CN203679018U - 一种餐具自动冲压模具 - Google Patents
一种餐具自动冲压模具 Download PDFInfo
- Publication number
- CN203679018U CN203679018U CN201320679644.9U CN201320679644U CN203679018U CN 203679018 U CN203679018 U CN 203679018U CN 201320679644 U CN201320679644 U CN 201320679644U CN 203679018 U CN203679018 U CN 203679018U
- Authority
- CN
- China
- Prior art keywords
- die
- plate
- punch
- tableware
- trimming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
本实用新型公开了一种餐具自动冲压模具,其特征在于:该餐具自动冲压模具包括上模块(1)和下模块(3),所述上模块包括上模板(2),所述上模板上设有上压料板(6)和拉深凹模(8),所述拉深凹模四周绕设有切边上冲头(7),所述下模块包括下模板(21),所述下模板上设有切边下凹模(11)、拉深凸模垫块(19)和送针(22),所述拉深凸模垫块上设有拉深凸模(14),所述拉深凸模四周绕设有与切边上冲头相匹配的下模内送圈(12),所述下模板上设有导柱(15),所述上模板上设有与导柱相匹配的导套(10),所述导柱上套设有下模外送板(17),所述下模外送板与送针连接,通过上下模的压合,可直接成型,不用更换模具,提高了生产效率。
Description
技术领域
本实用新型涉及的是一种模具,特别涉及的是一种餐具自动冲压模具。
背景技术
目前,生产餐具时存在以下缺陷:一、它需要经过拉深、压型、切边、商标成型等4道以上操作工序才能完成,因为是手工操作,所以不仅生产效率低,模具更换麻烦,而且容易发生安全事故;二、产品质量不稳定、报废率高;三、模具的数量繁多,所以模具制造成本及维修成本较高。
发明内容
鉴于公知技术存在的问题,本实用新型要解决的技术问题是在于提供一种能稳定进行传动的槽轮机构。
为解决上述技术问题,本实用新型是采取如下技术方案来完成的:
一种餐具自动冲压模具,其特征在于:该餐具自动冲压模具包括上模块和下模块,所述上模块包括上模板,所述上模板上设有上压料板和拉深凹模,所述拉深凹模四周绕设有切边上冲头,所述下模块包括下模板,所述下模板上设有切边下凹模、拉深凸模垫块和送针,所述拉深凸模垫块上设有与拉深凹模相匹配的拉深凸模,所述拉深凸模四周绕设有与切边上冲头相匹配的下模内送圈,所述下模板上还设有导柱,所述上模板上设有与导柱相匹配的导套,所述导柱上套设有下模外送板,所述下模外送板与送针连接。所述上压料板与上模块之间设有橡皮压块。所述下模外送板与送针之间设有送圈垫块。所述拉深凹模上设有商标成型凹模,所述拉深凸模上设有与商标成型凹模相匹配的商标成型凸模。
本实用新型的有益效果是:通过上下模的压合,可直接将材料切边成型,操作过程中不用更换模具,主要不仅节省了人力资源,且使得产品质量更加稳定,提高了生产效率。
附图说明
下面再结合附图进一步描述其实施例:
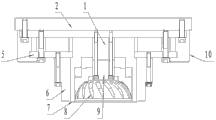
图1为本实用新型上模块结构示意图;
图2为本实用新型下模块结构示意图
图3为本实用新型中上模块下压时结构示意图;
图4为本实用新型中上模块完全下压后结构示意图。
具体实施方式
附图表示了本实用新型的结构及其实施例,下面再结合附图描述其实施例的各有关细节,该餐具自动冲压模具包括上模块1和下模块3,所述上模块1包括上模板2,所述上模板2上设有上压料板6和拉深凹模8,所述上压料板6与上模块1之间设有橡皮压块5,该橡皮压块5可采用具有弹性的橡皮,这样当模块下压之后就可利用橡皮的弹性弹回,所述拉深凹模8上设有商标成型凹模9,所述拉深凸模14上设有与商标成型凹模9相匹配的商标成型凸模13,有些产品需要打上商标,这样就可在成型的同时将商标印在餐具上,所述拉深凹模8四周绕设有切边上冲头7;所述下模块3包括下模板21,所述下模板21上设有切边下凹模11、拉深凸模垫块19和送针22,所述拉深凸模垫块19上设有与拉深凹模8相匹配的拉深凸模14,所述拉深凸模14四周绕设有与切边上冲头7相匹配的下模内送圈12,这样当上模块1下压时,切边上冲头7落入下模内送圈12,可将产品四周多余的材料切除,所述下模板21上还设有导柱15,所述上模板2上设有与导柱15相匹配的导套10,这样上模块1下压时导套10套设在导柱15上,将上模块1固定在下模块3上,使得上模块1与下模块3的压合更加的稳定,所述导柱15上套设有下模外送板17,所述下模外送板17与送针22连接,所述下模外送板17与送针22之间设有送圈垫块,。机器运行时,上模块1下压,导套10套在导柱15上,当拉深凹模8与拉深凸模14压合时,切边上冲头7也与下模内送圈12压合,实现切除废边,成型完成后,送针22将下模外送板17顶出,上模块1回位。本实用新型将现有技术中各道分开的工序结合在一个模具上,通过上下模的压合,可直接将材料切边成型,操作过程中不用更换模具,主要不仅节省了人力资源,且使得产品质量更加稳定,提高了生产效率。本实用新型虽然设计简单,却能达到十分有益的效果,必能给企业带来更好的效益。
Claims (4)
1.一种餐具自动冲压模具,其特征在于:该餐具自动冲压模具包括上模块(1)和下模块(3),所述上模块(1)包括上模板(2),所述上模板(2)上设有上压料板(6)和拉深凹模(8),所述拉深凹模(8)四周绕设有切边上冲头(7),所述下模块(3)包括下模板(21),所述下模板(21)上设有切边下凹模(11)、拉深凸模垫块(19)和送针(22),所述拉深凸模垫块(19)上设有与拉深凹模(8)相匹配的拉深凸模(14),所述拉深凸模(14)四周绕设有与切边上冲头(7)相匹配的下模内送圈(12),所述下模板(21)上还设有导柱(15),所述上模板(2)上设有与导柱(15)相匹配的导套(10),所述导柱(15)上套设有下模外送板(17),所述下模外送板(17)与送针(22)连接。
2.根据权利要求1所述的一种餐具自动冲压模具,其特征在于:所述上压料板(6)与上模块(1)之间设有橡皮压块(5)。
3.根据权利要求1所述的一种餐具自动冲压模具,其特征在于:所述下模外送板(17)与送针(22)之间设有送圈垫块(18)。
4.根据权利要求1所述的一种餐具自动冲压模具,其特征在于:所述拉深凹模(8)上设有商标成型凹模(9),所述拉深凸模(14)上设有与商标成型凹模(9)相匹配的商标成型凸模(13)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320679644.9U CN203679018U (zh) | 2013-10-31 | 2013-10-31 | 一种餐具自动冲压模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320679644.9U CN203679018U (zh) | 2013-10-31 | 2013-10-31 | 一种餐具自动冲压模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203679018U true CN203679018U (zh) | 2014-07-02 |
Family
ID=51000978
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320679644.9U Expired - Fee Related CN203679018U (zh) | 2013-10-31 | 2013-10-31 | 一种餐具自动冲压模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203679018U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103611792A (zh) * | 2013-10-31 | 2014-03-05 | 蒋建荣 | 一种餐具自动冲压模具 |
| CN109514645A (zh) * | 2018-10-24 | 2019-03-26 | 北京正奇塑料制品有限公司 | 一种叉勺自动分拣设备 |
-
2013
- 2013-10-31 CN CN201320679644.9U patent/CN203679018U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103611792A (zh) * | 2013-10-31 | 2014-03-05 | 蒋建荣 | 一种餐具自动冲压模具 |
| CN109514645A (zh) * | 2018-10-24 | 2019-03-26 | 北京正奇塑料制品有限公司 | 一种叉勺自动分拣设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104368697B (zh) | 加强板冲压模具 | |
| CN204220752U (zh) | 一种外盖冲孔拉伸复合模 | |
| CN103817262B (zh) | 一种四连动合页卷圆设备 | |
| CN202779410U (zh) | 一种u曲模、冲孔模组合模组 | |
| CN203679018U (zh) | 一种餐具自动冲压模具 | |
| CN203281727U (zh) | 一种批量压铆模具 | |
| CN202985664U (zh) | 一种板材冲孔装置 | |
| CN103611792A (zh) | 一种餐具自动冲压模具 | |
| CN202079167U (zh) | 马达外壳连续模 | |
| CN103111516B (zh) | 行李箱盖锁加强板打凸冲孔模具 | |
| CN203002929U (zh) | 用于工件桥位、折弯及拉包一次成形的冲压模具 | |
| CN202239180U (zh) | 一种壳体的连续模具 | |
| CN104690162A (zh) | 一种连续冲压装置 | |
| CN210936699U (zh) | 多工位组合台阶模具结构 | |
| CN203253810U (zh) | 一种弹簧片冲压弯曲模具 | |
| CN203253815U (zh) | 双压型模具 | |
| CN202155414U (zh) | 金属桶盖压型冲床 | |
| CN102699206A (zh) | 一种机芯托架的连续冲切模具 | |
| CN202290987U (zh) | 蜗杆传动式软管环箍箍壳加工设备 | |
| CN202683759U (zh) | 折弯组合冲床一体机 | |
| CN207668336U (zh) | 一种加强筋冲压成型装置 | |
| CN202174173U (zh) | 快换钢壳拉伸组合式模具 | |
| CN205096379U (zh) | 一种挡风板冲压模具 | |
| CN203862856U (zh) | 一种冲压模的上模结构 | |
| CN105562531A (zh) | 用于整型和冲孔的一体式模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140702 Termination date: 20141031 |
|
| EXPY | Termination of patent right or utility model |