CN218533255U - 一种全自动插头引脚线焊接装置 - Google Patents
一种全自动插头引脚线焊接装置 Download PDFInfo
- Publication number
- CN218533255U CN218533255U CN202221496549.0U CN202221496549U CN218533255U CN 218533255 U CN218533255 U CN 218533255U CN 202221496549 U CN202221496549 U CN 202221496549U CN 218533255 U CN218533255 U CN 218533255U
- Authority
- CN
- China
- Prior art keywords
- welding
- wire
- plug
- module
- full
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Manufacturing Of Electrical Connectors (AREA)
Abstract
本实用新型涉及机械自动化技术领域,尤指一种全自动插头引脚线焊接装置;所述焊接装置包括引脚线成型模块、引脚线进料模块、插头进料模块、作业平台、焊接模块、运输模块和底座;所述底座内设有收集槽;所述底座的上表面前端开设有连通收集槽的收集窗口,上表面后端设有支撑架;所述插头进料模块、作业平台和运输模块均为两组,分别安装于底座的上表面左右两端;通过引脚线成型模块实现引脚线的自动生成;通过引脚线进料模块和插头进料模块对引脚线和插头的进料运输,作业平台对引脚线和插头的自动固定定位,实现焊接的全自动焊接作业;本实用新型具有原材料自动处理,自动化焊接运行,运作稳定,降低人工成本,提高生产效率的特点。
Description
技术领域
本实用新型涉及机械自动化技术领域,尤指一种全自动插头引脚线焊接装置。
背景技术
插头在人们的日常生活中有着广泛的使用,目前市场上的插头的生产方式主要采用人工或者半自动为主的生产方式形式。人工组装焊接,其效率比较低,而且产品一致性也不是太好,容易造成产品报废;半自动焊接接线采用单线直线插装形式,效率低,故障率也比较高。只能实现单个方向的插线和焊接,无法实现包含线材的自动裁切,沾锡以及插座的自动上料,自动插线,自动焊接,自动下料的全自动的焊接功能。
实用新型内容
为了克服现有技术中的不足,本实用新型旨在现有技术中进行突破创新,提供一种新型的焊接装置,尤其涉及一种全自动插头引脚线焊接装置,具有原材料自动处理,自动化焊接运行,运作稳定,降低人工成本,提高生产效率的特点。
为实现上述目的,本实用新型采用的技术方案是:一种全自动插头引脚线焊接装置,所述焊接装置包括引脚线成型模块、引脚线进料模块、插头进料模块、作业平台、焊接模块、运输模块和底座;所述底座内设有收集槽;所述底座的上表面前端开设有连通收集槽的收集窗口,上表面后端设有支撑架;所述支撑架上设有连接板;所述引脚线进料模块包括进料台、第一夹取组件和第二夹取组件;所述焊接模块和第二夹取组件均为为两组,分别安装于连接板上;所述连接板一侧面的与两组焊接模块相连接,另一侧面与两组第二夹取组件相连接;所述插头进料模块、作业平台和运输模块均为两组,分别安装于底座的上表面左右两端;所述引脚线成型模块安装于底座上方。
进一步地,所述引脚线成型模块包括进线组件、裁线组件、沾锡组件和支撑板;所述进线组件上设有进线孔;所述裁线组件包括固定机构和裁线机构;所述沾锡组件包括沾锡旋转机构、沾锡固定夹、锡炉;所述支撑板、锡炉、固定机构和裁线机构均安装于底座上表面;所述第一夹取组件安装于支撑板上方。
进一步地,所述沾锡固定夹安装于支撑板上,与沾锡旋转机构相连接;锡炉安装于沾锡固定夹下方。
进一步地,所述第一夹取组件包括运动气缸和第一夹子;所述第二夹取组件包括第二夹取运动机构和第二夹子;所述进料台安装于底座上方;所述进料台包括夹线装置和旋转机构。
进一步地,所述夹线装置上设有定位凹槽;所述第二夹子与定位凹槽相匹配。
进一步地,所述焊接模块包括焊接运动机构和焊接组件;所述焊接组件上设有两个焊接头。
进一步地,所述插头进料模块包括振动盘、直振机构和分料机构;所述振动盘与直振机构相连接;所述直振机构上设有插头进料滑槽;所述分料机构包括分料运动机构和分料台;所述分料台上设有多个分料凹槽。
进一步地,所述运输模块包括插头夹取机构和运输运动机构。
进一步地,所述作业平台下端连接有作业运动机构,上端设有多个插头焊接工位;所述插头焊接工位两端分别设有引脚线定位孔。
进一步地,所述插头夹取机构通过运输运动机构位移后可分别与分料机构、作业平台和收集窗口相对应。
本实用新型的有益效果体现在:
第一、原材料自动处理,焊接装置设有引脚线成型模块,可将导线自动加工成引脚线,将导线放入进线组件中,通过裁线组件将导线裁剪成规格统一长度的引脚线,再经由沾锡组件实现对引脚线的沾锡作业,完成引脚线的从裁剪、沾锡、输送的全自动化流程,节省了人工成本,提高工作效率。
第二、自动化焊接运行,作业平台上设有插头焊接工位和引脚线定位孔,通过插头进料模块和运输装置实现在作业平台上对插头的上料,通过引脚线进料模块和引脚线定位孔实现将引脚线插入插头的焊接部位;焊接模块移动至作业平台处实现对插头引脚线的焊接,运输模块将焊接完成的插头取出,输送至收集窗口完成插头收集工作,实现插头的上料、焊接、输送和收集的全自动化焊接工业流程。
第三、提高生产效率,焊接模块上设有两个焊接头,作业平台上设有多个插头焊接工位,焊接模块可同时对两个插头进行焊接作业;在焊接装置中,焊接模块为两组,作业平台为两组,则焊接装置一次可实现对四个插头同时进行焊接作业,极大的提高了生产效率。
第四、运作稳定,作业平台上设有插头焊接工位和引脚线定位孔,可对需要焊接的插头和引脚线进行固定定位,便于焊接工作的稳定,保证了装置的稳定运行,降低生产的故障率。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
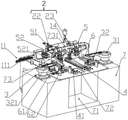
图1是本实用新型中焊接装置的立体结构示意图。
图2是本实用新型中焊接装置的主视结构示意图。
图3是本实用新型中焊接装置的后视结构示意图。
图4是本实用新型中焊接装置的俯视结构示意图。
图5是本实用新型中焊接装置的作业平台的立体结构示意图。
图6是本实用新型中焊接装置的进料台的立体结构示意图。
图7是本实用新型中焊接装置的分料台的立体结构示意图。
附图标注说明:1-引脚线成型模块、11-进线组件、12-裁线组件、13-沾锡组件、14-支撑板、111-进线孔、121-固定机构、122-裁线机构、131-沾锡旋转机构、132-沾锡固定夹、133-锡炉、2-引脚线进料模块、21-进料台、22-第一夹取组件、23-第二夹取组件、221-运动气缸、222-第一夹子、231-第二夹取运动机构、232-第二夹子、211-夹线装置、212-旋转机构、2111-定位凹槽、3-插头进料模块、31-振动盘、32-直振机构、33-分料机构、321-插头进料滑槽、331- 分料运动机构、332-分料台、3321-分料凹槽、4-作业平台、41-作业运动机构、42-插头焊接工位、421-引脚线定位孔、5-焊接模块、51-焊接运动机构、52-焊接组件、521-焊接头、6-运输模块、61-插头夹取机构、62-运输运动机构、7- 底座、71-收集槽、72-收集窗口、73-支撑架、731-连接板。
具体实施方式
下面将结合附图对本申请实施例的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请实施例一部分实施例,而不是全部的实施例。基于本申请实施例中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请实施例保护的范围。
在本申请实施例的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请实施例的限制。
在本申请实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可更换连接,或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请实施例中的具体含义。
本申请实施公开了一种新型的焊接装置,尤指一种全自动插头引脚线焊接装置。
如图1-7所示,本申请实施例中提供的一种全自动插头引脚线焊接装置,所述焊接装置包括引脚线成型模块1、引脚线进料模块2、插头进料模块3、作业平台4、焊接模块5、运输模块6和底座7。
引脚线成型模块1为焊接装置的引脚线生成部位,负责将导线加工成引脚线,为焊接作业提供原材料引脚线;引脚线进料模块2为焊接装置的进料部分,负责引脚线的进料,同时可控制引脚线在作业平台4上的指定位置进行上料,为焊接工作提供上料保障;插头进料模块3为焊接装置的进料部分,负责插头的进料,将插头上料至分料台332上进行整齐排列,方便后续运输至作业平台4 上,为焊接工作提供上料保障;作业平台4为焊接装置的承载焊接作业的部分,负责固定插头和引脚线,可对插头与引脚线进行定位,使后续的焊接工作可以稳定运行,为焊机工作提供焊接的稳定性;焊接模块5为焊接装置的焊机部位,负责进行插头与引脚线的焊接;所述运输模块6为焊接装置的运输部位,负责焊接前期将插头运输至作业平台4,焊接完成后将焊接好的插头运输至收集窗口 72,为焊接工作提供运输与收集保障;底座7为焊接装置的承载部位与收集部位,负责承载焊接装置的其他组件,同时底座7内设有收集槽71,可对焊接好的插头进行收集。
所述底座7内设有收集槽71,用于收集焊接完成的插头;所述底座7的上表面前端开设有连通收集槽71的收集窗口72,上表面后端设有支撑架73;所述支撑架73上设有连接板731;支撑架73为焊接装置的承载部位。
所述引脚线进料模块2包括进料台21、第一夹取组件22和第二夹取组件 23;进料台21用于进料等量的引脚线,并为第二夹取组件23夹取引脚线的动作进行定位;第一夹取组件22用于将加工好的引脚线运输上料至进料台21。
所述焊接模块5和第二夹取组件23均为为两组,分别安装于连接板731上;所述连接板731一侧面的与两组焊接模块5相连接,另一侧面与两组第二夹取组件23相连接;所述插头进料模块3、作业平台4和运输模块6均为两组,分别安装于底座7的上表面左右两端;所述引脚线成型模块1安装于底座7上方。
所述引脚线成型模块1包括进线组件11、裁线组件12、沾锡组件13和支撑板14;进线组件11为导线的进料部分,负责进料引脚线的原材料导线;裁线组件12为导线的裁线部分,负责将导线裁剪为统一规格长度的引脚线;沾锡组件13为引脚线的沾锡部分,负责完成对引脚线的沾锡作业;支撑板14为承载部位,负责承载连接其他组件。
所述进线组件11上设有进线孔111,进线孔111为多个,为导线的进线入口,每个进线口放入一条导线,可将多条导线进行梳理,防止导线相互交缠造成作业不便;所述裁线组件12包括固定机构121和裁线机构122,导线通过固定组件对导线进行固定,使每次裁线的长度规格统一;所述沾锡组件13包括沾锡旋转机构212131、沾锡固定夹132、锡炉133,所述沾锡固定夹132安装于支撑板14上,与沾锡旋转机构212131相连接;锡炉133安装于沾锡固定夹132 下方;通过沾锡固定夹132将裁剪好的引脚线夹取固定,在沾锡旋转机构212131的运作下,沾锡固定夹132旋转,引脚线移动至下方的锡炉133,对引脚线进行沾锡作业;所述支撑板14、锡炉133、固定机构121和裁线机构122均安装于底座7上表面。
引脚线进料模块2包括进料台21、第一夹取组件22和第二夹取组件23;所述第一夹取组件22安装于支撑板14上方,所述第一夹取组件22包括运动气缸221和第一夹子222;第一夹取组件22通过第一夹子222将引脚线夹取固定,通过运动气缸221将引脚线运输至进料台21;
所述第二夹取组件23包括第二夹取运动机构231和第二夹子232;所述进料台21安装于底座7上方;所述进料台21包括夹线装置211和旋转机构212,夹线装置211夹取固定引脚线,通过旋转机构212实现夹线装置211运动,运动至适于夹取组件定位夹线的位置。所述夹线装置211上设有定位凹槽2111;所述第二夹子232与定位凹槽2111相匹配,第二夹子232在第二夹取运动机构 231的运行下,移动至定位凹槽2111处夹紧引脚线,同时夹线装置211松开引脚线,再通过第二夹取运动机构231实现引脚线的运输,将引脚线运输至工作平台。
所述插头进料模块3为两组,分别位于支撑架73两侧;所述振动盘31与直振机构32相连接;所述直振机构32上设有插头进料滑槽321;插头通过振动盘31运作,运送至直振机构32,进入插头进料滑槽321,使插头沿进料滑槽位移。
所述分料机构33包括分料运动机构331和分料台332;所述分料台332上设有多个分料凹槽3321。分料台332通过分料运动机构331的运动至直振机构 32,与直振机构32对接,分料台332上的分料凹槽3321对接直振机构32的插头进料滑槽321;所述分料凹槽3321为四个,通过分料运动机构331依次与直振机构32的插头进料滑槽321相对接,每次对接分料台332将通过分料凹槽3321 从直振机构32接收一个插头,分料台332接收完毕后,通过分料运动机构331 运输至运输模块6工作范围,等待运输模块6运作取走插头。
运输模块6为两组,分别安装于收集窗口72两侧;所述运输模块6包括插头夹取机构61和运输运动机构62。运输模块6通过运输运动机构62移动至分料台332上方与分料台332上的分料凹槽3321相对应;运输模块6通过插头夹取机构61将插头从分料台332上夹取,然后通过运输运动机构62运输至作业平台4。
所述作业平台4为两组,分别位于收集窗口72两侧;所述作业平台4下端连接有作业运动机构41,上端设有多个插头焊接工位42;运输模块6夹取插头后通过运输运动机构62移动至作业平台4上方,将插头输送至作业平台4上端的插头焊接工位42,实现插头的固定定位。
所述插头焊接工位42两端分别设有引脚线定位孔421,引脚线通过引脚线进料模块2输送至作业平台4,并插入引脚线定位孔421,实现引脚线的定位。引脚线与插头都输送至作业平台4上并定位完成后,作业平台4移动至焊接模块5工作范围。
所述焊接模块5包括焊接运动机构51和焊接组件52,焊接组件52通过焊接运动机构51,移动至作业平台4上方,与作业平台4的焊接位置相对应;所述焊接组件52上设有两个焊接头521,焊接模块5的一次作业可同时焊接两个插头。所述焊接模块5为两组,则一次焊接作业可同时焊接四个插头。
所述支撑架73上端设有视觉探测组件;所述视觉探测组件上设有两个CCD 相机机构。焊接装置通过CCD相机机构对焊接装置的焊机作业进行监控,保证焊接作业的精度与稳定性。
焊接作业完成后,运输模块6将焊接好的插头夹取运输至收集窗口72,实现插头的收集工作。
工作原理:焊接装置的使用者,通过进线组件11将导线穿过进线口送至裁线组件12,导线通过裁线组件12的固定组件进行固定,使裁线机构122自动裁剪出的长度规格统一的引脚线;通过沾锡固定夹132将裁剪好的引脚线夹取固定,在沾锡旋转机构212131的运作下,沾锡固定夹132旋转,引脚线移动至下方的锡炉133,对引脚线进行沾锡作业,至此完成引脚线的的成型作业;第一夹取组件22通过第一夹子222将引脚线夹取固定,通过运动气缸221将引脚线运输至进料台21。
在上述过程运行的同时,使用者将需要焊接的插头放入振动盘31;插头在振动盘31的运作下被运输至直振机构32,通过直振机构32的插头进料滑槽321 运输至分料机构33;运输模块6从分料机构33上夹取插头,运输至作业平台4 的插头焊接工位42,实现插头的焊接固定定位。
待插头输送至插头焊接工位42后,第二夹取组件23通过进料台21上的定位凹槽2111进行定位,夹取引脚线,将引脚线运输至作业平台4,插入引脚线定位孔421,实现引脚线的焊接固定定位;作业平台4通过作业运动机构41,移动至焊接模块5作业范围,焊接模块5对作业平台4上的焊接位置进行定位,定位完成后进行焊接作业,一组焊接组件52上设有两个焊接头521,一组焊接组件52可同时对两个插头进行焊接作业,该焊接装置上有两组焊接组件52,一次焊接作业可同时对四个插头进行焊接作业;焊接完成后,运输模块6将焊接好的插头夹取运输至收集窗口72,实现插头的收集工作。焊机装置上设有视觉探测组件,可对焊接装置的焊机作业进行监控,保证焊接作业的精度与稳定性。
使用这种新型的焊接装置具有原材料自动处理,自动化焊接运行,运作稳定,降低人工成本,提高生产效率的特点。
以上所述,仅是本实用新型的较佳实施例,并非对本实用新型的技术范围作任何限制,本行业的技术人员,在本技术方案的启迪下,可以做出一些变形与修改,凡是依据本实用新型的技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
Claims (10)
1.一种全自动插头引脚线焊接装置,其特征在于:所述焊接装置包括引脚线成型模块、引脚线进料模块、插头进料模块、作业平台、焊接模块、运输模块和底座;
所述底座内设有收集槽;
所述底座的上表面前端开设有连通收集槽的收集窗口,上表面后端设有支撑架;
所述支撑架上设有连接板;
所述引脚线进料模块包括进料台、第一夹取组件和第二夹取组件;
所述焊接模块和第二夹取组件均为两组,分别安装于连接板上;
所述连接板一侧面的与两组焊接模块相连接,另一侧面与两组第二夹取组件相连接;
所述插头进料模块、作业平台和运输模块均为两组,分别安装于底座的上表面左右两端;
所述引脚线成型模块安装于底座上方。
2.根据权利要求1所述的一种全自动插头引脚线焊接装置,其特征在于:所述引脚线成型模块包括进线组件、裁线组件、沾锡组件和支撑板;
所述进线组件上设有进线孔;
所述裁线组件包括固定机构和裁线机构;
所述沾锡组件包括沾锡旋转机构、沾锡固定夹、锡炉;
所述支撑板、锡炉、固定机构和裁线机构均安装于底座上表面;
所述第一夹取组件安装于支撑板上方。
3.根据权利要求2所述的一种全自动插头引脚线焊接装置,其特征在于:所述沾锡固定夹安装于支撑板上,与沾锡旋转机构相连接;
锡炉安装于沾锡固定夹下方。
4.根据权利要求1所述的一种全自动插头引脚线焊接装置,其特征在于:所述第一夹取组件包括运动气缸和第一夹子;
所述第二夹取组件包括第二夹取运动机构和第二夹子;
所述进料台安装于底座上方;
所述进料台包括夹线装置和旋转机构。
5.根据权利要求4所述的一种全自动插头引脚线焊接装置,其特征在于:
所述夹线装置上设有定位凹槽;
所述第二夹子与定位凹槽相匹配。
6.根据权利要求1所述的一种全自动插头引脚线焊接装置,其特征在于:所述焊接模块包括焊接运动机构和焊接组件;
所述焊接组件上设有两个焊接头。
7.根据权利要求1所述的一种全自动插头引脚线焊接装置,其特征在于:所述插头进料模块包括振动盘、直振机构和分料机构;
所述振动盘与直振机构相连接;
所述直振机构上设有插头进料滑槽;
所述分料机构包括分料运动机构和分料台;
所述分料台上设有多个分料凹槽。
8.根据权利要求1所述的一种全自动插头引脚线焊接装置,其特征在于:所述运输模块包括插头夹取机构和运输运动机构。
9.根据权利要求1所述的一种全自动插头引脚线焊接装置,其特征在于:所述作业平台下端连接有作业运动机构,上端设有多个插头焊接工位;
所述插头焊接工位两端分别设有引脚线定位孔。
10.根据权利要求8所述的一种全自动插头引脚线焊接装置,其特征在于:所述插头夹取机构通过运输运动机构位移后可分别与分料机构、作业平台和收集窗口相对应。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221496549.0U CN218533255U (zh) | 2022-06-15 | 2022-06-15 | 一种全自动插头引脚线焊接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221496549.0U CN218533255U (zh) | 2022-06-15 | 2022-06-15 | 一种全自动插头引脚线焊接装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218533255U true CN218533255U (zh) | 2023-02-28 |
Family
ID=85258931
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221496549.0U Active CN218533255U (zh) | 2022-06-15 | 2022-06-15 | 一种全自动插头引脚线焊接装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218533255U (zh) |
-
2022
- 2022-06-15 CN CN202221496549.0U patent/CN218533255U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111531238A (zh) | 一种变压器焊接组装一体化生产线 | |
| CN218533255U (zh) | 一种全自动插头引脚线焊接装置 | |
| CN109648276B (zh) | 一种链条及其加工方法和系统 | |
| CN111673317B (zh) | 全自动负极焊接机及电池 | |
| CN109625897B (zh) | 一种链条进料输送装置 | |
| CN218555994U (zh) | 一种插头引脚线焊接装置 | |
| CN218225523U (zh) | 夹紧装置及加工设备 | |
| CN217799555U (zh) | 一种极耳送料焊接一体装置 | |
| CN216966963U (zh) | 一种蓄电池极耳自动切刷机 | |
| CN216298517U (zh) | 阳极组件一体化自动装配线 | |
| CN215188142U (zh) | 一种自动焊接点胶机 | |
| CN112886355B (zh) | 一种全自动焊锡组装生产线 | |
| CN115351425A (zh) | 一种自动焊接生产线 | |
| CN213080611U (zh) | 一种led灯管自动组装装置 | |
| CN111618603B (zh) | 一种镍镉电池的装配及焊接生产线 | |
| CN109604515B (zh) | 一种链条组装设备及销轴组装装置和方法 | |
| CN109807282B (zh) | 一种链条截断装置及其方法 | |
| CN114178866A (zh) | 一种自动线材后处理生产设备 | |
| CN217254349U (zh) | 一种电机组装设备的焊锡结构 | |
| CN114769977B (zh) | 一种光伏r6二极管焊接用石墨盘全自动翻转机构 | |
| CN216531036U (zh) | 一种马达端盖穿线及点焊自动机 | |
| CN217316751U (zh) | 一种连接器电气检测组装机 | |
| CN217253490U (zh) | 一种电机组装设备的上料结构 | |
| CN219321793U (zh) | 一种单芯线自动脱皮弯线机 | |
| CN214602536U (zh) | 眼镜脚丝与铰链激光自动焊接机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |