - NEUMUENSTERSCHE MASCHINEN- UND ANLAGENBAU GMBH |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19910604 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19910701 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19910709 Year of fee payment: 7 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19910731 Year of fee payment: 7 |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: NEUMAG - NEUMUENSTERSCHE MASCHINEN- UND ANLAGENBAU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19920711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19920731 Ref country code: CH Effective date: 19920731 Ref country code: BE Effective date: 19920731 |
|
| BERE | Be: lapsed |
Owner name: NEUMUNSTERSCHE MASCHINEN UND APPARATEBAU G.M.B.H. Effective date: 19920731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19930201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19920711 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |