EP0031783A1 - Machine pour enrouler du fil sur des bobines - Google Patents
Machine pour enrouler du fil sur des bobines Download PDFInfo
- Publication number
- EP0031783A1 EP0031783A1 EP80401891A EP80401891A EP0031783A1 EP 0031783 A1 EP0031783 A1 EP 0031783A1 EP 80401891 A EP80401891 A EP 80401891A EP 80401891 A EP80401891 A EP 80401891A EP 0031783 A1 EP0031783 A1 EP 0031783A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wire
- spool
- cutting
- winding
- machine according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000004804 winding Methods 0.000 title claims abstract description 54
- 238000005520 cutting process Methods 0.000 claims description 65
- 238000011068 loading method Methods 0.000 claims description 20
- 239000003292 glue Substances 0.000 claims description 10
- 238000001035 drying Methods 0.000 claims description 9
- 238000011144 upstream manufacturing Methods 0.000 claims description 6
- 239000000853 adhesive Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 5
- 238000000151 deposition Methods 0.000 claims description 5
- 230000000903 blocking effect Effects 0.000 claims description 2
- 238000012545 processing Methods 0.000 claims description 2
- 238000004026 adhesive bonding Methods 0.000 claims 1
- 238000000605 extraction Methods 0.000 claims 1
- 238000000034 method Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000008021 deposition Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 210000005069 ears Anatomy 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- FQCKMBLVYCEXJB-MNSAWQCASA-L atorvastatin calcium Chemical compound [Ca+2].C=1C=CC=CC=1C1=C(C=2C=CC(F)=CC=2)N(CC[C@@H](O)C[C@@H](O)CC([O-])=O)C(C(C)C)=C1C(=O)NC1=CC=CC=C1.C=1C=CC=CC=1C1=C(C=2C=CC(F)=CC=2)N(CC[C@@H](O)C[C@@H](O)CC([O-])=O)C(C(C)C)=C1C(=O)NC1=CC=CC=C1 FQCKMBLVYCEXJB-MNSAWQCASA-L 0.000 description 1
- 238000012550 audit Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000021183 entrée Nutrition 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000005491 wire drawing Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H65/00—Securing material to cores or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H65/00—Securing material to cores or formers
- B65H65/005—Securing end of yarn in the wound or completed package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
- B65H67/044—Continuous winding apparatus for winding on two or more winding heads in succession
- B65H67/048—Continuous winding apparatus for winding on two or more winding heads in succession having winding heads arranged on rotary capstan head
Definitions
- the invention relates to a machine for winding wire or cable on coils, for example sheathed electric wire.
- the wire is cut on the latter, that is to say stored in contiguous turns in regular plies superimposed on the cylindrical barrel. of the coil. This regular arrangement of the wire is essential so that its subsequent unwinding takes place in the best conditions, that is to say freely and without damage.
- the length of wire carried by the spool is predetermined.
- the outer ply of contiguous turns is not, in most cases, complete, so that the wire, when it is hooked to one of the cheeks of the spool to avoid its untimely unwinding, follows a path according to a non-contiguous turn, therefore of a pitch different from that of the preceding turns, going from the end of the incomplete sheet to the cheek of the coil, introducing an undesirable discontinuity in the arrangement of the wire, and a loosening subsequent possible external turns.
- the wire is cut only beyond its point of attachment to the cheek of the spool, so that the free end protrudes from the perimeter of the cheek , which can hinder the movement of the coil by rolling on the edges of his cheeks, and exposes the protruding thread.
- the second technique is to provide holes radial in the spool of the spool, close to its cheeks, and to introduce the end of the wire to be wound in one of these holes leaving a free end of a desired length protruding inside the barrel or substantially parallel to the outer face of the cheek.
- This solution is preferred because, thus, this free end does not reach the periphery of the coil, and it provides good conditions for the electrical tests.
- it has the drawback that it is necessary, before winding, to introduce the wire into the hole in the spool of the spool by a manual operation, which results in a significant drop in the speed of production of spools filled .
- the object of the invention is to eliminate the drawbacks mentioned above and to provide a machine making it possible to wind wire automatically, without manual intervention, on spools succeeding each other on the machine, leaving the wire two free ends, the inner free end projecting from a radial hole in the spool of the coil, and the outer free end being an extension of the last turn of the winding, without it being necessary to hook this external free end to a cheeks of the coil, and without transverse deviation of said wire at the end of winding.
- the machine according to the invention makes it possible in particular to obtain perfectly stored wire with contiguous turns on a spool, leaving two free ends easily accessible, the wire not undergoing any excessive stress due to its winding and its maintenance.
- the automatic machine according to the invention for winding wire on spools in succession is characterized in that it comprises means for supplying empty spools, means for rotating said spools around their axis, means for locating a radial hole in the barrel of the spool and keeping it in position after locating, means for introducing into said hole a predetermined length of wire intended to form the internal extended end, means for winding and cutting the wire on said spool, means for measuring the length of wire in rolled on the spool and cause the rotation of the spool to stop when the desired length of thread is reached, means for sticking the thread at the end of winding to the turns already wound on the spool at a point constituting the end of the last contiguous turn of the wire, means for cutting the wire downstream of the bonding point at a distance equal to the length of the desired end of the outgoing external end, means for keeping the free end of the wire in position after cutting during the drying of the glue, and means for discharging the full reels.
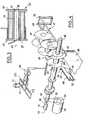
- the machine according to the invention comprises a frame 1 (FIG. 1) formed by a horizontal base part 2 and a vertical plate 3. Through this plate 3, is pivotally mounted a horizontal shaft 4 controlled by a motor 5, and carrying at its end 6 a circular plate 7 parallel to the plate 3.
- the axis 8 of the shaft 4 is the axis of symmetry of the plate 7 which can be rotated by the shaft 4.
- the plate 7 carries in its peripheral zone four shafts 9 reel holders mounted for rotation parallel to the axis 8 of the plate, these shafts 9 being equidistant from the center of the plate and being angularly offset by 90 ° relative to the other.
- a shaft 10 is rotatably mounted in the tray and protruding on either side of it, these shafts 10 being equidistant from the center of the tray and being angularly offset by 90 ° relative to each other.
- the shafts 10 are parallel to the axis 8.
- each shaft 10 is fixedly mounted an arm 12, perpendicular to the shaft 10, bearing at its distal end 13 of a block 14 perpendicular to the arm 12 and thus parallel to the axis of rotation 8 of the turntable 7.
- the shaft 10 carries a tongue 16, radial, substantially parallel to arm 12. Between this tongue 16 and the turntable 7, the shaft 10 comprises a cam disc 17.
- Each reel holder shaft 9 protrudes on either side of the plate 7.
- the end of the shaft part 9, located between the turntable 7 and the frame plate 3, carries a half-clutch 18.
- the another part 19, located on the other side of the turntable 7, forms a point or sleeve 20 suitable for being introduced into the bore 21 of the barrel 22 of a coil 23 (FIG. 3) with flanges 24 and 25 , said barrel 22 having radial holes 26, 27 formed near the internal face of the cheeks 24, 25, respectively, and opening into the bore 21 of the barrel.
- the spool pin 20 has a free end 28 of hemispherical shape and it carries, in its central region; radial and eclipsable lugs 29 which protrude relative to the diameter of the tip 20, being urged by springs, not shown, arranged inside the tip 20. These lugs 29 can be retracted by means of a linkage, not shown, arranged longitudinally in a bore of the shaft 9 and capable of being controlled from the end of this shaft 9, in the region of the half-clutch 18.
- the turntable 7 and the means which it carries can be pivoted step by step by 90 °, thus successively moving each spool 9 of the spool from a first position I called “loading” to a second position II called “winding” then at a third position III called “drying” and finally at a fourth position IV called "unloading".
- the half-clutch 18 carried by the shaft 9 is located opposite a half-clutch 30 carried by the end of a shaft 31 rotatably mounted in the plate 3 of the frame, parallel to the axis 8.
- this shaft 31 carries a pulley or gear 3 2 driven by means of a belt or chain 33 controlled by the pinion 34 of a motor 35.
- a rod 36 is mounted sliding in a longitudinal bore of the shaft 31, the projection relative to the half-clutch 30 of this rod 36 being suitable for controlling the retraction linkage of the pins 29 carried by the tip 20, the end of this linkage being located look, when the shaft 9 is at the loading station, of the end of the rod 36.
- the rod 36 can perform a back-and-forth movement relative to the shaft 31 by virtue of a control cylinder 37 placed in the extension of the rod 36, beyond the pulley or gear 32.
- the base 2 of the frame 1- carries a chair 38 ( Figure .4) comprising angles 39, 40 forming a raceway on which are arranged, one behind the other, empty coils 23 intended to be loaded.
- the raceway 41 formed by the angles is inclined, so that the coils, by gravity, are in abutment against each other, the first of these being stopped by a part of the chair 38 forming a stop 42 in a position where its axis 42 is the extension of the axis 44 of the spool pin 20 in the loading position I.
- the chair 38 and the raceway 41 are parallel to the plate 3 of the frame and are placed at such a distance from this plate that the first coil 45 carried by the chair is in the loading position in the immediate vicinity of the end. 28 of the tip 20.
- a jack 46 provided with a disc 47 at its active end close to the coil in position suitable for loading on the chair 38.
- the angle 40 of the chair 38 is interrupted near the stop 42, so as to allow longitudinal movement of the coil 45 along the axis 44.
- the vertical face 48 of the chair 38 located on the side of the turntable 7 carries a bracket 49 ( Figures 4 and 7) rotatably mounted on an axis 50 parallel to the axis 8 of the turntable.
- the oscillation of this bracket 49 is controlled by a jack 51 mounted oscillating around a fixed axis 52 secured to the chair 38 and parallel to the axis 8.
- the free end 53 of the bracket 49 carries a needle 54 arranged in the plane of the bracket 49 and on the side thereof which is opposite to the jack 5 1 .
- the needle 54 performs an oscillating movement in a plane perpendicular to the axis 44 of the spool holder shaft 9.
- the needle 54 comes into contact with a point 55 from the periphery of the tip 20, in the end zone of the latter.
- Each reel holder shaft 9 corresponds to an assembly 56 constituted, as described above, by a shaft 10, an arm 12, a shoe 14, a disc-carne 17 and a tongue 16.
- This assembly 56 can pivot from a position 57 ( Figure 1), where the arm 12 is substantially radial relative to the turntable 7 so as to be disengaged from the cheeks of the coil, at a position 58 in which the shoe 14 is applied against a generator 59 of the yarn of a coil 23 fitted on the tip 20.
- a spring not shown urges the seems 56 towards this last position, where the shoe 14 is in contact with the drum of the coil.
- the cam 17 of the shaft 10 is in contact with a plate 372 disposed in the extension of a ramp 172 secured to the frame of the machine and the junction of which will be explained below.
- the plate 372 is movable relative to the frame by means of an actuator 61 with rod 60. Under the action of the actuator 61, the plate 372 is applied by force against the cam 17 which is designed so as to then cause the rotation of the shaft 10 and the eclipse of the skate. brake 14 with respect to the coil.
- the jack 61 therefore makes it possible, thanks to the cam 17 and to the plate 372, to move the brake shoe 14 from an eclipsed position to a position applied against the drum of the coil.
- a reel carried by a shaft 9 is near a cutting device 70.
- the axis 44 of the shaft 9 is in the extension the axis 7 1 of a shaft 72 rotatably mounted in the plate 3 of the machine frame, the half-clutch 18 of the shaft 9 being located opposite a half-clutch 73 carried by the end of the shaft 7 2 , the latter carrying at its other end a pulley or gear 74 controlled by a belt or chain 75 driven by the pinion 77 of a motor 76.
- the shaft reel holder 9 (FIG. 5) can be rotated by the motor 76.
- the cutting device 70 comprises a rigid frame 79, equipped with articulated feet 80 and 81 (FIG. 1) by which it is connected to a support plate 8 2 fixed to the plate 3 of the frame of the machine, the plate 82 being parallel at base 2 of the machine. Thanks to the articulations of the feet 80, 81, the frame 79, the feet 80 and 81, and the support plate 8 2 form a deformable parallelogram which allows the frame to cutting 79 to be moved parallel to the turntable 7, to the approximation and distance of a shaft 9. This movement is controlled by a jack 83 fixed to the frame 1 at a point 84. In Figure 1, the device cutting 70 carried by its frame 79 is shown in the position remote from the shaft 9.
- the cutting frame 79 is equipped with two smooth guide rods 85 and 86, on which slides a cutting plate 87, thanks to holes 88 and 89 made in the plate.
- Parallel to the guide rods is arranged a threaded rod 90 cooperating with a nut 91 integral with the plate 87, the rotation of the threaded rod 90 driven by means of a belt 9 2 by a motor 93 causing in known manner the displacement of the cutting plate 87 parallel to itself along the slides 86 and 85.
- the inversion of the direction of rotation of the motor 93 controls the reversal of the direction of movement of the cutting plate 87.
- a counter plate 94 of cutting is fixed to the plate 87 by screws 95.
- This counter-plate 94 carries an axis 96 parallel to the rods 85, 86 and having at its end a pulley 97 rotary, grooved 98, and a tubular wire guide 99 rotatably mounted on the axis 96 in the plane of the pulley 97, by means of two ears 100, 101, arranged on either side of the pulley 97.
- the shape of the ears 100 and 101 is such that the axis of the thread guide 99 is substantially tangent to the groove 98.
- the wire guide 99 stressed if necessary is by a spring, not shown, towards its horizontal position, can pivot around the axis 96 and thus take various angular positions.
- the end 102 of the wire guide 99 is bevelled, so as to be close to the portion of the periphery of the pulley 97 which faces it.
- a wire guide tube 104 fixed to post to the plate 94.
- a second wire guide tube 105 At a certain distance behind the tube 104 and on the same axis 103 is fixed to the plate 94 a second wire guide tube 105 itself followed, on the same axis device 106 with parallel vertical rotary fingers 107 and 108, and horizontal 108 ', the device 106 being fixed to the plate 87.
- An assembly or capstan 109 is fixed to the cutting frame 79, in the end zone of the bars 85, 86 of guide; dage of the cutting plate 87.
- This assembly 109 comprises a smooth rod 110, mounted in bearings 111 and 112 integral with the frame 79, the rotation of the rod 110 being able to be controlled by a motor 113 by means of a belt 114 and a pulley 115.
- On the smooth rod 110 is rotatably mounted a semi-circular plate 116 and carrying on its periphery teeth 117.
- To the plate 116 is fixed an arm 118 radial carrying at its end a pulley 119 free in rotation and controlled by a small pulley 120 of which it is integral.
- the pulley 120 is driven by a belt 121 which cooperates on the other hand with a pulley 122 fixed to the rod 110.
- a tongue 123 pivotally connected to the end of the rod 124 of a jack 125.
- the jack 125 is pivotally mounted to the frame 79.
- the teeth 117 of the plate 116 cooperate with the teeth 126 of a semi-circular plate 127 arranged in the same plane as the plate 116.
- the plate 127 is integral with an axis 128 movable in rotation in a bearing 129 integral with the frame 79.
- From the plate 127 also depends an arm 130 of length equal to that of the arm 118, and at the end of which is placed a pulley 131 free in rotation and parallel to the pulley 119.
- the arms 118 and 130 can be brought together or distant in their common plane symmetrically in the manner of scissors, the pulleys 119 and 131 being able to come into contact with each other through a point on their periphery 132, 1 33, respectively.
- the pulleys 119 and 131 are held apart by the play of a spring 134 acting on the plate 127.
- a slide 135 ( Figures 2 and 5) fixed in overhang to the plate 3 of the chassis in parallel to rods 85 and 86 for guiding the cutting.
- On this slide is slidably mounted an assembly 136 biased towards the free end of the slide 135 by a spring 137.
- a return cylinder 138 with an axis parallel to the slide 135, is arranged below the slide, its rod , carrying an end stop 139, sliding in an eyelet integral with the crew 136.
- the jack 138 is fixed in position relative to the slide 135.
- a shearing device 141 On the crew 136 is mounted a shearing device 141, the blades of which are directed downwards and positioned so as to exactly overhang the axis 103 of the wire guide 99, beyond its free end 142, the diameter of the guide -wire corresponding to that of the treated wire. Thanks to a jack 143, the shears 141 can be raised or lowered. The cutting movement of the shears 141 is controlled by an electromechanical device 144.
- the crew 136 carries an adhesive deposition tube 145 connected to a reservoir of adhesive not shown. The tubing 145 being fixed to the body of the shears, it is lowered or lifted by the jack 143.
- the cutting axis of the shears 141 and the end of the tubing 145 are located in the plane of the wire guide 99 and the pulley 97.
- the tongue 16 carried by the shaft 10 controlling the shoe 14 associated with said shaft 9 is opposite of the rod 150 of a jack 151 fixed to the frame of the machine.
- the rod 150 is put protruding from the jack 151, its end 152 comes into contact with the tongue and causes, by leverage, the rotation of the shaft 10, against the force of the return spring which equips it, and this results in the distance of the shoe 14 relative to the shaft 9.
- a wire winding station 2 is additionally associated with a device (FIG. 9) constituted by a jack 166 fixed relative to the frame of the machine, the l axis 167 is placed in the extension of the axis of the spool 9 and whose end of the rod 168 carries a part 169 sliding under the action of the jack in the extension of the spool 20 and mobile in rotation.
- This piece 169 can be applied by the jack 166 against the hemispherical end 28 of the tip and thus wedge a wire 170 disposed between this piece and the tip.
- the speed of the reciprocating movement of the cutting device is adjusted as a function of the speed of rotation of the spool-holder shaft 9, and this by means of a counter Towers 171 fixed at the end of the shaft 72, this tachometer advantageously being an electro-optical oven counter comprising a perforated circular disc secured to the shaft 72 and an electro-optical pulse counter.
- the cutting speed being linked to the number of pulses produced by the tachometer, this speed can easily be adjusted according to the desired pitch for the winding of the wire, by simply changing the perforated disc, each perforated disc having a number of different perforations. For a winding with contiguous turns, the cutting pitch is equal to the diameter of the treated wire.
- a ramp 172 is fixed to the frame 1 so as to cooperate with the cam disc 17 carried by the shaft 10, to cause the rotation of the shaft 10 and the distance of the shoe 14 relative to the shaft 9, from that begins the movement of the reel holder 9 from position III to position IV.
- the shoe holder arm 12 is thus kept overshadowed by the ramp 172 until the shaft 9 with which it is associated has returned to the position I for loading a new empty reel.
- the end 372 of the ramp 172 is itself eclipsable by the jack 61 to allow the shoe 14 to come into bearing position against the spool holder shaft 9 when the latter has been again filled with an empty reel.
- the wire 200 (FIG. 5), coming from a debit station not shown, is successively disposed in the wire accumulator 161, the non-return 160, the controllable brake 159, the loop forming device 201, the length counter 153, then is introduced into the wire guide device 106, the wire guide tube 105, the wire guide tube 104 and finally the wire guide tube 99.
- the end of the wire is flush with the end 142 of the thread guide 99.
- a reel 45 is located in the extension of the reel-holder shaft 9, in the loading position I. Thanks to the jack 36, the pins 29 are retracted into the sleeve reel holder 19. By the jack 46 and its plate 47, the reel 45 is pushed towards the tip 20 which is housed in the bore 21 of the reel. The reel 45 having been moved away from the chair 38, a next reel comes into the loading position.
- the pins 29 are released and come to force force, thanks to the springs of the linkage, against the bore 21 of the coil, blocking the latter in position on the tip 20.
- the motor 35 is then excited and it controls, via the two half-clutches 18 and 30, the slow rotation of the spool pin shaft as the needle 54 of the bracket 49 is pressed against the external face of the barrel 22 of the coil, by retraction of the jack 51.
- the position of the bracket 49 is such that the needle 54 is in the same plane as the holes 26 presented by the barrel of the coil, that is to say a plane substantially tangent to the internal face of the cheek 24 of the coil.
- the clutch 18, 30 is of the sliding type, that is to say that the rotation of the shaft 9 stops when the needle is introduced into the hole 26, even if the shaft 31 continues to be driven. by the motor 35. After a predetermined time, the motor 35 is stopped.
- the motor 5 is excited and controls the rotation of the turntable 7 by 90 ° in the counterclockwise direction in the figure to bring the shaft 9 and the coil which it carries to the position II called "winding".
- the angular position 210 of the hole 26 is known, the coil having been maintained relative to the turntable by the shoe 14 o
- the cutting plate 87 and the elements which it carries are moved by rotation of the motor 93 driving the drive screw 90, until the extreme position where the yarn guide 99 is substantially in the plane tangent to the inner face of the flange 24 of the coil, and thus in the plane of the hole 2 6 of the barrel.
- the pulleys 119 and 131 of the capstan 109 are located on either side of the part of wire left free between the wire guides 104 and 105.
- the wire brake 159 is applied.
- the cylinder 83 is protruding, which brings the cutting assembly 70 closer to the axis of the coil, by the play of the joints legs 80 and 81.
- Advance on the rods 80 and 81 of the cutting table causes the end of the wire to enter into the wire guide 99, which has the effect of rounding the end and absorb the loop formed during the return to horizontal position of the thread guide 99.
- the thread guide 99 biased by spring, is in the axis of the thread guide 104, and the movement of the assembly cutting 70 controlled by the cylinder 83 is provided so that the end 142 of the wire guide 99 comes to be placed exactly opposite and near the hole 26 of the barrel of the coil.
- the jack 125 controls the approximation of the pulleys 119 and 131 of the capstan 109. Said pulleys press the wire in its portion between the wire guides 104 and 105.
- the jack 158 of the loop forming device 201 is retracted, which releases a handle formed beforehand, the length of said handle being equal to the length of the internal free loose end desired for the wire wound on the spool, increased by the length of wire absorbed when advancing the cutting table.
- the motor 113 is excited, which controls the rotation of the pulley 119 of the capstan 109. This rotation causes the advancement of the thread in the thread guide 99 until the slack formed by the handle released by the device 201 is exhausted.
- the desired length of wire is thus introduced through the wire guide 99 into the hole 26 of the spool of the spool, the free end thus formed penetrating into the bore 21 of the spool and being deflected towards the outside of the spool by the hemispherical end 28 of the tip 20 of the reel holder.
- the jack 166 is actuated and the part 169 jams the wire 170 against the tip 20. Thanks to this precaution, the wire is secured to the coil and its winding begins without sliding in the hole 26 when the coil is rotated. After the start of the winding, the jack 166 is retracted. If the wound wire is rigid enough, this precaution is not necessary because the wire gets stuck by itself enough in hole 26 to allow the start of winding.
- the jack 125 is retracted, which causes the pulleys 119 and 131 to move away.
- the rod 150 of the jack 151 is extended and moves the shoe 14 away. of the drum of the coil by acting on the tongue 16 of the shaft 10.
- the controllable brake 159 is released.
- the coil can then be rotated.
- the motor 76 is excited, controlling the rotation of the spool thanks to the cooperation of the half-clutches 18 and 73.
- the retraction of the rod of the jack 83 causes the recoil of the cutting table.
- the cutting is carried out in the usual way according to the speed of rotation of the coil detected by the device 171.
- the winding of the wire continues until the predetermined length to be wound is detected by the counter 153. During the winding of the wire, a new loop is formed by the device 201.
- the output of the actuator rod 138 is controlled, which frees the crew 136 which comes to position itself automatically by the play of the spring 137 and the stop of the part 140 of the crew against the cutting plate 87 , above the wire guide 99.
- the motor 76 After a deceleration phase, is stopped, which results in stopping the cutting.
- the mobile part of the crew 136 is lowered under the action of the jack 143, the shears 141 overlaps the wire between its exit from the wire guide 99 and its point of contact with the sheet of underlying turns, and the glue deposition tube 145 is placed above the wire between said contact point and the wire guide 99.
- a point of adhesive is deposited by the tubing 145 on the wire, then the motor 76 is excited to cause the low speed rotation of the spool on which this spool spools the wire until reaching the desired length of wire for the outer free end, this length being measured by a counter.
- the point of adhesive carried by the wire is thus applied against the adjacent turns, achieving the fixing of the external free end.
- the rod 150 of the jack 151 is retracted and the arm 12, under the action of its spring, comes to apply the shoe 14 against the upper sheet of wire wound on the spool.
- the pad firmly holds the last turns of wound wire, in particular the last carrying the glue, coming to apply beyond the point of glue.
- the shears 141 is actuated to cut the wire.
- the thread guide 99 which, during winding, is oriented, by virtue of its pivoting attachment to the axis 76, towards the instantaneous point of tangency of the thread on the preceding ply of thread, returns to its rest position where it is an extension of the wire guides 104 and 105. At this time, a loop is formed near the pulley 97: the advance of the cutting table during the subsequent operation makes it possible to eliminate it.
- the movable part of the crew 136 is brought up by the jack 143 and the crew 136 itself is brought back to its rest position by the retraction of the rod of the jack 138 whose end 139 abuts against the crew's eyelet 136.
- the cutting plate 87 is brought back by actuation of the motor 93 to its extreme initial position, near the capstan 109. Finally, the half-clutches 18 and 73 are freed from each other.
- the motor 5 controls the 90 ° rotation of the turntable, which brings the packed spool to the so-called drying position III, where the thread is held on the spool by the shoe 14.
- the operation of winding the thread on the reel being the longest of the four loading, winding, drying and unloading operations, it is the end of the winding operation at station II, described above, which controls the rotation of a quarter turn of the turntable.
- the turntable again rotates 90 ° under the action of the motor 5 to bring the full reel from the drying position III to the unloading position IV.
- the cam disc 17 of the shaft 10 comes into contact with the ramp 172, which causes the shoe 14 to be lifted and thus release the rotation of the coil.
- the washer 173 carried by the shaft 9 comes into contact with the belt 272, which causes the coil to rotate by rolling the washer 173 on the belt 272.
- the length of the belt 272 and the diameter of the washer 173 are provided so that, when the full reel reaches the unloading position IV, the external free end 190 of the reel is located in the upper part of said reel so as not to hinder the operations of unloading which will be described.
- the means with jacks provided in the extension of the shaft 9 are actuated to cause the retraction of the lugs 29 and, thus, the release of the coil.
- the coil is pulled longitudinally out of its engagement on the tip 20 and is deposited on the inclined ramp 180 on which it is evacuated by rolling.
- the arm 12 is provided a brake shoe 14 of length substantially equal to the width of the coils.
- the extreme position of the cutting device can also be adjusted so that the wire guide 99, in this extreme position, is in a plane substantially tangent to the outer cheek of the coil.
- the various motors fitted to the machine are of the variable speed type.
- the object pursued by the invention is achieved, that is to say the supply of coils furnished with wire arranged in contiguous turns and in successive layers, and having two free ends extended , one by a radial hole presented by the barrel of the coil, and the other in the extension of the last turn of the last layer, without requiring fixing of said wire; to one of the cheeks of the coil and without changing the pitch of the winding at its end. Thanks to the bonding of the wire at the end of the winding, the coil obtained is of a very clear appearance and the wire is not subjected to excessive stresses. The electrical tests of the wire are easily done by connecting the two free ends and the unwinding of the wire can be done after simple peeling by tearing off the point of glue.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Unwinding Of Filamentary Materials (AREA)
Abstract
Machine pour enrouler du fil automatiquement sur des bobines (23) en succession, le fût desdites bobines présentant des trous radiaux ménagés à proximité des joues de la bobine et débouchant dans son alésage axial, ladite machine comprenant des moyens (9) de mise en rotation des bobines autour de leur axe pour enrouler le fil. Elle comprend des moyens (51, 54) pour amener un des trous du fût de la bobine dans une position angulaire prédéterminée, des moyens (7, 70) pour amener l'extrémité du fil devant être bobiné en regard dudit trou, et des moyens pour introduire par ledit trou une longueur prédéterminée de fil formant un bout sortie interne s'étendant dans le fût de la bobine et/ou le long de la face extérieure de la joue de la bobine, la coopération du trou et du fil introduit constituant le point d'accrochage du fil à la bobine pour son enroulement.
Description
- L'invention a pour objet une machine pour enrouler du fil ou câble sur des bobiner, par exemple du fil électrique gainé.
- Dans les câbleries, tréfileries et autres installations pour la fabrication, le traitement ou l'utilisation de produits filiformes, il est fréquemment nécessaire d'enrouler ces produits filiformes sur des bobines de divers diamètres. Ces bobines permettent de transporter aisément le fil d'un poste de travail à un autre en cours de fabrication, de le stocker sous un faible volume, et de faciliter sa reprise ultérieure par simple déroulement. Les produits-finis sont en particulier enroulés sur des bobines dites de conditionnement qui sont livrées aux utilisateurs.
- Pour parvenir à l'encombrement minimal et supprimer les risques d'endommagement par son enroulement sur la bobine, le fil est trancané sur celle-ci, c'est-à-dire rangé à spires jointives en nappes régulières superposées sur le fût cylindrique.de la bobine. Cet arrangement régulier du fil est primordial pour que son déroulement ultérieur se fasse dans les meilleures conditions, c'est-à-dire librement et sans endommagement.
- Dans de nombreuses applications, la longueur de fil portée par la bobine est prédéterminée. Il en résulte que la nappe extérieure de spires jointives n'est, dans la majorité des cas, pas complète, de sorte que le fil, quand il est accroché à une des joues de la bobine pour éviter son déroulement intempestif, suit un trajet selon une spire non jointive, donc d'un pas différent de celui des spires précédentes, allant de l'extrémité de la nappe incomplète jusqu'à la joue de la bobine, introduisant une discontinuité non souhaitable de l'arrangement du fil, et un relâchement ultérieur possible des spires extérieures.
- Pour certaines applications, en particulier celles où il s'agit de fils ou câbles conducteurs de l'électricité, il est nécessaire que les deux extrémités du fil enroulé sur la bobine, dites extrémité interne et extrémité externe du fil pour permettre des essais concernant les caractéristiques électriques du fil, la bobine étant alors dite à deux bouts sortis. Pour faciliter ces essais, ces deux bouts sortis doivent avoir une certaine longueur libre qui permet les opérations de connexion.
- Habituellement, pour obtenir un bout libre extérieur d'une certaine longueur, le fil n'est coupé qu'au-delà de son point d'accrochage à la joue de la bobine, de sorte que le bout libre dépasse du périmètre de la joue, ce qui peut entraver le déplacement de la.bobine par roulage sur les tranches de ses joues, et expose le'fil dépassant à des dégradations.
- Pour obtenir un bout libre intérieur, deux techniques sont actuellement utilisées :
- La première technique consiste à disposer le bout initial du fil sensiblement radialement le long de la face interne d'une joue à partir de la périphérie ou tranche de celle-ci jusqu'à proximité du fût de la bobine, en laissant un bout libre d'une longueur souhaitée dépasser au-delà de la périphérie de la joue, l'enroulement du fil à spires jointives et en nappes successives se faisant ensuite de manière habituelle à partir du point où le fil aborde le fût de la bobine. Cette façon de faire a pour inconvénient de laisser le bout libre en saillie par rapport à la périphérie de la joue. En outre, le fil placé le long de la joue de la bobine constitue un obstacle que doit contourner en se déformant le fil de chaque spire extrême de chaque nappe. Cette déformation répétitive du fil suivant sa longueur est préjudiciable à la qualité du fil, en particulier quand il s'agit d'un fil dont les caractéristiques électriques doivent être très précises, par exemple un câble coaxial. Pour pallier cet inconvénient, on a proposé de ménager, dans la joue de la bobine, une rainure propre à recevoir le fil de manière qu'il ne fasse plus saillie par rapport à la surface de la joue. Outre les impératifs qu'elle entraîne pour la fabrication des joues de bobine, cette solution a pour inconvénient de compliquer l'opération d'accrochage initial du fil sur la bobine.
- La seconde technique consiste à prévoir des trous radiaux dans le fût de la bobine, à proximité de ses joues, et à introduire l'extrémité du fil devant être enroulé dans un de ces trous en laissant un bout libre d'une longueur désirée faire saillie à l'intérieur du fût ou sensiblement parallèlement à la face externe de la joue. Cette solution est préférée car, ainsi, ce bout libre n'accède pas à la périphérie de la bobine, et elle ménage de bonnes conditions pour les essais électriques. Jusqu'à présent, elle présente cependant l'inconvénient qu'il faut, avant son enroulement, introduire le fil dans le trou du fût de la bobine par une opération manuelle, ce qui entraine une baisse sensible de la vitesse de production de bobines garnies.
- L'invention a pour but d'éliminer les inconvénients mentionnés ci-dessus et de fournir une machine permettant d'enrouler du fil automatiquement, sans intervention manuelle, sur des bobines se succédant sur la machine, en laissant au fil deux bouts libres, le bout libre intérieur faisant saillie à partir d'un trou radial du fût de la bobine, et le bout libre extérieur étant le prolongement de la dernière spire de l'enroulement, sans qu'il soit nécessaire d'accrocher ce bout libre extérieur à une des joues de la bobine, et sans déviation transversale dudit fil en fin d'enroulement.
- La machine selon l'invention permet en particulier d'obtenir du fil parfaitement rangé à spires jointives sur une bobine en laissant deux bouts libres facilement-accessibles, le fil ne subissant aucune contrainte excessive du fait de son enroulement et de son maintien.
- La machine automatique selon l'invention permettant d'enrouler du fil sur des bobines en succession est caractérisée en ce qu'elle comprend des moyens d'alimentation en bobines vides, des moyens de mise en rotation desdites bobines autour de leur axe, des moyens pour repérer un trou radial du fût de la bobine et le maintenir en position après repérage, des moyens pour introduire dans ledit trou une longueur prédéterminée de fil destinée à former le bout sorti interne, des moyens pour enrouler et trancaner le fil sur ladite bobine, des moyens pour mesurer la longueur de fil en-roulé sur la bobine et provoquer l'arrêt de la rotation de la bobine quand la longueur de fil souhaitée est atteinte, des moyens pour coller le fil en fin d'enroulement aux spires déjà enroulées sur la bobine en un point constituant l'extrémité de la dernière spire jointive de fil, des moyens pour couper lè fil en aval du point de collage à une distance égale à la longueur du bout sorti extérieur désiré, des moyens pour maintenir le bout libre du fil en position après coupure pendant le séchage de la colle, et des moyens pour évacuer les bobines pleines.
- D'autres caractéristiques de la machine selon l'invention lui permettent d'être utilisée pour des diamètres de fils et des dimensions de bobines divers.
- Un exemple de réalisation d'une machine selon l'invention sera maintenant décrit en référence aux dessins annexés, dans lesquels :
- - la figure 1 est une vue de face d'une machine selon l'invention ;
- - la figure 2 est une vue de côté de la machine de la figure 1
- - la figure 3 est une vue en coupe d'une bobine garnie de fil avec deux bouts libres sortis ;
- - la figure 4 est une vue en perspective du poste de chargement de la machine selon la figure 1 ;
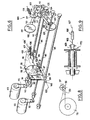
- - la figure 5 est une vue en perspective du poste de trancanage et de coupe de la machine selon l'invention ainsi que de dispositifs annexes disposés en amont par rapport audit poste ;
- - la figure 6 est une vue perspective, à plus grande échelle, du dispositif de trancanage ;
- - la figure 7 est_une vue schématique du dispositif de repérage du trou radial d'une bobine ;
- - la figure 8 est une vue schématique d'une partie du dispositif de trancanage ; et
- - la figure 9 est une vue schématique d'une partie du poste de trancanage dans une variante de réalisation d'une machine selon l'invention.
- La machine selon l'invention comprend un bâti 1 (figure 1) formé par une partie d'embase 2 horizontale et une plaque verticale 3. Au travers de cette plaque 3, est monté à pivotement un arbre 4 horizontal commandé par un moteur 5, et porteur à son extrémité 6 d'un plateau circulaire 7 parallèle à la plaque 3. L'axe 8 de l'arbre 4 est l'axe de symétrie du plateau 7 qui peut être entraîné en rotation par l'arbre 4. Le plateau 7 porte dans sa zone périphérique quatre arbres 9 porte-bobines montés à rotation parallèlement à l'axe 8 du plateau, ces arbres 9 étant à égale distance du centre du plateau et étant décalés angulairement de 90° l'un par rapport à l'autre.«Entre chaque couple d'arbres 9, un arbre 10 est monté à rotation dans le plateau et dépassant de part et d'autre de celui-ci, ces arbres 10 étant à égale distance du centre du plateau et étant décalés angulairement de 90° l'un par rapport à l'autre. Les arbres 10 sont parallèles à l'axe 8. A l'extrémité 11 de chaque arbre 10 est monté fixe un bras 12, perpendiculaire à l'arbre 10, porteur à son extrémité distale 13 d'un patin 14 perpendiculaire au bras 12 et ainsi parallèle à l'axe de rotation 8 du plateau tournant 7. A son autre extrémité 15, c'est-à-dire l'extrémité située entre le plateau tournant 7 et la plaque de bâti 3, l'arbre 10 porte une languette 16, radiale, sensiblement parallèle au bras 12. Entre cette languette 16 et le plateau tournant 7, l'arbre 10 comporte un disque-came 17.
- Chaque arbre 9 porte-bobine dépasse de part et d'autre du plateau 7. L'extrémité de la partie d'arbre 9, située entre le plateau tournant 7 et la plaque de bâti 3, porte un demi-embrayage 18. L'autre partie 19, située de l'autre côté du plateau tournant 7, forme une pointe ou manchon 20 propre à être introduit dans l'alésage 21 du fût 22 d'une bobine 23 (figure 3) à joues 24 et 25, ledit fût 22 présentant des trous radiaux 26, 27 ménagés à proximité de la face interne des joues 24, 25, respectivement, et débouchant dans l'alésage 21 du fût.
- La pointe porte-bobine 20 a une extrémité libre 28 de forme hémisphérique et elle porte, dans sa zone médiane;, des ergots 29 radiaux et éclipsables qui font saillie par rapport au diamètre de la pointe 20, en étant sollicités par des ressorts, non représentés, disposés à l'intérieur de la pointe 20. Ces ergots 29 peuvent être rétractés au moyen d'une tringlerie, non représentée, disposée longitudinalement dans un alésage de l'arbre 9 et pouvant être commandée à partir de l'extrémité de cet arbre 9, dans la zone du demi-embrayage 18.
- Grâce au moteur 5, le plateau tournant 7 et les moyens qu'il porte peuvent être pivotés pas à pas de 90°, déplaçant ainsi successivement chaque arbre 9 porte-bobine d'une première position I dite "de chargement" à une seconde position II dite "d'enroulement" puis à une troisième position III dite "de séchage" et enfin à une quatrième position IV dite "de déchargement".
- Dans la position I, ou poste de chargement, le demi-embrayage 18 porté par l'arbre 9 se trouve en regard d'un demi-embrayage 30 porté par l'extrémité d'un arbre 31 monté à rotation dans la plaque 3 du bâti, parallèlement à l'axe 8. A son autre extrémité, cet arbre 31 porte une poulie ou engrenage 32 entraîné au moyen d'une courroie ou chaîne 33 commandée par le pignon 34 d'un moteur 35. Une tige 36 est montée coulissante dans un alésage longitudinal de l'arbre 31, la saillie par rapport au demi-embrayage 30 de cette tige 36 étant propre à commander la tringlerie de rétraction des ergots 29 portés par la pointe 20, l'extrémité de cette tringlerie se trouvant en regard, quand l'arbre 9 est au poste de chargement, de l'extrémité de la tige 36. La tige 36 peut accomplir un mouvement de va-et-vient par rapport à l'arbre 31 grâce à un vérin de commande 37 placé dans le prolongement de la tige 36, au-delà de la poulie ou engrenage 32.
- L'embase 2 du bâti 1- porte une chaise 38 (figure .4) comprenant des cornières 39, 40 formant un chemin de roulement sur lequel sont disposées, les unes derrière les autres, des bobines 23 vides destinées à être chargées. Le chemin de roulement 41 constitué par les cornières est incliné, si bien que les bobines, par gravité, sont en butée les unes contre les autres, la première de celles-ci se trouvant arrêtée par une partie de la chaise 38 formant butée 42 dans une position où son axe 42 est le prolongement de l'axe 44 de la pointe porte-bobine 20 dans la position I de chargement. La chaise 38 et le chemin de roulement 41 sont parallèles à la plaque 3 du bâti et sont placés à une distance telle de cette plaque que la première bobine 45 portée par la chaise se trouve en position de chargement dans le voisinage immédiat de l'extrémité 28 de la pointe 20. De l'autre côté de la chaise 38, dans l'axe de la pointe 20, est disposé un vérin 46 muni d'un disque 47 à son extrémité active proche de la bobine en position propre au chargement sur la chaise 38. La cornière 40 de la chaise 38 est interrompue à proximité de la butée 42, de manière à permettre un déplacement longitudinal de la bobine 45 selon l'axe 44.
- La face verticale 48 de la chaise 38 située du côté du plateau tournant 7 porte une équerre 49 (figures 4 et 7) montée à rotation sur un axe 50 parallèle à l'axe 8 du plateau tournant. L'oscillation de cette équerre 49 est commandée par un vérin 51 monté oscillant autour d'un axe fixe 52 solidaire de la chaise 38 et parallèle à l'axe 8. L'extrémité libre 53 de l'équerre 49 porte un pointeau 54 disposé dans le plan de l'équerre 49 et sur le côté de celle-ci qui est opposé au vérin 51. Sous l'action du vérin 51, le pointeau 54 effectue un mouvement oscillant dans un plan perpendiculaire à l'axe 44 de l'arbre porte-bobine 9. Quand le vérin 51 est rétracté, le pointeau 54 vient au contact d'un point 55 de la périphérie de la pointe 20, dans la zone d'extrémité de cette dernière.
- A chaque arbre porte-bobine 9 correspond un ensemble 56 constitué, comme décrit plus haut, par un arbre 10, un bras 12, un patin 14, un disque-carne 17 et une languette 16. Cet ensemble 56 peut pivoter d'une position 57 (figure 1), où le bras 12 est sensiblement radial par rapport au plateau tournant 7 de manière à être dégagé des joues de la bobine, à une position 58 dans laquelle le patin 14 est appliqué contre une génératrice 59 du fiât d'une bobine 23 emmanchée sur la pointe 20. Un ressort non représenté sollicite l'ensemble 56 vers cette dernière position, où le patin 14 est au contact du fût de la bobine. Quand l'arbre porte-bobine 9 est en position de chargement, la came 17 de l'arbre 10 est au contact d'une plaque 372 disposée dans le prolongement d'une rampe 172 solidaire du bâti de la machine et dont la jonction sera expliquée plus loin. La plaque 372 est déplaçable par rapport au bâti au moyen d'un vérin 61 à tige 60. Sous l'action du vérin 61, la plaque 372 est appliquée à force contre la came 17 qui est conçue de manière à, alors, provoquer la rotation de l'arbre 10 et l'éclipse du patin de. frein 14 par rapport à la bobine.
- Quand là plaque 372 est escamotée par le jeu du vérin 61, la came 17 est libérée et le ressort de l'ensemble 56 rappelle le patin 14 contre le fût de la bobine.
- Au poste de chargement, le vérin 61 permet donc, grâce à la came 17 et à la plaque 372, de faire passer le patin de frein 14 d'une position éclipsée,à une position appliquée contre le fût de la bobine.
- Dans la position II, dite "d'enroulement du fil", une bobine portée par un arbre 9 est à proximité d'un dispositif de trancanage 70. Dans cette position II, l'axe 44 de l'arbre 9 est dans le prolongement de l'axe 71 d'un arbre 72 monté à rotation dans la plaque 3 du bâti de la machine, le demi-embrayage 18 de l'arbre 9 se trouvant en regard d'un demi-embrayage 73 porté par l'extrémité de l'arbre 72, ce dernier portant à son autre extrémité une poulie ou engrenage 74 commandé par une courroie ou chaîne 75 entraînée par le pignon 77 d'un moteur 76. Par coopération des demi-embrayages 18 et 73, l'arbre porte-bobine 9 (figure 5) peut être entraîné en rotation grâce au moteur 76.
- Le dispositif de trancanage 70 comprend un bâti 79 rigide, équipé de pieds articulés 80 et 81 (figure 1) par lesquels il est relié à une plaque-support 82 fixée à la plaque 3 du bâti de la machine, la plaque 82 étant parallèle à l'embase 2 de la machine. Grâce aux articulations des pieds 80, 81, le bâti 79, les pieds 80 et 81, et la plaque-support 82 forment un parallélogramme déformable qui permet au bâti de trancanage 79 d'être déplacé parallèlement au plateau tournant 7, au rapprochement et à l'éloignement d'un arbre 9. Ce déplacement est commandé par un vérin 83 fixé au bâti 1 en un point 84. Sur la figure 1, le dispositif de trancanage 70 porté par son bâti 79 est représente dans la position éloignée de l'arbre 9.
- Le bâti de trancanage 79 est équipé de deux tiges de guidage 85 et 86 lisses, sur lesquelles coulisse une plaque de trancanage 87, grâce à des trous 88 et 89 pratiqués dans la plaque. Parallèlement aux tiges de guidage est disposée une tige filetée 90 coopérant avec un écrou 91 solidaire de la plaque 87, la rotation de la tige filetée 90 entraînée au moyen d'une courroie 92 par un moteur 93 provoquant de manière connue le déplacement de la plaque de trancanage 87 parallèlement à elle-même le long des glissières 86 et 85. L'inversion du sens de rotation du moteur 93 commande l'inversion du sens de déplacement de la plaque de trancanage 87. Une contre-plaque 94 de trancanage est fixée à la plaque 87 par des vis 95. Cette contre-plaque 94 porte un axe 96 parallèle aux tiges 85, 86 et présentant à son extrémité une poulie 97 rotative, à gorge 98, et un guide-fil tubulaire 99 monté rotatif sur l'axe 96 dans le plan de la poulie 97, au moyen de deux oreilles 100, 101, disposées de part et d'autre de la poulie 97. La forme des oreilles 100 et 101 est telle que l'axe du guide-fil 99 est sensiblement tangent à la gorge 98. Comme on le voit sur la figure 8, le guide-fil 99, sollicité si besoin est par un ressort, non représenté, vers sa position horizontale, peut pivoter autour de l'axe 96 et prendre ainsi des positions angulaires variées. A proximité de la gorge 98, l'extrémité 102 du guide-fil 99 est biseautée, de manière à être à proximité de la portion de la périphérie de la poulie 97 qui lui fait face. De l'autre côté du point de tangence de l'axe 103 du guide-fil 99 avec la poulie 97, est disposé un tube guide-fil 104 fixé à poste à la plaque 94. A une certaine distance en arrière du tube 104 et sur le même axe 103 est fixé à la plaque 94 un second tube guide-fil 105 lui-même suivi, sur le même axedispositif 106 à doigts rotatifs verticaux parallèles 107 et 108, et horizontal 108', la dispositif 106 étant fixé à la plaque 87.

- Un ensemble ou cabestan 109 est fixé au bâti de trancanage 79, dans la zone d'extrémité des barres 85, 86 de gui-; dage de la plaque de trancanage 87. Cet ensemble 109 comprend une tige 110 lisse, montée dans des paliers 111 et 112 solidaires du bâti 79, la rotation de la tige 110 pouvant être commandée par un moteur 113 au moyen d'une courroie 114 et d'une poulie 115. Sur la tige lisse 110 est montée rotative une plaque 116 semi-circulaire et portant sur sa périphérie des dents 117. A la plaque 116 est fixé un bras 118 radial portant à son extrémité une poulie 119 libre en rotation et commandée par une petite poulie 120 dont elle est solidaire. La poulie 120 est entraînée par une courroie 121 qui coopère d'autre part avec une poulie 122 fixée à la tige 110. De la plaque dentée 116 dépend radialement une languette 123 reliée à pivotement à l'extrémité de la tige 124 d'un vérin 125. Le vérin 125 est monté à pivotement au bâti 79. Les dents 117 de la plaque 116 coopèrent avec les dents 126 d'une plaque 127 semi-circulaire disposée dans le même plan que la plaque 116. La plaque 127 est solidaire d'un axe 128 mobile en rotation dans un palier 129 solidaire du bâti 79. De la plaque 127 dépend aussi un bras 130 de longueur égale à celle du bras 118, et à l'extrémité duquel est placée une poulie 131 libre en rotation et parallèle à la poulie 119. Par le jeu du vérin 125 et de l'engrènement des dents 117 et 126, les bras 118 et 130 peuvent être rapprochés ou éloignés dans leur plan commun de façon symétrique à la manière de ciseaux, les poulies 119 et 131 pouvant venir au contact l'une de l'autre par un point de leur périphérie 132, 133, respectivement. Quand le vérin 125 est inopératoire, les poulies 119 et 131 sont maintenues, éloignées par le jeu d'un ressort 134 agissant sur la plaque 127.
- Au-dessus du dispositif de trancanage qui vient d'être décrit, est disposée une glissière 135 (figures 2 et 5) fixée en porte-à-faux à la plaque 3 du châssis parallèlement aux tiges 85 et 86 de guidage du trancanage. Sur celte glissière est monté à coulissement un équipage 136 sollicité vers l'extrémité libre de la glissière 135 par un ressort 137. Un vérin de rappel 138, d'axe parallèle à la glissière 135, est disposé en dessous de la glissière, sa tige, portant une butée d'extrémité 139, coulissant dans un oeillet solidaire de l'équipage 136. Le vérin 138 est fixe en position par rapport à la glissière 135. Quand la tige du vérin 138 est rétractée, son extrémité 139 bute contre la périphérie de l'oeillet et amène l'équipage 136, à l'encontre de la force du ressort 137, dans la position qui est représentée sur la figure 2. Si la tige du vérin 138 est sortie complètement, l'équipage 136 est libre de se déplacer sur la glissière 135 sous la sollicitation du ressort 137. L'équipage 136 est ainsi translaté jusqu'à ce que sa partie la plus basse 140 vienne buter contre la plaque de trancanage 87, quelle que soit la position de cette dernière sur ses tiges de guidage 85, 86. De cette manière, l'équipage 136 est automatiquement positionné au-dessus de la plaque de trancanage 87.
- Sur l'équipage 136 est monté un dispositif à cisaille 141 dont les lames sont dirigées vers le bas et positionnées de manière à surplomber exactement l'axe 103 du guide-fil 99, au-delà de son extrémité libre 142, le diamètre du guide-fil correspondant à celui du fil traité. Grâce à un vérin 143, la cisaille 141 peut être levée ou abaissée. The mouvement de coupe de la cisaille 141 est'commandé par un dispositif électromécanique 144. Outre la cisaille, l'équipage 136 porte une tubulure de dépôt de colle 145 reliée à un réservoir de colle non représenté. La tubulure 145 étant fixée au corps de la cisaille, elle est abaissée ou levée par le vérin 143. Quand l'équipage 136 est en butée contre la plaque de trancanage 87, l'axe de coupe de la cisaille 141 et l'extrémité de la tubulure 145 sont situés dans le plan du guide-fil 99 et de la poulie 97.
- Quand un arbre porte-bobine 9 est dans la position II d'enroulement du fil, la languette 16, portée par l'arbre 10 commandant le patin 14 associé audit arbre 9, est en regard de la tige 150 d'un vérin 151 fixé au bâti de la machine. Quand la tige 150 est misewen saillie par rapport au vérin 151, son extrémité 152 vient'au contact de la languette et provoque, par effet de levier, la rotation de l'arbre 10, à l'encontre de la forcé du ressort de rappel qui l'équipe, et il en résulte l'éloignement du patin 14 par rapport à l'arbre 9.
- En amont de l'ensemble de trancanage et sensiblement dans le prolongement de l'axe 103 des guide-fils 104 et 105, sont disposés l'un derrière l'autre :
- - un compteur 153 pour la longueur de fil dévidée, à poulie 154 ;
- - un dispositif formateur d'anse constitué par deux poulies rotatives 155 et 156 distantes l'une de l'autre entre lesquelles est déplacée une poulie rotative 157 par un vérin 158, les trois poulies étant dans un.même plan ;
- - un frein de fil 159 commandable sélectivement ;
- - un frein anti-retour 160 ;
- - un accumulateur de fil 161 à poulie de guidage d'entrée 162 et poulie de guidage de sortie 163, à équipage fixe 164 et équipage mobile 165 ; et
- - un dispositif fournisseur de fil, non représenté.
- Dans une variante de réalisation, avantageuse en particulier pour le bobinage de fil relativement fin, au poste 2 d'enroulement du fil est associé supplémentairement un dispositif (figure 9) constitué par un vérin 166 fixe par rapport au bâti de la machine, dont l'axe 167 est placé dans le prolongement de l'axe de l'arbre 9 porte-bobine et dont l'extrémité de la tige 168 porte une pièce 169 coulissant sous l'action du vérin dans le prolongement de la pointe porte-bobine 20 et mobile en rotation. Cette pièce 169 peut être appliquée par le vérin 166 contre le bout hémisphérique 28 de la pointe et ainsi coincer un fil 170 disposé entre cette pièce et la pointe.
- La vitesse du mouvement en va-et-vient du dispositif de trancanage est réglée en fonction de la vitesse de rotation de l'arbre porte-bobine 9, et cela au moyen d'un compte-tours 171 fixé en bout de l'arbre 72, ce compte-tours étant avantageusement un compte-fours électro-optique comprenant un disque circulaire perforé assujetti à l'arbre 72 et un compteur d'impulsions électro-optiques. La vitesse de trancanage étant liée au nombre d'impulsions produites par le compte-tours, cette vitesse peut facilement être réglée en fonction du pas souhaité pour l'enroulement du fil, en changeant simplement de disque perforé, chaque disque perforé ayant un nombre de perforations différent. Pour un enroulement à spires jointives, le pas de trancanage est égal au diamètre du fil traité. Entre le poste III dit "de séchage de la colle" et le poste IV dit "de déchargement", est placée une courroie 272 fixée au bâti 1, propre à entrer en contact avec une rondelle 173 fixée à l'arbre 9 entre le plateau tournant et le demi-embrayage 18. Au cours de la rotation du plateau tournant 7, la rondelle 173, pendant le déplacement de l'arbre porte-bobine du poste III au poste IV vient rouler sur la courroie 272, ce qui empêche la rotation de la bobine autour de son axe par rapport au bâti 3 et ainsi de maintenir l'extrémité extérieure du fil dans une même position durant le transfert de III à IV.
- Une rampe 172 est fixée au bâti 1 de manière à coopérer avec le disque-came 17 porté par l'arbre 10, pour provoquer la rotation de l'arbre 10 et l'éloignement du patin 14 par rapport à l'arbre 9, dès que commence le mouvement du porte-bobine 9 de la position III à la position IV. Le bras 12 porte-patin est ainsi maintenu éclipsé par la rampe 172 jusqu'à ce que l'arbre 9 auquel il est associé soit revenu à la position I de chargement d'une nouvelle bobine vide. Comme dit plus haut, l'extrémité 372 de la rampe 172 est elle-même éclipsable par le vérin 61 pour permettre au patin 14 de venir en position d'appui contre l'arbre porte-bobine 9 quand celui-ci a été à nouveau garni d'une bobine vide.
- A proximité de l'arbre porte-bobine 9, quand il est dans la position IV dite de déchargement, sont disposés des moyens d'évacuation des bobines pleines comprenant en particulier des moyens extracteurs, non représentés, propres à soustraire une bobine pleine de son engagement sur le porte-bobine et à déposer ladite-bobine pleine sur une rampe d'éva- cuation 180 inclinée. Les bobines pleines retirées roulent par gravité sur ladite rampe 180. Derrière le plateau tournant et dans le prolongement de l'axe de l'arbre porte-bobine 9 sont disposés des moyens à vérin similaires à ceux qui ont été décrits pour le poste I et propres à provoquer l'actionnement de la tringlerie de rétraction des ergots 29 qui font saillie par rapport au manchon 19:
- Le fonctionnement de la machine selon l'invention va maintenant être expliqué en décrivant, d'une part, le trajet du fil devant être bobiné et, d'autre part, le cheminement d'une bobine de l'amont du poste de chargement à l'aval du poste de déchargement.
- Le fil 200 (figure 5), en provenance d'un poste de débit non représenté, est disposé successivement dans l'accumulateur de fil 161, l'anti-retour 160, le frein commandable 159, le dispositif formateur d'anse 201, le compteur de longueur 153, puis est introduit dans le dispositif guide-fil 106, le tube guide-fil 105, le tube guide-fil 104 et enfin le tube guide-fil 99. L'extrémité du fil vient affleurer l'extrémité 142 du guide-fil 99.
- Après roulage entre les cornières 39 et 40 de la face 38, une bobine 45 se trouve dans le prolongement de l'arbre porte-bobine 9, dans la position de chargement I. Grâce au vérin 36, les ergots 29 sont rétractés dans le manchon portè- bobine 19. Par le vérin 46 et son plateau 47, la bobine 45 est poussée vers la pointe 20 qui vient se loger dans l'alésage 21 de la bobine. La bobine 45 ayant été éloignée de la chaise 38, une bobine suivante vient se mettre en position de chargement.
- Après action inverse du vérin 37, les ergots 29 sont relâchés et viennent s'appliquer à force, grâce aux ressorts de la tringlerie, contre l'alésage 21 de la bobine, bloquant cette dernière en position sur la pointe 20. Le moteur 35 est alors excité et il commande, via les deux demi-embrayages 18 et 30, la rotation lente de l'arbre porte-bobine pendant que le pointeau 54 de l'équerre 49 est plaqué contre la face externe du fût 22 de la bobine, par rétraction du vérin 51. La position de l'équerre 49 est telle que le pointeau 54 se trouve dans le même plan que les trous 26 présentés par le fût de la bobine, c'est-à-dire à un plan sensiblement tangent à la face interne de la joue 24 de la bobine. Après au maximum un tour de l'arbre 9, le pointeau 54 vient tomber dans un trou 26 et empêcher la poursuite de la rotation de la bobine. La position du trou 26 se trouve ainsi repérée. L'embrayage 18, 30 est du type glissant, c'est-à-dire que la rotation de l'arbre 9 s'arrête à l'introduction du pointeau dans le trou 26, même si l'arbre 31 continue à être entraîné par le moteur 35. Après un temps prédéterminé, le moteur 35 est arrêté.
- Le trou 26 étant repéré, le vérin 61 commandant le bras 12 porte-patin 14 est rétracté et le patin 14 vient s'appliquer contre une génératrice du fût de la bobine sous la force du ressort qui commande l'arbre 10. La bobine étant ainsi bloquée en position angulaire par le patin, le pointeau 54 est éclipsé par action inverse du vérin 51.
- Le moteur 5 est excité et commande la rotation du plateau tournant 7 de 90° dans le sens trigonométrique sur la figure pour amener l'arbre 9 et la bobine qu'il porte à la position II dite "d'enroulement". Dans cette position II, la position angulaire 210 du trou 26 est connue, la bobine ayant été maintenue par rapport au plateau tournant par le patin 14o La plaque de trancanage 87 et les éléments qu'elle porte sont déplacés par rotation du moteur 93 entraînant la vis de translation 90, jusqu'à la position extrême où le guide-fil 99 est pratiquement dans le plan tangent à la face interne de la joue 24 de la bobine, et par là même dans le plan du trou 26 du fût. Dans cette position extrême, les poulies 119 et 131 du cabestan 109 se trouvent de part et d'autre de la partie de fil laissée libre entre les guide-fils 104 et 105. Le frein de fil 159 est serré. Le vérin 83 est mis en saillie, ce qui provoque le rapprochement de l'ensemble de trancanage 70 de l'axe de la bobine, par le jeu des articulations des pieds 80 et 81. L'avance sur les biellettes 80 et 81 de la table de trancanage provoque la rentrée de l'extrémité du fil dans le guide-fil 99, ce qui a pour effet d'en arrondir l'extrémité et de résorber la boucle formée lors du rappel en position horizontale du guide-fil 99. Dans cette position rapprochée, le guide-fil 99, sollicité par ressort, est dans l'axe du·guide-fil 104, et le mouvement de l'ensemble de trancanage 70 commandé par le vérin 83 est prévu pour que l'extrémité 142 du guide-fil 99 vienne se placer exactement en face et à proximité du trou 26 du fût de la bobine. Le vérin 125 commande le rapprochement des poulies 119 et 131 du cabestan 109. Lesdites poulies viennent presser le fil dans sa portion comprise entre les guide-fils 104 et 105. Le vérin 158 du dispositif 201 formateur d'anse est rétracté, ce qui libère une anse formée préalablement, la longueur de ladite anse étant égale à la longueur du bout libre interne sorti souhaitée pour le fil enroulé sur la bobine,augmentée de la longueur de fil résorbée lors de l'avance de la table de trancanage. Le moteur 113 est excité, ce qui commande la rotation de la poulie 119 du cabestan 109. Cette rotation entraîne l'avancement du fil dans le guide-fil 99 jusqu'à épuisement du mou constitué par l'anse libérée par le dispositif 201. La longueur souhaitée de fil est ainsi introduite par le guide-fil 99 dans le trou 26 du fût de la bobine, le bout libre ainsi formé pénétrant dans l'alésage 21 de la bobine et étant dévié vers l'extérieur de la bobine par l'extrémité hémisphérique 28 de la pointe 20 du porte-bobine.
- Dans la variante de réalisation représentée à la figure 9 et qu'il est avantageux d'utiliser pour des fils fins, à l'issue du processus d'introduction du fil dans le trou de la bobine, le vérin 166 est actionné et la pièce 169 vient coincer le fil 170 contre la pointe 20. Grâce à cette précaution, on assure l'assujettissement du fil à la bobine et son début d'enroulement sans glissement dans le trou 26 quand la bobine est entraînée en rotation. Après le début de l'enroulement, le vérin 166 est rétracté. Si le fil bobiné est suffisamment rigide, cette précaution n'est pas nécessaire car le fil se coince de lui-méme suffisamment dans le trou 26 pour permettre le début de l'enroulement.
- A l'issue de ce processus d'introduction du fil dans le trou de la bobine, le vérin 125 est rétracté, ce qui provoque l'éloignement des poulies 119 et 131. La tige 150 du vérin 151 est sortie et éloigne le patin 14 du fût de la bobine en agissant sur la languette 16 de l'arbre 10. Le frein commandable 159 est relâché. La bobine peut alors être mise en rotation. Le moteur 76 est excité, commandant la rotation de la bobine grâce à la coopération des demi-embrayages 18 et 73. Simultanément, la rentrée de la tige du vérin 83 provoque le recul de la table de trancanage. Le trancanage s'effectue de façon habituelle en fonction de la vitesse de rotation de la bobine détectée par le dispositif 171. L'enroulement du fil se poursuit jusqu'à ce que la longueur prédéterminée devant être enroulée soit détectée par le compteur 153. Pendant l'enroulement du fil, une nouvelle anse est formée par le dispositif 201.
- Un ralentissement de la vitesse d'enroulement, commandé par une présélection en fonction de la longueur souhaitée de fil, puis une marche lente permet d'obtenir une longueur de fil exacte. Pendant le ralentissement on commande la sortie de la tige du vérin 138, ce qui libère l'équipage 136 qui vient se positionner automatiquement par le jeu du ressort 137 et de la butée de la partie 140 de l'équipage contre la plaque de trancanage 87, au-dessus du guide-fil 99. Quand la longueur exacte de fil souhaitée est enroulée sur la bobine, le moteur 76, après une phase de ralentissement, est arrêté, ce qui a pour conséquence l'arrêt du trancanage. La partie mobile de l'équipage 136 est descendue sous l'action du vérin 143, la cisaille 141 vient chevaucher le fil entre sa sortie du guide-fil 99 et son .point de contact avec la nappe de spires sous-jacente, et la tubulure 145 de dépôt de colle vient se placer au-dessus du fil entre ledit point de contact et le guide-fil 99.
- Un point de colle est déposé par la tubulure 145 sur le fil, puis le moteur 76 est excité pour provoquer la rotation à faible vitesse de la bobine sur laquelle ce bobine le fil jusqu'à atteindre la longueur de fil souhaitée pour le bout libre extérieur, cette longueur étant mesurée par un compteur. Le point de colle porté par le fil est ainsi appliqué contre les spires adjacentes, réalisant la fixation du bout libre extérieur. La tige 150 du vérin 151 est rétractée et le bras 12, sous l'action de son ressort, vient appliquer le patin 14 contré la nappe supérieure de fil enroulé sur la bobine. Le patin maintient fermement les dernières spires de fil enroulé, en particulier la dernière portant la colle, en venant s'appliquer au-delà du point de colle. la cisaille 141 est actionnée pour couper le fil. Le guide-fil 99 qui, pendant l'enroulement, s'est orienté, grâce à sa fixation à pivotement à l'axe 76, vers le point de tangence instantanée du fil sur la nappe de fil précédente, revient à sa position de repos où il est en prolongement des guide-fils 104 et 105. A ce moment, une boucle se forme à proximité de la poulie 97 : l'avance de la table de trancanage lors de l'opération ultérieure permet de l'éliminer. Après la coupe, la partie-mobile de l'équipage 136 est ramenée vers le haut par le vérin 143 et l'équipage 136 lui-même est ramené vers sa position de repos par la rétraction de la tige du vérin 138 dont l'extrémité 139 bute contre l'oeillet de l'équipage 136. Pendant ce temps, la plaque de trancanage 87 est ramenée par actionnement du moteur 93 dans sa position initiale extrême, à proximité du cabestan 109. Enfin, les demi-embrayages 18 et 73 sont libérés l'un de l'autre.
- Le moteur 5 commande la rotation de 90° du plateau tournant, ce qui amène la bobine garnie à la position III dite de séchage, où le fil est maintenu sur la bobine par le patin 14. L'opération d'enroulement du fil sur la bobine étant la plus longue des quatre opérations de chargement, d'enroulement, de séchage et de déchargement, c'est la fin de l'opération d'enroulement au poste II, décrite ci-dessus, qui commande la rotation d'un quart de tour du plateau tournant.
- Lors de la fin de l'opération d'enroulement de la bobine suivante, le plateau tournant pivote à nouveau de 90° sous l'action du moteur 5 pour amener la bobine pleine de la position III de séchage à la position IV de déchargement. Pendant ce mouvement du plateau 7, le disque-came 17 de l'arbre 10 vient au contact de la rampe 172, ce qui provoque le soulèvement du patin 14 et ainsi la libération de la rotation de la bobine. A la suite de cette opération de libération, la rondelle 173 portée par l'arbre 9 vient au contact de la courroie 272, ce qui provoque la rotation de la bobine par roulement de la rondelle 173 sur la courroie 272. La longueur de la courroie 272 et le diamètre de la rondelle 173 sont prévus pour que, quand la bobine pleine arrive à la position de déchargement IV, le bout libre externe 190 de la bobine se situe dans la partie supérieure de ladite bobine afin de ne pas gêner les opérations de déchargement qui vont être décrites.
- Au poste IV de déchargement, les moyens à vérins prévus dans le prolongement de l'arbre 9 sont actionnés pour provoquer la rétraction des ergots 29 et, ainsi, la libération de la bobine. La bobine est tirée longitudinalement hors de son engagement sur la pointe 20 et est déposée sur la rampe inclinée 180 sur laquelle elle est évacuée par roulement.
- Pendant le passage de l'arbre 9 porte-bobine du poste IV au poste I, le patin 14 est maintenu éclipsé par coopération du disque-came 17 avec la rampe 172. Au poste I, cette position éclipsée est maintenue par le vérin 61 jusqu'à ce qu'une nouvelle bobine vide soit mise en place et après que les opérations de chargement décrites plus haut soient réalisées.
- Dans le but de permettre de bobiner des fils de diamètres différents sur des bobines de dimensions diverses, certaines pièces de la machine qui vient d'être décrite sont réglables en position ou interchangeables. C'est le cas en particulier des contre-plaques 94 de trancanage qu'on peut choisir en fonction du diamètre des guide-fils 99, 104 et 105, ces diamètres devant être adaptés au diamètre du fil traité. On a vu plus haut que la vitesse de trancanage était réglable grâce au compte-tours 171, cette vitesse de trancanage devant être calculée à partir du diamètre du fil. La longueur du bout libre intérieur peut être réglée en réglant la course du vérin 158 du dispositif formateur d'anse 201. La longueur de fil enroulé est réglable à partir du compteur 153. En fonction des dimensions des bobines utilisées, on munit le bras 12 d'un patin de freinage 14 de longueur sensiblement égale à la largeur des bobines. En fonction du diamètre du fil traité, on peut aussi régler la position extrême du dispositif de trancanage de façon que le guide-fil 99, dans cette position extrême, soit dans un plan sensiblement tangent à la joue extérieure de la bobine. Les divers moteurs équipant la machine sont du type à vitesse variable.
- Grâce à la machine qui vient d'être décrite, on atteint le but poursuivi par l'invention, c'est-à-dire la fourniture de bobines garnies de fil rangé en spires jointives et en nappes successives, et présentant deux bouts libres sortis, l'un par un trou radial présenté par le fût de la bobine, et l'autre dans le prolongement de la dernière spire de la dernière nappe, sans nécessiter de fixation dudit fil; à l'une des joues de la bobine et sans changement du pas de l'enroulement à sa fin. Grâce au collage du fil à la fin de l'enroulement, la'bobine obtenue est d'un aspect très net et le fil n'est pas soumis à des contraintes excessives. Les essais électriques du fil se font facilement par connexion des deux bouts libres et le déroulement du fil peut se faire après simple décollage par arrachement du point de colle.
Claims (22)
1. Machine pour enrouler du fil automatiquement sur des bobines en succession, le fût desdites bobines présentant des trous radiaux ménagés à proximité des joues de la bobine et débouchant dans son alésage axial, ladite machine comprenant des moyens de mise en rotation des bobines autour de leur axe pour enrouler le fil, caractérisée en ce qu'elle comprend des moyens pour amener un des trous du fût de la bobine dans une position angulaire prédéterminée, des moyens pour amener l'extrémité du fil devant être bobiné en regard dudit trou, et des moyens pour introduire par ledit trou une longueur prédéterminée de fil formant un bout sortie interne s'étendant dans le fût de la bobine et/ou le long de la face extérieure de la joue de la bobine, la coopération du trou et du fil introduit constituant le point d'accrochage du fil à la bobine pour son enroulement.
2. Machine selon la revendication 1, caractérisée en ce qu'elle comprend un plateau tournant muni de pointes rotatives porte-bobine, ledit plateau amenant les pointes porte-bobine successivement d'un poste de chargement, où les bobines sont placées par des moyens automatiques sur les pointes porte-bobine et à proximité duquel sont placés les moyens pour déterminer la position angulaire du trou du fût de la bobine, à un poste d'enroulement du fil, des moyens portés par le plateau pour conserver la position angulaire de la bobine par rapport au plateau, et des moyens disposés à proximité du poste d'enroulement pour amener un dispositif d'amenée et de guidage du fil, et ainsi l'extrémité du fil qu'il contient, en regard du trou du fût de la bobine et pour y introduire une longueur de fil prédéterminée.
3. Machine selon la revendication 2, caractérisée en ce que le dispositif d'amenée et de guidage du fil comprend des moyens de trancanage pour ranger le fil en nappes successives à spires jointives sur la bobine quand celle-ci est entraînée en rotation par les moyens de mise en rotation du poste d'enroulement.
4. Machine selon l'une quelconque des revendications précédentes, caractérisée en ce qu'elle comprend en outre des moyens pour mesurer la-longueur de fil enroulé sur la bobine et provoquer l'arrêt de sa rotation quand la longueur de fil souhaitée est atteinte, des moyens pour coller le fil en fin d'enroulement aux spires déjà enroulées sur la bobine en un point constituant l'extrémité de la dernière spire jointive de fil, des moyens pour couper le fil en aval du point de collage à une distance égale à la longueur d'un bout sortie extérieure désirée, des moyens pour maintenir le bout libre du fil en position après coupure pendant le séchage de la colle et des moyens pour évacuer les bobines pleines, fournissant ainsi des bobines portant du fil enroulé à spires jointives sans déviation transversale dudit fil en fin d'enroulement et présentant un bout intérieur libre débouchant dans l'un des trous du fût de la bobine et un bout extérieur libre prolongeant sans discontinuité la dernière spire de l'enroulement du fil.
- 5. Machine selon l'une quelconque des revendications précédentes, caractérisée en ce que les moyens pour détérmi- ner la position angulaire d'un des trous du fût de la bobine portée par une pointe au poste de chargement comprennent une équerre oscillant dans le plan desdits trous sous l'action d'un vérin pour amener un pointeau munissant son extrémité au contact.du fût de la bobine, des moyens étant prévus pour mettre la bobine en rotation jusqu'à introduction dudit pointeau dans un des trous du fût, ledit pointeau bloquant alors la bobine dans ladite position angulaire prédéterminée, des moyens à patins éclipsables montés sur le plateau tournant s'appliquant contre le fût de la bobine pour maintenir la bobine dans la position angulaire prédéterminée par rapport au plateau.
6. Machine selon l'une quelconque des revendications 2 à 5, caractérisée en ce qu'au poste de chargement, la pointe porte-bobine est commandable en rotation par un moteur électrique au moyen de deux demi-embrayages se faisant face, l'un étant porté par la pointe porte-bobine montée rotative dans le plateau tournant et l'autre par un arbre, commandé par le moteur, monté rotatif dans le bâti de la machine.
7. Machine selon la revendication 6, caractérisée en ce qu'au poste d'enroulement, la rotation de la bobine est commandable par un moteur électrique au moyen d'un arbre monté rotatif dans le bâti de la machine et porteur d'un demi-embrayage qui fait face au demi-embrayage porté par la pointe porte-bobine.
8. Machine selon l'une quelconque des revendications précédentes, caractérisée en ce qu'au poste d'enroulement est associé un dispositif de trancanage dont la vitesse de trancanage est commandée par la vitesse de rotation de la pointe porte-bobine, le dispositif de trancanage comportant un guide-fil monté oscillant sur une plaque de trancanage, ledit guide-fil ayant la forme d'un tube dirigé vers la bobine en position d'enroulement.
9. Machine selon l'une quelconque des revendications 5 à 8, caractérisée en ce que le dispositif de trancanage est monté mobile en translation par rapport au bâti de la machine de manière à pouvoir être approché d'un bloc de la bobine en position d'enroulement pour mettre l'extrémité du guide-fil en regard du trou du fût de la bobine en position déterminée préalablement au poste de chargement et maintenu en position angulaire par les moyens de maintien.
10. Machine selon l'une quelconque des revendications 3 à 9, caractérisée en ce que, dans sa position extrême, la plaque de trancanage vient placer le fil, en amont du guide-fil, dans la zone d'action d'un cabestan commandé par moteur permettant d'introduire, grâce au guide-fil, une longueur prédéterminée de fil dans le trou du fût de la bobine pour former un bout libre intérieur sortie s'étendant dans le fût de la bobine ou le long de sa joue.
11. Machine selon l'une quelconque des revendications 3 à 10, caractérisée en ce qu'en coopération avec le fil, en amont du dispositif de trancanage, sont disposés successivement un compteur de fil enroulé, un dispositif formateur d'anse éclipsable, un frein de fil commandable, un frein anti-retour, un accumulateur de fil et un dispositif fournisseur de fil.
12. Machine selon l'une quelconque des revendications 3 à 11, caractérisée en ce-qu'au poste d'enroulement sont associés des moyens pour éclipser les moyens de maintien en position angulaire de la bobine.
13. Machine selon l'une quelconque des revendications précédentes, caractérisée en ce que les moyens de maintien de la bobine en position angulaire sont constitués par un patin venant s'appliquer contre le fût de la bobine ou contre la dernière nappe de fil bobiné.
14. Machine selon l'une quelconque des revendications 3 à 13, caractérisée en ce qu'au poste d'enroulement sont associés des moyens montés coulissants sur une glissière parallèle à la pointe porte-bobine, ces moyens comprenant une cisaille propre à couper le fil et une tubulure propre à déposer un point de colle sur le fil, et pouvant se déplacer sous l'action d'un ressort de manière à venir buter contre la plaque de trancanage quelle que soit sa position, la cisaille et le tubulure surplombant ainsi le fil en cours d'enroulement, la tubulure et la cisaille pouvant être descendues vers le fil au moyen d'un vérin, le dépôt d'un point de colle sur le fil et la coupe du fil par la cisaille étant comman- dables à partir de la longueur de fil enroulée sur la bobine.
15. Machine selon l'une quelconque des revendications 4 à 14, caractérisée en ce que les moyens pour déposer la colle sur le fil sont actionnés quand la longueur de fil souhaitée sur la bobine est enroulée, en ce que la bobine est entraînée en rotation après le dépôt du point de colle et en ce que les moyens de coupe sont actionnés après enroulement d'une longueur de fil correspondant à la longueur du bout libre extérieur souhaitée pour la bobine, le patin de maintien en position étant appliqué contre la nappe extérieure de fil enroulé après la rotation ultime de la bobine et avant la coupe.
16. Machine selon l'une quelconque des revendications 11 à 15, caractérisée en ce que la longueur de l'anse formée par le dispositif formateur d'anse éclipsable est égale à la longueur souhaitée pour le bout intérieur libre, augmentée de la longueur de fil résorbée lors de l'avance de la table de trancanage, le frein commandable disposé en amont du dispositif formateur d'anse étant commandé pendant que l'anse est libérée, et que la bobine est mise en rotation.
17. Machine selon l'une quelconque des revendications 4 à 16, caractérisée en ce qu'elle comprend des moyens propres à coopérer avec la pointe porte-bobine pour faire tourner supplémentairement la bobine au cours de son transport par le plateau tournant du poste de séchage au poste de déchargement, de manière à placer le bout libre extérieur faisant saillie au-delà du périmètre de la bobine dans une position qui ne gêne pas l'extraction de la bobine au poste de déchargement.
18. Machine selon l'une quelconque des revendications 2 à 17, caractérisée en ce qu'une rampe fixée au bâti de la machine à proximité du plateau tournant est propre à provoquer et à maintenir les moyens porteurs du patin de_maintien en position angulaire de la bobine, en position éclipsée pendant la rotation du plateau amenant la pointe porte-bobine du poste de séchage au poste de déchargement puis au poste de chargement.
19. Machine selon l'une quelconque des revendications 2 à 18, caractérisée en ce que les pointes porte-bobine et les patins de maintien sont réglables en position et/ou interchangeables pour permettre le traitement de bobines de dimensions différentes.
20. Machine selon l'une quelconque des revendications 3 à 19, caractérisée en ce que les guide-fils du dispositif de trancanage sont interchangeables en fonction du diamètre du fil à enrouler, et en ce que les vitesses d'enroulement du fil et/ou de trancanage sont réglables en fonction dudit diamètre, la vitesse de trancanage étant commandée par la vitesse d'enroulement.
21. Machine selon l'une quelconque des revendications 2 à 20, caractérisée en ce qu'à la pointe porte-bobine au poste d'enroulement est associé un dispositif à vérin propre à coincer le fil introduit par le trou du fût de la bobine contre l'extrémité de la pointe.
22. Machine selon l'une quelconque des revendications précédentes, caractérisée en ce que les pointes porte-bobine sont équipées d'ergots radiaux éclipsables mis en saillie par des ressorts, propres à maintenir les bobines sur les pointes et à les libérer.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7932102 | 1979-12-31 | ||
| FR7932102A FR2472532A1 (fr) | 1979-12-31 | 1979-12-31 | Machine pour enrouler du fil sur des bobines |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0031783A1 true EP0031783A1 (fr) | 1981-07-08 |
Family
ID=9233331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80401891A Ceased EP0031783A1 (fr) | 1979-12-31 | 1980-12-30 | Machine pour enrouler du fil sur des bobines |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0031783A1 (fr) |
| FR (1) | FR2472532A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0134665A1 (fr) * | 1983-07-12 | 1985-03-20 | Cortinovis S.P.A. | Bobineuses |
| EP0150783A2 (fr) * | 1984-01-21 | 1985-08-07 | Heinz Bauer | Procédé, dispositif et bobines pour l'enroulement de bandes d'articles formés |
| US4708298A (en) * | 1984-06-20 | 1987-11-24 | Bicc Public Limited Company | Winding apparatus |
| EP0267157A2 (fr) * | 1986-11-03 | 1988-05-11 | Maillefer S.A. | Bobinoir double à barillet |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE504021C2 (sv) * | 1995-01-26 | 1996-10-21 | Windak Ab | Anordning för automatisk upptagning av kabel, vajer lina eller dylikt |
| CN112607510B (zh) * | 2020-12-17 | 2023-10-31 | 岳西县和祥电子科技有限公司 | 一种电线用防缠绕卷收胚 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1117576A (fr) * | 1954-12-27 | 1956-05-24 | Telecommunications Sa | Enrouloir continu automatique |
| FR1311606A (fr) * | 1961-01-19 | 1962-12-07 | Appareil pour l'enroulement ou le bobinage de fils métalliques ou de câbles arrivant d'une machine à gainer ou similaire | |
| US3259336A (en) * | 1964-04-08 | 1966-07-05 | Automation Machines & Equipmen | Coil winding machine |
| LU67348A1 (fr) * | 1972-04-05 | 1973-06-18 | ||
| CH582106A5 (en) * | 1974-07-23 | 1976-11-30 | Maillefer Sa | Twisting device for large dia. cables - having drawing and feed devices mounted on support moveable between winding up positions |
| DE2603861A1 (de) * | 1974-01-25 | 1977-08-11 | Skaltek Ab | Wickelvorrichtung fuer fadenfoermiges gut |
| FR2375129A1 (fr) * | 1976-12-21 | 1978-07-21 | Somifra | Dispositif d'accrochage automatique d'un tube souple a enrouler en couronne |
| US4147310A (en) * | 1978-05-17 | 1979-04-03 | Piedmont Wire Corporation | Apparatus for coiling wire |
-
1979
- 1979-12-31 FR FR7932102A patent/FR2472532A1/fr active Granted
-
1980
- 1980-12-30 EP EP80401891A patent/EP0031783A1/fr not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1117576A (fr) * | 1954-12-27 | 1956-05-24 | Telecommunications Sa | Enrouloir continu automatique |
| FR1311606A (fr) * | 1961-01-19 | 1962-12-07 | Appareil pour l'enroulement ou le bobinage de fils métalliques ou de câbles arrivant d'une machine à gainer ou similaire | |
| US3259336A (en) * | 1964-04-08 | 1966-07-05 | Automation Machines & Equipmen | Coil winding machine |
| LU67348A1 (fr) * | 1972-04-05 | 1973-06-18 | ||
| DE2603861A1 (de) * | 1974-01-25 | 1977-08-11 | Skaltek Ab | Wickelvorrichtung fuer fadenfoermiges gut |
| CH582106A5 (en) * | 1974-07-23 | 1976-11-30 | Maillefer Sa | Twisting device for large dia. cables - having drawing and feed devices mounted on support moveable between winding up positions |
| FR2375129A1 (fr) * | 1976-12-21 | 1978-07-21 | Somifra | Dispositif d'accrochage automatique d'un tube souple a enrouler en couronne |
| US4147310A (en) * | 1978-05-17 | 1979-04-03 | Piedmont Wire Corporation | Apparatus for coiling wire |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0134665A1 (fr) * | 1983-07-12 | 1985-03-20 | Cortinovis S.P.A. | Bobineuses |
| EP0150783A2 (fr) * | 1984-01-21 | 1985-08-07 | Heinz Bauer | Procédé, dispositif et bobines pour l'enroulement de bandes d'articles formés |
| EP0150783A3 (fr) * | 1984-01-21 | 1987-04-15 | Heinz Bauer | Procédé, dispositif et bobines pour l'enroulement de bandes d'articles formés |
| US4708298A (en) * | 1984-06-20 | 1987-11-24 | Bicc Public Limited Company | Winding apparatus |
| US4765553A (en) * | 1984-06-20 | 1988-08-23 | Bicc Public Limited Company | Winding apparatus |
| EP0267157A2 (fr) * | 1986-11-03 | 1988-05-11 | Maillefer S.A. | Bobinoir double à barillet |
| EP0267157A3 (fr) * | 1986-11-03 | 1988-08-10 | Maillefer S.A. | Bobinoir double à barillet |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2472532B1 (fr) | 1985-05-10 |
| FR2472532A1 (fr) | 1981-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2500274A1 (fr) | Dispositif de fourniture automatique de bobines | |
| CH618141A5 (en) | Method and automatic device for coiling a hose | |
| BE1004174A7 (fr) | Bobineuse de cable. | |
| EP0005664A1 (fr) | Procédé de transfert d'un matériau filiforme d'une broche d'enroulement à une autre et dispositif pour la mise en oeuvre du procédé | |
| FR2879580A1 (fr) | Appareil dans une machine de preparation de filature,par exemple une carde, un mecanisme d'etirage de carde,un cadre d'etirage, une peigneuse ou equivalent, destine a changer des pots a ruban | |
| EP0331634B1 (fr) | Procédé et appareil d'ouverture d'une bobine faite d'une bande de papier | |
| CH381578A (fr) | Dispositif pour recevoir automatiquement et de façon continue un ruban de fibre textile distribué par un premier métier d'étirage et fournir le ruban ainsi reçu sous forme de plusieurs rubans à un second métier d'étirage | |
| EP0031783A1 (fr) | Machine pour enrouler du fil sur des bobines | |
| CH633835A5 (fr) | Dispositif automatique de levee de bobines sur une machine de formation de bobinages. | |
| CH453027A (fr) | Dispositif d'enroulement continu de fil sur des bobines réceptrices | |
| CH616829A5 (en) | automatic machine for making a clove hitch with a cord around an object and use of the machine | |
| EP1611043B1 (fr) | DISPOSITIF POUR LA MISE EN PLACE ET L’ENLEVEMENT DE BOBINES DE FIL DANS UNE MACHINE TEXTILE | |
| EP0921074B1 (fr) | Procédé et installation pour rassembler des articles alignés au moyen de bandes adhésives | |
| FR2770503A1 (fr) | Machine d'enroulement de produit continu sous forme de feuille, pour former des bobines | |
| FR2482570A1 (fr) | Dispositif pour l'enroulement automatique de produits filiformes, notamment de fil metallique | |
| FR2552745A1 (fr) | Procede et appareil pour fixer un fil a un bobinoir | |
| FR2663916A1 (fr) | Dispositif de dechargement automatique de bobines textiles. | |
| BE896028A (fr) | Procede et appareil pour envider des fibres de verre | |
| EP0011006A1 (fr) | Procédé et machine de bobinage de chutes de tôles | |
| EP1112954B1 (fr) | Machine de nouage, d'étiquetage et de palettisation de bobines en sortie de boninoirs ou de toutes autres machines produisant des bobines de fils et procédé mis en oeuvre par cette machine | |
| EP0358890B1 (fr) | Dispositif pour le rembobinage d'une bande de matière mince | |
| EP0267157A2 (fr) | Bobinoir double à barillet | |
| EP0526358A1 (fr) | Appareil de distribution et de coupe simultanée de bandes de matériaux enroulés | |
| CH343350A (fr) | Dispositif d'accumulation et de transport d'un élément filiforme | |
| CH439037A (fr) | Machine copseuse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19811218 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19840604 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LEMAIRE, ROLAND |