CN211387526U - 一种多工位焊接工装 - Google Patents
一种多工位焊接工装 Download PDFInfo
- Publication number
- CN211387526U CN211387526U CN201922455979.2U CN201922455979U CN211387526U CN 211387526 U CN211387526 U CN 211387526U CN 201922455979 U CN201922455979 U CN 201922455979U CN 211387526 U CN211387526 U CN 211387526U
- Authority
- CN
- China
- Prior art keywords
- cylinder
- connecting plate
- station
- cylinder body
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Abstract
本实用新型公开了一种多工位焊接工装。该种多工位焊接工装包括工作台,工作台设置有第一工位、第二工位;第一工位包括基座组一、缸体压紧机构一、连接板压紧机构、弯管压紧机构,基座组一用于放置待焊接的缸体、连接板、弯管,缸体压紧机构一用于将缸体压紧于基座组一,连接板压紧机构用于连接板压紧于基座组一,弯管压紧机构用于将弯管压紧于基座组一;第二工位包括安装于工作台的基座组二、缸体压紧机构二,基座组二用于放置缸体、连接板、弯管,缸体压紧机构二用于将缸体压紧于基座组二。通过第一工位与第二工位的配合,实现了机械化的对待焊件的稳定夹持,并且能够将连接板与弯管完整焊接于缸体,提高了焊接质量。
Description
技术领域
本实用新型涉及焊接领域,特别涉及一种多工位压力缸部件焊接工装。
背景技术
压力缸在加工过程中需要将缸体与弯管、连接板件等焊接在一起,焊缝位置是否准确性、焊缝质量是否良好,是压力缸部件可靠性的重要保证,传统的焊接工装,定位不准确、焊接过程中的装夹效率低,工件加工的稳定性差,从而导致焊接质量层次不齐,很难满足大批量、工业化的生产要求。
实用新型内容
本实用新型的目的是提供一种压力缸的多工位焊接工装,通过不同工位对压力缸及待焊部件进行稳定夹持,从而保证焊接质量。
为了实现上述实用新型目的,本实用新型一种多悬臂转轴焊接工装采用如下技术方案:
一种多工位焊接工装,包括工作台,所述工作台设置有第一工位、第二工位;所述第一工位包括安装于所述工作台的基座组一、缸体压紧机构一、连接板压紧机构、弯管压紧机构,所述基座组一用于放置待焊接的缸体、连接板、弯管,所述缸体压紧机构一用于将所述缸体压紧于所述基座组一,所述连接板压紧机构用于所述连接板压紧于所述基座组一,弯管压紧机构用于将所述弯管压紧于所述基座组一;所述第二工位包括安装于所述工作台的基座组二、缸体压紧机构二,所述基座组二用于放置所述缸体、连接板、弯管,所述缸体压紧机构二用于将所述缸体压紧于所述基座组二。
本实用新型工作时,将缸体、连接板、弯管放置于基座组一,然后分别通过缸体压紧机构一、连接板压紧机构、弯管压紧机构将缸体、连接板、弯管稳定定位于基座组一,完成焊接,然后将第一工位中焊接有连接板、弯管的缸体取下,翻转180°后放置于基座组二,通过缸体压紧机构二对缸体进行夹持,从而将待焊件稳定定位于第二工位中。
与现有技术相比,本实用新型的有益效果在于:通过第一工位与第二工位的配合,实现了机械化的对待焊件的稳定夹持,并且能够将连接板与弯管完整焊接于缸体,提高了焊接质量。
在上述技术方案的基础上,本实用新型还可以做如下改进:
进一步地:所述基座组一包括安装于所述工作台的缸体支座一、端部挡块一,所述缸体支座一用于使所述缸体沿径向定位,所述端部挡块一配合所述缸体压紧机构一用于使所述缸体沿轴向定位。本步的有益效果:通过缸体支座一、端部挡块一、缸体压紧机构一的配合实现了机械化的对缸体的稳定夹持。
进一步地:所述缸体压紧机构一包括驱动机构一,所述驱动机构一用于将所述缸体沿轴线压紧于所述端部挡块一。
进一步地:所述基座组一还包括安装于所述工作台的连接板垫块一,所述连接板压紧机构包括驱动机构二,所述驱动机构二用于将所述连接板压紧于所述连接板垫块一。本步的有益效果:通过驱动机构二与连接板垫块一的配合,实现了连接板的稳定夹持。
进一步地:所述基座组一还包括安装于所述工作台的弯管垫块一,所述弯管压紧机构包括驱动机构三,所述驱动机构三用于将所述弯管压紧于所述缸体。本步的有益效果:通过弯管垫块一与驱动机构三的配合实现了弯管稳定的夹持。
进一步地:所述基座组二包括缸体支座二、端部挡块二,所述缸体压紧机构二包括安装于所述工作台的驱动机构四,所述驱动机构四用于将所述缸体压紧于所述端部挡块二。
进一步地:所述基座组二还包括安装于所述工作台的连接板垫块二、弯管垫块二。
进一步地:它还包括第三工位,所述第三工位包括安装于所述工作台的缸体压紧机构三、基座组三、连接板定位机构,所述缸体压紧机构三用于将所述缸体压紧于所述基座组三。本步的有益效果:通过第三工位提高弯管与缸体间的焊接质量。
进一步地:所述缸体压紧机构三包括驱动机构五,所述基座组三包括缸体支座三、端部挡块三,所述驱动机构五用于将所述缸体的端面压紧于所述端部挡块三。
进一步地:所述连接板定位机构包括驱动机构六,所述工作台开设有放置所述连接板的通孔,所述驱动机构六用于将所述连接板的端面压紧于所述通孔侧壁。本步的有益效果:通过驱动机构六与通孔的配合使得连接板定位,从而弯管定位。
附图说明
为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
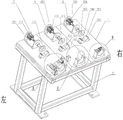
图1为本实用新型的第一结构示意图;
图2为图1中A的局部放大图;
图3为本实用新型的第二结构示意图;
图4为图3中B的局部放大图;
图5为图1中C的局部放大图;
图6为图1中D的局部放大图。
其中,1工作台;
2框架;
3第一工位,301基座组一,302缸体压紧机构一,303连接板压紧机构,304弯管压紧机构,305缸体支座一,306端部挡块一,307连接板垫块一,308弯管垫块一,309凹槽一,310定位槽一,311驱动机构一,312顶块一,313凸台,314驱动机构二,315压块,316放置槽一,317驱动机构三,318连接块,319夹紧块,320夹紧槽;
4第二工位,401基座组二,402缸体压紧机构二,403缸体支座二,404端部挡块二,405连接板垫块二,406弯管垫块二,407凹槽二,408定位槽二,409放置槽二,410驱动机构四,411顶块二;
5第三工位,501缸体压紧机构三,502基座组三,503连接板定位机构,504缸体支座三,505端部挡块三,506凹槽三,507定位槽三,508驱动机构五,509顶块三,510驱动机构六,511限位块,512通孔。
具体实施方式
下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
需要注意的是,除非另有说明,本申请使用的技术术语或者科学术语应当为本实用新型所属领域技术人员所理解的通常意义。
在本申请的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。在本实用新型的描述中,“多个”的含义是两个及以上,除非另有明确具体的限定。
在本申请中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
具体实施例
如图1所示,一种多工位焊接工装,包括工作台1、框架2,工作台1安装于框架2上端,工作台1设置有相互间隔设置的第一工位3、第二工位4,第一工位3用于将待焊接的连接板、弯管、缸体定位,第二工位4用于将焊接有连接板、弯管的缸体绕着缸体轴线翻转180°后定位。
如图1、2所示,第一工位3包括安装于工作台1的基座组一301、缸体压紧机构一302、连接板压紧机构303、弯管压紧机构304,基座组一301用于放置待焊接的缸体、连接板、弯管,缸体压紧机构一302用于将缸体压紧于基座组一301,连接板压紧机构303用于连接板压紧于基座组一301,弯管压紧机构304用于将弯管压紧于基座组一301;第二工位4包括安装于工作台1的基座组二401、缸体压紧机构二402,基座组二401用于放置缸体、连接板、弯管,缸体压紧机构二402用于将缸体压紧于基座组二401;本装置工作时,第一工位3中,将弯管、连接板、缸体定位,然后进行焊接工序,将上述焊接工序焊接完成的压力缸取出,并将缸体绕其自身轴线翻转180°后放置于第二工位4,再将弯管、连接板与缸体待焊接处的剩余部分焊接完成。
如图1、2、3、4所示,基座组一301包括安装于工作台1的缸体支座一305、端部挡块一306、连接板垫块一307、弯管垫块一308,缸体支座一305有两个且相互间隔设置,缸体支座一305上端面开设有凹槽一309,凹槽一309为V型槽,凹槽一309用于放置缸体,通过V型槽的槽形使得缸体沿径向定位,端部挡块一306开设有定位槽一310,定位槽一310的槽壁用于在径向支撑缸体,定位槽一310的槽底用于在轴向对缸体限位,通过缸体压紧机构一302使缸体端面与定位槽一310的槽底贴合,从而实现缸体的轴向定位;缸体压紧机构一302包括驱动机构一311、顶块一312,驱动机构一311安装于工作台1,驱动机构一311具有沿横向直线运动的活动端一,顶块一312安装于活动端一,活动端一相对于端部挡块一306设置于缸体另一侧,活动端一用于驱动顶块一312将缸体沿轴线压紧于定位槽一310的槽底;连接板垫块一307设置于缸体支座一305的左侧,连接板垫块一307上端侧面设置有凸台313,通过凸台313限制连接板的位置,连接板垫块一307用于放置连接板,连接板压紧机构303包括驱动机构二314、压块315,驱动机构二314安装于工作台1,驱动机构二314具有沿竖向直线运动的活动端二,压块315安装于活动端二,压块315设置于连接板垫块一307的上方,当连接板放置于连接板垫块一307时,通过活动端二带动压块315向下运动并将连接板紧压于连接板垫块一307;弯管垫块一308设置于缸体支座一305的右侧,弯管垫块一308上端面对应于弯管外形开设有相匹配的放置槽一316,放置槽一316用于放置弯管,弯管压紧机构304包括驱动机构三317、连接块318、夹紧块319,驱动机构三317安装于工作台1,驱动机构三317具有沿横向直线运动的活动端三,活动端三安装有连接块318,夹紧块319安装于连接块318,夹紧块319朝向弯管一侧的端面开设有夹紧槽320,夹紧槽320为V型槽,通过活动端三带动夹紧块319运动,从而夹紧槽320卡住弯管的管壁使得弯管压紧于缸体的待焊接处。
如图1、5所示,基座组二401包括缸体支座二403、端部挡块二404、连接板垫块二405、弯管垫块二406,缸体支座二403上端面开设有凹槽二407,凹槽二407为V型槽,凹槽二407用于放置缸体,通过V型槽的槽形使得缸体沿径向定位,端部挡块二404开设有定位槽二408,定位槽二408的槽壁用于在径向支撑缸体,定位槽二408的槽底用于在轴向对缸体限位,通过缸体压紧机构二402使缸体端面与定位槽二408的槽底贴合,从而实现缸体的轴向定位;连接板垫块二405设置于缸体支座二403的右侧并用于放置连接板;弯管垫块二406设置于缸体支座二403的左侧,弯管垫块二406上端面开设有与弯管外形相匹配的放置槽二409,放置槽二409用于放置弯管,由于通过第一工位3已经将连接板与弯管初步焊接于缸体外壁,在第二工位4中,需要对缸体的轴向与径向位移进行定位,并在弯管下方设置弯管垫块二406、连接板下方设置连接板垫块二405,即可以将该待焊件稳定定位于第二工位4;缸体压紧机构二402包括驱动机构四410、顶块二411,驱动机构四410安装于工作台1,驱动机构四410具有沿横向运动的活动端四,顶块二411安装于活动端四,活动端四用于驱动顶块二411将缸体压紧于定位槽二408的槽底端面。
如图1所示,将连接板、弯管焊接于缸体的整个过程中,必须按照先将待焊件定位于第一工位3,再定位于第二工位4的顺序,逐步对连接板、弯管、缸体进行焊接,上述第一工位3和第二工位4的定位已经可以将连接板、弯管需要与缸体连接的区域完整焊接,由于弯管与缸体内部直接连通,所以为了保证弯管处的焊接质量,该种多工位焊接工装还包括第三工位5,通过第三工位5对压力缸进行夹持,以便对弯管与缸体连接处的环形焊缝进行修补。
如图1、6所示,第三工位5包括安装于工作台1的缸体压紧机构三501、基座组三502、连接板定位机构503,基座组三502包括缸体支座三504、端部挡块三505,缸体支座三504上端面开设有凹槽三506,凹槽三506为V型槽,凹槽三506用于放置缸体,通过V型槽的槽形使得缸体沿径向定位,端部挡块三505开设有定位槽三507,定位槽三507的槽壁用于在径向支撑缸体,定位槽三507的槽底用于在轴向对缸体限位,通过缸体压紧机构三501使缸体端面与定位槽三507的槽底贴合,从而实现缸体的轴向定位;缸体压紧机构包括驱动机构五508、顶块三509,驱动机构五508安装于工作台1,驱动机构五508具有沿横向直线运动的活动端五,顶块三509安装于活动端五,活动端五用于驱动顶块三509将缸体的端面压紧于定位槽三507的槽底;连接板定位机构503包括驱动机构六510、限位块511,驱动机构六510安装于工作台1,驱动机构六510具有沿横向直线运动的活动端六,限位块511安装于活动端六,工作台1开设有放置连接板的通孔512,活动端六用于驱动限位块511将连接板的端面压紧于通孔512侧壁,从而使得弯管位置固定,方便对弯管与缸体的连接处进行焊接。
上述驱动机构一311、驱动机构二314、驱动机构三317、驱动机构四410、驱动机构五508、驱动机构六510为气缸,它们还可以是油缸、电动推杆等具有直线驱动能力的装置。
上述连接、设置、安装的连接方式,可以在已存在的现有技术中选择合适的连接方式,如焊接、铆接、螺纹连接、粘接、销连接、键连接、弹性变形连接、卡扣连接、过盈连接、注塑成型的方式实现结构上的相连,实际生产中,应该在实现连接目的、保证连接效果的前提下,根据生产条件,选择成本较低、生产效率高的连接方式。
本实用新型的具体工作过程与原理:
先将缸体放置于第一工位3的凹槽一309及定位槽一310中,通过驱动机构一311驱动顶块一312推动缸体端部,并将缸体另一端压紧于定位槽一310的槽底,从而实现了缸体的定位,将连接板放置于连接板垫块一307,由驱动机构二314驱动压块315向下运动,将连接板压紧于连接板垫块一307上端面,将弯管放置于弯管垫块一308的放置槽一316中,由驱动机构三317驱动夹紧块319朝向弯管运动,从而夹紧槽320将弯管压紧于缸体待焊接处,从而通过第一工位3实现对待焊件的稳定夹持定位;对第一工位3中的待焊件焊接完成后,然后将缸体取下放置于第二工位4的凹槽二407、定位槽二408中,同时连接板放置于连接板垫块二405、弯管放置于弯管垫块二406,由驱动机构四410驱动顶块二411将缸体另一端面压紧于定位槽二408的槽底,从而通过第二工位4实现对缸体沿轴线翻转180°后的稳定夹持;对第二工位4中的待焊件焊接完成后,将缸体放置于第三工位5的凹槽三506、定位槽三507中,同时将连接板插入工作台1对应开设的通孔512中,通过驱动机构六510驱动限位块511并将连接板的端面压紧于通孔512的内壁,从而使得弯管位置保持固定,以便对弯管与缸体连接处进行焊接。
本实用新型的说明书中,说明了大量具体细节。然而,能够理解,本实用新型的实施例可以在没有这些具体细节的情况下实践。在一些实例中,并未详细示出公知的方法、结构和技术,以便不模糊对本说明书的理解。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
Claims (10)
1.一种多工位焊接工装,其特征在于,包括工作台,所述工作台设置有第一工位、第二工位;所述第一工位包括安装于所述工作台的基座组一、缸体压紧机构一、连接板压紧机构、弯管压紧机构,所述基座组一用于放置待焊接的缸体、连接板、弯管,所述缸体压紧机构一用于将所述缸体压紧于所述基座组一,所述连接板压紧机构用于所述连接板压紧于所述基座组一,弯管压紧机构用于将所述弯管压紧于所述基座组一;所述第二工位包括安装于所述工作台的基座组二、缸体压紧机构二,所述基座组二用于放置所述缸体、连接板、弯管,所述缸体压紧机构二用于将所述缸体压紧于所述基座组二。
2.根据权利要求1所述的多工位焊接工装,其特征在于,所述基座组一包括安装于所述工作台的缸体支座一、端部挡块一,所述缸体支座一用于使所述缸体沿径向定位,所述端部挡块一配合所述缸体压紧机构一用于使所述缸体沿轴向定位。
3.根据权利要求2所述的多工位焊接工装,其特征在于,所述缸体压紧机构一包括驱动机构一,所述驱动机构一用于将所述缸体沿轴线压紧于所述端部挡块一。
4.根据权利要求3所述的多工位焊接工装,其特征在于,所述基座组一还包括安装于所述工作台的连接板垫块一,所述连接板压紧机构包括驱动机构二,所述驱动机构二用于将所述连接板压紧于所述连接板垫块一。
5.根据权利要求4所述的多工位焊接工装,其特征在于,所述基座组一还包括安装于所述工作台的弯管垫块一,所述弯管压紧机构包括驱动机构三,所述驱动机构三用于将所述弯管压紧于所述缸体。
6.根据权利要求5所述的多工位焊接工装,其特征在于,所述基座组二包括缸体支座二、端部挡块二,所述缸体压紧机构二包括安装于所述工作台的驱动机构四,所述驱动机构四用于将所述缸体压紧于所述端部挡块二。
7.根据权利要求6所述的多工位焊接工装,其特征在于,所述基座组二还包括安装于所述工作台的连接板垫块二、弯管垫块二。
8.根据权利要求1-7任一所述的多工位焊接工装,其特征在于,它还包括第三工位,所述第三工位包括安装于所述工作台的缸体压紧机构三、基座组三、连接板定位机构,所述缸体压紧机构三用于将所述缸体压紧于所述基座组三。
9.根据权利要求8所述的多工位焊接工装,其特征在于,所述缸体压紧机构三包括驱动机构五,所述基座组三包括缸体支座三、端部挡块三,所述驱动机构五用于将所述缸体的端面压紧于所述端部挡块三。
10.根据权利要求9所述的多工位焊接工装,其特征在于,所述连接板定位机构包括驱动机构六,所述工作台开设有放置所述连接板的通孔,所述驱动机构六用于将所述连接板的端面压紧于所述通孔侧壁。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922455979.2U CN211387526U (zh) | 2019-12-30 | 2019-12-30 | 一种多工位焊接工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922455979.2U CN211387526U (zh) | 2019-12-30 | 2019-12-30 | 一种多工位焊接工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211387526U true CN211387526U (zh) | 2020-09-01 |
Family
ID=72206108
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922455979.2U Expired - Fee Related CN211387526U (zh) | 2019-12-30 | 2019-12-30 | 一种多工位焊接工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211387526U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112605597A (zh) * | 2020-12-23 | 2021-04-06 | 岳西县恒意机械有限公司 | 一种定位焊接工装夹具及其使用方法 |
-
2019
- 2019-12-30 CN CN201922455979.2U patent/CN211387526U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112605597A (zh) * | 2020-12-23 | 2021-04-06 | 岳西县恒意机械有限公司 | 一种定位焊接工装夹具及其使用方法 |
| CN112605597B (zh) * | 2020-12-23 | 2022-07-05 | 岳西县恒意机械有限公司 | 一种定位焊接工装夹具及其使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102773654A (zh) | 车身夹具 | |
| CN107962333A (zh) | 一种汽车悬架控制臂的焊接夹具 | |
| CN108465967B (zh) | 一种用于角钢栅格板加工的高效生产线及其工作方法 | |
| CN211387526U (zh) | 一种多工位焊接工装 | |
| CN212217603U (zh) | 下加强管托条组件的机器人焊接装置 | |
| CN112917049B (zh) | 圆盘式焊接机 | |
| CN213135640U (zh) | 用于汽车焊装生产的车门内板自动焊接夹具结构 | |
| CN211680601U (zh) | 一种金属结构件自动焊接装置 | |
| CN205290209U (zh) | 新能源车b柱横梁总成焊接夹具 | |
| CN208342007U (zh) | 一种电池模组焊接装置 | |
| CN210046268U (zh) | 一种螺母压合装配机的垫片上料装置 | |
| CN205763384U (zh) | 管路结构铆压模具 | |
| CN105436789A (zh) | 新能源车b柱横梁总成焊接夹具 | |
| CN216177946U (zh) | 一种焊接夹具工装 | |
| CN220145098U (zh) | 一种用于发动机缸盖后盖板的焊接定位装置 | |
| CN216939359U (zh) | 链节板液压装置 | |
| CN211440530U (zh) | 一种水泥瓦模具用机器人夹具 | |
| CN220388435U (zh) | 一种儿童座椅支撑杆焊接装置 | |
| CN212385072U (zh) | 一种车制塑料管件制品夹具 | |
| CN217618832U (zh) | 直圆管组件焊接预变形装置 | |
| CN209850388U (zh) | 一种用于摩擦焊的加工夹具 | |
| CN218855985U (zh) | 一种曲臂升降车的折叠臂焊接治具 | |
| CN220217268U (zh) | 一种卫浴框架激光焊夹具的新型结构 | |
| CN215357061U (zh) | 一种汽车零部件点焊夹具的防漏结构 | |
| CN218657295U (zh) | 一种不锈钢管封口电容储能凸焊机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200901 Termination date: 20201230 |