CN212862914U - 一种码垛机 - Google Patents
一种码垛机 Download PDFInfo
- Publication number
- CN212862914U CN212862914U CN202021439077.6U CN202021439077U CN212862914U CN 212862914 U CN212862914 U CN 212862914U CN 202021439077 U CN202021439077 U CN 202021439077U CN 212862914 U CN212862914 U CN 212862914U
- Authority
- CN
- China
- Prior art keywords
- power roller
- baffle
- roller table
- rectangular frame
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Stacking Of Articles And Auxiliary Devices (AREA)
Abstract
本实用新型涉及一种码垛机,属于建筑材料生产设备技术领域。包括两台用于传送板材的皮带机以及两台动力辊台,分别为第一动力辊台、第二动力辊台,第二动力辊台末端设有对齐机构,对齐机构的输出端设有用于将堆叠完成的板材输送至外部的输送皮带,第一动力辊台靠近第二动力辊台的一端设有能上下升降的挡板机构,第二动力辊台的长度方向上设有两个相间隔的挡板机构,其中一个挡板机构靠近对齐机构,第一动力辊台及第二动力辊台上的挡板及机构结构相同,皮带机、动力辊台、对齐机构、输送皮带、挡板机构均受控于PLC控制器。本实用新型实现了生产连续化,有效地减少人力资源浪费,极大地提高了生产效率,提升了生产效率。
Description
技术领域
本实用新型涉及一种码垛机,属于建筑材料生产设备技术领域。
背景技术
随着科学技术的不断进步,岩棉复合板与岩棉保温装饰一体化板以其优异的力学性能、简洁的施工性能在外墙外保温市场中的应用越来越广泛。目前保温芯材岩棉与装饰面材或界面增强材料的粘接一般采用涂覆或滴、抹胶的间歇法生产工艺,最后需要人工对生产的板码垛、打包,人工码垛打包存在生产工序冗繁,生产效率低下等缺点。
发明内容
本实用新型的目的在于解决现有技术中存在的不足之处,提出一种在线自动码垛的设备,实现了生产连续化,有效地减少人力资源浪费,极大地提高了生产效率,提升了生产效率。
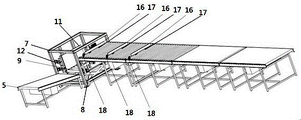
本实用新型的一种码垛机,其特殊之处在于包括两台用于传送板材的皮带机1以及两台动力辊台,两台动力辊台前后布局,分别为第一动力辊台2、第二动力辊台3,第二动力辊台3末端设有使多张板材整齐堆叠的对齐机构4,对齐机构的输出端设有用于将堆叠完成的板材输送至外部的输送皮带5,第一动力辊台2靠近第二动力辊台3的一端设有能上下升降的挡板机构6,第二动力辊台3的长度方向上设有两个相间隔的挡板机构6,其中一个挡板机构6靠近对齐机构4,第一动力辊台2及第二动力辊台3上的挡板及机构6结构相同,皮带机1、动力辊台、对齐机构4、输送皮带5、挡板机构6均受控于PLC控制器;
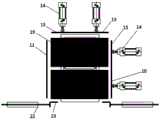
所述对齐机构4包括矩形框架7,矩形框架7内设有液压升降平台8,矩形框架7上安装有两个上下布局的上光电开关20、下光电开关21,液压升降平台8顶部安装有用于传送板材的传送辊9,矩形框架7靠近第二动力辊台3的一侧安装有第一推板气缸机构10,矩形框架7正对第一推板气缸机构10的一侧安装有挡板11,矩形框架7靠近输送皮带5的一侧设有两个侧挡板气缸机构12,矩形框架7正对两个侧挡板气缸机构12的一侧安装有第二推板气缸机构13;
所述第一推板气缸机构10与第二推板气缸机构13结构相同,均包括安装于矩形框架7上的两个推板气缸14,推板气缸14的活动端连接有推板15;
所述挡板机构6包括横跨动力辊台宽度方向的升降挡板16,升降挡板16底部安装有用于带动升降挡板16升降的升降挡板气缸17,升降挡板气缸17通过安装支架安装于动力辊台架体上,每个升降挡板16附近都对应安装一个光电开关18;
所述侧挡板气缸机构12包括侧挡板气缸22及安装于侧挡板气缸22活动端的侧挡板23。
本实用新型的码垛机结构设计巧妙,设备简单、加工及使用成本低,可同时码齐两垛产品,可在线根据实际需要选择合适的板材数量进行码垛,实现了生产连续化,减少了人力资源浪费,提升了生产效率。
附图说明
图1 本实用新型一种码垛机的结构示意图1;
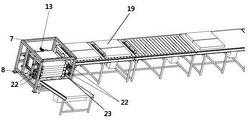
图2 本实用新型一种码垛机的结构示意图2;
图3 本实用新型一种码垛机的机构示意图3;
图4皮带机、动力辊台、对齐机构的布局图;
图5对齐机构的俯视图。
图中: 1、皮带机; 2、第一动力辊台; 3、第二动力辊台; 4、对齐机构;5、输送皮带;6、挡板机构;7、矩形框架;8、液压升降平台;9、传送辊;10、第一推板气缸机构;11、挡板;12、侧挡板气缸机构;13、第二推板气缸机构;14、推板气缸;15、推板;16、升降挡板;17、升降挡板气缸;18、光电开关;19、板材;20、上光电开关;21、下光电开关;22、侧挡板气缸;23、侧挡板。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
实施例1
本实施例的一种码垛机,参见附图1-5。包括两台用于传送板材的皮带机1以及两台动力辊台,两台动力辊台前后布局,分别为第一动力辊台2、第二动力辊台3,第二动力辊台3末端设有使多张板材整齐堆叠的对齐机构4,对齐机构的输出端设有用于将堆叠完成的板材输送至外部的输送皮带5,第一动力辊台2靠近第二动力辊台3的一端设有能上下升降的挡板机构6,第二动力辊台3的长度方向上设有两个相间隔的挡板机构6,其中一个挡板机构6靠近对齐机构4,第一动力辊台2及第二动力辊台3上的挡板及机构6结构相同,皮带机1、动力辊台、对齐机构4、输送皮带5、挡板机构6均受控于PLC控制器;
对齐机构4的具体结构:对齐机构4包括矩形框架7,矩形框架7内设有液压升降平台8,矩形框架7上安装有两个上下布局的上光电开关20、下光电开关21,液压升降平台8顶部安装有用于传送板材的传送辊9,矩形框架7靠近第二动力辊台3的一侧安装有第一推板气缸机构10,矩形框架7正对第一推板气缸机构10的一侧安装有挡板11,矩形框架7靠近输送皮带5的一侧设有两个侧挡板气缸机构12,侧挡板气缸机构12包括侧挡板气缸22及安装于侧挡板气缸22活动端的侧挡板23,矩形框架7正对两个侧挡板气缸机构12的一侧安装有第二推板气缸机构13;第一推板气缸机构10与第二推板气缸机构13结构相同,均包括安装于矩形框架7上的两个推板气缸14,推板气缸14的活动端连接有推板15;
挡板机构6的具体结构:挡板机构6包括横跨动力辊台宽度方向的升降挡板16,升降挡板16底部安装有用于带动升降挡板16升降的升降挡板气缸17,升降挡板气缸17通过安装支架安装于动力辊台架体上,每个升降挡板16附近都对应安装一个光电开关18。
本实施例码垛产品为5cm厚岩棉板材19,每垛5张(两垛共10张)。并排前进的两张60cmX120cm的岩棉板在皮带机1的带动下向前运行,此时第一动力辊台2的挡板机构6处于上升状态,当第一动力辊台2的挡板机构6附近的光电开关18感应到板头,延时1秒,升降挡板气缸17带动升降挡板16下降,此时两张产品继续向前行走;当第一动力辊台2附近的光电开关18检测到板尾时,第一动力辊台2上的升降挡板16上升,继续拦截产品进行对齐;
经过第一动力辊台2的升降挡板16对齐的两张产品,继续向前行走,一直走到第二动力辊台3上,此时该辊台上的的升降挡板16处于上升状态,当光电开关18检测到产品时,延时1秒,升降挡板6下降,产品则继续向前行走,并自动跌落至液压升降平台8上面的传送辊9上,实现了一组2张产品的码垛,届时上光电开关20有感应,则液压升降平台8下降,下降至上光电开关20无感应时停止;过程中,当产品脱离第二动力辊台3最末端的光电开关18时,第二动力辊台3最末端的升降挡板16则进行升起。届时产品码垛数量达到,液压升降平台8带动板材进行下降,降落至下光电开关21位置停止,然后第一推板机构10、第二推板机构13向内挤紧,实现了产品的对齐,然后两个侧挡板气缸机构12向两侧开启、第一推板机构10、第二推板机构13复位,传送辊9启动,将码垛完毕的两组产品输送到输送皮带5上,通过PLC内部计时,计算产品已完全脱离传送辊9时,两个侧挡板气缸机构12复位、传送辊9停止、液压升降平台8向上升起,升至上光电开关20处停止,并且再下降液压升降平台8,直至上光电开关20无感应时,液压升降平台8停止。
而在对齐机构进行码垛对齐、向输送皮带5处输送产品、液压升降平台8至上光电开关20位置的过程中,两个动力辊台及挡板机构的工作流程为:第一动力辊台2上的光电开关18处有板感应时,该处的升降挡板16下降,检测至板尾时,升降挡板16升起,此时两张板材一直向前运行至第二动力辊台2最末端的升降挡板16处,该处的升降挡板16阻止产品的向前运行;当第一动力辊台2附近的光电开关18处再有板感应时,该处的升降挡板16下降,检测至板尾时,该处的升降挡板16升起,此时两张产品一直向前运行至第二动力辊台3的第一个升降挡板16处,该处的升降挡板16阻止产品的向前运行;当第一动力辊台2附近的光电开关18处又有板感应时,该处的升降挡板16则不进行下降了。第一动力辊台2、第二动力辊台3及3套挡板机构6动作缓存产品期间,液压升降平台8早已将板材码齐输送至输送皮带5上,此时第二动力辊台3末端的升降挡板16下降,板材进入液压升降平台8,同时该处的光电开关18检测到板尾时,该处的升降挡板16升起,等待下一组产品;该处的升降挡板16下降1秒后,第二动力辊台3前端的升降挡板16也进行下降,下降2秒的时候,第一动力辊台2上的升降挡板16也进行下降,板材前行,再执行一系列动作。
本实用新型实现了生产连续化,有效地减少人力资源浪费,极大地提高了生产效率,提升了生产效率。
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
Claims (5)
1.一种码垛机,其特征在于包括两台用于传送板材的皮带机以及两台动力辊台,两台动力辊台前后布局,分别为第一动力辊台、第二动力辊台,第二动力辊台末端设有使多张板材整齐堆叠的对齐机构,对齐机构的输出端设有用于将堆叠完成的板材输送至外部的输送皮带,第一动力辊台靠近第二动力辊台的一端设有能上下升降的挡板机构,第二动力辊台的长度方向上设有两个相间隔的挡板机构,其中一个挡板机构靠近对齐机构,第一动力辊台及第二动力辊台上的挡板及机构结构相同,皮带机、动力辊台、对齐机构、输送皮带、挡板机构均受控于PLC控制器。
2.按照权利要求1所述的一种码垛机,其特征在于所述对齐机构包括矩形框架,矩形框架内设有液压升降平台,矩形框架上安装有两个上下布局的上光电开关、下光电开关,液压升降平台顶部安装有用于传送板材的传送辊,矩形框架靠近第二动力辊台的一侧安装有第一推板气缸机构,矩形框架正对第一推板气缸机构的一侧安装有挡板,矩形框架靠近输送皮带的一侧设有两个侧挡板气缸机构,矩形框架正对两个侧挡板气缸机构的一侧安装有第二推板气缸机构。
3.按照权利要求2所述的一种码垛机,其特征在于所述第一推板气缸机构与第二推板气缸机构结构相同,均包括安装于矩形框架上的两个推板气缸,推板气缸的活动端连接有推板。
4.按照权利要求1所述的一种码垛机,其特征在于所述挡板机构包括横跨动力辊台宽度方向的升降挡板,升降挡板底部安装有用于带动升降挡板升降的升降挡板气缸,升降挡板气缸通过安装支架安装于动力辊台架体上,每个升降挡板附近都对应安装一个光电开关。
5.按照权利要求2所述的一种码垛机,其特征在于所述侧挡板气缸机构包括侧挡板气缸及安装于侧挡板气缸活动端的侧挡板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021439077.6U CN212862914U (zh) | 2020-07-21 | 2020-07-21 | 一种码垛机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021439077.6U CN212862914U (zh) | 2020-07-21 | 2020-07-21 | 一种码垛机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212862914U true CN212862914U (zh) | 2021-04-02 |
Family
ID=75215631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021439077.6U Active CN212862914U (zh) | 2020-07-21 | 2020-07-21 | 一种码垛机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212862914U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114162574A (zh) * | 2021-08-06 | 2022-03-11 | 玉田县德锐机械设备有限公司 | 一种高效率磁片排序、喷砂、码垛装置 |
| CN114229415A (zh) * | 2022-02-24 | 2022-03-25 | 江苏丰树新材料科技股份有限公司 | 一种pvc板材包装装置 |
-
2020
- 2020-07-21 CN CN202021439077.6U patent/CN212862914U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114162574A (zh) * | 2021-08-06 | 2022-03-11 | 玉田县德锐机械设备有限公司 | 一种高效率磁片排序、喷砂、码垛装置 |
| CN114162574B (zh) * | 2021-08-06 | 2023-08-11 | 玉田县德锐机械设备有限公司 | 一种高效率磁片排序、喷砂、码垛装置 |
| CN114229415A (zh) * | 2022-02-24 | 2022-03-25 | 江苏丰树新材料科技股份有限公司 | 一种pvc板材包装装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102730220B (zh) | 一种新型全自动中小规格瓷砖包装生产线 | |
| CN212862914U (zh) | 一种码垛机 | |
| CN105538779B (zh) | 瓦楞纸箱联动生产方法及生产线 | |
| CN205471783U (zh) | 纸板码垛装置及纸板码垛机 | |
| CN202414815U (zh) | 全自动计数翻板堆整机 | |
| CN104443477A (zh) | 新型装箱机 | |
| CN110861926B (zh) | 一种片料板材的转运码垛提升装置及使用方法 | |
| CN102774659A (zh) | 高位码瓶机 | |
| CN201864059U (zh) | 一种瓷砖包角装置 | |
| CN207141525U (zh) | 一种吸声板翻片包装堆垛生产线 | |
| CN111517142A (zh) | 单层纸板堆垛运送装置 | |
| CN217436197U (zh) | 一种双工位装箱机 | |
| CN203461535U (zh) | 新型的瓷砖下料机构 | |
| CN216154991U (zh) | 一种板材码垛装置 | |
| CN215709949U (zh) | 一种高效率的单工位码垛机 | |
| CN211492110U (zh) | 一种陶粒砌块切割线 | |
| CN215749617U (zh) | 船舶主机余热用钎焊式热交换器的铜箔冲压设备 | |
| CN209835027U (zh) | 一种静压水泥砖坯码垛生产线 | |
| CN204751508U (zh) | 液压推码机 | |
| CN212602082U (zh) | 一种岩棉大板分切输送装置 | |
| CN208897428U (zh) | 多层清洁煤打包机 | |
| CN209668202U (zh) | 移动式给料机 | |
| CN217295180U (zh) | 一种带有压包机构的高位码垛机 | |
| CN207844420U (zh) | 纸箱绿色生产用全智能堆码机 | |
| CN203127873U (zh) | 纸板转出垛堆机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |