-
Die
vorliegende Anmeldung betrifft ein Fluorkohlenstoffharzblatt und
ein dasselbe anwendende Glaslaminat. Insbesondere betrifft sie ein
Fluorkohlenstoffharzblatt, welches ausgezeichnet in der Transparenz
im Flammverzögerungsvermögen ist,
und welches gleichzeitig ausgezeichnet bezüglich der Verarbeitbarkeit
zur Laminierung mit einer Glasplatte ist, und ein Glaslaminat.
-
Eine
Glasplatte ist ein Material mit Transparenz und Festigkeit, jedoch
mit schlechter Schlagbeständigkeit.
Um einer solchen schlechten Schlagbeständigkeit entgegen zu wirken,
ist es gängig,
ein Glaslaminat mit einer Kunststofffolie anzuwenden, die auf eine
solche Glasplatte laminiert ist. Ein normales Kunststoffblatt ist
wirksam zur Verhinderung des Zersplitterns von Glasfragmenten beim
Brechen der Glasplatte, jedoch wird das Kunststoffblatt im Fall
von Feuer leicht brennen, wodurch das Flammverzögerungsvermögen nicht in befriedigender
Weise erreicht wird. Deshalb wurde ein Glaslaminat mit einem Fluorkohlenstoffharzblatt,
das auf einer Glasplatte laminiert ist, als Glasprodukt vorgeschlagen,
welches Feuerbeständigkeits-
und Flammschutzeigenschaften aufweist, und welches ebenfalls ein
Vermögen
des Verhinderns einer Zerstreuung von Glasfragmenten, selbst wenn
es zerbrochen wird, besitzt.
-
Gleichwohl
traten bei einem herkömmlichem
Glaslaminat, bei dem ein Fluorkohlenstoffharzblatt verwendet wird,
Probleme auf, so dass keine angemessene Berücksichtigung in Bezug auf optimale
Eigenschaften, die für
ein solches Blatt bezüglich
seiner Laminierung erforderlich waren, vorgenommen wurden, und Bläschen wurden
sehr wahrscheinlich während
der Herstellung eines Glaslaminats eingeschlossen, wodurch die gewünschten
Funktionen eines laminierten Glases vom Standpunkt seines Aussehens
und physikalische Eigenschaften kaum erhalten werden konnten.
-
Die
vorliegende Erfindung basiert auf einer Auffindung eines Fluorkohlenstoffharzblatts
und eines Glaslaminats, welche solche Probleme lösen können.
-
In
Bezug auf das Fluorkohlenstoffharzblatt sieht die vorliegende Erfindung
folgendes vor:
- (1) ein Fluorkohlenstoffharzblatt
mit einem Fluorgehalt von mindestens 55% und einem Schmelzpunkt
von 60 bis 220°C,
ausschließlich
hergestellt aus einem Polymer, umfassend mindestens ein fluorhaltiges
Monomer, oder hergestellt aus einer Mischung aus einem solchen Polymer
mit einem anderen Polymer, das eine Gesamtlichtdurchlässigkeit
von mindestens 80% und einen Zugelastizitätsmodul innerhalb eines Bereichs
von 1 × 107 bis 4 × 109 Pa innerhalb eines gesamten Messtemperaturbereichs
von 0 bis 30°C
aufweist, oder ein solches Fluorkohlenstoff harzblatt, das mit einer
auf einer Seite oder jeder Seite des Fluorkohlenstoffharzblattes
ausgebildeten Klebstoffschicht ausgestattet ist, wobei die Oberfläche des
Harzblatts, oder die Oberfläche
der Klebstoffschicht geprägt
ist, um eine Mittellinien-Durchschnittsrauhigkeit Ra von 0,05 bis
2,0 μm und
eine Anzahl von Peaks Pc von 5 bis 500 Peaks/8 mm aufzuweisen; und
- (2) ein Fluorkohlenstoffharzblatt, welches mit einer Klebstoffschicht
versehen ist, umfassend ein Fluorkohlenstoffharzblatt mit Fluorgehalt
von mindestens 55% und einem Schmelzpunkt von 60 bis 220°C, ausschließlich hergestellt
aus einem Polymer, umfassend mindestens ein fluorhaltiges Monomer,
oder hergestellt aus einer Mischung aus einem solchen Polymer mit
einem anderen Polymer, welches Blatt ein Zugelastizitätsmodul
innerhalb eines Bereichs von 1 × 107 bis 4 × 109 Pa innerhalb eines gesamten Messtemperaturbereichs
von 0 bis 30°C
aufweist, und eine Klebstoffschicht, die auf einer Seite oder jeder
Seite des Fluorkohlenstoffharzblatts ausgebildet ist, wobei die
Gesamtlichtdurchlässigkeit
Tb des Fluorkohlenstoffharzblatts mindestens 90% beträgt, die
Dicke Da der Klebstoffschicht 0,03 bis 10 μm beträgt, und der absolute Wert von
Na – Nb,
d. h. |Na – Nb|,
höchstens
0,13 ist, wobei Na der Brechungsindex der Klebstoffsschicht ist,
und Nb der Brechungsindex des Fluorkohlenstoffharzblatts ist.
-
In
Bezug auf das Glaslaminat sieht die vorliegende Erfindung folgendes
vor:
- (1) ein Glaslaminat, umfassend mindestens
zwei Glasplatten und ein zwischen den Glasplatten angeordnetes Fluorkohlenstoffharzblatt,
wobei das Harzblatt ein Fluorkohlenstoffharzblatt ist mit einem
Fluorgehalt von mindestens 55% und einem Schmelzpunkt von 60 bis
220°C besitzt,
ausschließlich
hergestellt aus einem Polymer, umfassend mindestens ein fluorhaltiges
Monomer, oder hergestellt aus einer Mischung aus einem solchen Polymer
mit einem anderen Polymer, das eine Gesamtlichtdurchlässigkeit
von mindestens 80% und einen Zugelastizitätsmodul innerhalb eines Bereichs
von 1 × 107 bis 4 × 109 Pa innerhalb eines gesamten Messtemperaturbereichs
von 0 bis 30°C
aufweist, wobei die Oberfläche
des Harzblatts geprägt ist,
um eine Mittellinien-Durchschnittsrauhigkeit Ra von 0,05 bis 2,0 μm und eine
Anzahl von Peaks Pc von 5 bis 500 Peaks/8 mm aufzuweisen; und
- (2) ein Glaslaminat, umfassend eine Glasplatte und ein Fluorkohlenstoffharzblatt,
welche durch eine Klebstoffschicht laminiert sind, wobei das Harzblatt
ein Fluorkohlenstoffharzblatt ist mit einem Fluorgehalt von mindestens
55% und einem Schmelzpunkt von 60 bis 220°C, ausschließlich hergestellt aus einem
Polymer, umfassend mindestens ein fluorhaltiges Monomer, oder hergestellt
aus einer Mischung aus einem solchen Polymer mit einem anderen Polymer,
welches Blatt einen Zugelastizitätsmodul
innerhalb eines Bereichs von 1 × 107 bis 4 × 109 Pa innerhalb eines gesamten Messtemperaturbereichs
von 0 bis 30°C
aufweist, wobei die Gesamtlichtdurchlässigkeit Tb des Fluorkohlenstoffharzblatts
mindestens 90% beträgt,
die Dicke Da der Klebstoffschicht 0,03 bis 10 μm beträgt, und der absolute Wert von
Na – Nb,
d. h. |Na – Nb|,
höchstens 0,13
ist, wobei Na der Brechungsindex der Klebstoffsschicht ist, und
Nb der Brechungsindex des Fluorkohlenstoffharzblatts ist.
-
In
den beiliegenden Zeichnungen ist die 1 eine
Ansicht, die das Verfahren des Zählens
der Anzahl von Peaks auf einer Prägung veranschaulicht.
-
Nun
wird die vorliegende Erfindung im Detail mit Bezug auf die bevorzugten
Ausführungsformen
beschrieben.
-
In
der vorliegenden Erfindung wird das Fluorkohlenstoffharzblatt ausschließlich hergestellt
aus einem Polymer, umfassend mindestens ein fluorhaltiges Monomer,
oder hergestellt aus einer Mischung von einem solchen Polymer mit
anderem Polymer. Die fluorhaltige Monomer-Komponente kann z. B. Vinylfluorid,
Vinylidenfluorid, Trifluorethylen, Tetrafluorethylen, Pentafluorpropylen
oder Hexafluorpropylen sein. Das Harzblatt wird aus einem Homopolymer
oder Copolymer aus einem solchen fluorhaltigen Monomer oder einem
Copolymer, hergestellt unter Verwendung eines Vinylmonomeren, wie
Ethylen, oder eines Alkylvinylethers, in Kombination mit dem fluorhaltigen
Monomer, oder einer Mischung davon hergestellt.
-
Ein
solches Material ist brauchbar, solange es zu einem Blatt geformt
werden kann und geprägt
werden kann, d. h., es ist heißschmelz-formbar.
Insbesondere können
andere Fluorkohlenstoffharze als ein Homopolymer von Tetrafluorethylen
(PTFE) ohne irgendwelche besondere Beschränkung verwendet werden.
-
Speziell
kann z. B. ein Tetrafluorethylen/Perfluoralkylvinylether-Copolymer,
ein Tetrafluorethylen/Hexafluorpropylen-Copolymer, ein Tetrafluorethylen/Vinylidenfluorid/Hexafluoridpropylen-Copolymer
oder ein Polyvinylidenfluorid beispielsweise erwähnt werden.
-
Hierbei
muss das Fluorkohlenstoffharzblatt mit einer solchen Zusammensetzung
einen Fluorgehalt von mindestens 55% und einen Schmelzpunkt im Bereich
von 60 bis 220°C
aufweisen. Wenn der Fluorgehalt weniger als 55% beträgt, neigt
das Flammverzögerungsvermögen des
Blatts dazu, schlecht zu sein, und die Feuerbeständigkeits- und Flammschutzeigenschaften
des Glaslaminats werden verschlechtert sein.
-
Ferner
wird es mit einem mit einem Schmelzpunkt von weniger als 60°C ein Problem
dabei geben, dass die Wärmebeständigkeit
während
der Laminierung mit einer Glasplatte dazu neigt, unangemessen zu sein,
und insbesondere in der Sommerzeit neigt die Erweichung dazu, beträchtlich
zu sein, wobei die Handhabung in der Regel schwierig ist und folglich
die Wärmebeständigkeit
eines dadurch erhaltenen laminierten Glases dazu neigt, niedrig
zu sein, und es wird ein Problem geben, dass Glasplatten sich leicht
verschieben.
-
Mit
einem mit einem Schmelzpunkt von über 220°C ist kein geeignetes Material
als ein Pressmedium verfügbar,
welches eine Glasplatte während
der Laminierung nicht schädigt
und welches ebenfalls eine angemessene Wärmebeständigkeit besitzt. Demzufolge
muss die Laminierung bei einer Temperatur unterhalb von 220°C erfolgen,
wobei das Blatt nicht schmilzt und an der Glasoberfläche bindet,
wodurch ein Problem entsteht, dass sowohl die Festigkeit als auch
das Aussehen sich in der Regel verschlechtern. Ein Verfahren kann denkbar
sein, bei dem kein Druck nach dem Erhitzen des Materials auf eine
Temperatur von mindestens 220°C ausgeübt wird.
-
Gleichwohl
kann bei einem solchen Verfahren ein Blatt nicht in angemessener
Weise der Wellenausbildung der Glasplattenoberfläche folgen und wird nicht in
angemessener Weise an der Glasplatte binden, außer für ein lokales Binden, wodurch
es ein Problem darin gibt, dass die Festigkeit und das Aussehen
in der Regel verschlechtert sind und eine befriedigende Laminierung
kaum erreicht werden kann.
-
Die
Einstellung des Schmelzpunkts innerhalb des obigen Bereichs kann
durch Einstellung z. B. der Kristallinität oder des Monomer-Zusammensetzungsverhältnisses
des verwendeten Harzes erreicht werden.
-
Ferner
kann eine zusätzliche
Komponente, wie in Ultraviolett-Absorber in geeigneter Weise dem
Harz innerhalb eines Bereichs hinzugesetzt werden, der das Haftvermögen oder
die Transparenz nicht beeinträchtigt.
-
Die
Dicke des Fluorkohlenstoffharzblatts der vorliegenden Erfindung
ist nicht besonders beschränkt, sie
liegt jedoch für
gewöhnlich
vorzugsweise im Bereich von 0,05 bis 1 mm vom Standpunkt der Schlagbeständigkeit
oder der Handhabungseffizienz während
der Laminierung an Glasplatten. Ebenfalls kann in Bezug auf ein
Verfahren zur Ausbildung des Blatts ein gängigerweise bekanntes Verfahren
zur Anwendung kommen. Zum Beispiel ist es möglich, ein Verfahren anzuwenden,
bei dem das Harzmaterial in einem organischen Lösungsmittel gelöst und einheitlich
auf ein Substrat mit Trennvermögen
beschichtet wird und dann das organische Lösungsmittel durch Trocknung
entfernt wird, gefolgt von einem Ablösen des Blatts von dem Substrat, ein
Verfahren, bei dem das Material zu einer wässerigen Emulsion ausgebildet
wird, welche einheitlich auf ein Substrat mit Trennverhalten aufbeschichtet
wird, und dann Wasser durch Trocknen entfernt wird, gefolgt von einem
Ablösen
des Blatts von dem Substrat, oder ein thermoplastisches Formungsverfahren,
wie das Extrusionsformen oder Kalanderformen.
-
Das
durch das oben beschriebene Verfahren erhaltene Fluorkohlenstoffharzblatt
muss eine Gesamtlichtdurchlässigkeit
von mindestens 80% und ein Zugelastizitätsmodul innerhalb eines spezifischen
Bereichs innerhalb eines Messtemperaturbereichs von 0 bis 30°C aufweisen.
Das Verfahren zum Messen der Gesamtlichtdurchlässigkeit ist in Entsprechung
mit der JIS K7105. Durch Einstellen der Gesamtlichtdurchlässigkeit
auf einen Wert von mindestens 80% wird die Transparenz nicht verschlechtert,
wenn es mit einer Glasplatte laminiert wird. Ferner ist es erforderlich,
dass das Zugelastizitätsmodul
innerhalb eines Bereichs von 1 × 107 bis 4 × 109 Pa innerhalb eines gesamtgemessenen Temperaturbereichs
von 0 bis 30°C
liegt.
-
Der
Bereich der Messtemperatur von 0 bis 30°C entspricht der gängigen atmosphärischen
Temperatur und entspricht ebenfalls der Temperatur der Atmosphäre während der
Herstellung eines Glaslaminats. Das Verfahren zum Messen des Zugelastizitätsmoduls
ist dergestalt, dass die dynamische Viskoelastizität durch ein
Zugverfahren bei einem Zyklus von 1 Hz gemessen wird und das Speicherelastizitätsmodul
dadurch erhalten wird.
-
Wenn
das oben erwähnte
Zugelastizitätsmodul
4 × 109 Pa überschreitet,
neigt das Fluorkohlenstoffharzblatt dazu, hart zu sein, wodurch
die Kompatibilität
(Benetzbarkeit) mit einer Glasplatte in der Regel schlecht ist,
und es entsteht ein Problem darin, dass ein Fluorkohlenstoffharzblatt
leicht weggleitet, wenn es auf eine Glasplatte zur Laminierung gelegt
wird, und eine Verschiebung der Glasplatten tritt leicht während des Verfahrens
bis zur Beendigung der Laminierung, wie während des Transports oder während des
Pressens, auf. Wenn andererseits das Zugelastizitätsmodul
geringer als 1 × 107 Pa ist, neigt das Fluorkohlenstoffharzblatt dazu,
weich zu sein, wodurch darin ein Problem besteht, dass nicht nur
seine Handhabung während
der Laminierung in der Regel schwierig ist, sondern auch seine Affinität an einer
Glasplatte in der Regel übertrieben ist,
und ein Gleiten schlecht ist, wenn es auf eine Glasplatte zur Laminierung
gelegt wird, wodurch das Blatt nicht an eine vorbestimmte Position
gesetzt werden kann und Blasen sehr wahrscheinlich lokal an der
Grenzfläche
mit der Glasplatte eingeschlossen werden, so dass das Aussehen als
ein Glaslaminat in der Regel verschlechtert ist.
-
Wie
die Einstellung des Schmelzpunkts kann das Zugelastizitätsmodul
innerhalb des obigen Bereichs durch Einstellen z. B. der Kristallinität oder des
Monomer-Zusammensetzungsverhältnisses
des zu verwendenden Harzes eingestellt werden.
-
Ferner
ist es notwendig, eine bestimmte spezifische Prägung auf der Oberfläche des
oben genannten Fluorkohlenstoffharzblatts auszubilden. Das heißt, die
Oberfläche
des Harzblatts wird so geprägt,
dass sie eine Mittellinien-Durchschnittsrauhigkeit Ra innerhalb
eines Bereichs von 0,05 bis 2 μm
und eine Anzahl von Peaks Pc innerhalb eines Bereichs von 5 bis
500 Peaks/8 mm besitzt. Hier ist die Mittellinien-Durchschnittsrauhigkeit Ra
jene, die als eine arithmetische Durchschnittsrauhigkeit Ra in JIS
B0601 festgesetzt wird. Die Anzahl von Peaks Pc wird in der Weise
bestimmt, dass, wie es in 1 gezeigt
ist, zwei parallele Linien in Abständen von ±y mm von der Mittellinie
der wie oben erhaltenen Rauhigkeitskurve gezogen wird, und ein Abschnitt
der Kurve, welche von der –y-Linie
startet, die +y-Linie erreicht und erneut zu der –y-Linie
zurückkehrt,
als ein Peak gezählt
wird.
-
Wenn
Ra weniger als 0,05 μm
beträgt,
neigt die Gleitfähigkeit
des Blatts dazu, schlecht zu sein, wenn es auf eine Glasplatte zur
Laminierung damit gestellt wird, und es wird wahrscheinlich mit
der Glasplatte in einem solchen Zustand in Kontakt gebracht, dass
das Blatt gewellt ist oder Vertiefungen (sagging) bildet, wodurch
Luft zwischen dem Blatt und der Glasplatte nicht in angemessener
Weise entfernt werden kann und Bläschen sehr wahrscheinlich verbleiben.
Wenn auf der anderen Seite Ra 2 μm übersteigt,
sind Peaks der Prägung
in der Regel zu hoch, wodurch die Glasplatte leicht zum Zeitpunkt
des Einsetzens gleitet und ein Verschieben der Glasplatten in der
Regel während
des anschließenden
Transports oder Pressens auftritt und das Aussehen als ein Glaslaminat
leicht verschlechtert ist.
-
Wenn
Pc geringer als 5 Peaks/8 mm ist, neigen die Abstände zwischen
den Peaks des Blatts dazu, so groß zu sein, dass selbst Täler wahrscheinlich
das Glas zu einem frühen
Stadium des Wärmeschmelzens kontaktieren,
wodurch Blasen an unregelmäßigen Positionen
in der Regel verbleiben, wodurch ein schlechtes Aussehen vorliegt.
Wenn andererseits Pc 500 übersteigt,
neigen die Abstände
zwischen den Peaks dazu, zu kurz zu sein, wodurch Blasen in der
Regel zwischen den Peaks während
eines Verfahrens, wobei die Peaks unter Erwärmung geschmolzen werden, eingeschlossen
werden, wodurch ein schlechtes Aussehen vorliegt.
-
Eine
besonders bevorzugte Prägung
ist dergestalt, dass die Mittellinien-Durchschnittsrauhigkeit Ra
innerhalb eines Bereichs von 0,1 bis 0,5 μm liegt und die Anzahl an Peaks
Pc innerhalb eines Bereichs von 50 bis 100 Peaks/8 mm liegt. Innerhalb
von solchen Bereichen ist die Ausgewogenheit von Gleitung und Verschiebung
von Glasplatten gut und verbleibende Blasen werden in beträchtlichem
Maße gesenkt
sein.
-
Ferner
ist es bevorzugt, dass der Unterschied zwischen dem maximalen Wert
und dem minimalen Wert der Dicke innerhalb eines Bereichs von optional
5 cm in dem Fluorkohlenstoffharzblatt bei höchstens 15 μm liegt. Wenn der Unterschied
15 μm übersteigt,
neigt die Unregelmäßigkeit
an einem solchen Abschnitt dazu, so groß zu sein, dass der konvexe
Abschnitt leicht schmilzt und an Glas durch Erhitzen bindet, bevor
Bläschen
in ausreichendem Maße
von den umgebenden konkaven Abschnitten entfernt werden, was zu
einem schlechten Aussehen führt.
-
Ein
Verfahren zur Vermittlung einer solchen Prägung an die Harzoberfläche ist
nicht beson ders beschränkt.
Zum Beispiel kann ein Verfahren erwähnt werden, wobei ein Fluorkohlenstoffharzblatt
vorerhitzt wird und eine erhitzte Prägewalze oder ein Prägegürtel darauf
gepresst wird, ein Verfahren des Pressens mit einer Prägeplatte
durch ein Heißplattenverfahren,
oder ein Verfahren, bei dem ein Transferblatt mit einer Prägung heißgepresst
wird und dann abgelöst
wird.
-
Die
Glasplatte, die mit dem oben genannten Fluorkohlenstoffharzblatt
zu laminieren ist, ist nicht besonders beschränkt und kann eine sein, die
gängigerweise
für industrielle
Zwecke zum Einsatz kommt. Glasplatten für den gleichen Typ oder unterschiedliche
Typen können
zur Verwendung aus Natronkalkglas, Borsilikatglas, kristallisiertem
Glas und verdrahteten Blattglas gewählt werden.
-
Die
Dicke der Glasplatte wird in geeigneter Weise in Abhängigkeit
von der Natur der Anwendung gewählt
und liegt für
gewöhnlich
innerhalb eines Bereichs von 1 bis 20 mm.
-
Ferner
ist die Oberfläche
der Glasplatte vorzugsweise veredelt, so dass sie nur wenig Verwebung (weaving)
aufweist, um eine Entfernung von Blasen zu erleichtern und die Retention
von Blasen zwischen der Glasplatte und dem Fluorkohlenstoffharzblatt
zu minimieren, wenn die Glasplatte mit dem Harzblatt laminiert wird.
-
Das
Fluorkohlenstoffharzblatt, wie es oben beschrieben wurde, kann in
der Form verwendet werden, dass es eine Klebstoffschicht aufweist,
die auf einer Seite oder beiden Seiten davon ausgebildet ist. Ansonsten kann
eine solche Klebstoffschicht auf der Glasplattenseite ausgebildet
werden.
-
Als
ein Blatt, das mit einer solchen Klebstoffschicht ausgestattet ist,
ist jenes bevorzugt, bei dem die Oberfläche der Klebstoffschicht so
geprägt
ist, dass sie eine Mittellinien-Durchschnittsrauhigkeit
Ra, wie oben erwähnt,
innerhalb eines Bereichs von 0,1 bis 0,5 μm und eine Anzahl von Peaks
Pc innerhalb eines Bereichs von 50 bis 200 Peaks/8 mm besitzt.
-
Die
Klebstoffschicht kann jedwede Überzugsschicht
sein, solange sie industriell verwendet wird, und ein Haftverhalten
gegenüber
sowohl der Glasplatte aus auch dem Fluorkohlenstoffharz besitzt.
Zum Beispiel kann ein Klebstoff aus z. B. einem Ethylen/Vinylacetat-Copolymer,
Polyvinylether-Typ, Polyester-Typ, Acryl-Typ, Epoxy-Typ, Polyurethan-Typ,
Kautschuk-Typ oder Silicon-Typ zur Anwendung kommen.
-
Hierbei
kann als bevorzugter Klebstoff ein Klebstoff, der 40 bis 80 Gew.-%,
vorzugsweise 50 bis 70 Gew.-%, einer Fluorkohlenstoffharz-Komponente
und 20 bis 60 Gew.-%, vorzugsweise 30 bis 50 Gew.-%, einer Acrylharz-Komponente
umfasst, verwendet werden. Wenn die Fluorkohlenstoffharz-Komponente
geringer als 40 Gew.-% ist, neigt das Klebevermögen an dem Fluorkohlenstoffharzblatt
dazu, schlecht zu sein, und wenn die Fluorkohlenstoffharz-Komponente 80 Gew.-% übersteigt
(wobei die Acrylharz-Komponente geringer als 20 Gew.-% ist), neigt
das Klebevermögen
an der Glasplatte dazu, schlecht zu sein.
-
Diese
zwei Komponenten können
in Form eines Blockcopolymeren vorliegen, welche Blöcke von
fluorhaltigem Monomer und Blöcke
von (Meth)acrylsäureester
umfassen, oder in Form eines Pfropfcopolymeren mit einem der Harzkomponenten
aufgepfropft auf die andere Harzkomponente. Gleichwohl ist eine
Mischung eines Fluorkohlenstoffharzes und eines Acrylharzes praktisch
im Hinblick auf die Kosten und die Produktionseffizienz der Harze
bevorzugt.
-
Als
Fluorkohlenstoffharz-Komponente kann eine verwendet werden, die
hauptsächlich
aus Vinylidenfluorid als Monomerkomponente besteht. Speziell ist
eine bevorzugt, die 50 bis 100 Gew.-% Vinylidenfluorid, 0 bis 40
Gew.-% Tetrafluorethylen und 0 bis 30 Gew.-% Hexafluorpropylen umfasst.
-
Auf
der anderen Seite kann als ein Monomer für das Acrylharz ein Ester,
wie Methyl, Ethyl, Propyl, Butyl, Isobutyl, n-Hexyl, 2-Ethylhexyl,
Lauryl oder Stearylester von (Meth)acrylsäure erwähnt werden. Gleichwohl ist
Methylmethacrylat eine essentielle Komponente und muss in einem
Anteil von mindestens 90 Gew.-% in den Acrylharzkomponenten enthalten
sein. Wenn sie weniger als 90 Gew.-% ausmacht, neigt die Haftung an
der Glasplatte dazu, unangemessen zu sein, wenn sie mit der Glasplatte
verbunden wird. Feiner können als
andere Alkyl(meth)acrylatmonomere beispielsweise Methylacrylat,
Butylacrylat, Butylmethacrylat und Isobutylmethacrylat Anwendung
finden.
-
Um
die Haftung an der Glasplatte zu verbessern, kann ferner ein Säuremonomer,
wie Acrylsäure,
Methacrylsäure,
Fumarsäure
oder Itaconsäure,
bevorzugt hinzugesetzt werden.
-
Wenn
der Klebstoff eine Mischung aus einer Fluorkohlenstoffharz-Komponente
und einer Acrylharzkomponente ist, ist es vom Standpunkt der Transparenz
und der Verhaftungsfestigkeit wichtig, dass die Kompatibilität der zwei
Komponenten gut ist. Von diesem Standpunkt aus ist es bevorzugt,
als eine Fluorkohlenstoffharz-Komponente eine anzuwenden, die Vinylidenfluorid
mit guter Kompatibilität
mit einem Acrylsäureharz als
Hauptmonomer-Komponente umfasst.
-
Ferner
kann die Kompatibilität
durch Einstellen des Molekulargewichtes der zwei Komponenten oder durch
Einbringen der oben erwähnten
Copolymerkomponente zu den zwei Harzkomponenten eingestellt werden.
-
Im
allgemeinen liegt das zahlenmittlere Molekulargewicht Mn der Fluorkohlenstoffharz-Komponente vorzugsweise
bei 40000 bis 150000, und das zahlenmittlere Molekulargewicht Mn
der Acrylharzkomponente liegt vorzugsweise zwischen 2000 und 50000.
Als eine solche Klebstoffkomponente ist eine, die ein Fluorkohlenstoffharz
vom Vinylidenfluorid-Typ enthält,
bevorzugt. Demzufolge wird, wenn das Fluorkohlenstoffharzblatt,
welches Vinylidenfluorid als eine gängige Komponente enthält, verwendet
wird, der Grad der Haftung zwischen dem Blatt und dem Klebstoff
hoch sein, was wünschenswert
ist. Ferner ist als ein Klebstoff einer, der 90 bis 99 Gew.-% einer
Fluorkohlenstoffharz-Komponente und 1 bis 10 Gew.-% eines Silan-Kupplungsmittels vom
Amino-Typ umfasst, ebenfalls bevorzugt. Als Fluorkohlenstoffharz-Komponente wird jene
mit der oben beschriebenen Zusammensetzung bevorzugt verwendet.
Als Silan-Kupplungsmittel vom Amino-Typ wird ω-Aminoalkylsilan verwendet.
Speziell können γ-Aminopropyltriethoxysilan
oder N-(β-Aminoethyl)·γ-aminopropylmethyldimethoxysilan
beispielsweise erwähnt
werden.
-
Das
mit der obigen Klebstoffüberzugsschicht
versehene Blatt ist sehr brauchbar, da es durch ein gängiges Verfahren
nach dem Trocknen der Klebstoffschicht aufgewickelt werden kann
und seine Lagerung leicht ist.
-
Das
Aufbeschichten der Klebstoffschicht an das Fluorkohlenstoffharzblatt
kann mittels eines herkömmlichen
Verfahrens erfolgen. Um die Oberfläche der Klebstoffschicht mit
einer Prägung
zu versehen, kann ein Polyesterfilm mit einer vorgeschriebenen Oberflächenrauhigkeit
an der Klebstoffschicht nach seiner Bildung pressgebunden werden,
so dass feine Unregelmäßigkeiten
der Oberfläche
an die Klebstoffschicht übertragen
werden, wodurch eine Prägung
zur Erleichterung der Entfernung von Blasen ausgebildet werden kann. Ansonsten
kann die Prägung
durch ein Verfahren erfolgen, bei dem die Klebstoffschicht bis zu
einem gewissen Maße
erhitzt wird und dann eine erhitzte Prägewalze oder Prägegürtel dagegen
gedrückt
wird, oder ein Verfahrens des Pressens mit einer Prägeplatte
durch ein Heißpressverfahren.
-
Das
Fluorkohlenstoffharzblatt mit einer vorbestimmten Prägung, die
auf seiner Oberfläche
vorgesehen ist, oder ein Fluorkohlenstoffharzblatt, welches mit
einer Klebstoffschicht mit einer auf ihrer Oberfläche versehenen
vorbestimmten Prägung
versehen ist, gemäß der vorliegenden
Erfindung, kann sandwichartig zwischen Glasplatten gelegt werden
und heißgepresst
werden und zur Bindung der Glasplatten miteinander geschmolzen werden.
Das erhaltene Glaslaminat besitzt Feuerbeständigkeits- und Flammschutzeigenschaften
und besitzt gleichzeitig das Vermögen zur Verhinderung der Zerstreuung
von Glasfragmenten beim Bruch. Ferner ist der Einschluss von Blasen
gering, wodurch das Aussehen gut ist, und die Bindefestigkeit ausgezeichnet
ist. Ferner kann das Fluorkohlenstoffharzblatt der vorliegenden
Erfindung natürlich
ebenfalls bei einem Bereich angewandt werden, bei dem Feuerbeständigkeits-
und Flammschutzeigenschaften nicht erforderlich sind, und zwar durch
Nutzung des Merkmals, dass der Einschluss von Blasen gering ist.
Gleichwohl kann es in einem solchen Fall ein Blatt sein, bei dem
beide Oberflächenschichten
aus Fluorkohlenstoffharz hergestellt sind und das Zentrum eine Schicht
aus einem anderen Polymer, wie Polyethylenterephthalat, ist.
-
Hierbei
ist das Fluorkohlenstoffharzblatt, welches mit der Klebstoffschicht
ausgestattet ist, bevorzugterweise dergestalt, dass, um die Transparenz
zu verbessern, die optische Beziehung zwischen dem Fluorkohlenstoffharzblatt
und der Klebstoffschicht wie folgt eingestellt wird. D. h., es ist
ein Fluorkohlenstoffharzblatt, bei dem die Gesamtlichtdurchlässigkeit
Tb des Fluorkohlenstoffharzblatts mindestens 90% beträgt, die
Dicke Da der Klebstoffschicht zwischen 0,03 und 10 μm beträgt und der
absolute Wert Na – Nb,
d. h., |Na – Nb| höchstens
0,13 beträgt,
wobei Na der Brechungsindex der Klebstoffschicht ist, und Nb der
Brechungsindex des Fluorkohlenstoffharzblatts ist.
-
Bei
diesem Fluorkohlenstoffharzblatt, das mit der Klebstoffschicht ausgestattet
ist, beträgt
Da vorzugsweise mindestens 0,01 μm,
und vorzugsweise ist Da × |Na – Nb| ≤ 0,1. Stärker bevorzugt
liegt Da innerhalb eines Bereichs von 0,05 bis 0,5 μm, und Da × |Na – Nb| ≤ 0,03.
-
Hierbei
wird, wenn die Dicke Da der Klebstoffüberzugsschicht weniger als
0,03 μm
beträgt,
keine ausreichende Bindefestigkeit zwischen der Glasplatte und dem
Fluorkohlenstoffharzblatt erhalten, und wenn sie 10 μm übersteigt,
neigt die Transparenz dazu, verschlechtert zu werden, wenn sie mit
Glasplatten laminiert wird.
-
Ferner
muss in Bezug auf die Beziehung zwischen dem Fluorkohlenstoffharzblatt
und der Klebstoffschicht der absolute Wert von Na – Nb, d.
h. |Na – Nb|,
bei höchstens
0,13 liegen. Wenn |Na – Nb|
0,13 übersteigt,
nimmt in der Regel die Schleierbildung aufgrund des Unterschiedes
in den Brechungsindices zu, wenn eine Verhaftung an Glasplatten
geschieht. Vorzugsweise beträgt
Da mindestens 0,01 μm,
und das Produkt von Da und |Na – Nb|,
d. h. Da × |Na – Nb|, beträgt höchstens
0,1.
-
Innerhalb
dieser Bereiche wird die Bindungsstärke zwischen den Glasplatten
und dem Fluorkohlenstoffharzblatt sichergestellt, und die Transparenz
des Laminats kann gehalten werden. Wenn Da × |Na – Nb| 0,1 übersteigt, neigt die Transparenz
des Laminats dazu, allmählich
abzunehmen. Besonders bevorzugt liegt Da innerhalb eines Bereichs
von 0,05 bis 0,5 μm,
und Da × |Na – Nb| ≤ 0,03.
-
Nun
wird die vorliegende Erfindung genauer mit Bezug auf Beispiele beschrieben.
Gleichwohl versteht es sich, dass die vorliegende Erfindung auf
keinen Fall auf solche spezifischen Beispiele beschränkt ist.
-
Nr. 1 bis Nr. 7
-
Nr. 1
-
Ein
Fluorkohlenstoffharz, das 30 Gew.-% Vinylidenfluorid, 50 Gew.-%
Tetrafluorethylen und 20 Gew.-% Hexafluorpropylen umfasste, wurde
durch einen Extruder zu einem Blatt mit einer Dicke von 200 μm extrusionsgeformt,
welches dann erhitzt und durch eine Prägewalze gepresst wurde, um
ein Fluorkohlenstoffharzblatt mit einer Prägung, die auf jeder Seite erfolgt
war, zu erhalten. Das erhaltene Fluorkohlenstoffharzblatt wurde zwischen
ein Paar von Glasplatten (Dicke: 3 mm, Breite 900 mm, Länge: 2000
mm) mit einem auf ihre Oberflächen
beschichteten Klebstoff sandwichartig gelegt, um ein Glaslaminat
zu erhalten. Der Klebstoff wurde aus einer Mischung gemacht, die
Fluorkohlenstoffharz, das Vinylidenfluorid als Hauptkomponente enthielt,
und ein Acrylharz, das Methylmethacrylat als Hauptkomponente enthielt,
umfasste, gemacht, wobei das Mischverhältnis (Gewichtsverhältnis) ein
Fluorkohlenstoffharz/Acrylharz/Verhältnis = 55/45 war (Nobafusso
PF-250 C-2, Handelsname, hergestellt von Dai Nippon Shikizai Kogyo
K.K.), und dieser Klebstoff wurde direkt aufbeschichtet und getrocknet,
um die Klebstoffschicht mit einer Dicke von 0,4 μm zu erhalten.
-
In
Bezug auf das Fluorkohlenstoffharzblatt und das Glaslaminat wurden
physikalische Eigenschaften der folgenden Items gemessen, und das
Laminierungsverhalten für
ein Glaslaminat (einschließlich
des Einsetzvermögens
des Blattes mit den Glasplatten zum Zeitpunkt der Laminierung und
das Aussehen nach dem Zusammenbau zu einem Glaslaminat) wurde als
eine Gesamtbeurteilung evaluiert. Die Ergebnisse sind in Tabelle
1 gezeigt. In Bezug auf das Einsetzvermögen gibt das Symbol O an, dass
das Blatt leicht auf die Glasplatte positioniert werden kann, und
dass nach dem Einsetzen die Glasplatten kein Weggleiten oder keine
Verschiebung erfahren. In Bezug auf das Aussehen gibt O an, dass
keine Blasen oder keine Verschiebung der Glasplatten festgestellt
werden.
-
Die
Test- und Evaluierungsverfahren der jeweiligen Items sind wie folgt.
- (1) In Bezug auf die Lichtdurchlässigkeit
eines Blattes wurde die Gesamtlichtdurchlässigkeit (%) gemäß JIS K7105
gemessen.
- (2) In Bezug auf den Fluorgehalt eines Blattes wurde der Anteil
(Gew.-%) des Gesamtgewichtes an Fluoratomen zu dem Gesamtgewicht
der das Fluorkohlenstoffharz aufbauenden Atome aus der Monomerzusammensetzung
des Fluorkohlenstoffharzes berechnet.
- (3) In Bezug auf den Schmelzpunkt eines Blattes wurde eine Differential-Scanning-Kalorimetrie bei
einer Temperaturerhöhungsrate
von 10°C/min
durchgeführt,
wobei die Wärmeabsorptions-Peak-Temperatur
erhalten wurde.
- (4) In Bezug auf die Mittellinienlinie-Durchschnittsrauhigkeit
Ra und die Anzahl von Peaks Pc wurde unter Verwendung eines Stift-Oberflächenrauhigkeits-Messgerätes (SE-3FK,
hergestellt von Kabushiki Kaisha Kosaka Kenkyusho) die Mittellinien-Durchschnittsrauhigkeit
in Bezug auf eine optionale 8 mm-Distanz in der Harzoberfläche unter
derartigen Messbedingungen gemessen, dass der vordere Stift-Enddurchmesser 2 μm betrug,
die Stiftlast 70 mg betrug und der Cut-off-Wert bei 0,8 mm lag.
-
Für die Anzahl
an Peaks Pc, wie in 1 gezeigt,
wurden zwei parallele Linien in Abständen von ±y mm von der Mittellinie
der wie oben beschrieben erhaltenen Rauhigkeitskurve gezogen, und
ein Abschnitt der Kurve, welcher von einer –y-Linie startet, eine +y-Linie
erreicht und erneut zu einer –y-Linie
zurückkehrt,
wurde als ein Peak gezählt.
-
Hierbei
ist y mm 0,25/Messvergrößerung,
und die Messvergrößerung lag
bei 5000, jedoch in Bezug auf Nr. 7, wo der Peak hoch war, war die
Messvergrößerung 500.
-
Nr. 2 und Nr. 3
-
Ein
Polyvinylidenfluorid wurde zu einem Blatt mit einer Dicke von 200 μm durch den
gleichen Extruder wie in Nr. 1 geformt, gefolgt von einem Prägen. Dieses
Blatt wurde sandwichartig zwischen einem Paar von Glasplatten (Dicke:
3 mm, Breite: 900 mm, Länge:
2000 mm) bei 200°C
in gleicher Weise wie in Nr. 1 gelegt, um ein Glaslaminat zu erhalten.
Die Evaluierungen wurden in gleicher Weise wie in Nr. 1 durchgeführt.
-
Nr. 4
-
Ein
Ethylen/Tetrafluorethylen-Copolymer wurde zu einem Blatt mit einer
Dicke von 200 μm
durch den gleichen Extruder wie in Nr. 1 geformt, gefolgt von einem
Prägen.
Dieses Blatt wurde sandwichartig zwischen einem Paar der gleichen
Glasplatten, wie sie in Nr. 1 verwendet wurden, bei 220°C gelegt,
gefolgt von einem Erhitzen und Pressen, wodurch das Blatt überhaupt
nicht an den Glasplatten haftete. Deshalb wurde die Erhitzungstemperatur
erhöht,
und nur durch Erhitzen bei 300°C
wurde ein Glaslaminat hergestellt.
-
Nr. 5
-
Ein
Vinylidenfluorid/Hexafluorpropylen-Copolymer wurde zu einem Blatt
mit einer Dicke von 300 μm mit
Hilfe einer Kalanderwalze geformt, gefolgt von einer Prägung. Dieses
Blatt wurde verwendet, um ein Glaslaminat in gleicher Weise wie
in Nr. 1 bei 120°C
herzustellen, wodurch ein Gleiten während des Aufsetzens des Blattes
schlecht war, und viele Blasen verblieben nach der Laminierung.
-
Nr. 6
-
Ein
Polyvinylidenfluorid wurde zu einem Blatt mit einer Dicke von 200 μm durch einen
Extruder geformt, gefolgt von einem Prägen. Dieses Blatt wurde verwendet,
um ein Glaslaminat in einer solchen Weise wie in Nr. 1 bei 200°C herzustellen,
wodurch sich in der Regel ein zu großes Gleiten beim dem Setzen
der Glasplatten und des Blattes einstellte, und es gab insofern
ein Prob lem, als dass Positionen des Paars von Glasplatten dazu
neigten, während
der Laminierung eine Verschiebung zu zeigen.
-
Nr. 7
-
Ein
Copolymer-Fluorkohlenstoffharz, das 30 Gew.-% Vinylidenfluorid,
50 Gew.-% Tetrafluorethylen und 20 Gew.-% Hexafluorpropylen umfasste,
wurde zu einem Blatt mit einer Dicke von 200 μm durch einen Extruder geformt,
gefolgt von einer Prägung.
Dieses Blatt wurde zur Herstellung eines Glaslaminats in gleicher Weise
wie in Nr. 1 bei 190°C
verwendet, wodurch ein Gleiten während
des Aufsetzens des Blattes und der Glasplatten schlecht war, und
ein Aufsetzen wurde nicht in angemessener Weise durchgeführt, und
Blasen, die zu diesem Zeitpunkt eintraten, verblieben nach der Laminierung.
-
-
Aus
Tabelle 1 ist es ersichtlich, dass die Nr. 1 bis Nr. 3, die das
Fluorkohlenstoffharzblatt der vorliegenden Erfindung darstellen,
und das dieses Blatt anwendende Glaslaminat ausgezeichnet bezüglich dem
Laminierungsverhalten für
ein Glaslaminat sind (das Setzverhalten während der Laminierung und das
Aussehen nach dem Zusammenbau zu einem Glaslaminat). Auf der anderen
Seite war Nr. 4, bei der der Schmelzpunkt des Blattes zu hoch war,
schlecht bezüglich
dem Laminierungsvermögen
und wies insbesondere darin ein Problem auf, dass Blasen in dem
Glaslaminat verblieben. Dagegen war Nr. 5, bei dem der Schmelzpunkt
und das Zugelastizitätsmodul
des Blattes zu niedrig waren, schlecht im Gleiten und somit schlechter
bezüglich
des Setzverhaltens war. Ferner waren die Nr. 6 und Nr. 7, bei denen
die Prägeform
außerhalb
des Bereichs der vorliegenden Erfindung lag, jeweils schlecht bezüglich des
Setzverhaltens und des Aussehens der Laminierungseigenschaft.
-
Nr. 8 bis Nr. 14
-
Das
gleiche Fluorkohlenstoffharz, wie es in Nr. 1 verwendet wurde, wurde
schmelzextrudiert, und dann wurde auf der Oberfläche jeder Seite des geformten
Blattes der gleiche Klebstoff, wie er in Nr. 1 verwendet wurde,
in einer Dicke von 1 μm
aufbeschichtet. Bevor der Klebstoff getrocknet wurde, wurde eine
Polyesterfolie mit in verschiedener Weise geprägter Oberfläche gegen die Oberfläche der
Klebstoffschicht auf jeder Seite gepresst, um ein Fluorkohlenstoffharzblatt,
das mit einer Klebstoffschicht mit in verschiedener Weise geprägter Oberfläche auf
jeder Seite ausgestattet war, zu erhalten.
-
Das
Fluorkohlenstoffharzblatt, das mit einer solchen Klebstoffüberzugsschicht
versehen war, das auf diese Weise erhalten wurde, wurde sandwichartig
zwischen ein Paar von Glasplatten gelegt, gefolgt von einem Erhitzen,
um ein Glaslaminat zu erhalten. Das Aussehen etc. des erhaltenen
Glaslaminats wurde evaluiert, und die Ergebnisse sind in Tabelle
2 gezeigt.
-
Die
anderen Tests und Evaluierungsverfahren als die oben beschriebenen
Items sind wie folgt.
-
Unterschied zwischen dem
Maximalwert und dem Minimalwert der Dicke
-
Unter
Verwendung eines kontinuierlichen Dicke-Messgerätes vom Kontakt-Typ wurde die
Dicke des Blattes durch eine Einheit von 1 μm gemessen. Die Messbereiche
waren zwei Stellen entlang der Längsrichtung
des Blattes und zwei Stellen entlang der Breitenrichtung des Blattes,
und die Messung wurde über
eine Länge
von 50 cm bei jeder Stelle vorgenommen. Bei jeder gemessenen Länge von
50 cm wurde ein Abschnitt von 5 cm, bei dem der Unterschied zwischen
dem Maximalwert und dem Minimalwert der Dicke am größten war,
bestimmt, und der Unterschied zwischen dem Maximalwert und dem Minimalwert
wurde erhalten. Die vier Werte des Unterschiedes zwischen dem Maximalwert
und dem Minimalwert bei den vier gemessenen Stellen wurden gemittelt.
-
Aussehen
-
Das
Aussehen des Glaslaminats wurde visuell inspiziert, und die Anzahl
von verbliebenen Bläschen wurde
durch die folgenden drei Levels evaluiert.
- O:
- Es verlieben verblieben
im wesentlichen keine Bläschen.
- Δ:
- Kleine Bläschen verblieben
teilweise.
- x:
- Bläschen verblieben über der
gesamten Oberfläche.
-
-
Wie
es aus den Ergebnissen, die in Tabelle 2 gezeigt sind, ersichtlich
ist, besaßen
die Blätter
der vorliegenden Erfindung (Nr. 8 bis Nr. 12) einen Ra, Pc und einen
Unterschied in der Dicke innerhalb der vorgeschriebenen Bereiche,
und die unter Verwendung dieser erhaltenen Glaslaminate besaßen ein
gutes Aussehen mit nur wenig verbliebenen Bläschen.
-
Insbesondere
in Nr. 9 bis Nr. 11, bei denen Ra innerhalb eines Bereiches von
0,1 bis 0,5 μm
lag, und die Anzahl von Peaks Pc innerhalb eines Bereichs von 50
bis 200 Peaks/8 mm lag, wurden Glaslaminate erhalten, bei denen
die verbliebenen Bläschen
nur extrem gering waren.
-
Wohingegen
in Nr. 13 und Nr. 14, bei denen die Prägeform außerhalb der Definition der
vorliegenden Erfindung lag, es nicht möglich war, ein Glaslaminat
mit gutem Aussehen zu erhalten.
-
Nr. 15 bis Nr. 25
-
Nr. 15
-
Ein
Copolymer-Fluorkohlenstoffharz, umfassend 40 Gew.-% Vinylidenfluorid,
40 Gew.-% Tetrafluorethylen und 20 Gew.-% Hexafluorpropylen, wurde
bei 180°C
mittels eines Extruders extrudiert, um ein Fluorkohlenstoffharzblatt
mit einer Dicke von 200 μm
zu erhalten.
-
Auf
jeder Seite des Fluorkohlenstoffharzblatts wurde der gleiche Klebstoff,
wie er in Nr. 1 verwendet wurde, direkt als ein Klebstoff aufbeschichtet
und getrocknet, um eine Klebstoffschicht mit einer Dicke von 0,4 μm auszubilden,
und eine Prägung
mit der gleichen Form wie in Nr. 1 wurde auf seiner Oberfläche ausgebildet.
-
In
Bezug auf das Fluorkohlenstoffharzblatt des erhaltenen Blattes zur
Laminierung wurde der Fluorgehalt, die Gesamtlichtdurchlässigkeit
Db und der Brechungsindex Mb gemessen, und der Brechungsindex Na der
Klebstoffschicht allein und die Dicke Db der Klebstoffschicht wurden
gemessen. Ferner wurde unter Verwendung des Blattes zur Laminierung
ein Glaslaminat hergestellt, und seine Transparenz und Bindefestigkeit wurden
evaluiert.
-
Nr. 16
-
Der
gleiche Test wie in Nr. 15 wurde durchgeführt, außer dass die Dicke der Klebstoffschicht
auf 0,1 μm
abgeändert
wurde.
-
Nr. 17
-
Der
gleiche Test wie in Nr. 16 wurde durchgeführt, außer dass als verwendeter Klebstoff
eine Lösung eines
Acrylharzes, umfassend Methylmethacrylat als Hauptkomponente (Acrylic
BZ-1161, Handelsname,
hergestellt von Dai Nippon Ink Kogyo K.K.), verwendet wurde.
-
Nr. 18
-
Der
gleiche Test wie in Nr. 15 wurde durchgeführt, außer dass die Dicke der Klebstoffschicht
auf 0,1 μm
abgeändert
wurde.
-
Nr. 19
-
Der
gleiche Test wie in Nr. 15 wurde durchgeführt, außer dass die Dicke der Klebstoffschicht
auf 0,03 μm
abgeändert
wurde.
-
Nr. 20
-
Auf
zwei Glasscheiben wurde eine Silan-Kupplungsmittelschicht (γ-Aminopropylethoxysilan)
als eine Klebstoffschicht in einer Dicke von 0,005 μm ausgebildet,
und das gleiche Fluorkohlenstoffharzblatt (ohne eine Klebstoffschicht),
wie in Nr. 15 verwendet, wurde sandwichartig dazwischen gelegt und
laminiert, und danach wurde der gleiche Test wie in Nr. 15 durchgeführt.
-
Nr. 21
-
Der
gleiche Test wie in Nr. 15 wurde durchgeführt, außer dass die Dicke der Klebstoffschicht
auf 6 μm abgeändert wurde.
-
Nr. 22
-
Der
gleiche Test wie in Nr. 16 wurde durchgeführt, außer dass unter Verwendung des
gleichen Klebstoffs wie in Nr. 17 eine Klebstoffschicht mit einer
Dicke von 2 μm
ausgebildet wurde.
-
Nr. 23
-
Der
gleiche Test wie in Nr. 15 wurde durchgeführt, außer dass als verwendeter Klebstoff
eine Lösung einer
Mischung, die Polyvinylchlorid und Polymethylmethacrylat in gleichen
Gewichtsanteilen umfasste, verwendet wurde.
-
Nr. 24
-
Der
gleiche Test wie in Nr. 15 wurde durchgeführt, außer dass die Dicke der Klebstoffschicht
auf 12 μm
abgeändert
wurde.
-
Nr. 25
-
Der
gleiche Test wie in Nr. 15 wurde durchgeführt, außer dass als Fluorkohlenstoffharzblatt
ein Blatt aus Ethylen-Tetrafluorethylen-Copolymer verwendet wurde.
-
Die
Ergebnisse des Vorstehenden sind in den Tabellen 3 und 4 gezeigt.
-
Die
anderen Tests und Evaluierungsverfahren als die oben beschriebenen
Items sind wie folgt.
-
Brechungsindices
Nb und Na
-
Diese
Indices wurden mit Hilfe eines Abbe-Refraktometers unter Verwendung
des Natrium-D-Strahls als
Lichtquelle gemessen.
-
Der
Brechungsindex Nb des Fluorkohlenstoffharzblatts wurde direkt gemessen.
Wohingegen Na der Klebstoffschicht in einer solchen Weise gemessen
wurde, dass der Klebstoff auf ein gesondertes Blatt eines Tetrafluorethylens
mit einer Dicke von 100 μm
aufbeschichtet und getrocknet wurde und dann das Blatt abgelöst wurde
und einer Messung in Form eines Films des Klebstoffs allein unterzogen
wurde.
-
Dicke Tb der
Klebstoffschicht
-
Der
Querschnitt des Blattes zur Laminierung wurde mittels eines Scanning-Elektronenmikroskops
begutachtet, und die Dicke der Klebstoffschicht wurde gemessen.
-
Transparenz
des Glaslaminats
-
Das
Blatt zur Laminierung wurde sandwichartig zwischen ein Paar von
Natronkalkglasplatten (50 mm × 150
mm) mit einer Dicke von 3 mm gelegt und bei einer Temperatur von
130°C 10
Minuten lang unter einem Druck von 5 kg/cm
2 zur
Laminierung gepresst. Die Transparenz des erhaltenen Laminats wurde
visuell durch die folgenden vier Standards evaluiert.
:
transparent
O: im wesentlichen transparent
Δ: etwas verschleiert
x:
verschleiert
-
Bindefestigkeit des Glaslaminats
-
Natronkalkglas
mit einer Dicke von 3 mm (50 mm × 150 mm)/1 Blatt zur Laminierung/eine
Folie aus Polytetrafluorethylen mit einer Dicke von 100 μm, wurden
in dieser Reihenfolge laminiert und bei einer Temperatur von 140°C 5 Minuten
lang unter einem Druck von 2 kg/cm2 zur
Laminierung gepresst, woraufhin die Polytetrafluorethylenfolie abgelöst wurde,
um ein Laminat des Glases/des Blattes zur Laminierung zu erhalten. Dann
wurden zwei Kerben auf das Blatt zur Laminierung in einem Abstand
von 18 mm angebracht, und das Blatt zwischen den Kerben wurde parallel
mit der gekerbten Richtung in einem Winkel von 180° mit einer
Rate von 5 mm/min bei 23°C
abgelöst,
wodurch die Ablösefestigkeit
erhalten wurde (Festigkeit des normalen Zustands).
-
Ferner
wurde nach der Laminierung das Laminat in siedendes Wasser bei 100°C 2 Stunden
lang eingetaucht und dann herausgenommen, und es wurde ein Ablöse-Test
unter den gleichen Bedingungen durchgeführt. Die dadurch erhaltene
Festigkeit wurde als Siedefestigkeit bezeichnet. Die Einheit ist
gf/18 mm.
-
-
-
Wie
aus den in den Tabellen 3 und 4 gezeigten Ergebnissen ersichtlich
ist, ist bei jenen innerhalb des Umfangs der vorliegenden Erfindung
die Gesamtbeurteilung mindestens Δ und
besser.
-
Nr.
15 bis Nr. 17 sind besonders ausgezeichnet, da sowohl ihre Transparenz
als auch Bindefestigkeit auf einem hohen Niveau lagen.
-
Nr. 26 bis Nr. 36
-
Nr. 26
-
Ein
Copolymer-Fluorkohlenstoffharz, umfassend 40 Gew.-% Vinylidenfluorid,
20 Gew.-% Tetrafluorethylen und 40 Gew.-% Tetrafluorethylen, wurde
bei 180°C
mittels eines Extruders extrudiert, um ein Fluorkohlenstoffharzblatt
mit einer Dicke von 200 μm
zu erhalten.
-
Als
ein Klebstoff wurde einer hergestellt, indem ein Fluorkohlenstoffharz,
61 Gew.-% Vinylidenfluorid, 24 Gew.-% Tetrafluorethylen und 15 Gew.-%
Hexafluorpropylen umfasste, und ein Acrylharz, das 95 Gew.-% Methylmethacrylat
und 5 Gew.-% Ethylmethacrylat umfasste, in einem Gewichtsverhältnis von
70/30 erhalten worden war, verwendet, und dieser Klebstoff wurde
in einer Lösungsmittelmischung,
die Butylacetat und Methylisobutylketon (Gewichtsverhältnis: 75/25)
umfasste, gelöst.
Die dadurch erhaltene Lösung
wurde auf das Fluorkohlenstoffharzblatt mittels eines Beschichters
aufbeschichtet und in einem Heizofen von 120°C 30 Sekunden lang erhitzt,
um das Lösungsmittel
zu verdampfen und zu entfernen, wodurch man eine Klebstoffschicht
mit einer Dicke von 1 μm
auf einer Seite des Fluorkohlenstoffharzblatts erhielt.
-
Unter
Verwendung des erhaltenen Fluorkohlenstoffharzblatts des Blattes
zur Laminierung wurden die Bindefestigkeit und die Transparenz evaluiert.
Die Ergebnisse sind in Tabelle 5 gezeigt. Die Evaluierungsverfahren
waren die gleichen, wie für
die Tests der obigen Nr. 15 bis Nr. 25 beschrieben.
-
Nr. 27
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Fluorkohlenstoffharzblatt ein Blatt aus einem Copolymer-Fluorkohlenstoffharz,
umfassend 20 Gew.-% Vinylidenfluorid, 60 Gew.-% Tetrafluorethylen
und 20 Gew.-% Hexafluorpropylen, verwendet wurde.
-
Nr. 28
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Klebstoff einer verwendet wurde, der hergestellt wurde durch
Mischen eines Fluorkohlenstoffharzes, umfassend 100 Gew.-% Vinylidenfluorid,
und eines Acrylharzes, umfassend 100 Gew.-% Methylmethacrylat, in
einem Gewichtsverhältnis von
55/45.
-
Nr. 29
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
ein Fluorkohlenstoffharzblatt, welches keine Klebstoffüberzugsschicht
besaß,
verwendet wurde.
-
Nr. 30
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Klebstoff ein Acryl-Copolymer, welches 95 Gew.-% Methylmethacrylat
und 5 Gew.-% Ethylmethacrylat umfasste, verwendet wurde, und die
Dicke der Klebstoffschicht auf 1,5 μm abgeändert wurde.
-
Nr. 31
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Klebstoff ein Fluorkohlenstoffharz, welches 61 Gew.-% Vinylidenfluorid,
24 Gew.-% Tetrafluorethylen und 15 Gew.-% Hexafluorpropylen umfasste,
verwendet wurde, und die Dicke der Klebstoffschicht auf 1,5 μm abgeändert wurde.
-
Nr. 32
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Klebstoff ein Tetrafluorethylen-Vinylester-Copolymer (Cefral
coat A-402B, hergestellt von Central Glass Co., Ltd.) verwendet wurde,
und die Dicke der Klebstoffschicht auf 1,5 μm abgeändert wurde.
-
Nr. 33
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Klebstoff ein partiell verseiftes Ethylenvinylacetat-Copolymerharz
(Takemerto SD-181, hergestellt von Takeda Chemical Industries, Ltd.)
verwendet wurde, und die Dicke der Klebstoffschicht auf 2 μm abgeändert wurde.
-
Nr. 34
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Klebstoff ein Polyvinylbutyralharz (hergestellt von Sekisui
Chemical Co., Ltd.) verwendet wurde, und die Dicke der Klebstoffschicht
auf 2 μm
abgeändert
wurde.
-
Nr. 35
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Klebstoff ein Klebstoff vom Epoxy-Typ (Araldite AER 280, hergestellt
von Ciba Geigy AG) verwendet wurde, und die Dicke der Klebstoffschicht
auf 5 μm
abgeändert
wurde.
-
Nr. 36
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 26 durchgeführt, außer dass
als Klebstoff ein Klebstoff vom Silicon-Typ (Bond MOS-7, hergestellt
von Konishi K.K.) verwendet wurde, und die Dicke der Klebstoffschicht
auf 5 μm
abgeändert
wurde.
-
Die
Ergebnisse dieser Evaluierungen sind in Tabelle 5 gezeigt.
-
-
Wie
aus in Tabelle 5 gezeigten Ergebnissen ersichtlich ist, war es bei
den Nr. 26 und Nr. 28, bei denen ein Klebstoff, der eine Fluorkohlenstoffharz-Komponente
und eine Acrylharz-Komponente
umfasste, verwendet wurde, möglich,
Glaslaminate zu erhalten, welche ausgezeichnet in der Transparenz
und der Bindefestigkeit waren.
-
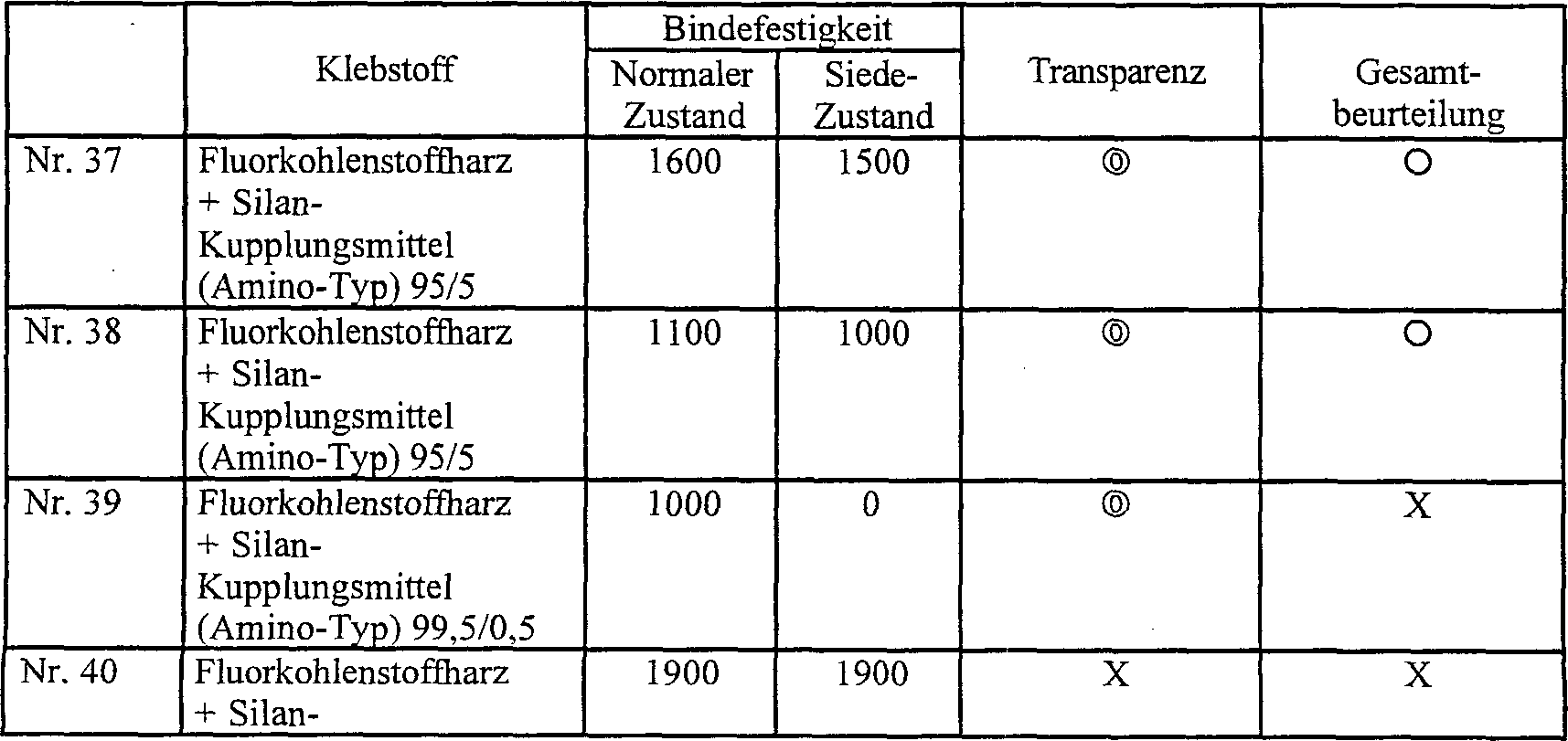
Nr. 37 bis Nr. 41
-
Nr. 37
-
Es
wurde das gleiche Fluorkohlenstoffharzblatt wie in Nr. 26 eingesetzt
verwendet. Als Klebstoff wurde einer verwendet, der durch Mischen
eines Fluorkohlenstoffharzes, umfassend 61 Gew.-% Vinylidenfluorid,
24 Gew.-% Tetrafluorethylen und 15 Gew.-% Hexafluorpropylen, und γ-Aminopropyltriethoxysilan
in einem Gewichtsverhältnis
von 95/5 hergestellt worden war. Dieser Klebstoff wurde in 2-Butanon
gelöst
und auf das Fluorkohlenstoffharzblatt mittels eines Beschichters
aufbeschichtet und in einem Heizofen von 80°C 30 Sekunden lang erhitzt,
um das Lösungsmittel
zu verdampfen und zu entfernen, um eine Klebstoffschicht mit einer
Dicke von 1 μm
auf einer Seite des Fluorkohlenstoffharzblatts auszubilden.
-
Unter
Verwendung des erhaltenen Fluorkohlenstoffharzblatts eines Blattes
zur Laminierung wurden die Bindefestigkeit und die Transparenz evaluiert.
Die Ergebnisse sind in Tabelle 6 gezeigt. Die Evaluierungsverfahren
waren die gleichen wie in den obigen Tests beschrieben.
-
Nr. 38
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 37 ausgeführt, außer dass
als Fluorkohlenstoffharz für
das Fluorkohlenstoffharzblatt und dem Klebstoff ein Copolymer-Fluorkohlen stoffharz,
welches 20 Gew.-% Vinylidenfluorid, 60 Gew.-% Tetrafluorethylen
und 20 Gew.-% Hexafluorpropylen umfasste, verwendet wurde.
-
Nr. 39
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 37 ausgeführt, außer dass
als Klebstoff einer verwendet wurde, der durch Mischen eines Fluorkohlenstoffharzes,
umfassend 40 Gew.-% Vinylidenfluorid, 40 Gew.-% Tetrafluorethylen
und 20 Gew.-% Hexafluorpropylen, und γ-Aminopropyltriethoxysilan in einem Gewichtsverhältnis von
99,5/0,5 hergestellt worden war.
-
Nr. 40
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 37 ausgeführt, außer dass
als Klebstoff einer verwendet wurde, der durch Mischen eines Fluorkohlenstoffharzes,
umfassend 40 Gew.-% Vinylidenfluorid, 40 Gew.-% Tetrafluorethylen
und 20 Gew.-% Hexafluorpropylen, und γ-Aminopropyltriethoxysilan in einem Gewichtsverhältnis von
85/15 hergestellt worden war.
-
Mit
diesem Klebstoff erfuhr die Klebstofflösung eine Viskositätserhöhung im
Verlauf der letzteren Hälfte
der Beschichtungszeit während
des Beschichtens der Klebstoffschicht, wodurch der Beschichtungsvorgang unmöglich wurde.
-
Nr. 41
-
Die
Evaluierung wurde in gleicher Weise wie in Nr. 37 ausgeführt, außer dass
als Klebstoff einer verwendet wurde, der durch Mischen eines Fluorkohlenstoffharzes,
umfassend 40 Gew.-% Vinylidenfluorid, 40 Gew.-% Tetrafluorethylen
und 20 Gew.-% Hexafluorpropylen, und γ-Glycidoxypropyltrimethoxysilan in einem Gewichtsverhältnis von
95/5 hergestellt worden war.
-
Die
Ergebnisse dieser Evaluation sind in Tabelle 6 gezeigt.
-
-
-
Wie
aus den Ergebnissen ersichtlich ist, die in der Tabelle 6 gezeigt
sind, wurden bei der Nr. 37 und Nr. 38, bei denen ein Klebstoff,
der ein Fluorkohlenstoffharz und ein Silan-Kupplungsmittel vom Amino-Typ innerhalb
der vorgeschriebenen Bereiche enthielt, verwendet wurde, Glaslaminate
erhalten, die ausgezeichnet bezüglich
der Transparenz und der Bindefestigkeit waren.
-
Wie
im Vorstehenden beschrieben, sind das Fluorkohlenstoffharzblatt
und das Glaslaminat der vorliegenden Erfindung ausgezeichnet bezüglich dem
Laminierungsverhalten des Blattes und der Glasplatten, und sie haben
somit das Verdienst, dass das dadurch erhaltene Glaslaminat ausgezeichnet
bezüglich
der Transparenz und der Flammverzögerung sind.