DE60020498T2 - Luftreifen sowie Vulkanisierformwerkzeug und Verfahren zur Herstellung von dergestalten Luftreifen - Google Patents
Luftreifen sowie Vulkanisierformwerkzeug und Verfahren zur Herstellung von dergestalten Luftreifen Download PDFInfo
- Publication number
- DE60020498T2 DE60020498T2 DE2000620498 DE60020498T DE60020498T2 DE 60020498 T2 DE60020498 T2 DE 60020498T2 DE 2000620498 DE2000620498 DE 2000620498 DE 60020498 T DE60020498 T DE 60020498T DE 60020498 T2 DE60020498 T2 DE 60020498T2
- Authority
- DE
- Germany
- Prior art keywords
- tread
- tire
- mold
- parting line
- groove bottom
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C11/00—Tyre tread bands; Tread patterns; Anti-skid inserts
- B60C11/03—Tread patterns
- B60C11/04—Tread patterns in which the raised area of the pattern consists only of continuous circumferential ribs, e.g. zig-zag
- B60C11/042—Tread patterns in which the raised area of the pattern consists only of continuous circumferential ribs, e.g. zig-zag further characterised by the groove cross-section
- B60C11/047—Tread patterns in which the raised area of the pattern consists only of continuous circumferential ribs, e.g. zig-zag further characterised by the groove cross-section the groove bottom comprising stone trapping protection elements, e.g. ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C11/00—Tyre tread bands; Tread patterns; Anti-skid inserts
- B60C11/03—Tread patterns
- B60C11/13—Tread patterns characterised by the groove cross-section, e.g. for buttressing or preventing stone-trapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
- B29D2030/0607—Constructional features of the moulds
- B29D2030/0612—Means for forming recesses or protrusions in the tyres, e.g. grooves or ribs, to create the tread or sidewalls patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C2200/00—Tyres specially adapted for particular applications
- B60C2200/10—Tyres specially adapted for particular applications for motorcycles, scooters or the like
Description
- Die vorliegende Erfindung bezieht sich auf einen Luftreifen, eine Reifenform und ein Verfahren zum Herstellen des Reifens, insbesondere auf eine Verbesserung eines Laufflächenrillengrundes.
- Im Vergleich mit einem Radialreifen kann ein Diagonalreifen auf Grund struktureller Ursachen wie Karkassenkordwinkel, Breakerkordwinkel und dergleichen eine große Ausdehnung in einer Reifenform aufweisen. Daher kann zum Vulkanisieren solch eines Diagonalreifens eine zweiteilige Form oder einfach geteilte Form (a), wie in
9A gezeigt, verwendet werden, um die Kosten zu reduzieren und die Produktionseffizienz zu erhöhen. Jedoch wird selbst in solch einem Diagonalreifen, wenn die Ausdehnung zu groß ist, die Karkassenkordverlängerung um den Reifen herum ungleichmäßig und die Gleichmäßigkeit des Reifens wird verschlechtert. Wenn die Karkassenkordspannung ansteigt, verringert sich der Druck gegen die Form, und auf Grund von Gummiknappheit kommt es vermehrt zu fehlerhaften Formteilen. Es ist daher besser, den Rohreifen (t) so groß wie möglich herzustellen, um die Ausdehnung zu verringern. Im Ergebnis verringert sich, wie in9B gezeigt, der Abstand zwischen dem Rohreifen und der Form und wenn die Form geschlossen wird, neigt ein Teil (g) des Rohreifens, der nahe den geteilten Flächen (c) der Form und fast in Kontakt damit angeordnet ist, dazu, dass er zwischen den geteilten Flächen (c) gequetscht wird, und das Aussehen des Reifens verschlechtert sich durch den Formgrat. Es ist somit schwierig, gleichzeitig die durch die Vergrößerung der Rohreifengröße verursachte Gummiquetschung und die durch eine große Ausdehnung des Rohreifens verursachte Verschlechterung der Reifengleichmäßigkeit zu verhin dern. Besonders schwierig ist dies im Fall von Geländemotorradreifen, deren Laufflächenrillen ziemlich tief sind. - Die EP-A1-0836955 offenbart einen Reifen mit einem Vorsprung, der sich in Umfangsrichtung in einer an dem Reifenäquator angeordneten Laufflächenrille erstreckt. Darin wird jedoch nichts über das Verhindern einer Gummiquetschwirkung gesagt.
- Es ist daher ein Ziel der vorliegenden Erfindung, einen Luftreifen und eine Reifenform bereitzustellen, bei denen die Größe des Rohreifens erhöht werden kann, während die Gummiquetschung wirksam verhindert wird und somit das Aussehen des Reifens und die Reifengleichmäßigkeit verbessert werden können.
- Dieses Ziel wird durch einen Reifen mit den Merkmalen von Anspruch 1, durch eine Reifenform mit den Merkmalen von Anspruch 7 und durch ein Verfahren zum Herstellen eines Reifens mit den Merkmalen von Anspruch 10 erreicht.
- Nun werden Ausführungsformen der vorliegenden Erfindung in Verbindung mit den beiliegenden Zeichnungen im Detail beschrieben:
-
1 ist eine Querschnittsansicht eines Luftreifens gemäß der vorliegenden Erfindung; -
2 ist eine abgewickelte Draufsicht, die ein Beispiel von dessen Laufflächenprofil zeigt; -
3 ist eine Querschnittsansicht eines Beispiels des Vorsprunges; -
4 ist eine Querschnittsansicht eines weiteren Beispiels des Vorsprunges; -
5 ist eine perspektivische Ansicht des Vorsprunges; -
6 ist eine Querschnittsansicht einer Reifenvulkanisierform gemäß der vorliegenden Erfindung; -
7 ist eine Querschnittsansicht eines Antiquetscheckenschnitts davon; -
8 ist eine graphische Darstellung zur Erklärung einer Funktion des Antiquetscheckenschnitts; -
9A ist eine Querschnittsansicht, die eine herkömmliche Reifenvulkanisierform zeigt; und -
9B ist eine graphische Darstellung zur Erklärung des Problems davon. - In den Zeichnungen und insbesondere in
1 umfasst ein Luftreifen gemäß der vorliegenden Erfindung einen Laufflächenabschnitt2 mit Laufflächenkanten Te, ein Paar Seitenwandabschnitte3 , ein Paar Wulstabschnitte4 mit jeweils einem Wulstkern5 und einem Wulstkernreiter8 darin und eine Karkasse6 , die sich zwischen den Wulstabschnitten4 erstreckt. - Der Luftreifen in diesem Beispiel ist ein Geländemotorradreifen mit einer Laufflächenfläche
2S , die im Reifenmeridianabschnitt konvex gekrümmt ist, so dass die maximale Reifenabschnittsbreite zwischen den Laufflä chenkanten Te liegt und die Laufflächenkrümmung, die das Verhältnis Lc/Le des radialen Abstands Lc zu dem axialen Abstand Le zwischen zwei Punkten auf der Laufflächenfläche2S an dem Reifenäquator C und Laufflächenkante Te ist, in einem Bereich von 0,45 bis 0,65 liegt (0,54 in1 ). - Die Karkasse
6 in diesem Beispiel ist eine Diagonalkarkasse, die zwei gekreuzte Lagen von unter Schrägstellungswinkeln von 25 bis 60 Grad in Bezug auf die Umfangsrichtung des Reifens angeordneten Korden umfasst. Jede Lage erstreckt sich zwischen den Wulstabschnitten4 durch den Laufflächenabschnitt2 und die Seitenwandabschnitte3 und ist derart um den Wulstkern5 in jedem Wulstabschnitt herum umgeschlagen, dass die Karkasse6 ein Paar Umschlagabschnitte6B und einen Hauptabschnitt6A dazwischen aufweist. Für die Karkassenkorde werden vorzugsweise Korde aus organischen Fasern, z. B. aus Nylon, Polyester, Rayon und dergleichen verwendet. - Zwischen dem Umschlagabschnitt
6B und dem Hauptabschnitt6A in jedem der Wulstabschnitte4 befindet sich ein Gummiwulstkernreiter8 , der sich von dem Wulstkern5 radial nach außen erstreckt, während er sich in Richtung seines radial äußeren Endes verjüngt. - In dem Laufflächenabschnitt
2 ist an der radial äußeren Seite der Karkasse6 ein Breaker7 angeordnet. Der Breaker7 besteht aus zumindest einer Lage (in diesem Beispiel nur einer Lage) von unter Winkeln von 25 bis 60, vorzugsweise 35 bis 60 Grad, in Bezug auf die Umfangsrichtung des Reifens gelegten Korden. Für die Breakerkorde werden geeigneterweise Korde aus denselben organischen Fasern wie die der Karkasse verwendet. - Wie in
2 gezeigt, ist der Laufflächenabschnitt2 mit Laufflächenrillen G, die den Laufflächenabschnitt2 in Laufflächenelemente J unterteilen, versehen. - In dem in
2 gezeigten Beispiel sind die Laufflächenelemente J Blöcke B mit auf dem Reifenäquator C angeordneten mittleren Blöcken B1 und weg von dem Reifenäquator C angeordneten Seitenblöcken B2. Das Laufflächenprofil ist demgemäß ein Blockprofil. - Der gerillte Teil oder der Grund der Laufflächenrillen G ist mit einem Vorsprung
10 , der sich entlang einer Formtrennlinie ML erstreckt, versehen. In dieser Ausführungsform verläuft die Formtrennlinie ML auf dem Reifenäquator C. - Somit erstreckt sich der Vorsprung
10 entlang des Reifenäquators C, während er durch die oben erwähnten mittleren Blöcken B1 unterbrochen wird. Jeder Teil des Vorsprunges10 zwischen den mittleren Blöcken B1 ist durchgehend und die Enden davon sind mit den Blöcken B1 verbunden. - In dem Fall jedoch, dass kein Laufflächenelement (Block) auf der Formtrennlinie (Reifenäquator) vorhanden ist, ist der Vorsprung
10 in der Umfangsrichtung durchgehend. - Wie in
3 gezeigt nimmt die Breite W1 des Vorsprunges10 allmählich von dem Rillengrund9S zu dessen radial äußerem Ende10E hin ab. Daher weist der Vorsprung10 eine im Wesentlichen dreieckige Querschnittsform auf. Vorzugsweise sind die Seitenflächen10a konkav gekrümmt, um zu verhindern, dass sich Risse in Richtung des Rillengrundes9S ausbreiten. In3 , die ein Beispiel zeigt, ist jede Seitenfläche10a entlang eines Kreises, der den Rillengrund9S nicht schneidet, gekrümmt. In4 , die ein weiteres Beispiel zeigt, ist jede Seitenfläche10a entlang eines Kreises, der den Rillengrund9S schneidet, gekrümmt. - An dem Rillengrund
9S weist der Vorsprung10 vorzugsweise eine Breite W1A des 0,5- bis 1,0-fachen der Breite W0 der Rille9 auf. Die radiale Höhe H1 des Vorsprunges10 , gemessen von dem Rillengrund9S zu dem radial äußeren Ende10E , ist vorzugsweise in einem Bereich des 0,1- bis 0,3-fachen der Tiefe H0 des Rillengrundes9S von der Laufflächenfläche2S festgelegt. Im Fall von Motorradreifen ist die Höhe H1 für gewöhnlich in einem Bereich von 1,5 bis 2,5 mm festgelegt und die Breite W1A ist in einem Bereich von 4,0 bis 8,0 mm festgelegt. - Der Vorsprung
10 wird durch ein Reifenvulkanisierungsverfahren als Ergebnis davon gebildet, dass verhindert wird, dass Laufflächenrohgummi zwischen den geteilten Flächen21 einer Form20 gequetscht wird, wie in6 gezeigt. -
6 zeigt ein Beispiel der Form20 , die eine einfach geteilte Form mit einer oberen Form21U und einer unteren Form21L ist, deren geteilte Flächen21 eine Trennlinie bilden. Die Trennlinie (ML) befindet sich, wie in2 gezeigt, in einem Laufflächenmittelbereich Y mit einer axialen Breite von 20 % der Laufflächenbreite (Le × 2) zwischen den Laufflächenkanten Te (1 ), und die Trennlinie erstreckt sich um den Reifen herum. In dieser Ausführungsform ist die Trennlinie entlang des Reifenäquators C gebildet. - Die obere Form
21U und untere Form21L sind an einem Stempel bzw. einem Tisch einer Presse befestigt. Somit können die obere Form21U und untere Form21L durch Auf- und Abwärtsbewegungen des Stempels geöffnet und miteinander geschlossen werden. - Wie in
6 gezeigt weist die Form21 eine Laufflächen-Formungsfläche22 zum Formen des Laufflächenabschnittes, eine Seitenwand-Formungsfläche23 zum Formen jedes der Seitenwandabschnitte und eine Wulst-Formungsfläche24 zum Formen jedes der Wulstabschnitte auf. Die Laufflächen-Formungsfläche22 ist mit vorspringenden Teilen zum Herstellen der Laufflächenrillen versehen. Die oben erwähnte Trennlinie verläuft in der Laufflächen-Formungsfläche22 über einige der vorspringenden Teile25 , die sich auf der Formtrennlinie befinden. Wie in7 gezeigt ist jede der oberen Form und unteren Form in Bezug auf jeden vorspringenden Teil25 , der sich auf der Formtrennlinie befindet, an der Ecke K zwischen der geteilten Fläche21 und der Laufflächen-Formungsfläche22 mit einem Antiquetschschnitt26 versehen. - In dem Reifenmeridianabschnitt ist der Antiquetschschnitt
26 konvex gekrümmt und weist vorzugsweise einen Krümmungsradius R in einem Bereich von 2,0 bis 4,0 mm auf. Im Fall von3 geht die Fläche des Antiquetschschnitts in die geteilte Fläche und die Laufflächen-Formungsfläche über. Im Fall von5 aber schneidet die Fläche die geteilte Fläche und die Laufflächen-Formungsfläche. - Da die Höhe h1 und Breite w1 des Antiquetschschnitts
26 der oben erwähnten Höhe H1 und Breite W1A/2 des Vorsprunges10 entsprechen, werden diese Werte wie folgt bestimmt. Die Höhe h1 liegt in einem Bereich des 0,1- bis 0,3-fachen der radialen Höhe h0 des vorspringenden Teiles25 . Die Breite w1 liegt in einem Bereich des 0,5/2 bis 1,0/2-fachen der Breite W0, das heißt, 0,25- bis 0,5-mal W0. - Wenn (H1, h1) weniger als 0,1-mal (H0, h0) ist, kann eine Gummiquetschung nicht vollständig verhindert werden. Wenn (H1, h1) mehr als 0,3-mal (H0, h0) ist, neigt der Vorsprung
10 , wie in5 gezeigt, durch Belastungen in Umfangsrichtung beim Bremsen und Beschleunigen dazu zu reißen. Demgemäß neigt die Reifenfestigkeit dazu abzunehmen. Auch wenn W1A weniger als 0,5-mal W0 ist oder w1 weniger als 0,25 mal W0 ist, besteht eine Neigung dazu, dass Risse auftreten. - Wie in
6 gezeigt, wird der Rohreifen zwischen der oberen Form21U und der unteren Form21L angeordnet und die Form20 wird geschlossen. Danach wird der Rohreifen mit Hilfe eines in dem Reifen eingelegten Heizbalgs aufgepumpt, so dass er gegen die Formungsflächen22 ,23 und24 der Form20 gedrückt wird. Der Reifen wird erhitzt und vulkanisiert. - Wenn die obere Form
21U und untere Form21L sich einander annähern, um die Form zu schließen, wird, da die Ecken K (7 ) abgerundet sind, ein Hochstreichen des Oberflächengummis Fläche durch die Ecken K reduziert. - Des Weiteren wird, wenn die Form vollständig geschlossen wird, zwischen den geteilten Flächen
21 ein Spalt M gebildet, der, wie in8 gezeigt, allmählich von der Laufflächen-Formungsfläche22 radial nach außen abnimmt. Im Ergebnis wird der Vorsprung10 in dem Rillengrund des geformten Reifens gebildet. Dank dieses Spaltes M können die geteilten Flächen21 beim Schließen der Form einander berühren, bevor der Laufflächengummi das Ende des Spaltes erreicht, und eine Gummiquetschung kann verhindert werden. Daher kann der Rohreifen, wie in6 gezeigt, so groß geformt werden, dass der Laufflächengummi beinahe die vorspringenden Teile25 berührt. Demgemäß wird die notwendige Rei fenausdehnung in der Form20 minimiert und die Knappheit an Laufflächengummi und eine Verschlechterung der Reifengleichmäßigkeit können gesteuert werden. - Vergleichstests
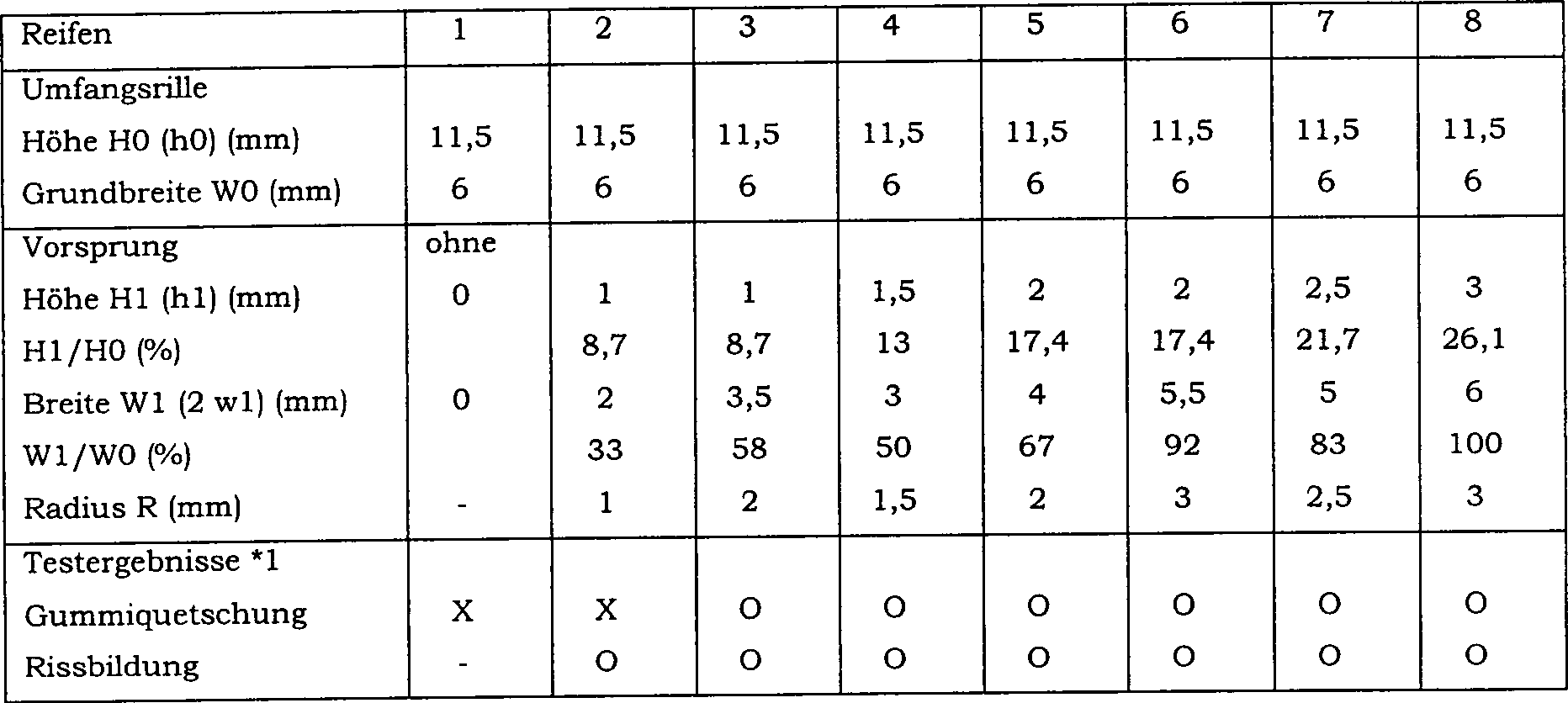
- Geländemotorradreifen (Reifengröße 4,10–18, Felgengröße 2,15) die, mit Ausnahme der Vorsprünge, dasselbe Profil wie in
1 und2 gezeigt aufweisen, wurden hergestellt und auf Gummiquetschung und Rissbildung getestet. Die Testergebnisse und die Spezifikationen der Vorsprünge sind in Tabelle 1 gezeigt. - Rissbildungstest:
- Ein am Hinterrad mit dem Testreifen (Druck 225 kPa) versehenes Motorrad mit 250 cm3 wurde mit hoher Geschwindigkeit (max. 210 km/h) für 30 Kilometer auf einer Reifenteststrecke gefahren und der Vorsprung wurde auf Risse überprüft.
- Tabelle 1
-
- *1) O = nicht aufgetreten, X = aufgetreten Wie oben stehend erklärt, kann die vorliegende Erfindung geeigneterweise auf die oben erwähnten Geländediagonalreifen für Motorräder und Formen für diese angewendet werden, es ist jedoch auch möglich, sie auf verschiedene Reifen für Personenwagen und dergleichen und Formen für diese anzuwenden.
Claims (10)
- Luftreifen mit einem Laufflächenabschnitt (
2 ), der mit Laufflächenrillen (G), die einen Rillengrund (9S ) definieren, und einer Formtrennlinie (ML) in dem Rillengrund versehen ist, wobei die Formtrennlinie (ML) sich in Umfangsrichtung des Reifens erstreckt, dadurch gekennzeichnet, dass der Rillengrund mit einem Vorsprung (10 ) versehen ist, der radial nach außen von dem Rillengrund (9S ) vorsteht und sich entlang der Formtrennlinie (ML) erstreckt, wobei der Vorsprung eine dreieckige Querschnittsform aufweist, die Breite (W) des Vorsprunges von dem Rillengrund (9S ) bis zu dem radial äußeren Ende (10E ) des Vorsprunges allmählich abnimmt und die Höhe des Vorsprunges das 0,1- bis 0,3-fache der Tiefe des Rillengrundes (9S ) beträgt. - Luftreifen nach Anspruch 1, dadurch gekennzeichnet, dass die Formtrennlinie (ML) sich innerhalb des Laufflächenmittelbereiches (Y) befindet, der eine axiale Breite von 20% der Laufflächenbreite zwischen den Laufflächenkanten aufweist.
- Luftreifen nach Anspruch 1, dadurch gekennzeichnet, dass der Vorsprung (
10 ) sich entlang des Reifenäquators erstreckt. - Luftreifen nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, dass der Vorsprung (
10 ) eine Breite des 0,5- bis 1,0-fachen einer Rillenbreite am Rillengrund aufweist. - Luftreifen nach Anspruch 1, 2, 3 oder 4, dadurch gekennzeichnet, dass die Laufflächenrillen (G) den Laufflächenabschnitt (
2S ) in Laufflächenelemente unterteilen, und die Laufflächenelemente Laufflächenelemente umfassen, die sich auf der Formtrennlinie befinden und durch die der Vorsprung unterbrochen ist. - Luftreifen nach Anspruch 1, 2, 3, 4 oder 5, gekennzeichnet durch eine Karkasse (
6 ), die zwei gekreuzte Lagen aus Korden umfasst, die unter Schrägstellungswinkeln von 25 bis 60 Grad in Bezug auf die Umfangsrichtung des Reifens angeordnet sind. - Form für einen Reifen, wobei der Reifen einen Laufflächenabschnitt (
2 ) aufweist, der mit Laufflächenrillen (G) versehen ist, die einen Rillengrund (9S ) definieren, und mit einer Laufflächen-Formungsfläche (22 ) zum Formen des Laufflächenabschnittes, und zumindest zwei Formen (21U ,21L ), die geteilte Flächen (21 ) sind, welche eine Trennlinie (ML) auf der Laufflächen-Formungsfläche (22 ) bilden, wobei die Laufflächen-Formungsfläche (22 ) mit vorspringenden Teilen (25 ) zum Bilden der Laufflächenrillen (G) versehen ist, wobei die Trennlinie (ML) sich über zumindest einen der vorspringenden Teile erstreckt, so dass die Formtrennlinie (ML) in Umfangsrichtung in dem Rillengrund eines in der Form hergestellten Reifens verläuft, dadurch gekennzeichnet, dass in dem zumindest einen der vorspringenden Teile eine Ecke (K) zwischen der Laufflächen-Formungsfläche (22 ) und jeder der geteilten Flächen (21 ) durch einen konvexen Bogen abgeschnitten ist, so dass zwischen den geteilten Flächen ein allmählich abnehmender Spalt gebildet ist, und wobei die Höhe (h1) des Schnittes im Bereich des 0,1- bis 0,3-fachen der Höhe (h0) des vorspringenden Teils (25 ) liegt. - Reifenform nach Anspruch 7, dadurch gekennzeichnet, dass die Trennlinie (ML) sich in einem Laufflächenmittelbereich erstreckt, der eine axiale Breite von 20% der Laufflächenbreite zwischen den Laufflächenkanten aufweist.
- Reifenform nach Anspruch 7, dadurch gekennzeichnet, dass die Trennlinie (ML) sich entlang des Reifenäquators erstreckt.
- Verfahren zum Herstellen eines Reifens mit den Schritten, dass: eine Form bereitgestellt wird, die zumindest zwei Formen (
21U ,21L ) und eine Laufflächen-Formungsfläche (22 ) an den Formen zum Formen eines Laufflächenabschnittes des Reifens aufweist, wobei die zumindest zwei Formen (21U ,21L ) geteilte Flächen (21 ) sind, die eine Trennlinie (ML) an der Laufflächen-Formungsfläche (22 ) bilden, wobei die Laufflächen-Formungsfläche (22 ) mit vorspringenden Teilen (25 ) zum Bilden von Laufflächenrillen (G) versehen wird, wobei die Trennlinie (ML) sich über zumindest einen der vorspringenden Teile erstreckt, so dass die Formtrennlinie (ML) in Umfangsrichtung in dem Rillengrund eines in der Form hergestellten Reifens verläuft, und wobei in zumindest einem der vorspringenden Teile eine Ecke (K) zwischen der Laufflächen-Formungsfläche (22 ) und jeder der geteilten Flächen (21 ) durch einen konvexen Bogen abgeschnitten wird, so dass zwischen den geteilten Flächen ein allmählich abnehmender Spalt gebildet wird, wobei die Höhe (h1) des Schnittes im Bereich des 0,1- bis 0,3-fachen der Höhe (h0) des vorspringenden Teils (25 ) liegt, ein Rohreifen in der Reifenform angeordnet wird, die Reifenform geschlossen und der Reifen vulkanisiert wird, die Reifenform geöffnet und der vulkanisierte Reifen entnommen wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35068699 | 1999-12-09 | ||
| JP35068699A JP3405701B2 (ja) | 1999-12-09 | 1999-12-09 | 空気入りタイヤおよびそのタイヤ加硫金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE60020498D1 DE60020498D1 (de) | 2005-07-07 |
| DE60020498T2 true DE60020498T2 (de) | 2006-04-27 |
Family
ID=18412163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE2000620498 Expired - Lifetime DE60020498T2 (de) | 1999-12-09 | 2000-12-08 | Luftreifen sowie Vulkanisierformwerkzeug und Verfahren zur Herstellung von dergestalten Luftreifen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1106392B1 (de) |
| JP (1) | JP3405701B2 (de) |
| DE (1) | DE60020498T2 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3125461A1 (fr) * | 2021-07-26 | 2023-01-27 | Compagnie Generale Des Etablissements Michelin | Pneumatique pour motocylcette a haute vitesse limite |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4101549B2 (ja) | 2002-04-15 | 2008-06-18 | 株式会社ブリヂストン | モーターサイクル用タイヤ |
| JP4542858B2 (ja) | 2004-04-15 | 2010-09-15 | 東洋ゴム工業株式会社 | 重荷重用空気入りタイヤ |
| JP2006247921A (ja) * | 2005-03-09 | 2006-09-21 | Yokohama Rubber Co Ltd:The | タイヤ成形用金型及びそのタイヤ成形用金型により製造した空気入りタイヤ |
| JP2006289737A (ja) * | 2005-04-08 | 2006-10-26 | Bridgestone Corp | タイヤ加硫金型 |
| JP7126964B2 (ja) * | 2019-02-18 | 2022-08-29 | 株式会社ブリヂストン | 二輪車用タイヤ |
| IT202000003847A1 (it) * | 2020-02-25 | 2021-08-25 | Prometeon Tyre Group S R L | Stampo per la vulcanizzazione di pneumatici per veicoli |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3431655A1 (de) * | 1984-08-29 | 1986-03-13 | Continental Gummi-Werke Ag, 3000 Hannover | Fahrzeugluftreifen |
| JPS63182109U (de) * | 1987-05-19 | 1988-11-24 | ||
| US5375639A (en) * | 1991-07-10 | 1994-12-27 | The Yokohhama Rubber Co., Ltd. | Pneumatic tire |
| JP2955202B2 (ja) * | 1995-02-13 | 1999-10-04 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| JPH09323509A (ja) * | 1996-06-06 | 1997-12-16 | Bridgestone Corp | 荒れた路面を走行する乗用車乃至ライト・トラック用空気入りラジアル・タイヤ |
| IT1284979B1 (it) * | 1996-10-18 | 1998-05-28 | Pirelli Coodinamento Pneumatic | Pneumatico con migliorate prestazioni e relativi motodo e stampo di fabbricazione |
