CN210052590U - 一种铝塑带防水电缆生产装置 - Google Patents
一种铝塑带防水电缆生产装置 Download PDFInfo
- Publication number
- CN210052590U CN210052590U CN201921328508.9U CN201921328508U CN210052590U CN 210052590 U CN210052590 U CN 210052590U CN 201921328508 U CN201921328508 U CN 201921328508U CN 210052590 U CN210052590 U CN 210052590U
- Authority
- CN
- China
- Prior art keywords
- cable
- aluminum
- plastic
- mould
- outer frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Abstract
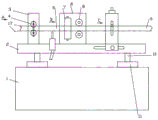
本实用新型涉及一种铝塑带防水电缆生产装置,包括固定在工作台上的安装架,以及沿电缆输送方向依次固定在安装架上的引导包裹装置、压紧模具和定型模具,所述安装架一侧设有朝向铝塑带搭接处的电阻热风枪,所述电阻热风枪位于引导包裹装置与压紧模具之间。本实用新型通过引导包裹装置对电缆进行初步包裹,再通过电阻热风枪对铝塑带的搭接边表面的塑料加热至熔融状态,利用定型模具和压紧模具对搭接边进行两次压紧,使铝塑带形成防水层,整套装置方便拆卸,操作简单,并且多处设置高度或相对位置的调节结构,可以适应多种规格的电缆生产。
Description
技术领域
本实用新型涉及电缆生产设备领域,尤其涉及到一种铝塑带防水电缆生产装置。
背景技术
目前高压电缆的径向防水采用焊接皱纹铝波纹管来实现,由于中低压电缆半径较小,要求的弯曲半径较小,为达到防水要求,往往采用纵包皱纹铝护套的方法来实现。两种方法虽然能够起到防水作用,但是生产过程比较复杂,防水套的焊接或包覆占用时间长,生产成本较高。
发明内容
本实用新型针对现有技术的不足,提供一种铝塑带防水电缆生产装置,将铝塑带裹覆在电缆外侧进行防水,生产加工的步骤比较简单,生产效率高。
本实用新型是通过如下技术方案实现的,提供一种铝塑带防水电缆生产装置,包括固定在工作台上的安装架,以及沿电缆输送方向依次固定在安装架上的引导包裹装置、压紧模具和定型模具,所述安装架一侧设有朝向铝塑带搭接处的电阻热风枪,所述电阻热风枪位于引导包裹装置与压紧模具之间。
本方案在工作台上固定安装有安装架,以及沿电缆输送方向依次固定在安装架上的引导包裹装置、压紧模具和定型模具,通过引导包裹装置使穿过的电缆和铝塑带包裹在一起,再通过安装在包裹装置与压紧模具之间的电阻热风枪,对铝塑带两侧边的搭接处进行加热,加热后的搭接边进入定型模具后,在定型模具的挤压作用下相互粘接为一体,并通过压紧模具将搭接处进一步压紧。
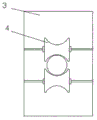
作为优化,所述引导包裹装置包括轴接于引导包裹装置上的两滑轮,两所述滑轮之间形成包裹电缆的通道。
本优化方案通过在引导包裹装置内轴接两上下设置的滑轮,两滑轮之间形成包裹电缆的通道,通过两滑轮对铝塑带和电缆进行挤压,有利于后序电阻热风枪对铝塑带更好的加热。
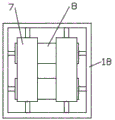
作为优化,所述压紧模具包括与所述安装架固接的支架,所述支架上沿电缆输送方向安装有两组挤压辊,其中一组挤压辊包括两平行布置的立辊,另一组挤压辊包括两平行布置的横辊,两组挤压辊所在平面平行,两立辊之间的间距和两横辊之间的间距均与电缆外径适配。本方案使用两组挤压辊对电缆进行矫直和导向,同时利用立辊或横辊对搭接边进行进一步压紧,也减小了电缆输送的摩擦阻力。
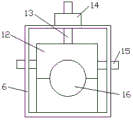
作为优化,所述定型模具包括与安装架固接的外框,以及安装在所述外框内的模芯,所述模芯上开设有与电缆外径适配的挤压孔。
所述定型模具包括与安装架固接的外框,以及安装在所述外框内的模芯,所述模芯上开设有与电缆外径适配的挤压孔。此方案结构简单,电缆经过挤压孔时,铝塑带的搭接边即被压于一体,包覆效率高。
作为优化,所述外框的顶板上穿设有下端与所述模芯固接的螺杆,外框顶板上方的螺杆上设有调整螺母,外框的两侧板上开设有竖直长孔,所述竖直长孔内穿设有一端与模芯固接的导向杆。本优化方案通过改变调整螺母的位置可以调整模芯的高度,适应更多线径的使用需求,导向杆和竖直长孔的设置,保证了在调整模芯高度时模芯竖直移动,防止发生偏斜。
作为优化,所述安装架上开设有沿电缆输送方向延伸的长孔,所述外框上固接有沿所述长孔滑接的横杆,外框侧板上还设有将侧板与安装架固接的紧固螺栓。松动紧固螺栓后,外框可沿长孔移动,实现了外框位置的调节,满足不同的使用需求。
作为优化,所述安装架底面固接有向下插入工作台内的支撑螺杆,所述支撑螺杆上通过螺纹连接有支撑于工作台表面的调整环。本方案通过支撑螺杆实现安装架的固定,通过调整调整环的高度进行安装架高度的调节,从而实现模芯高度的调节,可适应更多线径的使用需求。
本实用新型的有益效果为:通过引导包裹装置对电缆进行初步包裹,再通过电阻热风枪对铝塑带的搭接边表面的塑料加热至熔融状态,利用定型模具和压紧模具对搭接边进行两次压紧,使铝塑带形成防水层,整套装置方便拆卸,操作简单,并且多处设置高度或相对位置的调节结构,可以适应多种规格的电缆生产。
附图说明
图1为本实用新型结构示意图;
图2为图1中A向视图;
图3为图1中B向视图;
图4为图1中C向视图;
图中所示:
1、工作台,2、安装架,3、引导包裹装置,4、滑轮,5、电阻热风枪,6、外框,7、立辊,8、横辊, 9、电缆,10、支撑螺杆,11、调整环,12、模芯,13、螺杆,14、调整螺母,15、导向杆,16、挤压孔,17、铝塑带,18、支架。
具体实施方式
为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
如图1~图4所示一种铝塑带防水电缆生产装置,包括固定在工作台1上的安装架2,以及沿电缆9输送方向依次固定在安装架2上的引导包裹装置3、定型模具和压紧模具,通过引导包裹装置3使穿过的电缆9和铝塑带17包裹在一起,再通过安装在引导包裹装置3与压紧模具之间的电阻热风枪5,对铝塑带两侧边的搭接处进行加热,加热后的铝塑带17搭接边进入定型模具后,在定型模具的挤压作用下相互粘接为一体,并通过压紧模具将搭接处进一步压紧。安装架2底面固接有向下插入工作台1内的支撑螺杆10,支撑螺杆10上通过螺纹连接有支撑于工作台表面的调整环11,调整环11的内孔设有与支撑螺杆10适配的螺纹。
引导包裹装置包括轴接于引导包裹装置上的两滑轮4,两滑轮4凹槽的两侧与铝塑带17和电缆9相贴合,并形成包裹铝塑带17和电缆9的通道,通过两滑轮4对铝塑带17和电缆9进行挤压,有利于后序电阻热风枪5对铝塑带17快速加热。
压紧模具包括与所述安装架2固接的支架19,所述支架19上沿电缆9输送方向安装有两组挤压辊,其中一组挤压辊包括两平行布置的立辊7,另一组挤压辊包括两平行布置的横辊8,两组挤压辊所在平面平行,两立辊7之间的间距和两横辊8之间的间距均与电缆9外径适配。
本实施例的定型模具包括与安装架2固接的外框6,以及安装在所述外框6内的模芯12,模芯12上开设有与电缆9外径适配的挤压孔16。外框6的顶板上穿设有下端与所述模芯12固接的螺杆13,外框顶板上方的螺杆上设有调整螺母14,外框的两侧板上开设有竖直长孔,竖直长孔内穿设有一端与模芯固接的导向杆15。
在安装架2上还开设有沿电缆9输送方向延伸的长孔,外框6上固接有沿所述长孔滑接的横杆,外框6侧板上还设有将侧板与安装架5固接的紧固螺栓,横杆在外框6移动时起到导向作用,紧固螺栓穿过外框6侧板和安装架上的长孔,并设有螺母,拧紧螺母则将外框位置固定,松动螺母则可以对外框6的位置进行调整。
电阻热风机5对包裹在电缆9外侧的铝塑带进行加热,使铝塑带17表面的塑料经加热软化,成熔融状态;然后进入定型模具进行合缝,使铝塑带17形成圆筒;由定型模具出来的包裹铝塑带17的电缆9再穿过压紧模具,利用压紧模具中的立辊和横辊对粘结部位进行二次压紧,以满足较高的防水要求。
整套生产装置方便装卸,多处设有可调装置,可根据电缆实际运行情况进行调整。
当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
Claims (8)
1.一种铝塑带防水电缆生产装置,其特征在于:包括固定在工作台(1)上的安装架(2),以及沿电缆输送方向依次固定在安装架(2)上的引导包裹装置(3)、压紧模具和定型模具,所述安装架(2)一侧设有朝向铝塑带(18)搭接处的电阻热风枪(5),所述电阻热风枪(5)位于引导包裹装置(3)与压紧模具之间。
2.根据权利要求1所述的一种铝塑带防水电缆生产装置,其特征在于:所述引导包裹装置(3)包括轴接于引导包裹装置(3)上的两滑轮(4),两所述滑轮(4)之间形成包裹电缆(9)的通道。
3.根据权利要求1所述的一种铝塑带防水电缆生产装置,其特征在于:所述压紧模具包括与所述安装架(2)固接的支架(19),所述支架(19)上沿电缆(9)输送方向安装有两组挤压辊,其中一组挤压辊包括两平行布置的立辊(7),另一组挤压辊包括两平行布置的横辊(8),两组挤压辊所在平面平行,两立辊(7)之间的间距和两横辊(8)之间的间距均与电缆(9)外径适配。
4.根据权利要求1所述的一种铝塑带防水电缆生产装置,其特征在于:所述定型模具包括与安装架(2)固接的外框(6),以及安装在所述外框(6)内的模芯(12),所述模芯(12)上开设有与电缆(9)外径适配的挤压孔(16)。
5.根据权利要求4所述的一种铝塑带防水电缆生产装置,其特征在于:所述外框(6)的顶板上穿设有下端与所述模芯(12)固接的螺杆(13),外框顶板上方的螺杆(13)上设有调整螺母(14)。
6.根据权利要求5所述的一种铝塑带防水电缆生产装置,其特征在于:所述外框(6)的两侧板上开设有竖直长孔,所述竖直长孔内穿设有一端与模芯固接的导向杆(15)。
7.根据权利要求4所述的一种铝塑带防水电缆生产装置,其特征在于:所述安装架(2)上开设有沿电缆(9)输送方向延伸的长孔,所述外框(6)上固接有沿所述长孔滑接的横杆,外框(6)侧板上还设有将侧板与安装架(2)固接的紧固螺栓。
8.根据权利要求1所述的一种铝塑带防水电缆生产装置,其特征在于:所述安装架(2)底面固接有向下插入工作台(1)内的支撑螺杆(10),所述支撑螺杆(10)上通过螺纹连接有支撑于工作台表面的调整环(11)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921328508.9U CN210052590U (zh) | 2019-08-16 | 2019-08-16 | 一种铝塑带防水电缆生产装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921328508.9U CN210052590U (zh) | 2019-08-16 | 2019-08-16 | 一种铝塑带防水电缆生产装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210052590U true CN210052590U (zh) | 2020-02-11 |
Family
ID=69398936
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921328508.9U Active CN210052590U (zh) | 2019-08-16 | 2019-08-16 | 一种铝塑带防水电缆生产装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210052590U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112185630A (zh) * | 2020-09-28 | 2021-01-05 | 郑州亚华电缆有限公司 | 一种自动化电缆计量喷码生产线 |
| CN112676498A (zh) * | 2020-12-04 | 2021-04-20 | 中国科学院力学研究所 | 一种多节点热电偶瞬态热流传感器加工装置 |
-
2019
- 2019-08-16 CN CN201921328508.9U patent/CN210052590U/zh active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112185630A (zh) * | 2020-09-28 | 2021-01-05 | 郑州亚华电缆有限公司 | 一种自动化电缆计量喷码生产线 |
| CN112185630B (zh) * | 2020-09-28 | 2021-12-17 | 郑州亚华电缆有限公司 | 一种自动化电缆计量喷码生产线 |
| CN112676498A (zh) * | 2020-12-04 | 2021-04-20 | 中国科学院力学研究所 | 一种多节点热电偶瞬态热流传感器加工装置 |
| CN112676498B (zh) * | 2020-12-04 | 2021-10-19 | 中国科学院力学研究所 | 一种多节点热电偶瞬态热流传感器加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210052590U (zh) | 一种铝塑带防水电缆生产装置 | |
| CN209738469U (zh) | 一种复合板生产涂胶压合装置 | |
| CN107579481A (zh) | 一种通信线缆滑动装置 | |
| CN111267326B (zh) | 一种便于定位的安全型环保吹膜装置 | |
| CN212042365U (zh) | 一种高效率缩管机 | |
| CN212884683U (zh) | 自动矫直的电缆铜芯夹紧送线装置 | |
| CN109979685B (zh) | 一种充油通信电缆纵包加工系统及加工工艺 | |
| CN111730005A (zh) | 自动矫直的电缆铜芯夹紧送线装置 | |
| CN106391410B (zh) | 排线自动贴胶机 | |
| CN116619731A (zh) | 一种克拉管的缠绕成型设备及其实施方法 | |
| CN218020128U (zh) | 一种塑胶管材翻边装置 | |
| CN207926079U (zh) | 线束自动穿入套管设备 | |
| CN116062555A (zh) | 一种用于电力缆线铺设的线缆牵引装置 | |
| CN113241225B (zh) | 一种防火电缆管状铝护套成型系统及方法 | |
| CN108933034B (zh) | 一种变压器油道撑条带组坯加工装置 | |
| CN211712320U (zh) | 一种全自动高速排线机的分线压着机构 | |
| CN112652475B (zh) | 一种变压器组装生产线 | |
| CN210594712U (zh) | 一种热塑成型法非开挖管道修复加温软化装置 | |
| CN215614159U (zh) | 一种圆管变方管整形设备 | |
| CN108987105B (zh) | 一种自动化变压器绝缘件胶粘加工装置 | |
| CN114178778B (zh) | 一种钢丝骨架给水管两端管套安装设备 | |
| CN104339676B (zh) | 用于制造中空壁塑钢缠绕管道的生产线 | |
| CN219730094U (zh) | 一种地热网编织装置 | |
| CN212826483U (zh) | 一种电源线生产用铜丝注塑包胶装置 | |
| CN219947203U (zh) | 一种交联聚乙烯绝缘电力电缆中间接头成型装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |