CN203512750U - 一种铅酸蓄电池板栅自动搬运装置 - Google Patents
一种铅酸蓄电池板栅自动搬运装置 Download PDFInfo
- Publication number
- CN203512750U CN203512750U CN201320531335.7U CN201320531335U CN203512750U CN 203512750 U CN203512750 U CN 203512750U CN 201320531335 U CN201320531335 U CN 201320531335U CN 203512750 U CN203512750 U CN 203512750U
- Authority
- CN
- China
- Prior art keywords
- guide rail
- conveying device
- automatic conveying
- grid
- direction guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images




Abstract
本实用新型公开了一种铅酸蓄电池板栅自动搬运装置,该自动搬运装置设置在板栅生产线末端,所述自动搬运装置设置有主架体,主架体上设置有三轴方向导轨,通过导轨设置有可在三轴方向移动、并可围绕Z轴方向旋转的机械手,所述机械手设置有适配于板栅的可开合的机械爪,机械爪包括若干个爪臂,每个爪臂下端均呈L型。该自动搬运装置采用抓取方式搬运板栅,将板栅从输送台上搬离后码放整齐,机械手抓取牢靠,适合板栅的特殊结构和形状,能够实现搬运全程自动化和智能化。
Description
技术领域
本实用新型涉及一种铅酸蓄电池板栅自动搬运装置,具体涉及一种在铅酸蓄电池板栅成产线上对板栅成品进行自动搬运的设备。
背景技术
本专利所提及的铅酸蓄电池,其电池芯为栅格形的铅棒,在铅棒上穿套有圆柱形套管,套管内需要灌装铅膏,然后对套管进行封口。由于铅是重金属,而且毒性较大,对作业环境有严重污染,危害作业人员的身体健康,铅酸蓄电池的整个生产制造过程要实现高度的自动化,做到无人化生产。
对铅酸蓄电池板栅进行铅膏灌装的设备在中国发明专利(公开号:CN103066247A)中已有详细说明。
在铅酸蓄电池板栅成产线末端,板栅经过清洗、称重后合格的成品停止在输送台末端。输送台设置有若干条并列的输送带,输送带之间存在间隙,在生产板栅时输送带是持续转动的,只不过输送台末端设置有阻挡装置,可以阻挡板栅掉下输送台。此时需要将板栅成品自动搬离输送台并码放整齐,由于灌装好铅膏的板栅重量增加,不适合再使用负压吸附式搬运工具搬运,加上板栅的特殊结构和形状,造成自动搬运存在技术困难。
实用新型内容
针对背景技术中存在的问题,本实用新型的目的在于提供一种铅酸蓄电池板栅自动搬运装置,该自动搬运装置设置有可三轴移动一轴旋转的机械手,采用抓取方式搬运板栅,被抓取的板栅可以进行三维移动和一维旋转,很方便地进行整齐码放,能够实现全程自动化和智能化。
本实用新型的目的是通过以下技术方案来实现的:
一种铅酸蓄电池板栅自动搬运装置,所述自动搬运装置设置在板栅生产线末端,所述自动搬运装置设置有主架体,主架体上设置有三轴方向导轨,通过导轨设置有可在三轴方向移动、并可围绕Z轴方向旋转的机械手,所述机械手设置有适配于板栅的可开合的机械爪,机械爪包括若干个爪臂,每个爪臂下端均呈L型。
进一步,所述导轨包括X、Y和Z轴方向导轨,Y轴方向导轨架设在X 轴方向导轨上可通过X 轴方向导轨滑动,Z轴方向导轨架设在Y轴方向导轨上可通过Y轴方向导轨滑动,Z轴方向导轨自身可上下移动,所述机械手设置在Z轴方向导轨下端。
进一步,所述X 和Y轴方向导轨分别由两根并行的导轨构成,所述Z轴方向导轨由单根导轨构成。
进一步,所述X、Y和Z轴方向导轨均采用直线运动单元,设置有电动机进行驱动。
进一步,所述X轴方向的导轨设置有一台电动机,两根导轨之间通过传动轴传动。
进一步,所述X、Y和Z轴方向导轨的两端均设置有限位缓冲装置。
进一步,所述机械爪通过气缸驱动开合,机械爪所包括的爪臂分成两组相对设置。
进一步,所述机械手配合机械爪设置有定位臂,定位臂夹持的间距适配于待抓取板栅的宽度,并且固定不变,张开状态下的机械爪位于所述定位臂夹持区域之外。
进一步,所述自动搬运装置设置有感应板栅是否到位的传感器,还设置有自动控制装置进行整体作业控制。
进一步,所述主架体下方配合机械手设置有托盘转运平台,所述转运平台呈直线型或拐角型。
进一步,所述自动控制装置采用PLC或工控机。
为了配合板栅的码放和最终搬运,在本实用新型自动搬运装置的主架体下方还设置有托盘,托盘放置在自动转运平台上,当托盘上码放足够多的板栅后,启动转运平台,将托盘移动至主架体之外,利用叉车将托盘转移走,再放置空的托盘至转运平台上,可再次进行板栅码放。转运平台的传动机构可以采用链传动。
本实用新型的自动搬运装置具有以下优点:
该自动搬运装置设置有机械手,采用抓取方式搬运板栅,被抓取的板栅可以进行三维移动和一维旋转,很方便地进行整齐码放,机械手抓取牢靠,适合板栅的特殊结构和形状,也适合插入输送带的间隙之内。
该自动搬运装置安装有感应板栅是否到位的传感器,只有当板栅到达指定位置后,才进行抓取和搬运。该自动搬运装置安装有自动控制装置如PLC进行作业控制,能够实现全程智能化和自动化。
该自动搬运装置全部采用机械化、智能化和自动化的装置,做到无人化生产,避免了对作业人员的健康危害,提高了生产效率,降低了生产成本。
附图说明
图1是本实用新型自动搬运装置的使用状态图;
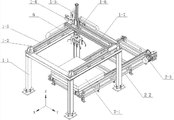
图2是本实用新型自动搬运装置(含转运平台)的立体图;
图3是本实用新型自动搬运装置的立体图;
图4是本实用新型自动搬运装置的立体图;
图5是本实用新型自动搬运装置所采用机械手的立体图;
图6是本实用新型自动搬运装置所采用机械手的右视图;
图7是本实用新型所采用转运平台的立体图;
图8是本实用新型所采用转运平台的俯视图;
图9是本实用新型所采用转运平台的右视图。
图中:1.自动搬运装置、1-1.主架体、1-2.限位器、1-3.X轴方向导轨、1-4.电动机、1-5. Z轴方向导轨、1-6.电动机、1-7. Y轴方向导轨、1-8. 电动机、1-9.传动轴、1-10. 限位器、2. 转运平台、2-1.托盘、2-2.主架体、2-3. 电动机、3.输送台、4.板栅清洗装置、5. 板栅称重装置、6.机械手、6-1.安装座、6-2.爪臂、6-3.定位臂、6-4.气缸、6-5.轴承座、6-6.主轴、6-7.摆动气缸、6-8.连接座、7. 转运平台、7-1.第一主架体、7-2.第二主架体、7-3. 第三主架体、7-4.第一主轴、7-5.连杆、7-6.第二主轴、7-7.气缸。
具体实施方式
为更进一步阐述本实用新型为达到预定发明目的所采取的技术手段及功效,以下结合附图和较佳实施例,对本实用新型的结构、工作流程详细说明如下。
如图2、图3、图4、图5所示为本实用新型的实施例之一,在该实施例中,铅酸蓄电池板栅自动搬运装置1设置在板栅生产线末端,如图1中的输送台3的末端,自动搬运装置1设置有主架体1-1,主架体1-1上设置有三轴方向导轨,通过导轨设置有可在三轴方向移动、并可围绕Z轴方向旋转的机械手6,机械手6设置有适配于板栅的可开合的机械爪,机械爪包括若干个爪臂6-2,每个爪臂6-2下端均呈L型。
图1中F方向为板栅输送方向,完成封口焊接的板栅即来自F方向,在F方向还设置有和输送台3相接的板栅输送装置,可以采用和输送台3类似结构的装置。
如图3、图4所示,所述导轨包括X、Y和Z轴方向导轨,Y轴方向导轨1-7架设在X 轴方向导轨1-3上可通过X 轴方向导轨1-3滑动,Z轴方向导轨1-5架设在Y轴方向导轨1-7上可通过Y轴方向导轨1-7滑动,Z轴方向导轨1-5自身可上下移动,机械手6设置在Z轴方向导轨1-5的下端,机械手6可围绕自己的主轴6-6的轴线旋转,从而实现了所抓取板栅的三维移动和一维旋转。
机械手6的旋转可通过步进电机或摆动气缸实现,使用步进电机可实现360度正反旋转,使用摆动气缸可旋转的角度需要根据摆动气缸的转角行程确定,但最少要求能够转±90度。
如图3、图4所示,所述X 和Y轴方向导轨分别由两根并行的导轨构成,所述Z轴方向导轨1-5由单根导轨构成。
在本实用新型中,所述X、Y和Z轴方向导轨均采用直线运动单元,例如丝杆导轨,设置有电动机进行驱动,与X轴方向导轨1-3配合的为电动机1-4,与Y轴方向导轨1-7配合的为电动机1-8,与Z轴方向导轨1-5配合的为电动机1-6。
如图4所示,所述X轴方向导轨1-3设置有一台电动机1-4,两根导轨之间通过传动轴1-9传动。
如图2、图3、图4所示,所述X、Y和Z轴方向导轨的两端均设置有限位缓冲装置,如限位器1-2、限位器1-10。
如图5、图6所示,所述机械爪通过气缸6-4驱动开合,机械爪所包括的爪臂6-2分成两组相对设置,相应地设置两个气缸6-4进行驱动。
如图5、图6所示,所述机械手配合机械爪设置有定位臂6-3,定位臂6-3固定在安装座6-1两侧,定位臂6-3夹持的间距适配于待抓取板栅的宽度,并且固定不变,张开状态下的机械爪位于所述定位臂6-3夹持区域之外。设置定位臂6-3的目的是为了在机械爪关闭之前,让待抓取板栅位于机械爪的有效抓取范围之内,而且机械爪关闭时板栅受力会发生位移,定位臂6-3起到限制板栅位移的作用,保证机械爪抓取牢靠和板栅受力均匀,不会对板栅造成损伤。在机械爪抓取板栅并码放在转运平台2上以后,定位臂6-3也起到限制板栅位移的作用,防止机械爪松开时由于摩擦力作用将板栅带离预定位置。
在本实用新型中,所述自动搬运装置设置有感应板栅是否到位的传感器,还设置有自动控制装置进行整体作业控制。所述自动控制装置采用PLC或工控机,能够实现全程智能化和自动化。
如图1、图2所示,为了配合板栅的码放和最终搬运,在本实用新型自动搬运装置的主架体1-1下方还设置有托盘2-1,托盘2-1放置在直线型自动转运平台2上,当托盘2-1上码放足够多的板栅后,启动转运平台2,将托盘2-1移动至主架体1-1之外,利用叉车将托盘2-1转移走,再放置空的托盘至转运平台2上,可再次进行板栅码放。转运平台2的传动机构可以采用链传动。
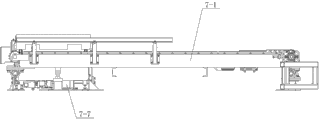
如图7、图8、图9所示,在本实用新型还可以采用拐角型转运平台7,转运平台7设置有互相垂直的第一主架体7-1和第三主架体7-3,两者之间设置第二主架体7-2过渡,这三个主架体均采用链传动。其中第二主架体7-2和第三主架体7-3的输送平面持平,第一主架体7-1的输送平面可调节。第一主架体7-1的两端均设置有转轴,分别为第一主轴7-4和第二主轴7-6,第一主架体7-1在与第二主架体7-2相接端设置有驱动气缸7-7,气缸7-7通过连杆7-5连接第一主轴7-4,受气缸7-7的驱动,第一主架体7-1可围绕第二主轴7-6旋转,从而调节自身输送平面的高度。
空的托盘首先通过第三主架体7-3进入自动搬运装置1的主架体1-1下方,即位于第二主架体7-2的上方,此时机械手6搬运板栅至空托盘并堆放码垛,完成码垛后,第一主架体7-1上调输送平面,托起满托盘并输送至末端,利用叉车将满托盘转移走,再放置空的托盘至第三主架体7-3上,可再次进行板栅码放。
上面所述只是为了说明本实用新型,应该理解为本实用新型并不局限于以上实施例,符合本实用新型思想的各种变通形式均在本实用新型的保护范围之内。
Claims (10)
1.一种铅酸蓄电池板栅自动搬运装置,所述自动搬运装置设置在板栅生产线末端,其特征在于,所述自动搬运装置设置有主架体,主架体上设置有三轴方向导轨,通过导轨设置有可在三轴方向移动、并可围绕Z轴方向旋转的机械手,所述机械手设置有适配于板栅的可开合的机械爪,机械爪包括若干个爪臂,每个爪臂下端均呈L型。
2.如权利要求1所述的自动搬运装置,其特征在于,所述导轨包括X、Y和Z轴方向导轨,Y轴方向导轨架设在X 轴方向导轨上可通过X 轴方向导轨滑动,Z轴方向导轨架设在Y轴方向导轨上可通过Y轴方向导轨滑动,Z轴方向导轨自身可上下移动,所述机械手设置在Z轴方向导轨下端。
3.如权利要求2所述的自动搬运装置,其特征在于,所述X 和Y轴方向导轨分别由两根并行的导轨构成,所述Z轴方向导轨由单根导轨构成。
4.如权利要求3所述的自动搬运装置,其特征在于,所述X、Y和Z轴方向导轨均采用直线运动单元,设置有电动机进行驱动。
5.如权利要求4所述的自动搬运装置,其特征在于,所述X轴方向的导轨设置有一台电动机,两根导轨之间通过传动轴传动。
6.如权利要求3所述的自动搬运装置,其特征在于,所述X、Y和Z轴方向导轨的两端均设置有限位缓冲装置。
7.如权利要求1所述的自动搬运装置,其特征在于,所述机械爪通过气缸驱动开合,机械爪所包括的爪臂分成两组相对设置。
8.如权利要求1所述的自动搬运装置,其特征在于,所述机械手配合机械爪设置有定位臂,定位臂夹持的间距适配于待抓取板栅的宽度,并且固定不变,张开状态下的机械爪位于所述定位臂夹持区域之外。
9.如权利要求1所述的自动搬运装置,其特征在于,所述自动搬运装置设置有感应板栅是否到位的传感器,还设置有自动控制装置进行整体作业控制。
10.如权利要求1所述的自动搬运装置,其特征在于,所述主架体下方配合机械手设置有托盘转运平台,所述转运平台呈直线型或拐角型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320531335.7U CN203512750U (zh) | 2013-08-29 | 2013-08-29 | 一种铅酸蓄电池板栅自动搬运装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320531335.7U CN203512750U (zh) | 2013-08-29 | 2013-08-29 | 一种铅酸蓄电池板栅自动搬运装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203512750U true CN203512750U (zh) | 2014-04-02 |
Family
ID=50371714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320531335.7U Withdrawn - After Issue CN203512750U (zh) | 2013-08-29 | 2013-08-29 | 一种铅酸蓄电池板栅自动搬运装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203512750U (zh) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103434839A (zh) * | 2013-08-29 | 2013-12-11 | 江苏三环实业股份有限公司 | 一种铅酸蓄电池板栅自动搬运装置 |
| CN103927817A (zh) * | 2014-04-11 | 2014-07-16 | 盈多科技无锡有限公司 | 一种以光伏发电为供电源数控可视智能售货机 |
| CN104192563A (zh) * | 2014-08-25 | 2014-12-10 | 昆山迈致治具科技有限公司 | 手机按钮自动化组装用移动装置 |
| CN104649018A (zh) * | 2015-01-09 | 2015-05-27 | 湖南双龙智创自动化设备有限公司 | 泥条码垛机 |
| CN104860076A (zh) * | 2015-06-09 | 2015-08-26 | 洛阳理工学院 | 一种自动码转机的堆垛龙门架机构及其砖坯堆垛方法 |
| CN105110004A (zh) * | 2015-09-29 | 2015-12-02 | 无锡帕尔弗工业设备科技有限公司 | 自动变距输送机械手 |
| CN105538297A (zh) * | 2016-02-19 | 2016-05-04 | 珠海格力电器股份有限公司 | 抓取装置 |
| CN105564717A (zh) * | 2016-02-18 | 2016-05-11 | 浙江野马电池有限公司 | 卸垛码垛一体机 |
| CN106395360A (zh) * | 2016-10-09 | 2017-02-15 | 青岛黄海学院 | 一种方便抓取物品的装载机 |
| CN107352206A (zh) * | 2017-08-10 | 2017-11-17 | 徐州德坤电气科技有限公司 | 一种物流取码系统分拣装置及其分拣方法 |
| CN107585530A (zh) * | 2017-08-31 | 2018-01-16 | 阜阳扬宇充电设备有限公司 | 一种电源模块生产用可升降运输板装置 |
| CN112298996A (zh) * | 2020-09-29 | 2021-02-02 | 武汉纺织大学 | 一种m5组件史陶比尔模组搬运码垛机 |
| CN113172799A (zh) * | 2021-05-06 | 2021-07-27 | 上海和科设备制造有限公司 | 集流管模具搬运装置 |
-
2013
- 2013-08-29 CN CN201320531335.7U patent/CN203512750U/zh not_active Withdrawn - After Issue
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103434839A (zh) * | 2013-08-29 | 2013-12-11 | 江苏三环实业股份有限公司 | 一种铅酸蓄电池板栅自动搬运装置 |
| CN103434839B (zh) * | 2013-08-29 | 2015-09-30 | 江苏三环实业股份有限公司 | 一种铅酸蓄电池板栅自动搬运装置 |
| CN103927817A (zh) * | 2014-04-11 | 2014-07-16 | 盈多科技无锡有限公司 | 一种以光伏发电为供电源数控可视智能售货机 |
| CN104192563A (zh) * | 2014-08-25 | 2014-12-10 | 昆山迈致治具科技有限公司 | 手机按钮自动化组装用移动装置 |
| CN104649018A (zh) * | 2015-01-09 | 2015-05-27 | 湖南双龙智创自动化设备有限公司 | 泥条码垛机 |
| CN104860076A (zh) * | 2015-06-09 | 2015-08-26 | 洛阳理工学院 | 一种自动码转机的堆垛龙门架机构及其砖坯堆垛方法 |
| CN105110004B (zh) * | 2015-09-29 | 2018-12-14 | 无锡帕尔弗工业设备科技有限公司 | 自动变距输送机械手 |
| CN105110004A (zh) * | 2015-09-29 | 2015-12-02 | 无锡帕尔弗工业设备科技有限公司 | 自动变距输送机械手 |
| CN105564717A (zh) * | 2016-02-18 | 2016-05-11 | 浙江野马电池有限公司 | 卸垛码垛一体机 |
| CN105564717B (zh) * | 2016-02-18 | 2019-01-01 | 浙江野马电池有限公司 | 卸垛码垛一体机 |
| CN105538297A (zh) * | 2016-02-19 | 2016-05-04 | 珠海格力电器股份有限公司 | 抓取装置 |
| CN106395360A (zh) * | 2016-10-09 | 2017-02-15 | 青岛黄海学院 | 一种方便抓取物品的装载机 |
| CN107352206A (zh) * | 2017-08-10 | 2017-11-17 | 徐州德坤电气科技有限公司 | 一种物流取码系统分拣装置及其分拣方法 |
| CN107585530A (zh) * | 2017-08-31 | 2018-01-16 | 阜阳扬宇充电设备有限公司 | 一种电源模块生产用可升降运输板装置 |
| CN112298996A (zh) * | 2020-09-29 | 2021-02-02 | 武汉纺织大学 | 一种m5组件史陶比尔模组搬运码垛机 |
| CN112298996B (zh) * | 2020-09-29 | 2022-03-11 | 武汉纺织大学 | 一种m5组件史陶比尔模组搬运码垛机 |
| CN113172799A (zh) * | 2021-05-06 | 2021-07-27 | 上海和科设备制造有限公司 | 集流管模具搬运装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203512750U (zh) | 一种铅酸蓄电池板栅自动搬运装置 | |
| CN103434839B (zh) | 一种铅酸蓄电池板栅自动搬运装置 | |
| CN206123626U (zh) | 六自由度多功能装运机器人 | |
| CN207078757U (zh) | 一种全自动装车系统的上料龙门架 | |
| CN205589982U (zh) | 一种新型自动化机器人抓手 | |
| CN103482360B (zh) | 一种宠物纸尿片生产线自动抓取装置 | |
| CN105173761A (zh) | 托盘堆码料袋自动拆袋机 | |
| CN205294745U (zh) | 一种槽轮驱动推动装置 | |
| CN104044924A (zh) | 有关堆垛机械手的多轴桥架式玻璃在线堆垛机 | |
| CN204021954U (zh) | 五轴桥架式玻璃堆垛机器人 | |
| CN106938767A (zh) | 智能化多节点集群组合式工件拾取搬运装置和方法 | |
| CN107381022A (zh) | 一种具有六关节机械手的码垛机器人 | |
| CN105856251A (zh) | 一种水利工程管件码垛工业机器人用夹持机械手 | |
| CN103466129B (zh) | 立式袋全自动装箱机 | |
| CN206665677U (zh) | 一种用于饲料叠包的机械手结构 | |
| CN205906736U (zh) | 自动取物码垛装置 | |
| CN207827355U (zh) | 横移铲底座装置及可垂直升降的回旋堆叠机器人 | |
| CN205837978U (zh) | 一种双联单驱动抓取装置 | |
| CN206529061U (zh) | 一种精准稳定工作的码垛机 | |
| CN202784837U (zh) | 一种包片机的正、负极板自动输送装置 | |
| CN203497724U (zh) | 一种宠物纸尿片生产线自动抓取装置 | |
| CN204355779U (zh) | 一种自动码垛装置 | |
| CN203395036U (zh) | 轴承套圈自动组装装置 | |
| CN205771925U (zh) | 一种动力电池托盘自动抓取旋转装置 | |
| CN203510214U (zh) | 铅酸蓄电池板栅自动抓放机械手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20140402 Effective date of abandoning: 20150930 |
|
| RGAV | Abandon patent right to avoid regrant |