| JPH10151914A (ja) * | 1996-11-21 | 1998-06-09 | Yokohama Rubber Co Ltd:The | 重荷重用空気入りラジアルタイヤ |
| IT1289182B1 (it) * | 1997-01-20 | 1998-09-29 | Pirelli | Pneumatico a bassa resistenza di rotolamento in particolare per ruote motrici di veicoli pesanti |
| WO2000026041A1 (en) * | 1998-10-29 | 2000-05-11 | Pirelli Pneumatici S.P.A. | Tyre and tread thereof |
| US6640858B2 (en) * | 1999-12-07 | 2003-11-04 | Sumitomo Rubber Industries, Ltd. | Tire having tread grooves having right-hand groove wall and left-hand groove wall |
-
1999
- 1999-12-09 JP JP35068699A patent/JP3405701B2/ja not_active Expired - Fee Related
-
2000
- 2000-12-08 EP EP20000310983 patent/EP1106392B1/de not_active Expired - Lifetime
- 2000-12-08 DE DE2000620498 patent/DE60020498T2/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3125461A1 (fr) * | 2021-07-26 | 2023-01-27 | Compagnie Generale Des Etablissements Michelin | Pneumatique pour motocylcette a haute vitesse limite |
| WO2023007071A1 (fr) * | 2021-07-26 | 2023-02-02 | Compagnie Generale Des Etablissements Michelin | Pneumatique pour motocylcette a haute vitesse limite |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3405701B2 (ja) | 2003-05-12 |
| JP2001163014A (ja) | 2001-06-19 |
| EP1106392A3 (de) | 2003-03-26 |
| EP1106392A2 (de) | 2001-06-13 |
| DE60020498D1 (de) | 2005-07-07 |
| EP1106392B1 (de) | 2005-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE602005001427T2 (de) | LKW-Luftreifen | |
| DE1729752C2 (de) | Verfahren zum Herstellen eines Gürtelreifens | |
| DE60117937T2 (de) | Verfahren zur Herstellung einer Gummikomponente für einen Luftreifen, Luftreifen enthaltend zumindest eine solche Komponente, sowie Verfahren zur Herstellung eines Luftreifens unter Verwendung mindestens einer solchen Komponente | |
| DE60033359T2 (de) | Luftreifen | |
| EP0548703B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Fahrzeugluftreifens | |
| DE102008013769B4 (de) | Verfahren zum Herstellen eines Luftreifens | |
| DE102008012841B4 (de) | Luftreifen und Verfahren zur Herstellung von derartigen Luftreifen | |
| DE10360432A1 (de) | Luftreifen und Herstellungsverfahren dafür | |
| DE602005002692T2 (de) | Methode zur Herstellung eines Kautschukelements für Reifen | |
| DE102007047134B4 (de) | Luftreifen | |
| DE102006002455B4 (de) | Luftreifen | |
| DE112016000774T5 (de) | Luftreifen | |
| DE2944345A1 (de) | Gummifederreifen und verfahren zu seiner herstellung | |
| DE112018006716T5 (de) | Luftreifen | |
| DE60020498T2 (de) | Luftreifen sowie Vulkanisierformwerkzeug und Verfahren zur Herstellung von dergestalten Luftreifen | |
| DE60304884T2 (de) | Segmentierte reifenform zur verringerung von grat | |
| DE1937931A1 (de) | Dehnbarer Guertel zur Verwendung bei Guertelreifen | |
| DE3102614A1 (de) | Radialreifen-karkasse und verfahren zu ihrer herstellung | |
| DE60117496T2 (de) | Vulkanisierformwerkzeug für Luftreifen | |
| DE60305116T2 (de) | LKW Lenkreifen, Reifenformwerkzeug und Verfahren zum Formen | |
| DE1957213A1 (de) | Luftreifen | |
| DE102006009741B4 (de) | Luftreifen | |
| EP0591125B1 (de) | Reifen | |
| EP3475070B1 (de) | Verfahren zur herstellung eines vollgummireifens und nach dem verfahren hergestellter vollgummireifen | |
| EP1740398B1 (de) | Fahrzeugluftreifen mit mehrteiligem kernprofil und verfahren zu dessen herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8364 | No opposition during term of opposition |