CN215879538U - 一种高精准精密模具 - Google Patents
一种高精准精密模具 Download PDFInfo
- Publication number
- CN215879538U CN215879538U CN202122289130.XU CN202122289130U CN215879538U CN 215879538 U CN215879538 U CN 215879538U CN 202122289130 U CN202122289130 U CN 202122289130U CN 215879538 U CN215879538 U CN 215879538U
- Authority
- CN
- China
- Prior art keywords
- gear
- pressing plate
- plate
- precision
- guide pillars
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Press Drives And Press Lines (AREA)
Abstract
本实用新型提供了一种高精准精密模具,涉及精密模具技术领域,包括底座、固定块、导柱和缓冲组件,底座顶部固定安装有固定块,底座顶部固定安装有多根导柱,多根导柱顶部固定连接有顶板,顶板顶部固定安装有电动推杆,电动推杆底部固定连接有按压板,且按压板位于顶板的下方,按压板和固定块之间设置有缓冲组件,用于减缓按压板的下降速度。该种通过缓冲弹簧、导柱、定位块和定位孔的配合使用,使得缓冲定位的功能,通过第一齿轮、第二齿轮、升降板和复位弹簧的配合使用,能够自动弹出工件,提高工作效率。
Description
技术领域
本实用新型涉及精密模具技术领域,具体是高精准精密模具。
背景技术
模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过材料的物理状态改变来实现物品外形的加工。
精密模具中的上模具和下模具合模时会产生的撞击力,而现有的精密模具在长时间工作过程中,常常受到冲击力的影响下而出现位置偏移,导致上模具和下模具出现磨损的情况,影响加工精度,且现有的精密模具在进行冲压作业时,由于工件冲压变形,而容易粘附在模具上,需要工作人员使用辅助工件将其取出,影响工作效率。
实用新型内容
本实用新型旨在于解决背景技术中存在的缺点,提供高精准精密模具,通过缓冲弹簧、导柱、定位块和定位孔的配合使用,使得缓冲定位的功能,通过第一齿轮、第二齿轮、升降板和复位弹簧的配合使用,能够自动弹出工件,提高工作效率。
为实现上述目的,本实用新型提供如下技术方案,一种高精准精密模具,包括底座、固定块、导柱和缓冲组件;
所述底座顶部固定安装有固定块,所述底座顶部固定安装有多根导柱,多根所述导柱顶部固定连接有顶板,所述顶板顶部固定安装有电动推杆,所述电动推杆底部固定连接有按压板,且所述按压板位于顶板的下方;
所述按压板和所述固定块之间设置有缓冲组件,用于所述减缓按压板的下降速度。
进一步的,所述缓冲组件包括缓冲弹簧和通孔,所述底座顶部设置有多个缓冲弹簧,且所述缓冲弹簧套接在导柱外侧,所述按压板表面开设有多个与导柱相匹配的通孔,且所述导柱通过通孔与按压板滑动连接。
进一步的,所述按压板底部固定连接有冲压块,所述固定块顶部开设有与冲压块相匹配的冲压槽,所述固定块顶部两侧均开设有定位孔,所述冲压槽内部设置有升降板。
进一步的,所述冲压槽两侧均开设有设备腔,所述设备腔分别与冲压槽和定位孔相导通,所述设备腔内部通过轴承转动连接有第一齿轮和第二齿轮,且所述第一齿轮与第二齿轮啮合连接,所述第二齿轮远离第一齿轮的一侧设置有移动杆,且所述移动杆底端与升降板相连接,所述移动杆靠近第二齿轮的一侧设置有齿牙,所述第二齿轮通过齿牙与移动杆啮合连接。
进一步的,所述升降板底部固定连接有多个复位弹簧,所述复位弹簧底端与冲压槽内壁相连接,多个所述复位弹簧呈水平均匀排列分布。
进一步的,所述按压板底部固定连接有多个与定位孔相匹配的定位块,所述定位块面向冲压槽的一侧设置有齿轮条。
本实用新型提供了一种高精准精密模具,具有以下有益效果:
1、本实用新型优点在于,当按压板向下移动时,通过导柱、通孔、按压板和缓冲弹簧,使得缓冲弹簧产生的弹力作用于按压板上,使得按压板的下降速度减缓,避免按压板的下降速度过快撞击固定块,使得固定块或按压板出现损坏,甚至使出现位置偏移,进而影响工件的加工精度。
2、其次,当按压板在下移时,通过定位块和定位孔,提高冲压作业的精度,实现定位功能,若按压板在长时间的冲压过程中出现位置偏移时,定位块无法插入到定位孔内,从而无法对工件进行冲压,避免冲压出来的工件尺寸不合格。
3、接着,当定位块在插入到定位孔内时,通过齿轮条、第一齿轮、第二齿轮、齿牙、移动杆和升降板,使得复位弹簧受到挤压发生弹性变形产生弹力,当冲压完成后,升降板在复位弹簧弹力的作用下回弹,将冲压成型后的工件弹出冲压槽,便于工作人员取出工件,避免工件在冲压过后粘附在冲压槽内,难以取出,影响工作效率。
附图说明
图1为本实用新型的整体结构示意图。
图2为本实用新型的整体结构剖视图。
图3为本实用新型的整体结构使用示意图。
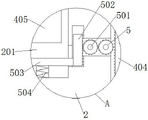
图4为本实用新型的图3中的A处放大图。
图1-4中:1、底座;2、固定块;201、冲压槽;202、定位孔;3、导柱;301、缓冲弹簧;4、顶板;401、电动推杆;402、按压板;403、通孔;404、定位块;405、冲压块;5、第一齿轮;501、第二齿轮;502、移动杆;503、升降板;504、复位弹簧。
具体实施方式
实施例:
请参阅图1-4中,
本实施例提供的一种高精准精密模具,包括底座1、固定块2、导柱3和缓冲组件;
固定块2固定安装于底座1顶部,底座1顶部固定安装有多根导柱3,多根导柱3顶部固定连接有顶板4,顶板4顶部固定安装有电动推杆401,电动推杆401底部固定连接有按压板402,且按压板402位于顶板4的下方;
按压板402和固定块2之间设置有缓冲组件,用于减缓按压板402的下降速度。
进一步的,缓冲组件包括缓冲弹簧301和通孔403,底座1顶部设置有多个缓冲弹簧301,且缓冲弹簧301套接在导柱3外侧,按压板402表面开设有多个与导柱3相匹配的通孔403,且导柱3通过通孔403与按压板402滑动连接,当按压板402向下移动时,通过导柱3和通孔403对按压板402的移动方向进行限定,同时使得按压板402能够于导柱3外侧的缓冲弹簧301接触,使得缓冲弹簧301受到按压板402的挤压发生弹性变形产生弹力,并将产生的弹力作用于按压板402上,使得按压板402的下降速度减缓,避免按压板402的下降速度过快撞击固定块2,使得固定块2或按压板402出现损坏,且多次快速撞击容易使得按压板402出现位置偏移,进而影响冲压块405的冲压位置,影响工件质量。
进一步的,按压板402底部固定连接有冲压块405,固定块2顶部开设有与冲压块405相匹配的冲压槽201,固定块2顶部两侧均开设有定位孔202,冲压槽201内部设置有升降板503,当需要进行冲压作业时,将需要冲压的材料防止在固定块2上表面,然后启动电动推杆401,使得电动推杆401带动按压板402和冲压块405向下移动,使得冲压块405与材料接触并将材料按压入冲压槽201内,使得材料变形成。
其中冲压块405为冷作模具钢材料制成,冷作模具钢材料具有较低的受热软化能力,因此在冲压块405持续进行冲压工作时能够保证其不会受热软化,同时冷作模具钢材料有较高的耐磨性,能够在保证其使用寿命的同时能够加工更多高精度的冲压件;
进一步的,冲压槽201两侧均开设有设备腔,设备腔分别与冲压槽201和定位孔202相导通,设备腔内部通过轴承转动连接有第一齿轮5和第二齿轮501,且第一齿轮5与第二齿轮501啮合连接,第二齿轮501远离第一齿轮5的一侧设置有移动杆502,且移动杆502底端与升降板503相连接,移动杆502靠近第二齿轮501的一侧设置有齿牙,第二齿轮501通过齿牙与移动杆502啮合连接,第一齿轮5转动带动第二齿轮501进行转动,然后第二齿轮501通过齿牙带动移动杆502向下移动,使得升降板503下降,为冲压槽201内的工件留有冲压的空间。
进一步的,升降板503底部固定连接有多个复位弹簧504,复位弹簧504底端与冲压槽201内壁相连接,多个复位弹簧504呈水平均匀排列分布,升降板503向下移动时,复位弹簧504受到挤压发生弹性变形产生弹力,当冲压完成后,通过电动推杆401抬起按压板402和冲压块405,使得升降板503在复位弹簧504弹力的作用下回弹,将冲压成型后的工件弹出冲压槽201,便于工作人员取出工件,避免工件在冲压过后粘附在冲压槽201内,难以取出,影响工作效率。
进一步的,按压板402底部固定连接有多个与定位孔202相匹配的定位块404,定位块404面向冲压槽201的一侧设置有齿轮条,当按压板402向下移动时,按压板402带动定位块404向下移动,使得定位块404插入到定位孔202内,实现定位功能,若按压板402在长时间的冲压过程中出现位置偏移时,定位块404则无法插入到定位孔202内,从而无法对工件进行冲压,避免冲压出来的工件尺寸不合格,而定位块404在插入到定位孔202内时,定位块404通过齿轮条与第一齿轮5啮合连接,使得定位块404通过齿轮条带动第一齿轮5顺时针转动。
在使用本实用新型时,当需要进行冲压作业时,将需要冲压的材料放置在固定块2上表面,然后启动电动推杆401,使得电动推杆401带动按压板402和冲压块405向下移动,使得冲压块405与材料接触并将材料按压入冲压槽201内,使得材料发生形变,而按压板402向下移动时,通过导柱3和通孔403对按压板402的移动方向进行限定,同时使得按压板402能够与导柱3外侧的缓冲弹簧301接触,使得缓冲弹簧301受到按压板402的挤压发生弹性变形产生弹力,并将产生的弹力作用于按压板402上,减缓按压板402的下降速度,避免按压板402的下降速度过快撞击固定块2,使得固定块2或按压板402出现损坏,且多次快速撞击容易使得按压板402出现位置偏移,进而影响冲压块405的冲压位置,影响工件质量和精度,按压板402在下移动过程中将带动定位块404向下移动,使得定位块404插入到定位孔202内,提高冲压作业的精度,实现定位功能,若按压板402在长时间的冲压过程中出现位置偏移时,定位块404则无法插入到定位孔202内,从而无法对工件进行冲压,避免冲压出来的工件尺寸不合格,而定位块404在插入到定位孔202内时,定位块404通过外侧的齿轮条与第一齿轮5啮合连接,使得定位块404通过齿轮条带动第一齿轮5转动,使得第一齿轮5带动第二齿轮501进行转动,然后第二齿轮501通过齿牙带动移动杆502向下移动,使得升降板503下降,为冲压槽201内的工件留有冲压的空间,而升降板503向下移动时,复位弹簧504受到挤压发生弹性变形产生弹力,当冲压完成后,通过电动推杆401抬起按压板402和冲压块405,使得升降板503在复位弹簧504弹力的作用下回弹,将冲压成型后的工件弹出冲压槽201,便于工作人员取出工件,避免工件在冲压过后粘附在冲压槽201内,难以取出,影响工作效率,通过以上结构能够实现自动弹出工件功能以及定位功能。
Claims (6)
1.一种高精准精密模具,其特征在于,包括底座、固定块、导柱和缓冲组件;
所述底座顶部固定安装有固定块,所述底座顶部固定安装有多根导柱,多根所述导柱顶部固定连接有顶板,所述顶板顶部固定安装有电动推杆,所述电动推杆底部固定连接有按压板,且所述按压板位于顶板的下方;
所述按压板和所述固定块之间设置有缓冲组件,用于减缓所述按压板的下降速度。
2.根据权利要求1所述的高精准精密模具,其特征在于,所述缓冲组件包括缓冲弹簧和通孔,所述底座顶部设置有多个缓冲弹簧,且所述缓冲弹簧套接在导柱外侧,所述按压板表面开设有多个与导柱相匹配的通孔,且所述导柱通过通孔与按压板滑动连接。
3.根据权利要求1所述的高精准精密模具,其特征在于,所述按压板底部固定连接有冲压块,所述固定块顶部开设有与冲压块相匹配的冲压槽,所述固定块顶部两侧均开设有定位孔,所述冲压槽内部设置有升降板。
4.根据权利要求3所述的高精准精密模具,其特征在于,所述冲压槽两侧均开设有设备腔,所述设备腔分别与冲压槽和定位孔相导通,所述设备腔内部通过轴承转动连接有第一齿轮和第二齿轮,且所述第一齿轮与第二齿轮啮合连接,所述第二齿轮远离第一齿轮的一侧设置有移动杆,且所述移动杆底端与升降板相连接,所述移动杆靠近第二齿轮的一侧设置有齿牙,所述第二齿轮通过齿牙与移动杆啮合连接。
5.根据权利要求3所述的高精准精密模具,其特征在于,所述升降板底部固定连接有多个复位弹簧,所述复位弹簧底端与冲压槽内壁相连接,多个所述复位弹簧呈水平均匀排列分布。
6.根据权利要求3所述的高精准精密模具,其特征在于,所述按压板底部固定连接有多个与定位孔相匹配的定位块,所述定位块面向冲压槽的一侧设置有齿轮条。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122289130.XU CN215879538U (zh) | 2021-09-22 | 2021-09-22 | 一种高精准精密模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122289130.XU CN215879538U (zh) | 2021-09-22 | 2021-09-22 | 一种高精准精密模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215879538U true CN215879538U (zh) | 2022-02-22 |
Family
ID=80348966
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122289130.XU Active CN215879538U (zh) | 2021-09-22 | 2021-09-22 | 一种高精准精密模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215879538U (zh) |
-
2021
- 2021-09-22 CN CN202122289130.XU patent/CN215879538U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211101140U (zh) | 一种高精度的滑轨模具 | |
| CN104275381B (zh) | 可防止印痕的模切造模装置 | |
| CN217941509U (zh) | 一种用于精密加工的五金制品冲压用弹料装置 | |
| CN118180266A (zh) | 一种精密元件的防变形连续冲压设备 | |
| CN111842651A (zh) | 一种五金件加工精密模具 | |
| CN215879538U (zh) | 一种高精准精密模具 | |
| CN217665917U (zh) | 一种五金件加工冲压模具 | |
| CN209902643U (zh) | 一种可二次成型的汽车零配件加工的模具 | |
| CN212285516U (zh) | 一种用于金属管的冲孔模具 | |
| CN213997294U (zh) | 一种用于大型板料一次折弯多棱角的自动成型模具 | |
| CN211363652U (zh) | 一种用于磁材成型的压机导向工装 | |
| CN210936753U (zh) | 一种高强度的模具钢 | |
| CN212590664U (zh) | 一种鞋子加工用快速成型冲压装置 | |
| CN211839907U (zh) | 一种便于取料的汽车零部件加工模具 | |
| CN113145736A (zh) | 一种精密转轴式冲孔折弯结构 | |
| CN112475050A (zh) | 一种轴承挡圈成型-冲孔复合模具及其加工工艺 | |
| CN111922210A (zh) | 一种精密机单冲模定位结构 | |
| CN206509398U (zh) | 一种基于弹簧卸料链板倒装复合模具 | |
| CN111318606A (zh) | 一种可降低冲裁力的冲压方法 | |
| CN221890671U (zh) | 一种栓钉冷挤压弯曲成型装置 | |
| CN212703931U (zh) | 一种金属板材冲床设备的选模机构 | |
| CN213104193U (zh) | 一种五金件冲压模具的顶料机构 | |
| CN221537861U (zh) | 一种风冷冷藏风道制作用钣金模具 | |
| CN209867126U (zh) | 一种锰钢脚轮刹车板的成型加工治具 | |
| CN214108490U (zh) | 一种新型自动冲压成形机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |