CN210525720U - 一种组合式前壳注塑模具 - Google Patents
一种组合式前壳注塑模具 Download PDFInfo
- Publication number
- CN210525720U CN210525720U CN201921615393.1U CN201921615393U CN210525720U CN 210525720 U CN210525720 U CN 210525720U CN 201921615393 U CN201921615393 U CN 201921615393U CN 210525720 U CN210525720 U CN 210525720U
- Authority
- CN
- China
- Prior art keywords
- mold
- shell
- injection
- mold shell
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Abstract
本实用新型公开了一种组合式前壳注塑模具,包括顶模壳、底模壳、前模壳和后模壳,后模壳的两侧设置有配合块,前模壳和后模壳的顶部部分配合在顶模壳的凹槽内,前模壳和后模壳的底部部分配合在底模壳的凹槽内,前模壳内开设有配合腔,配合腔内至少设置有两块相对设置有第一内模,第一内模的一侧开设有凹槽,第一内模的凹槽内配合有模芯,模芯的外侧设置有第二内模,第二内模的中心部分开设有矩形槽,模芯的一侧配合在矩形槽内,前模壳的顶部开设有第一注塑孔,后模壳和前模壳顶部的一侧开设有相接的第一弧形槽,后模壳上的第一弧形槽和前模壳上的第一弧形槽共同构成第二注塑孔,本实用新型旨在提供一种组装方便且成型较快的模具。
Description
技术领域
本实用新型涉及注塑模具技术领域,尤其是一种组合式前壳注塑模具。
背景技术
目前,多数的注塑模具为单成型腔配合内模和模芯对产品进行注塑加工成型的,在对通过两个可进行配合的部件所组成的产品进行注塑加工时,由于成型腔为单体式的结构,所以需要对这两个可进行配合的部件进行单独的注塑加工处理,则需要使用到两个不同结构的注塑模具进行注塑加工,这使得企业需要使用更多的生产成本来制造注塑模具;因此,有必要地对注塑模具的结构进行改进。
实用新型内容
本实用新型针对上述技术不足,提供一种通过组合式的前模壳结构进行两个可配合部的独立注塑加工,且组装方便、成型较快的注塑模具。
为达到上述目的,本实用新型通过以下技术方案实现:
一种组合式前壳注塑模具,包括顶模壳、底模壳、前模壳和后模壳,所述后模壳的两侧设置有配合块,所述前模壳的两侧开设有配合槽,所述配合块配合在配合槽内,所述前模壳和后模壳的顶部部分配合在顶模壳的凹槽内,所述前模壳和后模壳的底部部分配合在底模壳的凹槽内,所述前模壳和后模壳的内部共同构成为成型腔,所述前模壳内开设有配合腔,所述配合腔内至少设置有两块相对设置有第一内模,所述第一内模的一侧开设有凹槽,所述第一内模的凹槽内配合有模芯,所述模芯的外侧设置有第二内模,所述第二内模的中心部分开设有矩形槽,所述模芯的一侧配合在矩形槽内,所述前模壳的顶部开设有第一注塑孔,所述后模壳和前模壳顶部的一侧开设有相接的第一弧形槽,所述后模壳上的第一弧形槽和前模壳上的第一弧形槽共同构成第二注塑孔。
进一步,所述顶模壳的顶面上开设有注塑口,所述注塑口分别与第一注塑孔和第二注塑孔相连通,所述注塑口的底部设置有分流块,所述分流块的两侧为斜面。
进一步,所述底模壳的底部开设有若干个散热槽。
进一步,所述第一内模的四个边角上均开设有圆形孔,所述矩形槽外侧的第二内模表面上设置有矩形框,所述第二内模的四个边角上均设置有圆形凸块。
进一步,所述圆形孔和圆形凸块的半径大小相同。
进一步,所述第一内模的顶面上开设有第二弧形槽,两个相接的所述第二弧形槽共同构成第三注塑孔。
本实用新型的有益效果为:
通过组合式的前模壳结构进行两个可配合部的独立注塑加工,底模上设置有用于散热的散热槽,且模具整体的组装方便,成型较快。
附图说明
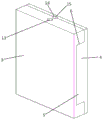
图1为本实用新型的整体结构示意图。
图2为前模壳和后模壳的配合结构示意图。
图3为前模壳和后模壳的内部结构示意图。
图4为前模壳的结构示意图。
图5为后模壳的结构示意图。
图6为第二内模配合在模芯上的结构示意图。
图7为顶模壳的结构示意图。
图8为底模壳的结构示意图。
图9为第一内模的结构示意图。
图中,顶模壳1、底模壳2、前模壳3、后模壳4、配合块5、配合槽6、成型腔7、配合腔8、第一内模9、模芯10、第二内模11、矩形槽12、第一注塑孔13、第一弧形槽14、第二注塑孔15、注塑口16、分流块17、斜面18、散热槽19、圆形孔20、矩形框21、圆形凸块22、第二弧形槽23、第三注塑孔24。
具体实施方式
如图1~9结合所示,一种组合式前壳注塑模具,包括顶模壳1、底模壳2、前模壳3和后模壳4,所述后模壳4的两侧设置有配合块,所述前模壳3的两侧开设有配合槽6,所述配合块配合在配合槽6内,所述前模壳3和后模壳4的顶部部分配合在顶模壳1的凹槽内,所述前模壳3和后模壳4的底部部分配合在底模壳2的凹槽内,所述前模壳3和后模壳4的内部共同构成为成型腔7,所述前模壳3内开设有配合腔8,所述配合腔8内至少设置有两块相对设置有第一内模9,所述第一内模9的一侧开设有凹槽,所述第一内模9的凹槽内配合有模芯10,所述模芯10的外侧设置有第二内模11,所述第二内模11的中心部分开设有矩形槽12,所述模芯10的一侧配合在矩形槽12内,所述前模壳3的顶部开设有第一注塑孔13,所述后模壳4和前模壳3顶部的一侧开设有相接的第一弧形槽14,所述后模壳4上的第一弧形槽14和前模壳3上的第一弧形槽14共同构成第二注塑孔15。
所述顶模壳1的顶面上开设有注塑口16,所述注塑口16分别与第一注塑孔13和第二注塑孔15相连通,所述注塑口16的底部设置有分流块17,所述分流块17的两侧为斜面18。
所述底模壳2的底部开设有若干个散热槽19。
所述第一内模9的四个边角上均开设有圆形孔20,所述矩形槽12外侧的第二内模11表面上设置有矩形框21,所述第二内模11的四个边角上均设置有圆形凸块22。
所述圆形孔20和圆形凸块22的半径大小相同。
所述第一内模9的顶面上开设有第二弧形槽23,两个相接的所述第二弧形槽23共同构成第三注塑孔24。
使用时:
将第一内模9放置在前模壳3的配合腔8内,然后将模芯10放置在第一内模9的凹槽内,随后将第二内模11沿模芯10和矩形槽12进行配合后,将前模壳3和后模壳4沿配合块与配合槽6进行配合后,再将顶模壳1和底模壳2配合在前模壳3和后模壳4整体的顶部和底部上,从而完成了模具整体的组装;通过注塑口16将熔融的注塑原料注入到模具内,通过分流块17上的斜面18将注塑原料分流到第一注塑孔13和第二注塑孔15内,注塑原料从第一注塑孔13流入到第三注塑孔24,,注塑原料从第三注塑孔24和第二注塑孔15流入到成型腔7中,第二内模11将成型腔7分隔为两个部分,待注塑原料在成型腔7中冷却成型后进行开模,将成型腔7中的两个可通过圆形孔20和圆形凸块22进行配合的注塑产品取出。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
Claims (6)
1.一种组合式前壳注塑模具,包括顶模壳、底模壳、前模壳和后模壳,其特征在于,所述后模壳的两侧设置有配合块,所述前模壳的两侧开设有配合槽,所述配合块配合在配合槽内,所述前模壳和后模壳的顶部部分配合在顶模壳的凹槽内,所述前模壳和后模壳的底部部分配合在底模壳的凹槽内,所述前模壳和后模壳的内部共同构成为成型腔,所述前模壳内开设有配合腔,所述配合腔内至少设置有两块相对设置有第一内模,所述第一内模的一侧开设有凹槽,所述第一内模的凹槽内配合有模芯,所述模芯的外侧设置有第二内模,所述第二内模的中心部分开设有矩形槽,所述模芯的一侧配合在矩形槽内,所述前模壳的顶部开设有第一注塑孔,所述后模壳和前模壳顶部的一侧开设有相接的第一弧形槽,所述后模壳上的第一弧形槽和前模壳上的第一弧形槽共同构成第二注塑孔。
2.根据权利要求1所述的组合式前壳注塑模具,其特征在于,所述顶模壳的顶面上开设有注塑口,所述注塑口分别与第一注塑孔和第二注塑孔相连通,所述注塑口的底部设置有分流块,所述分流块的两侧为斜面。
3.根据权利要求1所述的组合式前壳注塑模具,其特征在于,所述底模壳的底部开设有若干个散热槽。
4.根据权利要求1所述的组合式前壳注塑模具,其特征在于,所述第一内模的四个边角上均开设有圆形孔,所述矩形槽外侧的第二内模表面上设置有矩形框,所述第二内模的四个边角上均设置有圆形凸块。
5.根据权利要求4所述的组合式前壳注塑模具,其特征在于,所述圆形孔和圆形凸块的半径大小相同。
6.根据权利要求1所述的组合式前壳注塑模具,其特征在于,所述第一内模的顶面上开设有第二弧形槽,两个相接的所述第二弧形槽共同构成第三注塑孔。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921615393.1U CN210525720U (zh) | 2019-09-26 | 2019-09-26 | 一种组合式前壳注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921615393.1U CN210525720U (zh) | 2019-09-26 | 2019-09-26 | 一种组合式前壳注塑模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210525720U true CN210525720U (zh) | 2020-05-15 |
Family
ID=70606819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921615393.1U Active CN210525720U (zh) | 2019-09-26 | 2019-09-26 | 一种组合式前壳注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210525720U (zh) |
-
2019
- 2019-09-26 CN CN201921615393.1U patent/CN210525720U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210525720U (zh) | 一种组合式前壳注塑模具 | |
| CN206884078U (zh) | 一种牛角进胶注塑模 | |
| CN210851202U (zh) | 一种带多通路随形冷却水道的心状杯外模腔体 | |
| CN210758745U (zh) | 一种聚氨酯密封圈生产浇注成型模具 | |
| CN211251166U (zh) | 一种汽车通风口壳体模具 | |
| CN108819154B (zh) | 一种便于快速冷却的汽车内饰件模具 | |
| CN203171971U (zh) | 一种带滑块模具的流道结构 | |
| CN206825815U (zh) | 一种成型耳机壳体的模具 | |
| CN203844135U (zh) | 吸尘器过滤球的成型模具 | |
| CN206983134U (zh) | 一种防缩水的绝缘端板模具 | |
| CN216506437U (zh) | 一种双色按钮注塑模具 | |
| CN215661647U (zh) | 一种模具的脱模顶出结构 | |
| CN214239279U (zh) | 一种磁帽注塑模具 | |
| CN217944156U (zh) | 一种模仁总成 | |
| CN211027563U (zh) | 一种5g基站用转接支撑架铝型材挤压模具 | |
| CN210257058U (zh) | 一种笔记本塑料件用注塑模具 | |
| CN108973026A (zh) | 一种新型多穴数背光源透镜模具 | |
| CN214026903U (zh) | 一种注塑用通用模具 | |
| CN220348939U (zh) | 米桶滑盖注塑成型模具 | |
| CN210702383U (zh) | 一种盘类产品双层夹芯模具 | |
| CN214562621U (zh) | 把手制造模具 | |
| CN220348950U (zh) | 一种多腔成型模具 | |
| CN220373791U (zh) | 具有倒扣结构的塑料箱体上盖注塑模具 | |
| CN217454747U (zh) | 一种减小装配间隙的侧角模具结构 | |
| CN211763008U (zh) | 一种带小嵌件的双色注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |