CN201784034U - 砌砖生产线 - Google Patents
砌砖生产线 Download PDFInfo
- Publication number
- CN201784034U CN201784034U CN2010202885721U CN201020288572U CN201784034U CN 201784034 U CN201784034 U CN 201784034U CN 2010202885721 U CN2010202885721 U CN 2010202885721U CN 201020288572 U CN201020288572 U CN 201020288572U CN 201784034 U CN201784034 U CN 201784034U
- Authority
- CN
- China
- Prior art keywords
- machine
- supporting plate
- laying bricks
- production line
- program
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Abstract
本实用新型涉及建筑材料制造技术领域,特别涉及砌砖生产线,包括配料系统、与配料系统一端连接的成型系统、设于成型系统下端的程序车系统、上端与成型系统一端连接且下端与程序车系统连接的托板返回系统、设于托板返回系统上端的码垛系统,以及设于成型系统与托板返回系统之间的电路控制系统,通过将砂石水泥、水按配比由微机程序控制进行配料、搅拌,拌合料送入成型系统成型,而成型后的生坯经程序车系统送出进行养护,再通过托板返回系统将成品回返后与托板分离,最后由码垛系统码垛后送出继续养护。本实用新型可将工业废弃物分类处理,合理利用,变废为宝,同时也有利于环保。
Description
技术领域
本实用新型涉及建筑材料制造技术领域,特别涉及砌砖生产线。
背景技术
目前,我国每年产生的建筑垃圾高达4000万吨,排放各种工业废渣3亿多吨,占用了大量土地,污染非常严重,对人们的生活带来极大的影响。其中,建筑垃圾,如钢渣,镁渣,脱硫石膏以及一些危险废弃物等(电镀槽沉渣,废铅酸电池,含重金属类),若不及时处理会对环境造成极大污染,然而如何处理建筑垃圾,利用建筑垃圾、钢渣,工业废渣等工业废弃物制作新型建筑材料,变废为宝,保护环境,利国利民还急需人们研究改善。
中国专利公开号为“CN1383939A”所公开的一种“再生砖瓦砌砖及其制备方法”,该专利是将建筑垃圾中的废砖或废瓦冲洗后用破碎机破碎,在粒度分离器上分离,之后加入粘结剂和添加剂,最后在加压振动成型机上加压成型。以上所述虽然将废砖和废瓦再生利用,但是只能针对废砖和废瓦,既不能将其它的工业废弃物进行完全有效地处理,更不能将工业废弃物制作新型建筑材料,对环境的保护也不够。
发明内容
本实用新型的目的在于针对现有技术的不足提供一种可将工业废弃物有效地分类处理,将处理的工业废弃物合理利用并砌成砖,达到变废为宝,环保再生利用的目的的砌砖生产线。
为实现上述目的,本实用新型采用以下技术方案:砌砖生产线,它包括配料系统、与配料系统一端连接的成型系统、设于成型系统下端的程序车系统、上端与成型系统一端连接且下端与程序车系统连接的托板返回系统、设于托板返回系统上端的码垛系统,以及设于成型系统与托板返回系统之间的电路控制系统。
所述配料系统包括依次设置的骨料仓、定量带、预混称量带、水泥称量装置、搅拌机、自动供水装置、暂存仓、混凝土皮带机、水泥仓、螺旋输送机和面料皮带输送机。
所述成型系统包括二次布料系统,所述二次布料系统包括二次布料机,所述二次布料机上端设有砌砖成型机,所述砌砖成型机上端设有供板机,砌砖成型机下端设有链式输送机,所述链式输送机下端设有升板机,所述升板机下端连接程序车系统。
所述托板返回系统包括与程序车系统一端连接的降板机,所述降板机上端设有回转链条输送机,回转链条输送机上端设有托板返回机,托板返回机右端连接有推出器,所述推出器依次连接翻板机和推入器,所述推入器连接成型系统的上端。
述码垛系统包括设于托板返回机上端的码垛机,码垛机连接有码垛机架,码垛机架设有金属板条输送机,所述金属板条输送机外设有木托架释放机。
所述电路控制系统包括设于成型系统与托板返回系统之间的生产线中央控制室。
所述程序车系统一端连接降板机,另一端连接养护室。
本实用新型有益效果为:本实用新型包括配料系统、与配料系统一端连接的成型系统、设于成型系统下端的程序车系统、上端与成型系统一端连接且下端与程序车系统连接的托板返回系统、设于托板返回系统上端的码垛系统,以及设于成型系统与托板返回系统之间的电路控制系统,通过将一定比例的砂石水泥、水按配比由微机程序控制进行配料、搅拌,拌合料送入成型系统,根据产品类别设定成型参数,高压振动成型,而成型后的生坯经程序车系统送出进行养护,再通过托板返回系统将成品回返后与托板分离,最后由码垛系统码垛后送出继续养护,使本实用新型可将工业废弃物分类处理,合理利用,变废为宝,同时也有利于环保。
附图说明
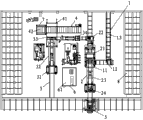
图1是本实用新型的结构示意图。
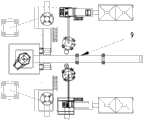
图2是本实用新型经工业废弃物降尘、破土、搅拌等前序部分的结构示意图。
附图标记
1——配料系统 2——成型系统
3——托板返回系统 4——码垛系统
5——程序车系统 6——电路控制系统
7——木托架释放机 8——养护室
9——搅拌破碎装 11——二次布料机
12——面料输送机 13——面料输送带
21——砌砖成型机 22——供板机
23——链式输送机 24——升板机
31——降板机 32——回转链条输送机
33——托板返回机 34——翻板机
41——码垛机 42——金属板条输送机
61——生产线中央控制室。
具体实施方式
下面结合附图对本实用新型作进一步的说明,见图1所示,砌砖生产线,它包括配料系统1、与配料系统1一端连接的成型系统2、设于成型系统2下端的程序车系统5、上端与成型系统2一端连接且下端与程序车系统5连接的托板返回系统3、设于托板返回系统3上端的码垛系统4,以及设于成型系统2与托板返回系统3之间的电路控制系统6,所述电路控制系统6包括生产线中央控制室61,该生产线中央控制室61,该电路控制系统6以可编程控制器为控制核心,在成型机相应部位设置传感器等检测元件,将设备的运转信息实时传递给可编程控制器,由可编程控制器处理之后再对接触器、电磁线圈等执行元件发出指令,控制设备的运转,具有处理速度快、功能强大、抗干扰能力强,使的设备循环过程一致,产品稳定性高的特点,可保证设备机械运动行程准确可靠。人机界面作为操作终端,可方便地实现系统参数修改、运行状态实时监控、故障分析排查等工作,该生产线可以为一个也可以为多个同时连接的结构,通过搅拌破碎装置9将工业废料输送到各生产线的配料系统内,达到同时生产的目的,本实用新型不仅可以将将工业废料分解,破碎,搅拌后砌成砖,还可以直接将砂子,水泥等搅拌后砌成砖。
本实施例中,所述配料系统1包括依次设置的骨料仓、定量带、预混称量带、水泥称量装置、搅拌机、自动供水装置、暂存仓、混凝土皮带机、水泥仓、螺旋输送机和面料皮带输送机12,所述搅拌机、混凝土皮带机组成一搅拌破碎装置9其中,所述水泥仓为钢结构。整体结构形式可根据习惯,做适当改变调整。水泥仓设有四根支柱,四根支柱之间有加强支承,顶部配有防尘装置和围栏,侧面做有直梯直通仓顶,底部留有与螺旋输送器相连接的法兰盘,下部锥形部有附着式振动器协助水泥下落仓高10m;所述搅拌机配有高性能减速器;搅拌机轴端有手动和电动供油系统确保工作装置的可靠润滑与密封;搅拌叶片和衬板采用耐磨合金材料,使用寿命长;设计合理,搅拌质量好,生产效率高,能耗低,噪声小,使用寿命长。
所述面料输送机12通过面料输送带13将拌好的物料送入二次布料机11料斗。
所述配料系统1采用定量带粗计量、称量带精计量的方式,结构合理,经重量变送器和可编程控制器模拟量进行模块处理,使称量精度高,稳定可靠。自动供水系统配有混凝土专用湿度传感器,在搅拌过程中对物料湿度进行实时监控,保证了骨料湿度在不同含水率时的控制精度。
所述搅拌系采用强制式双卧轴搅拌机或立式行星搅拌机,搅拌均匀,质量好,生产效率高。拌臂叶片和罐体衬板均采用高铬耐磨合金材料制成并可更换,坚固耐磨,使用寿命长。
本实施例中,所述成型系统2包括二次布料系统,所述二次布料系统包括二次布料机11,所述二次布料机11上端设有砌砖成型机21,所述砌砖成型机21上端设有供板机22,砌砖成型机21下端设有链式输送机23,所述链式输送机23下端设有升板机24,所述升板机24下端连接程序车系统5。其中,所述二次布料系统采用强制式旋转布料,彻底解决轻骨料的布料难题,缩短布料时间,提高了生产率。所述供板机22将托板自动准确送到振动台面,可有效控制推板惯性。当砌块成型后,液压升举油缸将推板滑车前部抬起,向前运动将板块一并送出。所述二次布料系统是本实用新型成套设备相对独立的系统, 其二次布料机11由机架、料斗、布料箱等组成。二次布料机11通过机械、成型机液压站、电气系统和可编程控制器完成彩色面料的布料,保证面料层厚度平均为5~8mm,降低生产成本。
所述砌砖成型机21,本实用新型选用的是振动砌砖成型机21,其振动系统采用变频变幅振动的方式,定向垂直振动,保证任何砌块制品都具有良好均匀的密实性。所述砌块成型机机架用厚壁矩形钢管焊成,再经热处理消除焊接内应力,极其坚固耐振。
所述链式输送机23将两板成型好的砌块并行送入十层升板机24的托架,每送两板,升板机24自动上升一个工位,达十层时,不再运行,同时发出满载信号,通知程序车。其中每侧的托架由两排链条在减速机的带动下以0.06米/秒的速度运行一个工位,该链条为特制链条,具有承载力高,运动平稳、可靠。所述翻板机34将托板由翻板机34实现1800自动翻转,可校正托板平面的微翅曲变形,延长托板的寿命。
本实施例中,所述托板返回系统3包括与程序车系统5一端连接的降板机31,所述降板机31上端设有回转链条输送机32,回转链条输送机32上端设有托板返回机33,托板返回机33右端连接有推出器,所述推出器依次连接翻板机34和推入器,所述推入器连接成型系统2的上端。其中所述降板机31用来承载程序车运送过来的已蒸养的砌块,共十层二十板砌块。所述回转链条输送机32将降板机31送出的养护后的砌块连带托板送出降板机31。
本实施例中,所述码垛系统4包括设于托板返回机33上端的码垛机41,码垛机41连接有码垛机架,码垛机架设有金属板条输送机42,所述金属板条输送机42外设有木托架释放机7。其中托板返回系统3系统是采用液压缸驱动推入、推出器将空托板返回供板机22板仓,定位准确、重复精度高。翻板机34使托板正反两面交替使用,有效防止托板变形、延长托板使用寿命。码垛机架为高强度钢桥式框架结构,确保码垛夹运转平稳精确。码垛机41有独立的液压控制系统、可实现码垛夹的自如转动和移动,通过可编程控制器和触摸屏对码垛机41运行过程进行显示和控制,码垛层数可根据生产制品的不同任意调整,确保码垛的质量和速度,调整砌块卡爪装置,可满足不同规格砌块进行码垛。所述已码垛完成的整垛产品直至送出厂房,由叉车整体运输至养护场地自然养护。当码到预置层数时,板条机启动,运行到合适的位置,板条机停止运行。所述木托架释放机7储存回收的木托盘通过释放机将木托盘逐一放置在金属板条输送机42上,由板条机将木托盘送至码垛工位。
本实施例中,所述程序车系统5一端连接降板机31,另一端连接养护室8。程序车包括主车、副车和液压站、子母车两个电控柜,通过中央控制室61有电缆联接,传递信号。负责将刚成型的砌块从升板机24送至养护室8,同时将蒸养过的砌块送至降板机31的整个过程的工作。
本实用新型的工作原理是:使用时,先将工业废弃物降尘,废土后通过破碎搅拌装置9进行一级破碎,之后将一级破碎的原料通过皮带传送到另一容器内再降尘或除尘后进行二级破碎,之后振动筛分,将没有破碎的原料送返回二级破碎后再振动筛分,如此循环,再将振动筛分后的原料送入到骨料仓内,再送入到搅拌机内,同时将水泥和水倒入到搅拌机内进行搅拌,将拌合料送入砌砖成型机21,在搅拌的同时将水泥、水、砂、颜料加入到另一搅拌机内搅拌,利用水平二次布料分配装饰混合料,根据产品类别设定成型参数,高压振动成型。将成型的产品依次通过链式输送机23、升板机24、程序车输送到养护室8,再从养护室8通过降板机31、回转链条输送机32、码垛机41送入到另一养护室8进行养护。另外若成品需要上色,就将输送到码垛机41的成品托板返回机33输送到翻板机34上色,翻转后再通过托板返回机33输送到码垛机41,最后送到养护室8进行养护。
以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
Claims (7)
1.砌砖生产线,其特征在于:它包括配料系统(1)、与配料系统(1)一端连接的成型系统(2)、设于成型系统(2)下端的程序车系统(5)、上端与成型系统(2)一端连接且下端与程序车系统(5)连接的托板返回系统(3)、设于托板返回系统(3)上端的码垛系统(4),以及设于成型系统(2)与托板返回系统(3)之间的电路控制系统(6)。
2.根据权利要求1所述的砌砖生产线,其特征在于:所述配料系统(1)包括依次设置的骨料仓、定量带、预混称量带、水泥称量装置、搅拌机、自动供水装置、暂存仓、混凝土皮带机、水泥仓、螺旋输送机和面料皮带输送机。
3.根据权利要求2所述的砌砖生产线,其特征在于:所述成型系统(2)包括二次布料系统,所述二次布料系统包括二次布料机(11),所述二次布料机(11)上端设有砌砖成型机(21),所述砌砖成型机(21)上端设有供板机(22),砌砖成型机(21)下端设有链式输送机(23),所述链式输送机(23)下端设有升板机(24),所述升板机(24)下端连接程序车系统(5)。
4.根据权利要求3所述的砌砖生产线,其特征在于:所述托板返回系统(3)包括与程序车系统(5)一端连接的降板机(31),所述降板机(31)上端设有回转链条输送机(32),回转链条输送机(32)上端设有托板返回机(33),托板返回机(33)右端连接有推出器,所述推出器依次连接翻板机(34)和推入器,所述推入器连接成型系统(2)的上端。
5.根据权利要求4所述的砌砖生产线,其特征在于:所述码垛系统(4)包括设于托板返回机(33)上端的码垛机(41),码垛机(41)设有码垛机架,码垛机架设有金属板条输送机(42),所述金属板条输送机(42)外设有木托架释放机(7)。
6.根据权利要求5所述的砌砖生产线,其特征在于:所述电路控制系统(6)包括设于成型系统(2)与托板返回系统(3)之间的生产线中央控制室(61)。
7.根据权利要求6所述的砌砖生产线,其特征在于:所述程序车系统(5)一端连接降板机(31),另一端连接养护室(8)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202885721U CN201784034U (zh) | 2010-08-11 | 2010-08-11 | 砌砖生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202885721U CN201784034U (zh) | 2010-08-11 | 2010-08-11 | 砌砖生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201784034U true CN201784034U (zh) | 2011-04-06 |
Family
ID=43816011
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010202885721U Expired - Lifetime CN201784034U (zh) | 2010-08-11 | 2010-08-11 | 砌砖生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201784034U (zh) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103128846A (zh) * | 2013-01-31 | 2013-06-05 | 任聪 | 废渣水泥泡沫条板或砌块的自动化机械流水线设备 |
| CN103770210A (zh) * | 2013-12-07 | 2014-05-07 | 宁波诺亚智能设备有限公司 | 半自动砌砖养护线 |
| CN104722749A (zh) * | 2015-03-19 | 2015-06-24 | 常熟市金成机械有限公司 | 一种铸件胚模自动生产线 |
| CN105599126A (zh) * | 2015-10-18 | 2016-05-25 | 河南省众邦伟业科技有限公司 | 建筑墙材智能生产线 |
| CN105984699A (zh) * | 2015-02-02 | 2016-10-05 | 机械科学研究总院(将乐)半固态技术研究所有限公司 | 自动导引子母车 |
| CN106042167A (zh) * | 2016-07-22 | 2016-10-26 | 北京隆翔环保科技有限公司 | 一种建筑垃圾和固体废弃物智能处理系统及其控制方法 |
| CN107599147A (zh) * | 2017-07-21 | 2018-01-19 | 中冶焦耐(大连)工程技术有限公司 | 压砖机供料仓自动上料装置 |
| CN107775787A (zh) * | 2017-09-06 | 2018-03-09 | 安徽同步自动化科技有限公司 | 一种隔热耐火砖自动浇注成型制坯系统及其方法 |
| CN108327060A (zh) * | 2018-04-02 | 2018-07-27 | 山东银蕨智能科技有限公司 | 一种耐火砖智能制造生产线 |
| CN109203212A (zh) * | 2018-10-15 | 2019-01-15 | 江苏景泽环保科技有限公司 | 一种飞灰固废减容生产线 |
| CN110238936A (zh) * | 2019-07-09 | 2019-09-17 | 仙居卡贝环保科技有限公司 | 一种基于石油冶炼脱硫的废渣回收利用装置 |
| CN110587823A (zh) * | 2019-09-29 | 2019-12-20 | 广东博智林机器人有限公司 | 再生混凝土制品生产设备 |
| CN111590744A (zh) * | 2020-05-29 | 2020-08-28 | 潍坊工商职业学院 | 大宗固废物资源化处理工艺智能控制技术方法 |
| CN112976286A (zh) * | 2021-03-25 | 2021-06-18 | 王云芳 | 一种互锁结构砖材制备方法 |
-
2010
- 2010-08-11 CN CN2010202885721U patent/CN201784034U/zh not_active Expired - Lifetime
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103128846A (zh) * | 2013-01-31 | 2013-06-05 | 任聪 | 废渣水泥泡沫条板或砌块的自动化机械流水线设备 |
| CN103770210A (zh) * | 2013-12-07 | 2014-05-07 | 宁波诺亚智能设备有限公司 | 半自动砌砖养护线 |
| CN103770210B (zh) * | 2013-12-07 | 2016-04-27 | 宁波诺亚智能设备有限公司 | 半自动砌砖养护线 |
| CN105984699A (zh) * | 2015-02-02 | 2016-10-05 | 机械科学研究总院(将乐)半固态技术研究所有限公司 | 自动导引子母车 |
| CN104722749A (zh) * | 2015-03-19 | 2015-06-24 | 常熟市金成机械有限公司 | 一种铸件胚模自动生产线 |
| CN105599126A (zh) * | 2015-10-18 | 2016-05-25 | 河南省众邦伟业科技有限公司 | 建筑墙材智能生产线 |
| CN105599126B (zh) * | 2015-10-18 | 2017-10-27 | 河南省众邦伟业科技有限公司 | 建筑墙材智能生产线 |
| CN106042167A (zh) * | 2016-07-22 | 2016-10-26 | 北京隆翔环保科技有限公司 | 一种建筑垃圾和固体废弃物智能处理系统及其控制方法 |
| CN107599147A (zh) * | 2017-07-21 | 2018-01-19 | 中冶焦耐(大连)工程技术有限公司 | 压砖机供料仓自动上料装置 |
| CN107599147B (zh) * | 2017-07-21 | 2023-01-10 | 中冶焦耐(大连)工程技术有限公司 | 压砖机供料仓自动上料装置 |
| CN107775787A (zh) * | 2017-09-06 | 2018-03-09 | 安徽同步自动化科技有限公司 | 一种隔热耐火砖自动浇注成型制坯系统及其方法 |
| CN107775787B (zh) * | 2017-09-06 | 2019-08-09 | 安徽同步自动化科技有限公司 | 一种隔热耐火砖自动浇注成型制坯系统及其方法 |
| CN108327060A (zh) * | 2018-04-02 | 2018-07-27 | 山东银蕨智能科技有限公司 | 一种耐火砖智能制造生产线 |
| CN109203212A (zh) * | 2018-10-15 | 2019-01-15 | 江苏景泽环保科技有限公司 | 一种飞灰固废减容生产线 |
| CN110238936A (zh) * | 2019-07-09 | 2019-09-17 | 仙居卡贝环保科技有限公司 | 一种基于石油冶炼脱硫的废渣回收利用装置 |
| CN110238936B (zh) * | 2019-07-09 | 2020-08-14 | 嘉兴麦瑞网络科技有限公司 | 一种基于石油冶炼脱硫的废渣回收利用装置 |
| CN110587823A (zh) * | 2019-09-29 | 2019-12-20 | 广东博智林机器人有限公司 | 再生混凝土制品生产设备 |
| CN111590744A (zh) * | 2020-05-29 | 2020-08-28 | 潍坊工商职业学院 | 大宗固废物资源化处理工艺智能控制技术方法 |
| CN112976286A (zh) * | 2021-03-25 | 2021-06-18 | 王云芳 | 一种互锁结构砖材制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201784034U (zh) | 砌砖生产线 | |
| CN201872236U (zh) | 一种用于砌块的自动生产线 | |
| CN100532045C (zh) | 全自动砌块生产线 | |
| CN204525745U (zh) | 一种制砖生产系统 | |
| CN203566841U (zh) | 一种全自动复合自保温砌块的生产线 | |
| CN211729664U (zh) | 一种混凝土自动砌块生产线 | |
| CN107877684A (zh) | 一种能够同时生产多种形状预制件的生产方法 | |
| CN201645663U (zh) | 一种移动式混凝土搅拌站 | |
| CN204935884U (zh) | 一种人造仿石材制品的生产线系统 | |
| CN101352892A (zh) | 滚压式拼装大板成型工艺及生产线 | |
| CN203818337U (zh) | 混凝土传送出料装置 | |
| CN102825647A (zh) | 连续型砖砌块成型系统 | |
| CN110587823A (zh) | 再生混凝土制品生产设备 | |
| CN107538608A (zh) | 一种建筑用保温免拆模板的组合式生产线及生产方法 | |
| CN202225303U (zh) | 连体配料机 | |
| CN203031746U (zh) | 一种管桩混凝土喂料系统 | |
| CN210453263U (zh) | 一种移动式搅拌站 | |
| CN211800519U (zh) | 一种生产特种固化剂的装置 | |
| CN113400454A (zh) | 基于基坑土洗滤压榨残留泥渣的自动固化制砖施工方法 | |
| CN210308411U (zh) | 一种多功能立式绿色环保水泥稳定土冷再生拌和站 | |
| CN1079316C (zh) | 机动搅拌设备 | |
| CN210552188U (zh) | 一种环保型砂石自制混凝土搅拌站 | |
| CN1189296C (zh) | 全自动工业废渣石膏砌块生产线 | |
| CN201824452U (zh) | 多功能砌块成型机 | |
| CN201776839U (zh) | 一种干粉砂浆立式混合连续生产装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20110406 |