CN219052603U - 一种冲压成型模具 - Google Patents
一种冲压成型模具 Download PDFInfo
- Publication number
- CN219052603U CN219052603U CN202320918368.0U CN202320918368U CN219052603U CN 219052603 U CN219052603 U CN 219052603U CN 202320918368 U CN202320918368 U CN 202320918368U CN 219052603 U CN219052603 U CN 219052603U
- Authority
- CN
- China
- Prior art keywords
- fixedly connected
- plate
- bearing plate
- bottom plate
- stamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
本实用新型适用于模具领域,提供了一种冲压成型模具,包括底板,所述底板的顶部固定连接有多个固定导筒,所述固定导筒的内部滑动连接有导向杆,多个所述导向杆的顶部固定连接有承载板,所述承载板靠近底板的侧面固定连接有冲杆,所述底板的顶部固定连接有冲压台,所述冲压台的表面中部开设有与冲杆相适配的孔槽。本实用新型在对零件夹持时,零件的两端会伸入两个容纳槽中,使得零件的四边均与夹板抵接,避免了零件发生偏移;冲孔完毕后,伸缩杆带动承载板上升,承载板带动固定筒和夹板反向移动,从而再次露出零件,便于零件的收取;两个斜切面的设置,增大了零件摆放的范围,不必精确的摆放零件,便于零件的安放。
Description
技术领域
本实用新型属于模具领域,尤其涉及一种冲压成型模具。
背景技术
冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的加工成型方法。冲压的坯料主要是热轧和冷轧的钢板和钢带。冲压模具是在冷冲压加工中,将材料加工成零件的一种特殊工艺装备,称为冷冲压模具。现阶段,有些材料需要冲压穿孔。
在中国实用新型专利申请CN210547362U中公开的一种冲压成型模具,包括固定板、冲压装置、支撑装置、支撑板和收集装置,所述固定板的底部固定焊接有四组限位柱,虽然该实用新型通过在置物槽的两侧设置置物块,将冲压件放置到两置物块之间,能够有效地减少材料在冲压过程中的偏移,但是该实用新型的置物块只设置在冲压件的两边,冲压件的另外两边则没有阻挡物,冲压时,冲压件还是有可能从另外两边偏移,则,该实用新型的使用效果大大降低,如果在另外两边也设置置物块,就会导致冲压件的取放不方便。
为避免上述技术问题,确有必要提供一种冲压成型模具以克服现有技术中的所述缺陷。
实用新型内容
本实用新型的目的在于提供一种冲压成型模具,旨在解决冲压件偏移的问题。
本实用新型实施例是这样实现的,一种冲压成型模具,包括底板,所述底板的顶部固定连接有多个固定导筒,所述固定导筒的内部滑动连接有导向杆,多个所述导向杆的顶部固定连接有同一个承载板,所述承载板靠近底板的侧面固定连接有冲杆,所述底板的顶部固定连接有冲压台,所述冲压台的表面中部开设有与冲杆相适配的孔槽,冲杆的一端能够伸入孔槽中,所述冲压台的两侧均开设有滑槽,所述滑槽的内部滑动连接有滑块,两个所述滑块的顶部均固定连接有固定筒,所述固定筒的内部滑动连接有夹板,所述夹板和固定筒之间连接有第一压缩弹簧,所述夹板靠近冲压台中心的侧面开设有容纳槽,所述容纳槽用于容纳零件,且容纳槽的左右两侧的端部均开设有斜切面,所述固定筒和滑块的内部均开设有导向槽,所述承载板的底部固定连接有驱动杆,所述驱动杆与导向槽滑动连接,还包括:
驱动组件,所述驱动组件连接在底板上,驱动组件的输出端连接在承载板上,驱动组件用于带动承载板升降。
进一步的技术方案,所述驱动组件包括固定连接在底板上的支撑架,所述支撑架的顶部固定连接有伸缩杆,所述伸缩杆的活动端固定连接在承载板的顶部。
进一步的技术方案,还包括顶压机构,所述顶压机构包括两个滑动连接在承载板上的连接杆,两个所述连接杆的底部固定连接有顶压板,所述顶压板上开设有供冲杆穿过的贯穿孔,两个所述连接杆的顶部均固定连接有挡片,所述顶压板和承载板之间连接有两个第二压缩弹簧,两个所述第二压缩弹簧分别套设在两个连接杆上。
进一步的技术方案,还包括收集抽屉,所述冲压台的前侧面开设有安装槽,所述收集抽屉滑动连接在安装槽的内部,所述孔槽与收集抽屉的内部连通。
进一步的技术方案,两个所述滑槽关于冲压台的中心面对称分布。
相较于现有技术,本实用新型的有益效果如下:
本实用新型实施例提供的一种冲压成型模具,在对零件夹持时,零件的两端会伸入两个容纳槽中,使得零件的四边均与夹板抵接,避免了零件发生偏移;冲孔完毕后,伸缩杆带动承载板上升,承载板带动固定筒和夹板反向移动,从而再次露出零件,便于零件的收取;两个斜切面的设置,增大了零件摆放的范围,不必精确的摆放零件,便于零件的安放。
附图说明
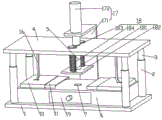
图1为本实用新型的立体结构示意图;
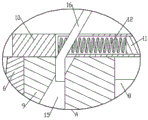
图2为本实用新型的正视局部截面结构示意图;
图3为本实用新型的图2中A处放大结构示意图;
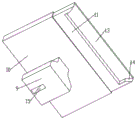
图4为本实用新型的夹板立体结构示意图。
附图中:底板1、固定导筒2、导向杆3、承载板4、冲杆5、冲压台6、孔槽7、滑槽8、滑块9、固定筒10、夹板11、第一压缩弹簧12、容纳槽13、斜切面14、导向槽15、驱动杆16、驱动组件17、支撑架171、伸缩杆172、顶压机构18、连接杆181、顶压板182、挡片183、第二压缩弹簧184、收集抽屉19。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
以下结合具体实施例对本实用新型的具体实现进行详细描述。
如图1-4所示,为本实用新型提供的一种冲压成型模具,包括底板1,所述底板1的顶部固定连接有四个固定导筒2,所述固定导筒2的内部滑动连接有导向杆3,四个所述导向杆3的顶部固定连接有同一个承载板4,所述承载板4靠近底板1的侧面固定连接有冲杆5,冲杆5用于对零件进行冲孔,优选的,冲杆5和承载板4可拆卸连接,进而可对冲杆5进行更换,便于对该装置进行维修,所述底板1的顶部固定连接有冲压台6,所述冲压台6的表面中部开设有与冲杆5相适配的孔槽7,冲杆5的一端能够伸入孔槽7中,所述冲压台6的两侧均开设有滑槽8,两个滑槽8关于冲压台6的中心面对称分布,所述滑槽8的内部滑动连接有滑块9,两个所述滑块9的顶部均固定连接有固定筒10,所述固定筒10的内部滑动连接有夹板11,所述夹板11和固定筒10之间连接有第一压缩弹簧12,所述夹板11靠近冲压台6中心的侧面开设有容纳槽13,所述容纳槽13用于容纳零件,容纳槽13到冲压台6表面的距离与零件的厚度相适配,且容纳槽13的左右两侧的端部均开设有斜切面14,便于零件进入容纳槽13中,所述固定筒10和滑块9的内部均开设有导向槽15,所述承载板4的底部固定连接有驱动杆16,所述驱动杆16与导向槽15滑动连接,驱动杆16为旋转90°的“Z”字形,驱动杆16下降时,驱动杆16的斜边会挤压固定筒10和滑块9,从而使固定筒10带动夹板11水平运动,还包括:
驱动组件17,所述驱动组件17连接在底板1上,驱动组件17的输出端连接在承载板4上,驱动组件17用于带动承载板4升降。
在本实施例中,将零件放到冲压台6上,驱动组件17带动承载板4下降,承载板4带动驱动杆16下降,驱动杆16带动固定筒10和滑块9移动,固定筒10带动第一压缩弹簧12和夹板11运动,两个夹板11将零件夹持并固定,且零件的两端会伸入两个容纳槽13中,使得零件的四边均与夹板11抵接,则避免了零件发生偏移,然后承载板4带动冲杆5继续下降,此时,第一压缩弹簧12受到夹板11的挤压而变形,冲杆5对零件进行冲孔,冲孔完毕后,驱动组件17带动承载板4上升,承载板4带动驱动杆16上升,驱动杆16带动固定筒10和夹板11反向移动,从而再次露出零件,便于零件的更换。
在本实用新型实施例中,如图1-2所示,作为本实用新型的一种优选实施例,所述驱动组件17包括固定连接在底板1上的支撑架171,所述支撑架171的顶部固定连接有伸缩杆172,优选的,该伸缩杆172可以为气动杆或液压杆中的一种,所述伸缩杆172的活动端固定连接在承载板4的顶部。伸缩杆172可以带动承载板4进行升降。
在本实用新型实施例中,如图1-2所示,作为本实用新型的一种优选实施例,还包括顶压机构18,所述顶压机构18包括两个滑动连接在承载板4上的连接杆181,两个所述连接杆181的底部固定连接有顶压板182,所述顶压板182上开设有供冲杆5穿过的贯穿孔,两个所述连接杆181的顶部均固定连接有挡片183,挡片183用于避免连接杆181从承载板4上脱出,所述顶压板182和承载板4之间连接有两个第二压缩弹簧184,两个所述第二压缩弹簧184分别套设在两个连接杆181上。
在冲孔时,驱动组件17带动承载板4下降,承载板4带动冲杆5和连接杆181下降,当顶压板182的底部抵接在零件的顶部时,承载板4继续带动冲杆5下降,此时,承载板4挤压第二压缩弹簧184,第二压缩弹簧184变形,冲杆5对零件进行冲孔,顶压机构18再次对零件进行压紧,避免零件偏移。
在本实用新型实施例中,如图1-2所示,作为本实用新型的一种优选实施例,还包括收集抽屉19,所述冲压台6的前侧面开设有安装槽,所述收集抽屉19滑动连接在安装槽的内部,所述孔槽7与收集抽屉19的内部连通,零件冲孔后残余的材料会落进收集抽屉19内,便于工作人员的收集和清理。
此冲压成型模具,在对零件进行冲孔时,将零件放到冲压台6上,伸缩杆172带动承载板4下降,承载板4带动驱动杆16下降,驱动杆16带动固定筒10和滑块9移动,固定筒10带动第一压缩弹簧12和夹板11运动,两个夹板11将零件夹持并固定,且零件的两端会伸入两个容纳槽13中,使得零件的四边均与夹板11抵接,在冲孔过程中,避免了零件发生偏移,然后承载板4带动冲杆5继续下降,此时,两个夹板11因与零件抵接而固定,则固定筒10会继续挤压第一压缩弹簧12,第一压缩弹簧12受到挤压而变形,当顶压板182的底部抵接在零件的顶部时,承载板4继续带动冲杆5下降,此时,承载板4挤压第二压缩弹簧184,第二压缩弹簧184变形,然后冲杆5对零件进行冲孔,在第二压缩弹簧184的作用下,顶压板182再次对零件进行压紧,避免零件偏移,被冲压掉的零件残片会掉落到收集抽屉19中;冲孔完毕后,伸缩杆172带动承载板4上升,承载板4带动固定筒10和夹板11反向移动,从而再次露出零件,便于零件的更换,零件更换完毕后,即可进行下次冲孔;在摆放零件时,当零件摆放位置有偏差时,两个夹板11上的斜切面14先与零件的四个角抵接,随着两个夹板11的继续移动,斜切面14会挤压零件,使零件运动到容纳槽13内,继而使零件被夹板11夹紧,两个斜切面14的设置,增大了零件摆放的范围,不必精确的摆放零件,便于零件的安放。
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
Claims (5)
1.一种冲压成型模具,包括底板,其特征在于,所述底板的顶部固定连接有多个固定导筒,所述固定导筒的内部滑动连接有导向杆,多个所述导向杆的 顶部固定连接有承载板,所述承载板靠近底板的侧面固定连接有冲杆,所述底板的顶部固定连接有冲压台,所述冲压台的表面中部开设有与冲杆相适配的孔槽,所述冲压台的两侧均开设有滑槽,所述滑槽的内部滑动连接有滑块,两个所述滑块的顶部均固定连接有固定筒,所述固定筒的内部滑动连接有夹板,所述夹板和固定筒之间连接有第一压缩弹簧,所述夹板靠近冲压台中心的侧面开设有容纳槽,且容纳槽的左右两侧的端部均开设有斜切面,所述固定筒和滑块的内部均开设有导向槽,所述承载板的底部固定连接有驱动杆,所述驱动杆与导向槽滑动连接,还包括:
驱动组件,所述驱动组件连接在底板上,驱动组件的输出端连接在承载板上,驱动组件用于带动承载板升降。
2.根据权利要求1所述的冲压成型模具,其特征在于,所述驱动组件包括固定连接在底板上的支撑架,所述支撑架的顶部固定连接有伸缩杆,所述伸缩杆的活动端固定连接在承载板的顶部。
3.根据权利要求1所述的冲压成型模具,其特征在于,还包括顶压机构,所述顶压机构包括两个滑动连接在承载板上的连接杆,两个所述连接杆的底部固定连接有顶压板,所述顶压板上开设有供冲杆穿过的贯穿孔,两个所述连接杆的顶部均固定连接有挡片,所述顶压板和承载板之间连接有两个第二压缩弹簧,两个所述第二压缩弹簧分别套设在两个连接杆上。
4.根据权利要求1-3任一项所述的冲压成型模具,其特征在于,还包括收集抽屉,所述冲压台的侧面开设有安装槽,所述收集抽屉滑动连接在安装槽的内部,所述孔槽与收集抽屉的内部连通。
5.根据权利要求1所述的冲压成型模具,其特征在于,两个所述滑槽关于冲压台的中心面对称分布。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320918368.0U CN219052603U (zh) | 2023-04-23 | 2023-04-23 | 一种冲压成型模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320918368.0U CN219052603U (zh) | 2023-04-23 | 2023-04-23 | 一种冲压成型模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219052603U true CN219052603U (zh) | 2023-05-23 |
Family
ID=86348341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202320918368.0U Active CN219052603U (zh) | 2023-04-23 | 2023-04-23 | 一种冲压成型模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219052603U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116727520A (zh) * | 2023-07-24 | 2023-09-12 | 天台天银机械科技有限公司 | 一种套筒生产设备及其生产方法 |
| CN117102376A (zh) * | 2023-10-23 | 2023-11-24 | 宿迁胜星科技有限公司 | 一种用于铝型材电子散热器加工的冲孔模具 |
-
2023
- 2023-04-23 CN CN202320918368.0U patent/CN219052603U/zh active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116727520A (zh) * | 2023-07-24 | 2023-09-12 | 天台天银机械科技有限公司 | 一种套筒生产设备及其生产方法 |
| CN116727520B (zh) * | 2023-07-24 | 2024-03-29 | 天台天银机械科技有限公司 | 一种套筒生产设备及其生产方法 |
| CN117102376A (zh) * | 2023-10-23 | 2023-11-24 | 宿迁胜星科技有限公司 | 一种用于铝型材电子散热器加工的冲孔模具 |
| CN117102376B (zh) * | 2023-10-23 | 2024-01-09 | 宿迁胜星科技有限公司 | 一种用于铝型材电子散热器加工的冲孔模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN219052603U (zh) | 一种冲压成型模具 | |
| CN111633108A (zh) | 一种便于双侧冲压的冲压翻孔设备 | |
| CN211464429U (zh) | 矩形管制作模具 | |
| CN214022969U (zh) | 一种汽车零部件生产用冲压车床 | |
| CN210702008U (zh) | 一种散热器主片冲孔模具 | |
| CN211539225U (zh) | 一种冰箱钣金件的冲压模具 | |
| CN211437741U (zh) | 横梁连续落料模 | |
| CN211464510U (zh) | 高强度板制件修边冲孔、翻边整形、冲孔侧冲孔修边三工位合模 | |
| CN218049877U (zh) | 一种可批量处理的高效冲压模具 | |
| CN216937957U (zh) | 一种多孔冲模装置 | |
| CN216226554U (zh) | 一种钢材生产用冲压装置 | |
| CN212469446U (zh) | 天窗支条的压凹模具 | |
| CN218134424U (zh) | 一种显示器边框高精冲压模具 | |
| CN213671363U (zh) | 一种多孔位工业铝型材液压冲床 | |
| CN212121425U (zh) | 货箱安装支架用的冲压模具 | |
| CN115156401B (zh) | 一种紧固件用金属垫片冲压加工成型设备 | |
| CN217191920U (zh) | 一种取暖底座冲压成型机 | |
| CN220554869U (zh) | 副车架安装支架一模双件连续模 | |
| CN216606921U (zh) | 一种多折角工件一次成型模具 | |
| CN219703117U (zh) | 一种波折板、波浪板成型模具 | |
| CN218838383U (zh) | 一种用于塑料玩具加工的成型模具 | |
| CN217252338U (zh) | 一种金属家具配件加工用冲压模具 | |
| CN215697353U (zh) | 一种一体成型冲压模具 | |
| CN219837028U (zh) | 一种冲压模具托料定位结构 | |
| CN219664924U (zh) | 一种下沉式冲压脱料模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |