CN202180322U - 罐体封头组对翻转机 - Google Patents
罐体封头组对翻转机 Download PDFInfo
- Publication number
- CN202180322U CN202180322U CN2011202797354U CN201120279735U CN202180322U CN 202180322 U CN202180322 U CN 202180322U CN 2011202797354 U CN2011202797354 U CN 2011202797354U CN 201120279735 U CN201120279735 U CN 201120279735U CN 202180322 U CN202180322 U CN 202180322U
- Authority
- CN
- China
- Prior art keywords
- tipper
- seat
- pot body
- rotating disc
- links
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
罐体封头组对翻转机属于罐体组焊生产线的设备领域;具体的说,是涉及一种罐体封头组对翻转机。本实用新型提供了一种工人劳动强度低、提高生产效率、使用安全的罐体封头组对翻转机。本实用新型包括移动底座,其结构要点移动底座上设置有翻转装置,翻转装置上设置有同旋转盘相连的旋转驱动连接套,旋转盘上设置有至少三个轨道,轨道内均设置有活动卡爪,活动卡爪通过丝杠同旋转盘上的同步马达相连。
Description
技术领域
本实用新型是属于罐体组焊生产线的设备领域;具体的说,是涉及一种罐体封头组对翻转机。
背景技术
目前国内制造金属筒状体(既罐体)的封头(罐体的圆状端头)与筒节组对均为手工组对和焊装。在制造过程中,用吊车吊着封头,与固定在支架上的筒节组对、点焊,然后用辊杠、大锤进行定位、对装和焊接,工人体力消耗大,产生环境噪音大,产品质量差,工作效率低。
发明内容
本实用新型就是针对上述问题,提供了一种工人劳动强度低、提高生产效率、使用安全的罐体封头组对翻转机。
为达到本实用新型的上述目的,本实用新型采用如下技术方案,本实用新型包括移动底座,其结构要点移动底座上设置有翻转装置,翻转装置上设置有同旋转盘相连的旋转驱动连接套,旋转盘上设置有至少三个轨道,轨道内均设置有活动卡爪,活动卡爪通过丝杠同旋转盘上的同步马达相连。
本实用新型的有益效果:1、劳动强度低、生产效率高:本实用新型采用活动卡爪在轨道内移动,实现夹紧封头并锁固的功能,由翻转装置翻升90°,告别了现有的采用手工焊制吊环,并由吊车吊装的传统工艺;另外,封头还可通过旋转盘进行旋转,通过移动底座实现移动;因此,本实用新型不再使用吊车吊移;对筒节与封头进行组对时,工人无需再攀爬到工作台上对罐体进行合严焊口,只需通过PLC控制即可完成筒节与封头的组对,使工人从繁重的劳动中解脱,提高生产效率。
2、使用方便,提高产品质量:本实用新型可由PLC控制,实现封头的卡紧、翻转以及移动。卡装时,一个同步马达控制三个以上活动卡爪的伸出,使得封头在卡装时可自动对中;由于活动卡爪可在轨道内进行自由的伸缩活动;因此,可适应多种直径筒体的封头。由于本实用新型的旋转盘可以使封头在竖直平面内做旋转运动,通过移动底座实现对封头水平平面内的移动;因此,组对精度从根本上得到保证,并且操作方法简单,使用方便。
3、使用安全:由于本实用新型的结构特点,进行封头与筒节组对时,摆脱了天车吊运,卡装、旋转也实现了机械化,杜绝了现有的手工焊制吊环,天车吊运封头,工人沿架体攀爬进行手工组对的工作状况,提高了作业的安全性。
附图说明
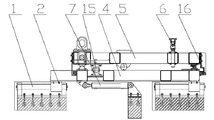
图1为本实用新型的结构示意图。
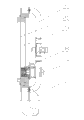
图2为图1的侧视图。
图3为本实用新型移动底座的结构示意图。
图4为图3的侧视图。
图5为本实用新型的翻转装置的结构示意图。
图6为本实用新型旋转盘和活动卡爪的结构示意图。
图7为活动卡爪的结构示意图。
附图中1为纵向导轨、2为纵向移动座、3为横向导轨、4为移动底座、5为横向浮动座、6为缓冲装置、7为纵向驱动油缸、8为翻转油缸、9为翻转装置、10为旋转盘、11为活动卡爪、12为锁紧块、13为轨道、14为工件缓冲装置、15为横向驱动油缸、16为横向移动导向板、17为旋转液压马达、18为旋转齿轮、19为内齿圈、20为旋转驱动连接套、21为翻转支座、22为丝母、23为丝杠、24为伞齿轮组、25为转轴、26为同步大齿轮、27为同步马达、28为同步主动齿轮、29为封头、30为锁紧油缸,31为横向尖型导轨。
具体实施方式
本实用新型包括移动底座4,移动底座4上设置有翻转装置9,翻转装置9上设置有同旋转盘10相连的旋转驱动连接套20,旋转盘10上设置有至少三个轨道13,轨道13内均设置有活动卡爪11,活动卡爪11通过丝杠23同旋转盘10上的同步马达27相连。
所述的移动底座4包括纵向移动座2,纵向移动座2上方为横向浮动座5;纵向移动座2设置于地面的纵向导轨1上,并同地面上的纵向驱动油缸7相连;所述的横向浮动座5设置于纵向移动座2上方的横向导轨3和横向尖型导轨31上,并同纵向移动座2的横向驱动油缸15相连。
所述的纵向移动座2的两侧和横向浮动座5的两侧设置有相应的横向移动导向板16;便于限制横向浮动座5的移动。
所述的翻转装置9包括设置于横向浮动座5上的翻转油缸8,翻转油缸8同翻转支座21的中部铰接,翻转支座21的一端同横向浮动座5铰接。
所述的横向浮动座5上相应于翻转支座21设置有缓冲装置6。
所述的旋转驱动连接套20通过与之连接的内齿圈19的内齿与设置于翻转支座21上的旋转液压马达17的旋转齿轮18相啮合,所述的旋转驱动连接套20同旋转盘10相连。
所述的旋转盘10上的同步马达27通过同步主动齿轮28与同步大齿轮26相啮合;同步大齿轮26同至少三个同步从动齿轮相连,同步从动齿轮的转轴25端部通过伞齿轮组24同丝杠23相连;丝杠23同活动卡爪11的丝母22相连。
所述的活动卡爪11上设置有锁紧油缸30,锁紧油缸30同活动卡爪11端部的锁紧块12相连。
所述的旋转盘10上设置有工件缓冲装置14。
可设置同本实用新型相连的液压电控系统,通过液压电控系统实现对封头29位置的移动及微调等功能。
下面结合附图说明本实用新型的一次动作过程:原始状态:移动底座4在纵向导轨1最外位置,旋转盘10、翻转支座21与移动底座4在平行位置,活动卡爪11上的锁紧油缸30在回缩位置,锁紧块12呈张开状态。
使用时,将封头29落入旋转盘10,旋转盘10上的同步马达27转动,带动同步主动齿轮28、同步大齿轮26与至少三个同步从动齿轮啮合,与同步从动齿轮安装在同一转轴25上的伞齿轮组24使丝杠23旋转,活动卡爪11受丝杠23与丝母22的旋合力作用,沿旋转盘10上的轨道13向旋转盘10中心移动。驱动锁紧油缸30,使锁紧块12与封头29锁固。
驱动翻转油缸8,使翻转支座21绕翻转铰轴座向上翻转90°。根据工况需要,驱动横向驱动油缸15,使横向浮动座5载旋转盘10横向移动调整。驱动纵向驱动油缸7,使移动底座4及安装在移动底座4上的翻转支座21、旋转盘10纵向移动与筒节接近。
驱动旋转液压马达17,使旋转盘10载封头29绕轴心360°旋转与对焊工件对正,工件对正后,驱动锁紧油缸30,至少三个锁紧块12同时向后张开,驱动纵向驱动油缸7,使封头29与对焊筒节贴严,通过PLC控制旋转液压马达17与筒节撑圆组对机(另一专利)同步旋转,进行封头29与筒节的点固焊。
焊接完成后,驱动同步马达27,使活动卡爪11离开封头29,驱动纵向驱动油缸7,使其回至原始位置,驱动翻转油缸8,使旋转盘10、翻转支座21与移动底座4在平行位置。
Claims (9)
1.罐体封头组对翻转机,包括移动底座(4),其特征在于:移动底座(4)上设置有翻转装置(9),翻转装置(9)上设置有同旋转盘(10)相连的旋转驱动连接套(20),旋转盘(10)上设置有至少三个轨道(13),轨道(13)内均设置有活动卡爪(11),活动卡爪(11)通过丝杠(23)同旋转盘(10)上的同步马达(27)相连。
2.根据权利要求1所述的罐体封头组对翻转机,其特征在于:所述的移动底座(4)包括纵向移动座(2),纵向移动座(2)上方为横向浮动座(5);纵向移动座(2)设置于地面的纵向导轨(1)上,并同地面上的纵向驱动油缸(7)相连;所述的横向浮动座(5)设置于纵向移动座(2)上方的横向导轨(3)和横向尖型导轨(31)上,并同纵向移动座(2)的横向驱动油缸(15)相连。
3.根据权利要求2所述的罐体封头组对翻转机,其特征在于:所述的纵向移动座(2)的两侧和横向浮动座(5)的两侧设置有相应的横向移动导向板(16)。
4.根据权利要求3所述的罐体封头组对翻转机,其特征在于:所述的翻转装置(9)包括设置于横向浮动座(5)上的翻转油缸(8),翻转油缸(8)同翻转支座(21)的中部铰接,翻转支座(21)的一端同横向浮动座(5)铰接。
5.根据权利要求4所述的罐体封头组对翻转机,其特征在于:所述的横向浮动座(5)上相应于翻转支座(21)设置有缓冲装置(6)。
6.根据权利要求5所述的罐体封头组对翻转机,其特征在于:所述的旋转驱动连接套(20)通过与之相连的内齿圈(19)的内齿与设置于翻转支座(21)上的旋转液压马达(17)的旋转齿轮(18)相啮合,所述的旋转驱动连接套(20)同旋转盘(10)相连。
7.根据权利要求6所述的罐体封头组对翻转机,其特征在于:所述的旋转盘(10)上的同步马达(27)通过同步主动齿轮(28)与同步大齿轮(26)相啮合;同步大齿轮(26)同至少三个同步从动齿轮相连,同步从动齿轮的转轴(25)端部通过伞齿轮组(24)同丝杠(23)相连;丝杠(23)同活动卡爪(11)的丝母(22)相连。
8.根据权利要求7所述的罐体封头组对翻转机,其特征在于:所述的活动卡爪(11)上设置有锁紧油缸(30),锁紧油缸(30)同活动卡爪(11)端部的锁紧块(12)相连。
9.根据权利要求8所述的罐体封头组对翻转机,其特征在于:所述的旋转盘(10)上设置有工件缓冲装置(14)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011202797354U CN202180322U (zh) | 2011-08-03 | 2011-08-03 | 罐体封头组对翻转机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011202797354U CN202180322U (zh) | 2011-08-03 | 2011-08-03 | 罐体封头组对翻转机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202180322U true CN202180322U (zh) | 2012-04-04 |
Family
ID=46173371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011202797354U Expired - Lifetime CN202180322U (zh) | 2011-08-03 | 2011-08-03 | 罐体封头组对翻转机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202180322U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106378576A (zh) * | 2015-07-31 | 2017-02-08 | 南通中集罐式储运设备制造有限公司 | 罐式容器装配台及装配方法 |
| CN108453458A (zh) * | 2018-04-18 | 2018-08-28 | 杜宗英 | 液氨罐的封头焊接加工工装 |
| CN113814641A (zh) * | 2021-11-01 | 2021-12-21 | 内蒙古特变电工能源装备有限公司 | 风电塔筒制造用法兰与塔节组对专机及应用其的方法 |
-
2011
- 2011-08-03 CN CN2011202797354U patent/CN202180322U/zh not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106378576A (zh) * | 2015-07-31 | 2017-02-08 | 南通中集罐式储运设备制造有限公司 | 罐式容器装配台及装配方法 |
| CN106378576B (zh) * | 2015-07-31 | 2019-04-30 | 南通中集罐式储运设备制造有限公司 | 罐式容器装配台及装配方法 |
| CN109773400A (zh) * | 2015-07-31 | 2019-05-21 | 南通中集罐式储运设备制造有限公司 | 罐式容器装配台及装配方法 |
| CN109773400B (zh) * | 2015-07-31 | 2020-09-11 | 南通中集罐式储运设备制造有限公司 | 罐式容器装配台及装配方法 |
| CN108453458A (zh) * | 2018-04-18 | 2018-08-28 | 杜宗英 | 液氨罐的封头焊接加工工装 |
| CN113814641A (zh) * | 2021-11-01 | 2021-12-21 | 内蒙古特变电工能源装备有限公司 | 风电塔筒制造用法兰与塔节组对专机及应用其的方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203726485U (zh) | 一种移载机械手 | |
| CN204108559U (zh) | 罐体封头焊接装置 | |
| CN103465247B (zh) | 空调倒机竖机机械手 | |
| CN204209580U (zh) | 轮胎自动夹紧装置 | |
| CN104924170A (zh) | 一种改进的车轮气门孔在线去毛刺装置 | |
| CN213765521U (zh) | 一种机械加工用夹具 | |
| CN110125601B (zh) | 一种焊接工装 | |
| CN202180322U (zh) | 罐体封头组对翻转机 | |
| CN206298081U (zh) | 一种可调整回转重心的自动翻转装置 | |
| CN117620692B (zh) | 一种氮气压力管道的焊接定位装置 | |
| CN204893261U (zh) | 五轴焊接机械手 | |
| CN204639842U (zh) | 一种改进的车轮气门孔在线去毛刺装置 | |
| CN204565464U (zh) | 一种双枪轮辋焊接机 | |
| CN216097274U (zh) | 一种钢结构件焊接用翻转装置 | |
| CN113210946B (zh) | 待焊锚链的焊机上料机械手 | |
| CN204277365U (zh) | 全自动钢瓶焊接装置 | |
| CN113732611A (zh) | 一种自动焊接平台 | |
| CN203956304U (zh) | 钻井平台桩腿齿条与半圆板内角焊自动化焊接装置 | |
| CN209503389U (zh) | 一种采煤机链轮链窝修补装置 | |
| CN209651387U (zh) | 一种自动上料工件抓取装置 | |
| CN204747818U (zh) | 客车桥壳与加强圈焊接用加强圈自动上料装置 | |
| CN203791607U (zh) | 车轮浇口钻削装置 | |
| CN2782291Y (zh) | 梁柱工件翻转机 | |
| CN216129199U (zh) | 一种用于转移齿轮的起重设备 | |
| CN113732683B (zh) | 小管径自动对中装配系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20120404 |