EP0049362A1 - Vorrichtung zur Zuführung eines Auftragsmediums auf ein Flächengebilde, wobei das Auftragsmedium vor eine Auftragseinrichtung abgelegt wird - Google Patents
Vorrichtung zur Zuführung eines Auftragsmediums auf ein Flächengebilde, wobei das Auftragsmedium vor eine Auftragseinrichtung abgelegt wird Download PDFInfo
- Publication number
- EP0049362A1 EP0049362A1 EP81106717A EP81106717A EP0049362A1 EP 0049362 A1 EP0049362 A1 EP 0049362A1 EP 81106717 A EP81106717 A EP 81106717A EP 81106717 A EP81106717 A EP 81106717A EP 0049362 A1 EP0049362 A1 EP 0049362A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- foam
- application
- outflow
- drive
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B19/00—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00
- D06B19/0088—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00 using a short bath ratio liquor
- D06B19/0094—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00 using a short bath ratio liquor as a foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/023—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface
- B05C11/025—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface with an essentially cylindrical body, e.g. roll or rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/18—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material only one side of the work coming into contact with the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/40—Inking units
Definitions
- the invention relates to a device for feeding an application medium onto a flat structure, the application medium being placed in front of an application device.
- Such devices are known per se in stencil printing machines. These devices for supplying an application medium such as paint, color paste, color liquid or the like. are designed differently, depending on whether you want to work with a rotating belt template, with a rotating circular template or with a flat screen template.
- Rotating stencils generally use ink supply pipes which are guided from one side bearing head to the opposite side bearing head of the stencil or the stencil guides, each ink supply pipe having outflow openings or nozzles which are directed upwards or downwards and are connected on one or both sides to supply hoses, through which the paint is pumped from a storage container into the feed pipe.
- These known devices work with liquid agents, which spread themselves over the working width.
- the present invention has for its object to provide a device for supplying a foam provided with an application medium, which places it evenly in front of an application device of any type, so that it from the application device through preferably the screen or a stencil onto the goods can be applied.
- a uniform template for the application device is to be created, regardless of the width at which the application device works, for example also on a working width of five or more meters, and moreover sufficient of foam provided with liquor must be presented to the application device, since foam is voluminous and during printing or d . large quantities are consumed.
- the difficulties of the foam application that the foam stays where it is placed, are to be eliminated.
- the invention consists in that the application medium is supplied in a foamed form and at least one movable outflow device is provided as the feed device, which is connected or can be provided with a drive for its back and forth movement and the foam is preferably placed in an overlying sieve as Storage room serving space.
- This has the advantage that at least one outflow device constantly runs back and forth in front of any application device and, since it is connected to adjustable and controllable inflow members, the amount of foam placed in the application device can be regulated.
- the working width is very large and the unit of time , in which an outflow device runs from one side to the other, too large to place enough foam in front of the application device, especially when high Working speeds, for example when working with rotating screens or stencils, it is advantageous to arrange several outflow devices with feed rates that work partially or completely overlapping, so that sufficient material can be presented to the application device, which constantly consumes the dye-containing foam in large quantities which, as mentioned, does not flow as easily as normal fleets.
- the object of the application is intended to dye, refine, coat or wash essentially flat goods.
- the object of registration can also be used for "printing" in the sense of sampling.
- the main component of the foam is liquefied again when it is pressed or sucked through the sieve. Both are done by the application device, which can be similar to a squeegee, or a suction device. The resulting amount of liquid is thus evenly distributed on or in the substrate. This entry or order takes place evenly over the entire work width. Working widths of over five meters are also considered.
- Stencils can also be used as sieves, they can be patterned or not, they can be designed as simple sieves or sieve cylinders or sieve belts.
- These sieves or the sieve-like intermediate supports lie on the flat structure and are optionally only perforated sheets, they can be used as a latticework, network, wire mesh, as a sieve drum, template or the like. be trained. The sieves can stand still and, if necessary, be dragged along with the goods or be separately driven. Among other things is, as already mentioned, also thought of stencils, which can be applied to the fleet in a pattern or in plain colors. Rotating screens or templates can also be used. Networks made of plastic or, for example, synthetic fibers, wire mesh, etc. can also be applied.
- All of these sieves or sieve-like intermediate carriers cause the bubbles of the foam to burst, thus enabling a liquor accumulation in the area of the sieve and the sieve-like intermediate carrier or on the surface thereof, and thus enable a perfect application to the goods.
- the application device and / or the suction device which support the transport of the foam through the sieve, would have to be moved.
- Foamable plastic plastic with solvents
- the plastic can also be applied in such a way that it is embedded in the paper or in the material, particularly if it is absorbent.
- foam chalk It is also possible to foam chalk and apply it to paper or non-woven fabric or to other goods.
- a latex coating e.g. on textiles. It is advantageous if the foam structure of the foam is retained as much as possible and the foam is solidified or subsequently polymerized in the usual way.
- Partial surfaces can also be applied with paints or with plastic resins to a wide variety of fabrics.
- FIG. 1 corresponds approximately to a printing station design according to DE-PS 2 258 892.
- the application station 1 of this embodiment works with a screen 2 or a stencil or a screen belt, which is guided over rollers 10, 11 and 12, wherein the rollers 10 and 11 can be driven and the roller 12 can serve as a tensioning roller in a manner known per se.
- an application device 3 which in this example is designed as a doctor roller and which, in order to limit the space 4 in front of it, which serves as a storage space, has a wall 13 arranged in a manner known per se, which extends over the Total working width of the doctor roll serving as application device 3 is guided.
- side delimiters 14 can also be provided on the side in order to limit the space 4.
- Side delimiter 14 and wall 13 are attached to a crossbar 15 via one or more brackets 115, the crossbar 15 being one Side bearing head is guided to the other, only one of the side bearing heads 16 can be seen in the drawing shown.
- Several crossbeams can connect these side bearing heads.
- At least one feed device 5 is provided for depositing foam provided with liquor or paint particles in front of the application device 3, this feed device 5 having at least one outflow device 50 which is guided so as to be movable over a partial width or the total working width of the screen 2.
- Shown here are two outflow devices 50, which represent the downwardly bent ends of tubes which are guided via their holders 51 on guide cross members 52, which likewise extend from one side bearing head to the other.
- This outflow device or outflow devices 50 are connected to an oscillation drive, which is not shown in FIG. 1.
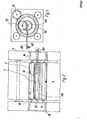
- Fig. 2 shows the embodiment of Fig. 1 in a similar form.
- the order station 1 is mounted on the machine frame 6.
- Both side bearing heads 16 can be seen, between which the rollers 10, 11 and 12 are mounted.
- the drive of the rollers 10 and 11 can also be seen, as can the drive of the doctor roller as the application device 3.
- the upper roller 12 is removed in this exemplary embodiment in order to get a final view of the application station 1.
- the cross member 15 can be seen here, on the holder 115 of which the side delimiters 14 are fastened.
- two guide cross members 52 are shown, to which the outflow devices 50 are fastened by means of displaceable holders 51, which in the exemplary embodiment shown are two cranked tubes.
- the tubular rods 150 are ge through a side bearing head 16 to the outside leads and connected here with their oscillation drive. By means of this oscillation drive, these tube rods 150 are pushed into the application station and pulled out again, the guidance being forced by the slidable holders 51, as already mentioned.
- the movement path of the flow means 50 may completely overlap, and depending on the setting of the arbitrarily be formed oscillatory 7, the respective A may be r-beitsbreite of each flow means 50 to set.
- Fig. 3 an embodiment is shown, which is shown somewhat simplified and can work with an oscillation drive according to Fig. 4 or with two such drives.
- the schematically represented side bearing heads 16, in which the rollers 10 and 11 are arranged, are again on the machine frame 6, while the upper roller 12 lies above the filling device.
- the application device 3 is designed as a slot doctor, which is designed with an open bottom to the screen 2 and can thus be box-like.
- the one on the inlet side. Wall 13 can also be formed separately, as shown in FIG. 1.
- the tubular rods 150 which are next to one another or also at an angle in relation to one another or are in relation to the application plane, are guided back and forth by one of the side bearing heads 16 in such a way that they apply the application device, which can be designed as a slot doctor blade, just fill.
- the rear wall which lies on the discharge side of the web or printing blanket or screen 2, can be designed like a squeegee and the entire box sits sealingly on the screen 2, which is known per se with slot doctor blades.
- 4 shows an oscillation drive for the tubular rods 150.
- a sun gear ring 70 is driven by a pinion 71 and has toothing on the inside and outside.
- a planet gear 72 which corresponds exactly in the pitch circle to half the diameter of the pitch circle of the internal toothing of the sun gear ring.
- a bearing pin 172 is arranged, which moves back and forth exactly on one plane when the planet gear 72 rotates, so that insertion and removal of the associated tubular rod 1 50 is made possible the foam generating device shown in FIG. 7 receives the foam to be introduced.
- an application station 1 is shown again, which works with a screen 2, which is designed as a screen belt 2.
- the belt runs here again over three rollers 10, 11 and 12.
- the side bearing heads 16 are also shown only schematically and the entire unit can be in relation to the goods to be treated, namely a web; adjust, which preferably consists of fibrous material. It is particularly intended for dyeing carpets.
- the outflow device 50 shown here has two outlets and is connected to a single pipe rod 150 which receives foam via a hose 80 from a foam generating device 8 shown in FIG. This feed device 5 is again suspended from a guide crossmember 52 via a slidable holder 51.
- the oscillation drive is shown as a rack 73, driven by a pinion 74, the motor, not shown, of which is reversed in the direction of rotation by limit switches 75, the limit switches 75in their width or their distance from each other are adjustable.
- a finger 76 strikes one of the limit switches 75 during the reciprocating movement, as a result of which the motor driving the pinion 74 is reversed.
- the applied foam is pressed in this embodiment by a roller doctor located behind the roller 11 through the screen belt onto the web 9, or the like with the interposition of a printing blanket.
- a roller doctor located behind the roller 11 through the screen belt onto the web 9, or the like with the interposition of a printing blanket.
- a doctor blade can be used and, as already mentioned, a slot doctor blade or a doctor blade box with an open bottom.
- This device can also be introduced into a circular template. Installation is somewhat more difficult, e.g. on a flat-level stencil with a reciprocating squeegee.
- FIG. 6 shows an exemplary embodiment in which the outflow device 50 is only short, but instead the hose 80 is guided into the interior of the rotating screen belt 2 or via a. flat stencil or the like
- the outflow end 50 of the hose 80 is held in a reciprocating carriage 151, which replaces the slidable holder 51 and has a small, not shown drive motor inside with a drive pinion that runs on a rack 152, which replaces the guide cross member 52.
- limit switches 175 can be arranged in the interior of the sieve 2, which cooperate with the carriage 151 and respectively reverse the small motor that drives a pinion and is present in the interior of the carriage 151.
- the movement path of each carriage 151 is limited by two limit switches 175.
- the hose 80 can be suspended from rings 81, which in turn slide on a rod 82.
- the application device 3 is a suction box 30 as a suction device.
- Fig. 7 shows the foam generating device for producing chemical-containing foam.
- the production of such a foam is previously known.
- the foam can be produced according to DE-OS 25 23 062.
- the foam is introduced into a screen cylinder 2, which is designed in a manner known per se like rotating stencils.
- the pipe rod 150 shown is stored in a side bearing head, not shown, and can be moved back and forth.
- the liquid is brought from a liquid supply 84 via a flow meter 85 into a mixing head 86, which has a mixing container 186 inside.
- the air is supplied by a compressor 87 or the like. aus.
- the air is introduced into an annular space 286 and passes through openings 386 from below into the mixing container 186, which contains granules inside. Glass balls and the like can have.
- the foam given in the hose 80 will be drier or wetter.
- liquid supply 84 there is a foaming agent, e.g. used in the production of cleaning liquids, present, mixed with, for example, water and liquid-soluble paint or another finishing liquor.
- a foaming agent e.g. used in the production of cleaning liquids, present, mixed with, for example, water and liquid-soluble paint or another finishing liquor.
- the frothing device can also be designed differently.
- the idea of the invention can be varied in many ways and can be implemented relatively easily in the process. It is essential to apply foam provided with liquor into the interior or onto the surface of a sieve 2, preferably in front of an application device 3, such as a squeegee and the like, in such quantities and in such a uniform manner that the application device is preferably relatively uniform can apply a large amount of foam through the sieve to the goods. It can be a university order, any, e.g. limited areas, e.g. when printing with screen printing stencils are printed with this foam provided with dye. The uniform and sufficient supply of foam over the total working width is important, but in particular also that this supply is possible with relatively simple means.
- suction box 30 can be arranged in addition to the application device 3 as a doctor blade, but it can also serve as an application device alone.
Abstract
Ein Auftragsmedium in verschäumter Form soll vor einer Auftragseinrichtung abgelegt werden, wobei die Auftragseinrichtung, z.B. eine Rollrakel, Streichrakel, Schlitzrakel od.dgl. sein kann, aber auch eine Durchsaugeinrichtung. Dabei soll als Zuführungsvorrichtung eine verfahrbare Ausflußvorrichtung vorgesehen werden, die für ihre Hin- und Herbewegung mit einem Antrieb verbunden bzw. mit einem solchen versehbar ist. Diese Zuführungsvorrichtung für Schaum legt diesen in einen vor oder über der Auftragsvorrichtung liegenden, als Vorratsraum dienenden Raum (4) ab. Das Hin- und Herfahren der Zuführungsvorrichtung ermöglicht ein über große Arbeitsbreiten gleichmässiges Ablegen oder Vorlegen des Schaumes. Dies ist bei dem Auftrag von Schaum wichtig, weil der Schaum nicht in der Weise verfließt wie andere Auftragsmedien, die eine flüssige oder pastöse Konsistenz haben. Es ist eine gleichmäßige Zuführung großer Mengen Schaum für die Auftragsvorrichtung möglich.
Es können auch mehrere Ausflußvorrichtungen vorgesehen sein, die jeweils über Teilbreiten geführt sind und in ihrer Zusammenarbeit die Gesamtarbeitsbreite füllens bewegbar sind. Vorzugsweise wird der Schaum durch ein Sieb aufgetragen.
Description
- Die Erfindung betrifft eine Vorrichtung zur Zuführung eines Auftragsmediums auf ein Flächengebilde, wobei das Auftragsmedium vor eine Auftragseinrichtung abgelegt wird.
- Derartige Vorrichtungen sind bei Schablonendruckmaschinen an sich bekannt. Diese Vorrichtungen zum Zuführen eines Auftragsmediums, wie Farbe, Farbpaste, Farbflüssigkeit od.dgl. werden unterschiedlich gestaltet, je nachdem ob mit einer rotierenden Bandschablone gearbeitet werden soll, mit einer rotierenden Rundschablone oder mit einer ebenen Siebschablone. Bei rotierenden Schablonen werden im allgemeinen Farbzuführungsrohre benutzt, die von einem Seitenlagerkopf zum gegenüberliegenden.Seitenlagerkopf der Schablone oder der Schablonenführungen geführt sind, wobei jedes Farbzuführungsrohr Ausflußöffnungen oder Düsen aufweist, die nach oben oder unten gerichtet sind und ein- oder beidseitig mit Zuführungsschläuchen verbunden ist, durch die über eine Pumpe von einem Vorratsbehälter aus die Farbe in das Zuführungsrohr gepumpt wird. Diese bekannten Vorrichtungen arbeiten mit flüssigen Mitteln, die sich von selbst über die Arbeitsbreite verteilen.
- Der vorliegenden Erfindung liegt die Aufgabe zugrunde, für die Zuführung von mit einem Auftragsmedium-versehenen Schaum eine Vorrichtung zu schaffen, die diesen gleichmäßig vor eine Auftragsvorrichtung beliebiger Art ablegt, so daß dieser von der Auftragseinrichtung durch vorzugsweise das Sieb oder eine Schablone hindurch auf die Ware aufgebracht werden kann. Dabei soll eine gleichmäßige Vorlage für die Auftragseinrichtung geschaffen werden, gleichgültig nun, auf welcher Breite die Auftragseinrichtung arbeitet, beispielsweise auch auf einer Arbeitsbreite von fünf und mehr Metern und außerdem muß genügend von mit Flotte versehenem Schaum der Auftragseinrichtung vorgelegt werden, da Schaum voluminös ist und während des Druckes od.dgl. große Mengen verbraucht werden. Die Schwierigkeiten des Schaumauftrages, daß der Schaum dort bleibt, wo man ihn hinlegt, sollen damit behoben werden.
- Die Erfindung besteht darin, daß das Auftragsmedium in verschäumter Form zugebracht wird und als Zuführungsvorrichtung mindestens eine verfahrbare Ausflußvorrichtung vorgesehen ist, die für ihre Hin- und Herbewegung mit einem Antrieb verbunden bzw. versehbar ist und den Schaum vorzugsweise in einen über einem Sieb liegenden, als Vorratsraum dienenden Raum ablegt. Dies hat den Vorteil, daß mindestens eine Ausflußvorrichtung ständig vor einer beliebigen Auftragseinrichtung hin- und herläuft und, da sie mit einstellbaren und regelbaren Zuflußorganen verbunden ist, kann die Menge des der Auftragseinrichtung vorgelegten Schaumes reguliert werden..Ist die Arbeitsbreite sehr groß und die Zeiteinheit, in der eine Ausflußvorrichtung'von einer Seite zur anderen läuft, zu groß, um genügend Schaum vor die Auftragseinrichtung zu legen, insbesondere wenn mit hohen Arbeitsgeschwindigkeiten bei z.B. rotierenden Sieben oder Schablonen gearbeitet wird, ist es vorteilhaft, mehrere Ausflußvorrichtungen mit Zuführungsleistungen anzuordnen, die sich teilweise oder ganz überdeckend arbeiten, so daß der Auftragseinrichtung, die ständig den mit Farbstoff versehenen Schaum in großen Mengen verbraucht, genügend Material vorgelegt werden kann,das, wie erwähnt, nicht so leicht verfließt wie normale Flotten.
- Mit dem Anmeldungsgegenstand soll im wesentlichen flächige Ware gefärbt, veredelt, beschichtet oder gewaschen werden. Der Anmeldungsgegenstand ist auch für den "Druck" im Sinne einer Bemusterung einsetzbar. Es sind somit alle möglichen Arten von flüssigen, pastösen oder viskosen Chemikalien od.dgl. auftragbar.
- Es ist außerordentlich schwierig und fast unmöglich, geringe Volumina von Flotte über eine Arbeitsbreite auf eine Fläche zu verteilen, um sie gleichmäßig auf oder in ein Substrat einzubringen. Das gelingt nur durchvergrößerung des Volumens der Flotte, was durch das Aufschäumen erfolgt. Erfindungsgemäß ist es aber nun möglich, die Flotte wieder in ihre vorherige Konsistenz zurückzuführen durch die Anordnung eines Siebes. Es können relativ geringe Flüssigkeitsmengen absolut gleichmäßig auf der Fläche einer Ware verteilt werden auch über große Arbeitsbreiten bzw. in eine Ware eingebracht werden. Das Aufschäumen allein gibt noch keine gleichmäßige Verteilung einer Flotte. Die genannten.5chwierigkeiten lassen sich somit durch SChaumauf- trag auf ein Flächengebilde überwinden, wenn der Auftrag durch ein Sieb erfolgt.
- Der Hauptbestandteil des Schaumes wird beim Durchpressen oder Durchsaugen durch das Sieb wieder verflüssigt. Beides geschieht durch die Auftragsvorrichtung, die rakel- ähnlich sein kann oder auch eine Saugeinrichtung. Die dadurch entstehende Flüssigkeitsmenge wird somit gleichmäßig auf oder im Substrat verteilt. Dieser Eintrag oder Auftrag erfolgt gleichmäßig über der gesamten Arbeitsbreite. Dabei ist auch an Arbeitsbreiten von über fünf Metern gedacht.
- Bei diesem Vorgang sind drei Möglichkeiten gegeben:
- 1. Es erfolgt eine totale Zerstörung des Schaumes auf dem Sieb oder im Siebbereich. Auf die Ware gelangt dann nur die dadurch entstehende Flottenmenge.
- 2. Der Schaum wird nur teilweise auf dem Sieb oder im Sieb zerstört. Es wird Flotte freigesetzt, aber die weiterlaufende flächige Ware nimmt noch unzerstörte Bläschen des Schaumes mit. Diese können beim Weiterlaufen entweder in sich zusammenfallen und Flotte freisetzen oder können, falls gewünscht, auf dem Substrat verbleiben und sich verfestigen, beispielsweise durch Lufteinwirkung, Trocknung, Hitzeeinwirkung und dergl., je nachdem welche Geräte nachgeschaltet werden und aus welchem Material der Schaum besteht.
- 3. Der Schaum wird kaum zerstört und sollte auch nicht zerstört werden. Er kann dann wieder beim Weiterlauf der Ware zerfallen oder wieder stabilisiert werden, wie unter Punkt 2 gesagt.
- Es sind somit drei verschiedene Möglichkeitsgruppen gegeben. Diese lassen sich vielfach variieren:
- 1. Der Schaum kann die unterschiedlichste Konsistenz oder Konstitution haben. Die Flüssigkeiten in ihm sind variabel, die Stärke der Verschäumung ist veränderbar und auch die Bläschengröße.
- 2. Es ist veränderbar, wie und auf welche Weise der Schaum durch das Sieb hindurchgebracht wird. Dabei kann die Geschwindigkeit und es können auch die physikalischen Einflüsse beeinflußt werden.
- 3. Die Ausbildung des Siebes in bezug auf die Durchtrittsquerschnitte, seine Dichte, sein Reibungswiderstand spielt eine große Rolle und ist veränderbar.
- 4. Weiterhin ist auch die Ausbildung der Ware unterschiedlich und auch deren Aufnahmefähigkeit, Oberflächenstruktur usw.
- Alle diese Parameter sind für den Benutzer der Erfindung frei wählbar.
- Als Siebe können auch Schablonen benutzt werden, siekönnen bemustert oder nicht bemustert sein, sie können als einfache Siebe bzw. Siebzylinder oder Siebbänder ausgebildet sein.
- Diese Siebe oder die siebartigen Zwischenträger liegen auf dem Flächengebilde auf und sind gegebenenfalls auch nur perforierte Bleche, sie können als Gitterwerk, Netzwerk, Drahtgewebe, als Siebtrommel, Schablone od.dgl. ausgebildet sein. Die Siebe können stillstehen und gegebenenfalls mitgezogen werden mit der Ware oder gesondert angetrieben angeordnet sein. U.a. ist, wie bereits er- wähnt, auch an Schablonengedacht, die Flotte mustergemäß oder uni, also flächengemäß auftragen können. Ferner sind rotierende Siebe oder Schablonen einsetzbar. Auch können Netzwerke aus Kunststoff oder beispielsweise Kunstfasern aufgelegt werden, ein Drahtgewebe usw.
- Alle diese Siebe oder siebartigen Zwischenträger bringen die Bläschen des Schaumes zum Zerplatzen, ermöglichen somit einen Flottenanfall im Bereich des Siebes und des siebartigen Zwischenträgers bzw. auf dessen Oberfläche und ermöglichen so einen einwandfreien Auftrag auf die Ware. Bei Stillstand des Siebes u.dgl. müßten die Auftragsvorrichtung und/oder die Saugeinrichtung, die den Transport des Schaumes durch das Sieb hindurch unterstützen, bewegt werden.
- Nachfolgend sollen einige Beispiele angegeben werden:
- Die Flächengebilde können aus Papier, Glas, Kunststoff und selbstverständlich auch aus Fasermaterialien, wie Textilware, bestehen. Insbesondere ist an Florware gedacht.
- Z.B. kann aufschäumbarer Kunststoff (Plastik mit Lösungsmitteln) aufgeschäumt werden und mit dem Erfindungsgegenstabd auf Glas oder Papier aufgebracht werden bzw. auf andere Waren.
- Der Kunststoff kann auch derart aufgebracht werden, daß er sich in das Papier oder in das Material einlagert, insbesondere wenn es saugfähig ist.
- Ferner ist es möglich, Kreide aufzuschäumen und auf ein Papier oder ein Faservlies oder auf eine andere Ware aufzubringen.
- Außerdem kann auch eine Latexbeschichtung, z.B. auf Textilien, vorgenommen werden. Dabei ist es von Vorteil, wenn vom Schaum so weit wie möglich die Schaumstruktur erhalten bleibt und der Schaum so in üblicher Weise sich verfestigt bzw. anschließend auspolymerisiert wird.
- Ferner können auch partielle Flächen aufgetragen werden mit Farben oder auch mit Kunststoffharzen auf die verschiedensten Flächengebilde.
- Diese Beispiele sind nicht einschränkend zu verstehen. In den Zeichnungen sind Ausführungsbeispiele der Erfindung dargestellt. Es zeigen:
- Fig. 1 ein Auftragswerk im Schnitt in Seitenansicht,
- Fig. 2 ein Auftragswerk in Draufsicht,
- Fig. 3 die schematische Darstellung eines Auftragswerkes in Draufsicht,
- Fig. 4 die Möglichkeit der Ausbildung-eines Oszillationsantriebes,
- Fig. 5+ zwei verschiedene Ausführungsbeispiele für eine 6 erfindungsgemäße Vorrichtung,
- Fig. 7 eine Schaumerzeugungsvorrichtung zur Herstellung von mit Flotte versehenem Schaum im Schema.
- Das Ausführungsbeispiel der Fig. 1 entspricht in etwa einer Druckstationsausbildung gemäß der DE-PS 2 258 892. Die Auftragsstation 1 dieses Ausführungsbeispieles arbeitet mit einem Sieb 2 oder einer Schablone bzw. einem Siebband, das über Walzen 10, 11 und 12 geführt ist, wobei die Walzen 10 und 11 angetrieben sein können und die Walze 12 in an sich bekannter Weise als Spannrolle dienen kann.
- Im Inneren dieser Auftragsstation 1 befindet sich eine Auftragseinrichtung 3, die bei diesem Beispiel als Rakelrolle ausgebildet ist und der zur Begrenzung des vor ihr liegenden Raumes 4, der als Vorratsraum dient, in an sich bekannter Weise eine Wand 13 vorgeordnet ist, die sich über die Gesamtarbeitsbreite der als Auftragseinrichtung 3 dienenden Rakelrolle geführt ist. Hier können seitlich noch Seitenbegrenzer 14 vorgesehen sein, um den Raum 4 einzugrenzen. Seitenbegrenzer 14 und Wand 13 sind an einer Quertraverse 15 befestigt über ein oder mehrere Halterungen 115, wobei die Quertraverse 15 von einem Seitenlagerkopf zum anderen geführt ist, wobei in der dargestellten Zeichnung nur einer der Seitenlagerköpfe 16 zu sehen ist. Mehrere Quertraversen können diese Seitenlagerköpfe verbinden.
- Erfindungsgemäß ist mindestens eine Zuführungsvorrichtung 5 vorgesehen für die Ablage von mit Flotte oder Farbpartikeln versehenem Schaum vor die Auftragseinrichtung 3, wobei diese Zuführungsvorrichtung 5 mindestens eine über eine Teilbreite oder die Gesamtarbeitsbreite des Siebes 2 verfahrbar geführte Ausflußvorrichtung 50 aufweist. Dargestellt sind hier zwei Ausflußvorrichtungen 50, die die nach unten abgebogenen Enden von Rohren darstellen, die über ihre Halterungen 51 auf Führungstraversen 52 geführt sind, die sich ebenfalls von einem Seitenlagerkopf zum anderen erstrecken. Diese Ausflußvorrichtung bzw. die Ausflußvorrichtungen 50 sind mit einem Oszillationsantrieb verbunden, der in Fig. 1 nicht dargestellt ist.
- Fig. 2 zeigt das Ausführungsbeispiel der Fig. 1 in ähnlicher Form. Hier sieht man, wie die Auftragsstation 1 auf dem Maschinengestell 6 gelagert ist. Beide Seitenlagerköpfe 16 sind zu sehen, zwischen denen die Walzen 10, 11 und 12 gelagert sind. Auch der Antrieb der Walzen 10 und 11 ist zu sehen, genauso wie der Antrieb der Rakelrolle als Auftragsvorrichtung 3. Die obere Walze 12 ist bei diesem Ausführungsbeispiel abgenommen, um einen Endblick in die Auftragsstation 1 zu bekommen. Ferner ist hier die Traverse 15 zu sehen, an deren Halterung 115 die Seitenbegrenzer 14 befestigt sind..Die Wand 13, die. nicht unbedingt vorhanden sein muß, ist bei diesem Ausführungsbeispiel nicht dargestellt. Außerdem sind zwei Führungstraversen 52 dargestellt, an denen über verschiebbare Halterungen 51 die Ausflußvorrichtungen 50 befestigt sind, die beim dargestellten Ausführungsbeispiel zweimal gekröpfte Rohre sind. Die Rohrstangen 150 werden durch einen Seitenlagerkopf 16 nach draußen geführt und hier mit ihrem Oszillationsantrieb verbunden. Durch diesen Oszillationsantrieb werden diese Rohrstangen 150 in die Auftragsstation eingeschoben und wieder herausgezogen, wobei die Führung, wie bereits erwähnt, durch die gleitbaren Halterungen 51 erzwungen wird. Wie aus diesem Ausführungsbeispiel ersichtlich, kann sich der Bewegungsweg der Ausflußvorrichtung 50 absolut überdecken und je nach Einstellung des beliebig auszubildenden Oszillationsantriebes 7 läßt sich die jeweilige Ar-beitsbreite einer jeden Ausflußvorrichtung 50 einstellen.
- In Fig. 3 ist ein Ausführungsbeispiel gezeigt, das etwas vereinfacht dargestellt ist und mit einem Oszillationsantrieb arbeiten kann gemäß Fig. 4 bzw. mit zwei derartigen Antrieben. Auf dem Maschinengestell 6 liegen wieder die schematisch dargestellten Seitenlagerköpfe 16, in denen die Walzen 10 und 11 angeordnet sind, während die obere Walze 12 oberhalb der Einfüllvorrichtung liegt. Bei diesem Ausführungsbeispiel ist die Auftragseinrichtung 3 als Schlitzrakel,ausgebildet, die mit offenem Boden zum Sieb 2 ausgebildet ist und somit kastenartig sein kann. Die auf der Zulaufseite liegende. Wand 13 kann auch separat ausgebildet sein, wie in Fig. 1 dargestellt. Bei diesem Ausführungsbeispiel werden die Rohrstangen 150, die nebeneinander oder auch im Winkel im Verhältnis zueinander stehen bzw. zur Auftragsebene stehen, durch einen der Seitenlagerköpfe 16 geführt sind, so hin- und hergeführt, daß sie die Auftragseinrichtung, die als Schlitzrakel ausgebildet sein kann, einfach füllen. Die hintere Wandung, die auf der Ablaufseite der Warenbähn oder des Drucktuches bzw. des Siebes 2 liegt, kann rakelartig ausgebildet sein und der gesamte Kasten sitzt abdichtend auf dem Sieb 2, was an sich bei Schlitzrakeln bekannt ist. Fig. 4 zeigt einen Oszillationsantrieb für die Rohrstangen 150. Ein Sonnenradkranz 70 wird von einem Ritzel 71 angetrieben und hat innen und außen Verzahnungen. Im Inneren des Sonnenradkranzes liegt ein Planetenrad 72, das genau im Teilungskreis der Hälfte des Durchmessers des Teilungskreises der Innenverzahnung des Sonnenradkranzes entspricht. Auf dem Teilungskreis ist ein Lagerbolzen 172 angeordnet, der bei Drehung des Planetenrades 72 sich genau auf einer Ebene hin- und herbewegt, so daß ein Einschieben und Herausziehen der zugehörigen Rohrstange 150 ermöglicht ist, .wobei die Rohrstange 150 über einen Schlauch 80 von einer in Fig. 7 dargestellten Schaumerzeugungsvorrichtung den einzubringenden Schaum erhält.
- Beim Ausführungsbeispiel der Fig. 5 wird wieder eine Auftragsstation 1 gezeigt, die mit einem Sieb 2 arbeitet, die als Siebband 2-ausgebildet ist. Das Band läuft hier wieder über drei Walzen 10, 11 und 12. Dies sind alles nur mögliche Ausführungsbeispiele. Die Seitenlagerköpfe 16 sind ebenfalls nur schematisch dargestellt und die gesamte Einheit läßt sich in bezug auf die zu behandelnde Ware, nämlich eine Warenbahn; einstellen, die vorzugsweise aus faserigem Material besteht. Es ist insbesondere an das Färben von Teppichwaren gedacht. Die hier gezeigte Ausflußvorrichtung 50 hat zwei Ausflüsse und ist mit einer einzigen Rohrstange 150 verbunden, die über einen Schlauch 80 von einer in Fig. 7 dargestellten Schaumerzeugungsvorrichtung 8 Schaum erhält. Diese Zuführungsvorrichtung 5 hängt wieder über eine gleitbare Halterung 51 an einer Führungstraverse 52. Der Oszillationsantrieb ist dargestellt als Zahnstange 73, angetrieben von einem Ritzel 74, dessen nicht dargestellter Motor durch Endschalter 75 jeweils in der Drehrichtung umgekehrt wird, wobei die Endschalter 75in ihrer Breite bzw. in ihrem Abstand voneinander einstellbar sind. Ein Finger 76 schlägt bei Hin- und Herbewegung jeweils an einen der Endschalter 75 an, wodurch der das Ritzel 74 antreibende Motor umgesteuert wird.
- Der aufgebrachte Schaum wird bei diesem Ausführungsbeispiel durch eine hinter der Walze 11 liegende Rollrakel durch das Siebband hindurchgepreßt auf die Warenbahn 9, die unter Zwischenschaltung einer Druckdecke od.dgl. auf einem Gegendruckbalken 17 liegen kann. Statt einer Rollrakel kann eine Streichrakel Verwendung finden und, wie bereits erwähnt, auch eine Schlitzrakel bzw. ein Rakelkasten mit offenem Boden. Diese Vorrichtung kann auch in eine Rundschablone eingebracht werden. Etwas schwieriger ist der Einbau z.B. auf einer flachebenen Schablone mit hin- und herlaufender Rakel.
- In Fig. 6 ist ein Ausführungsbeispiel gezeigt, bei dem die Ausflußvorrichtung 50 nur kurz ist und dafür aber der Schlauch 80 bis in das Innere des rotierenden Siebbandes 2 geführt ist bzw. über eine. flachebene Schablone od.dgl. Das Ausflußende 50 des Schlauches 80 wird jeweils in einem hin- und herfahrenden Wagen 151 festgehalten, der die gleitbare Halterung 51 ersetzt und einen kleinen, nicht dargestellten Antriebsmotor im Inneren aufweist mit Antriebsritzel, das auf einer Zahnstange 152 läuft, die die Führungstraverse 52 ersetzt. Hier können Endschalter 175 im Inneren des Siebes 2 angeordnet sein, die mit dem Wagen 151 zusammenarbeiten und den im Inneren des Wagens 151 vorhandenen kleinen, ein Ritzel antreibenden Motor, jeweils umsteuern. Der Bewegungsweg eines jeden Wagens 151 ist durch zwei Endschalter 175 begrenzt.
- Der Schlauch 80 kann an Ringen 81 aufgehängt sein, die ihrerseits auf einer Stange 82 gleiten. Dies ist ein mögliches Ausführungsbeispiel. Die Auftragseinrichtung 3 ist bei diesem Beispiel ein Saugkasten 30 als Durchsaugeinrichtung.
- Fig. 7 zeigt die Schaumerzeugungsvorrichtung zur Herstellung von mit Chemikalien versehenem Schaum. Die Herstellung eines solchen Schaumes ist vorbekannt. Beispielsweise kann der Schaum entsprechend der DE-OS 25 23 062 hergestellt werden.
- .Bei diesem in Fig. 7 dargestellten Ausführungsbeispiel wird der Schaum in einen Siebzylinder 2 eingebracht, der in an sich bekannter Weise wie rotierende Schablonen ausgebildet ist. Die dargestellte Rohrstange 150 wird in einem nicht dargestellten Seitenlagerkopf gelagert und kann hin- und hergeführt werden.
- Über einen Getriebemotor 83 und eine Zahnradpumpe 83' wird von einem Flüssigkeitsvorrat 84 über einen Durchflußmesser 85 die Flüssigkeit in einen Mischkopf 86 gebracht, der im Inneren einen Mischbehälter 186 aufweist. Die Luftzuführung erfolgt von einem Kompressor 87 od.dgl. aus.über Regelglieder 88, und zwar ein Haupthahn und ein Druckminderer, wieder über einen Durchflußmesser 89 zum Mischkopf 86. Hier wird die Luft in einen Ringraum 286 eingebracht und gerät über Öffnungen 386 von unten in den Mischbehälter 186, der im Inneren ein Granulat, Glaskugeln u.dgl. aufweisen kann. Je nach Zuführung von mehr oder weniger starken Druckluftanteilen zur zugeführten Flüssigkeit wird der in den Schlauch 80 gegebene Schaum trockener oder nasser sein.
- Im Flüssigkeitsvorrat 84 ist ein Aufschäummittel, wie es z.B. bei Herstellung von Reinigungsflüssigkeiten Verwendung findet, vorhanden, gemischt mit beispielsweise Wasser und in Flüssigkeit lösbarer Farbe oder eine andere Veredelungsflotte. Die Aufschäumvorrichtung kann auch anders gestaltet sein.
- Wie aus der Beschreibung ersichtlich, ist der Gedanke der Erfindung vielfach variierbar und läßt sich dabei aber relativ einfach verwirklichen. Wesentlich ist das Aufbringen von mit Flotte versehenem Schaum in das Innere oder auf die Oberfläche eines Siebes 2, vorzugsweise vor eine Auftragseinrichtung 3, wie Rakel u.dgl., und zwar in solchen Mengen und derart gleichmäßig, daß die Auftragsvorrichtung vorzugsweise gleichmäßig arbeitend eine relativ große Menge Schaum durch das Sieb hindurch auf die Ware auftragen kann. Es kann ein Uni-Auftrag sein, es können beliebige, z.B. begrenzte Flächen, z.B. bei einem Druck mit Siebdruckschablonen mit diesem mit Farbstoff versehenen Schaum bedruckt werden. Die gleichmäßige und genügende Zuführ von Schaum über die Gesamtarbeitsbreite ist dabei wichtig, insbesondere aber auch, daß diese Zuführung mit relativ einfachen Mitteln ermöglicht ist.
- Statt der Auftragseinrichtung 3 als körperliche Rakel od. dgl. besteht die Möglichkeit, eine Saugeinrichtung 30 gemäß Fig. 6 unter die Warenbahn bzw. die Druckdecke zu setzen. Derartige Saugkästen sind an sich bekannt. Dieser Saugkasten 30 kann zusätzlich zur Auftragseinrichtung 3 als Rakel angeordnet werden, er kann aber auch allein als Auftragseinrichtung dienen.
- Alle in den Unterlagen offenbarten Angaben und Merkmale, insbesondere die offenbarten räumlichen Ausgestaltungen, werden, soweit sie einzeln oder in Kombination gegenüber dem Stand der Technik neu sind, als erfindungswesentlich beänsprucht.
Claims (10)
1. Vorrichtung zur Zuführung eines Auftragsmediums auf ein Flächengebilde, wobei das Aufträgsmedium vor eine Auftragseinrichtung abgelegt wird, dadurch gekennzeichnet , daß das Auftragsmedium in verschäumter Form zugebracht wird und als Zuführungsvorrichtung (5) mindestens eine verfahrbare Ausflußvorrichtung (50) vorgesehen ist, die für ihre Hin- und Herbewegung mit einem Antrieb (7) verbunden bzw. versehbar ist und den Schaum in einen vorzugsweise über einem-Sieb (2) liegenden, als Vorratsraum dienenden Raum (4) ablegt.
.2. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß als Ausflußvorrichtung (50) mehrere Zuführungsleitungen (80,150) vorgesehen sind, die über die gesamte Breite oder über Teilbreiten geführt sind und in ihrer Zusammebarbeit die Gesamtarbeitsbreite gleichmäßig füllend bewegbar sind.
3. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Zuführungsvorrichtung (5) aus mindestens einer mit einer oder mehreren Öffnungen versehenen Ausflußvorrichtung (50) besteht, die mit einem Antrieb (7) verbunden ist, wobei die Ausflußöffnung(en) in Richtung auf den als Vorratsraum dienenden Raum (4) vor der Auftragseinrichtung (3) gerichtet ist oder sind.
4. Vorrichtung nach Anspruch 1 und 3, dadurch gekennzeichnet, daß bei Anordnung mehrerer Ausflußvorrichtungen (50) ihr Bewegungsbereich sich ganz oder teilweise überdeckend liegt und die Zuflußrichtung für den Schaum in einen Raum (4) vor einer Auftragseinrichtung (3) gerichtet ist.
5. Vorrichtung nach Anspruch 1 und einem der nachfolgenden Ansprüche, dadurch gekennzeichnet, daß die Seitenlager- . köpfe (16) eines rotierenden Siebes (2) durch Führungsstäbe bzw. ein oder mehrere Führungstraversen (52) miteinander verbunden sind, an denen gleitbar ein oder mehrere Halterungen (51) befestigt sind zur Bewegungsführung für die Ausflußvorrichtungen (50), die durch einen der Seitenlagerköpfe (16) hindurchgeführt mit ihrem Oszillationsantrieb (7) verbunden sind.
6. Vorrichtung nach Anspruch 1 und einem der nachfolgenden Ansprüche, dadurch gekennzeichnet, daß der Raum (4) vor der Auftragseinrichtung (3) seitenbegrenzt ist und vorzugsweise auf der Zulaufseite des Siebes ebenfalls begrenzt ist, zum Sieb hin aber offen ist.
7. Vorrichtung nach Anspruch 1 und einem der nachfolgenden Ansprüche, dadurch gekennzeichnet, daß der Oszillationsantrieb aus Zahnstange (73) und angetriebenem Ritzel (74) besteht mit einer Rohrstange (150) od.dgl. verbundenem Umschaltfinger (76) für den Antriebsmotor des Ritzels (74).
8. Vorrichtung nach Anspruch 1 und einem der nachfolgenden Ansprüche, dadurch gekennzeichnet, daß der Oszillationsantrieb (7) mit der Ausflußvorrichtung (50) direkt verbunden ist und Wagen (151) gebildet sind, die auf einer .Schiene oder Zahnstange (152) gleiten und in ihrem Bewegungsweg durch Umschalter oder Endschalter begrenzt sind, wobei der Zufluß des mit Flotte od.dgl. versehenen Schaumes durch einen in das Innere der Druckstation (1) geführten Schlauch (80) erfolgt, der mit dem oder den hin-und herfahrenden Wagen (151) verbunden ist.
9. Vorrichtung nach Anspruch 1 und einem der nachfolgenden Ansprüche, dadurch gekennzeichnet, daß als Oszillationsantrieb ein Sonnenradkranz (70) verwendet ist mit halbgroßem Planetenrad (72), wobei der Lagerbolzen (172) im Teilkreis des Planetenrades (72) mit einer Rohrstange (150) der Zuführungsvorrichtung (5) verbunden ist.
10. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß der mit Flotte od.dgl. versehene Schaum durch einen an sich bekannten Saugkasten (30) zusätzlich zur Auftragseinrichtung (3) oder nur durch eine als Auftragsvorrichtung (3) dienende Saugeinrichtung (30) auftragbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19803034805 DE3034805A1 (de) | 1980-09-16 | 1980-09-16 | Vorrichtung zur zufuehrung eines auftragsmediums vor eine auftragseinrichtung im inneren einer rotierenden bzw. auf einer ebenen schablone |
| DE3034805 | 1980-09-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0049362A1 true EP0049362A1 (de) | 1982-04-14 |
Family
ID=6112007
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81106717A Withdrawn EP0049362A1 (de) | 1980-09-16 | 1981-08-28 | Vorrichtung zur Zuführung eines Auftragsmediums auf ein Flächengebilde, wobei das Auftragsmedium vor eine Auftragseinrichtung abgelegt wird |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0049362A1 (de) |
| JP (1) | JPS57110361A (de) |
| BR (1) | BR8105898A (de) |
| DE (1) | DE3034805A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2216042A (en) * | 1988-02-23 | 1989-10-04 | Mcgavigan John & Co Ltd | Spreadable material applicator |
| FR2632896A1 (fr) * | 1988-06-20 | 1989-12-22 | Perquis Vincent | Systeme d'alimentation automatique en encre pour l'impression serigraphique a plat |
| EP0358434A2 (de) * | 1988-09-07 | 1990-03-14 | Acumeter Laboratories Inc. | Siebdruckverfahren und -vorrichtung |
| WO2000068011A1 (en) * | 1999-05-07 | 2000-11-16 | Stork Brabant B.V. | Device for the dosing and distribution of hotmelt |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58122074A (ja) * | 1982-01-18 | 1983-07-20 | Sumitomo Heavy Ind Ltd | 無溶剤型ラミネ−タ用2液接着剤塗工装置 |
| US4485736A (en) * | 1983-08-26 | 1984-12-04 | Strutz Jr Carl | Ink-dispensing system and method for silk-screen printing having squeegee stroke movement counter |
| CN112428670B (zh) * | 2020-11-10 | 2021-12-31 | 陈小英 | 丝网印刷机 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3257483A (en) * | 1963-11-05 | 1966-06-21 | Specialty Converters | Method of applying foam to fabrics |
| GB1071191A (en) * | 1963-12-24 | 1967-06-07 | Johnson & Johnson | Absorbent non-woven fibrous product |
| DE1435105A1 (de) * | 1959-06-15 | 1969-07-17 | Interchem Corp | Verfahren zum selektiven Aufbringen eines natuerlichen oder kuenstlichen Polymerisats auf poroese,bandfoermige,textile Traeger |
-
1980
- 1980-09-16 DE DE19803034805 patent/DE3034805A1/de not_active Withdrawn
-
1981
- 1981-08-28 EP EP81106717A patent/EP0049362A1/de not_active Withdrawn
- 1981-09-15 BR BR8105898A patent/BR8105898A/pt unknown
- 1981-09-16 JP JP14480781A patent/JPS57110361A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1435105A1 (de) * | 1959-06-15 | 1969-07-17 | Interchem Corp | Verfahren zum selektiven Aufbringen eines natuerlichen oder kuenstlichen Polymerisats auf poroese,bandfoermige,textile Traeger |
| US3257483A (en) * | 1963-11-05 | 1966-06-21 | Specialty Converters | Method of applying foam to fabrics |
| GB1071191A (en) * | 1963-12-24 | 1967-06-07 | Johnson & Johnson | Absorbent non-woven fibrous product |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2216042A (en) * | 1988-02-23 | 1989-10-04 | Mcgavigan John & Co Ltd | Spreadable material applicator |
| FR2632896A1 (fr) * | 1988-06-20 | 1989-12-22 | Perquis Vincent | Systeme d'alimentation automatique en encre pour l'impression serigraphique a plat |
| EP0358434A2 (de) * | 1988-09-07 | 1990-03-14 | Acumeter Laboratories Inc. | Siebdruckverfahren und -vorrichtung |
| EP0358434A3 (de) * | 1988-09-07 | 1990-07-11 | Acumeter Laboratories Inc. | Siebdruckverfahren und -vorrichtung |
| WO2000068011A1 (en) * | 1999-05-07 | 2000-11-16 | Stork Brabant B.V. | Device for the dosing and distribution of hotmelt |
| US6656274B2 (en) | 1999-05-07 | 2003-12-02 | Stork Brabant B.V. | Device for the dosing and distribution of hotmelt |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS57110361A (en) | 1982-07-09 |
| DE3034805A1 (de) | 1982-03-25 |
| BR8105898A (pt) | 1982-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0047908A1 (de) | Vorrichtung zum Auftragen eines Mediums auf ein Flächengebilde | |
| AT393246B (de) | Auftragsvorrichtung zum aufbringen fliessfaehiger medien auf ebene flaechen, bahnen, walzen od. dgl. | |
| DE2300289C2 (de) | Vorrichtung zum Auftragen flüssiger oder pastöser Farbe für Siebdruckmaschinen | |
| EP0082465A1 (de) | Vorrichtung zum Zuführen von Schaum zu einem Abnehmer, z.B. einer Auftragsstation | |
| DE2057152B2 (de) | Getufteter Teppich | |
| DE3020668A1 (de) | Verfahren und vorrichtung zum behandeln einer vorlaufenden warenbahn | |
| DE3044409A1 (de) | Vorrichtung zum auftragen verschaeumter flotte | |
| EP0047907B1 (de) | Vorrichtung zum Auftragen von Medien auf Flächengebilde mittels einer Auftragseinrichtung | |
| EP0047887A1 (de) | Vorrichtung zum Auftragen eines Mediums (Veredelungsflotte) auf ein Flächengebilde mittels einer Auftragseinrichtung | |
| DE3151511A1 (de) | Vorrichtung zum gleichmaessigen verteilen von fluessigen, viskosen oder verschaeumten flotten | |
| EP0049362A1 (de) | Vorrichtung zur Zuführung eines Auftragsmediums auf ein Flächengebilde, wobei das Auftragsmedium vor eine Auftragseinrichtung abgelegt wird | |
| DE3128324A1 (de) | Rotierend angetriebene zylinderschablone zum faerben und drucken von flaechigen waren bzw. warenbahnen | |
| EP0098362A1 (de) | Auftragsvorrichtung zum Auftragen von verschäumten Medien auf flächige Waren | |
| DE3137763A1 (de) | "siebzylinder zur aufbringung von fluessigkeiten enthaltenden auftragsmassen auf flaechige waren, z.b. warenbahnen od.dgl." | |
| DE3034802A1 (de) | Verfahren und vorrichtung zum gleichmaessigen auftragen von fluessigen behandlungsflotten auf textile flaechengebilde | |
| DE3034803C2 (de) | Anwendung des Siebdruckverfahrens bzw. einer Siebdruckvorrichtung | |
| DE3127469A1 (de) | Vorrichtung zum auftragen von fluessigen, verschaeumten oder pastoesen medien auf eine warenbahn | |
| EP0048348A1 (de) | Verfahren und Vorrichtung zum gleichmässigen Auftragen von Flüssigkeiten, Flotten oder Pasten auf Flächengebilde | |
| DE3150936A1 (de) | Vorrichtung zum zufuehren von schaum zu einem abnehmer, z.b. einer auftragsstation | |
| DE3200171A1 (de) | Vorrichtung zum auftragen von fluessigen, pastoesen oder verschaeumten medien auf eine ware, vorzugsweise mittels einer schlitzrakel | |
| DE3524127A1 (de) | Auftragsvorrichtung bzw. schlitzrakel zum kontinuierlichen auftragen eines verschaeumten, pastoesen oder trockenen auftragsmediums | |
| DE2900658C2 (de) | Vorrichtung zum Aufbringen von insbeosndere Farbe auf eine Warenbahn, vorzugsweise eine textile Warenbahn | |
| EP0100883B1 (de) | Vorrichtung zum Zuführen und Auftragen von verschäumten Flotten auf Warenbahnen od. dgl. | |
| DE2363506C3 (de) | Vorrichtung zur Behandlung von fadenförmigem Textilgut | |
| EP0108274A1 (de) | Vorrichtung zum gleichmässigen Zuführen, Verteilen und Auftragen einer verschäumten Auftragsflotte auf eine vorzugsweise textile Warenbahn od. dgl. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19820729 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19840323 |