CN212398759U - 一种卡簧组装机构 - Google Patents
一种卡簧组装机构 Download PDFInfo
- Publication number
- CN212398759U CN212398759U CN202020843562.3U CN202020843562U CN212398759U CN 212398759 U CN212398759 U CN 212398759U CN 202020843562 U CN202020843562 U CN 202020843562U CN 212398759 U CN212398759 U CN 212398759U
- Authority
- CN
- China
- Prior art keywords
- subassembly
- move
- press
- assembly
- clamp spring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Abstract
本实用新型涉及卡簧组装机构,包括压装组件、位于压装组件一侧的存储卡簧的料仓、对料仓中卡簧分料上料的分料送料机构、位于压装组件另一侧的对工件上料的多位同步搬运组件、接收工件和卡簧的移载接驳台,和带动移载接驳台在压装组件、分料送料机构以及多位同步搬运组件之间移动的移动组件;加工时,移动组件带动移载接驳台移动至多为同步搬运组件处,接收工件后,移动组件带动移载接驳台移动至分料送料机构处,接收其从料仓中分出的卡簧,而后,移动组件带动移载接驳台移动至压装组件处进行压装,整体结构紧凑,占用空间小,在使用时能够自动上下料,减掉人工操作,从而有效的降低产品人工成本。
Description
技术领域
本实用新型涉及卡簧组装技术领域,更具体地说,涉及一种卡簧组装机构。
背景技术
卡簧,挡圈或扣环,国内大陆主要是使用65MN的弹簧钢制作而成,供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用;卡簧是机械中常见的紧固件之一,常用的有轴卡(STW)和孔卡(RTW),从外形上可分为C型、E型、U型等,使用工况和外径或内径是区分其规格的一项重要数据。
现有的卡簧组装均采用人工放料、半自动压装,其生产效率低,产品质量低,稳定性差,劳动强度高,提升了产品的人工成本。
实用新型内容
本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种卡簧组装机构。
本实用新型解决其技术问题所采用的技术方案是:
构造一种卡簧组装机构,其中,包括压装组件、位于所述压装组件一侧的存储卡簧的料仓、对所述料仓中卡簧分料上料的分料送料机构、位于所述压装组件另一侧的对工件上料的多位同步搬运组件、接收工件和卡簧的移载接驳台,和带动所述移载接驳台在所述压装组件、所述分料送料机构以及所述多位同步搬运组件之间移动的移动组件。
本实用新型所述的卡簧组装机构,其中,所述料仓包括纵向的立柱,所述立柱的一侧设置有纵向的与卡簧开口对应的立杆;所述料仓还包括与所述立杆连接的安装架。
本实用新型所述的卡簧组装机构,其中,所述分料送料机构包括分料台,所述安装架固定安装在所述分料台上;所述分料台上设置有与所述立柱正对的卡簧定位槽,所述卡簧定位槽的内底部与所述立柱之间存在推料间隙;所述卡簧定位槽内设置有推杆;所述分料台上设置有驱动所述推杆的驱动气缸。
本实用新型所述的卡簧组装机构,其中,所述移载接驳台包括底座和加工台;所述加工台上设置有纵向的定位套,所述加工台的侧边上设置有连通所述定位套的接收卡簧的开槽;所述底座上设置有纵向的伸入所述定位套的顶杆、为所述加工台纵向活动导向的导向组件,以及为所述加工台下行后复位的复位弹簧。
本实用新型所述的卡簧组装机构,其中,所述移动组件包括滑动连接所述底座的滑轨和推动所述底座沿所述滑轨移动的横移气缸。
本实用新型所述的卡簧组装机构,其中,所述多位同步搬运组件包括支架和带动支架沿垂直于所述滑轨的方向移动的横移组件;所述支架上沿其移动方向上排列设置有多个夹持工件的气动夹手。
本实用新型所述的卡簧组装机构,其中,所述压装组件包括分别位于所述滑轨两侧的两个立板、连接两个立板上端的安装板;所述安装板上贯穿设置有压装驱动组件,和由其驱动的压装头。
本实用新型的有益效果在于:加工时,移动组件带动移载接驳台移动至多为同步搬运组件处,接收工件后,移动组件带动移载接驳台移动至分料送料机构处,接收其从料仓中分出的卡簧,而后,移动组件带动移载接驳台移动至压装组件处进行压装,整体结构紧凑,占用空间小,在使用时能够自动上下料,减掉人工操作,从而有效的降低产品人工成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图及实施例对本实用新型作进一步说明,下面描述中的附图仅仅是本发明的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
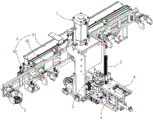
图1是本实用新型较佳实施例的卡簧组装机构整体结构示意图;
图2是本实用新型较佳实施例的卡簧组装机构压装组件侧视图;
图3是本实用新型较佳实施例的卡簧组装机构料仓、分料送料机构以及移载接驳台结构示意图;
图4是本实用新型较佳实施例的卡簧组装机构移载接驳台剖视图。
具体实施方式
为了使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本实用新型的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型的保护范围。
本实用新型较佳实施例的卡簧组装机构,如图1所示,同时参阅图2-4,包括压装组件1、位于压装组件1一侧的存储卡簧的料仓2、对料仓2中卡簧3分料上料的分料送料机构4、位于压装组件1另一侧的对工件5上料的多位同步搬运组件6、接收工件和卡簧的移载接驳台7,和带动移载接驳台7在压装组件1、分料送料机构4以及多位同步搬运组件6之间移动的移动组件8;加工时,移动组件8带动移载接驳台7移动至多为同步搬运组件6处,接收工件5后,移动组件8带动移载接驳台7移动至分料送料机构4处,接收其从料仓2中分出的卡簧3,而后,移动组件8带动移载接驳台7移动至压装组件1处进行压装,整体结构紧凑,占用空间小,在使用时能够自动上下料,减掉人工操作,从而有效的降低产品人工成本。
优选的,料仓2包括纵向的立柱20,立柱20的一侧设置有纵向的与卡簧3开口对应的立杆21;料仓2还包括与立杆20连接的安装架22;通过安装架22与外界进行安装,卡簧纵向堆叠套设在立柱20上,立柱位于卡簧的开口,使用方便、方向性好,结构简单成本低。
优选的,分料送料机构4包括分料台40,安装架22固定安装在分料台40上;分料台40上设置有与立柱20正对的卡簧定位槽41,卡簧定位槽41的内底部与立柱20之间存在推料间隙;卡簧定位槽41内设置有推杆42;分料台40上设置有驱动推杆的驱动气缸43;卡簧3堆叠在立柱20上,最下方的卡簧3位于卡簧定位槽41内,通过驱动气缸43带动推杆42每次将最下方的卡簧3推出即可完成分料送料动作。
优选的,移载接驳台7包括底座70和加工台71;加工台71上设置有纵向的定位套72,加工台71的侧边上设置有连通定位套72的接收卡簧的开槽73;底座70上设置有纵向的伸入定位套72的顶杆74、为加工台71纵向活动导向的导向组件75,以及为加工台71下行后复位的复位弹簧76;工件5放置在加工台71上时,套设在定位套72上通过定位套72对其进行定位,接收卡簧3时,卡簧3由侧边的开槽73进入定位套72正下方或内部,安装时,压装组件下压工件,加工台71在导向组件75(本申请中为导柱导套)导向下下行,顶杆74将卡簧3向上顶入工件内并进行压装,压装完成后,加工台71在复位弹簧76的作用下复位。
优选的,移动组件8包括滑动连接底座70的滑轨80和推动底座70沿滑轨移动的横移气缸81;稳定性好,结构合理且紧凑。
优选的,多位同步搬运组件6包括支架60和带动支架60沿垂直于滑轨的方向移动的横移组件61;支架60上沿其移动方向上排列设置有多个夹持工件5的气动夹手62;便于进行多工位的工件上下料动作。
优选的,压装组件1包括分别位于滑轨80两侧的两个立板10、连接两个立板10上端的安装板11;安装板11上贯穿设置有压装驱动组件12,和由其驱动的压装头13;结构合理且紧凑,占用空间较小。
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
Claims (7)
1.一种卡簧组装机构,其特征在于,包括压装组件、位于所述压装组件一侧的存储卡簧的料仓、对所述料仓中卡簧分料上料的分料送料机构、位于所述压装组件另一侧的对工件上料的多位同步搬运组件、接收工件和卡簧的移载接驳台,和带动所述移载接驳台在所述压装组件、所述分料送料机构以及所述多位同步搬运组件之间移动的移动组件。
2.根据权利要求1所述的卡簧组装机构,其特征在于,所述料仓包括纵向的立柱,所述立柱的一侧设置有纵向的与卡簧开口对应的立杆;所述料仓还包括与所述立杆连接的安装架。
3.根据权利要求2所述的卡簧组装机构,其特征在于,所述分料送料机构包括分料台,所述安装架固定安装在所述分料台上;所述分料台上设置有与所述立柱正对的卡簧定位槽,所述卡簧定位槽的内底部与所述立柱之间存在推料间隙;所述卡簧定位槽内设置有推杆;所述分料台上设置有驱动所述推杆的驱动气缸。
4.根据权利要求1-3任一所述的卡簧组装机构,其特征在于,所述移载接驳台包括底座和加工台;所述加工台上设置有纵向的定位套,所述加工台的侧边上设置有连通所述定位套的接收卡簧的开槽;所述底座上设置有纵向的伸入所述定位套的顶杆、为所述加工台纵向活动导向的导向组件,以及为所述加工台下行后复位的复位弹簧。
5.根据权利要求4所述的卡簧组装机构,其特征在于,所述移动组件包括滑动连接所述底座的滑轨和推动所述底座沿所述滑轨移动的横移气缸。
6.根据权利要求5所述的卡簧组装机构,其特征在于,所述多位同步搬运组件包括支架和带动支架沿垂直于所述滑轨的方向移动的横移组件;所述支架上沿其移动方向上排列设置有多个夹持工件的气动夹手。
7.根据权利要求5或6所述的卡簧组装机构,其特征在于,所述压装组件包括分别位于所述滑轨两侧的两个立板、连接两个立板上端的安装板;所述安装板上贯穿设置有压装驱动组件,和由其驱动的压装头。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020843562.3U CN212398759U (zh) | 2020-05-19 | 2020-05-19 | 一种卡簧组装机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020843562.3U CN212398759U (zh) | 2020-05-19 | 2020-05-19 | 一种卡簧组装机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212398759U true CN212398759U (zh) | 2021-01-26 |
Family
ID=74403285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020843562.3U Active CN212398759U (zh) | 2020-05-19 | 2020-05-19 | 一种卡簧组装机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212398759U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114473498A (zh) * | 2022-04-15 | 2022-05-13 | 杭州日设机器有限公司 | 一种卡簧组装设备 |
| CN115464358A (zh) * | 2022-09-16 | 2022-12-13 | 鸿准精密模具(昆山)有限公司 | 装配装置 |
-
2020
- 2020-05-19 CN CN202020843562.3U patent/CN212398759U/zh active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114473498A (zh) * | 2022-04-15 | 2022-05-13 | 杭州日设机器有限公司 | 一种卡簧组装设备 |
| CN114473498B (zh) * | 2022-04-15 | 2022-07-26 | 杭州日设机器有限公司 | 一种用于汽车的安全带卷收器的卡簧组装设备 |
| CN115464358A (zh) * | 2022-09-16 | 2022-12-13 | 鸿准精密模具(昆山)有限公司 | 装配装置 |
| CN115464358B (zh) * | 2022-09-16 | 2024-02-27 | 鸿准精密模具(昆山)有限公司 | 装配装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212398759U (zh) | 一种卡簧组装机构 | |
| CN109501115B (zh) | 一种注塑机的上下料系统 | |
| CN212245216U (zh) | 一种电芯中转装置及电芯上下料设备 | |
| CN111532717B (zh) | 一种自动化工件送料机构 | |
| CN106865219B (zh) | 自动化输送线 | |
| CN210359357U (zh) | 一种自动上料双轴钻床 | |
| CN210146829U (zh) | 管件全自动加工设备的工位转换装置 | |
| CN112059392B (zh) | 一种二极管全自动装配及电阻焊组合式一体机 | |
| CN106299491A (zh) | 一种蓄电池自动入槽装置 | |
| CN213080379U (zh) | 一种二极管全自动装配及电阻焊组合式一体机 | |
| CN115122085B (zh) | 一种集上下料、装配、检测、喷码于一体的自动化设备 | |
| CN109226637B (zh) | 一种脚轮自动装配铆合装置 | |
| CN116237773A (zh) | 一种五金连接件生产设备 | |
| CN209919423U (zh) | 数控机床用上料装置 | |
| CN111014756A (zh) | 一种送料效率高的头帽自动装配机 | |
| CN113857776A (zh) | 一种usb金属外壳上料装置、方法和自动化焊接设备 | |
| CN211438184U (zh) | 一种头帽自动装配机 | |
| CN112207870A (zh) | 一种橡胶密封条裁切设备和裁切方法 | |
| CN211361299U (zh) | 一种汽车减震器平面轴承自动组装机 | |
| CN218402399U (zh) | 一种可用于输送圆柱物体的自动化流水线 | |
| CN217551671U (zh) | 一种汽车部件自动压装的机械手自动化设备 | |
| CN216298684U (zh) | 一种自动化机床用卸料机构 | |
| CN216403110U (zh) | 端子板载盘的自动收纳料仓 | |
| CN216828343U (zh) | 一种冲压生产线 | |
| CN215100475U (zh) | 辊道式的拆码盘装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |