CN1335191A - 带有多种材料制成的加重块的高尔夫球杆 - Google Patents
带有多种材料制成的加重块的高尔夫球杆 Download PDFInfo
- Publication number
- CN1335191A CN1335191A CN01120837A CN01120837A CN1335191A CN 1335191 A CN1335191 A CN 1335191A CN 01120837 A CN01120837 A CN 01120837A CN 01120837 A CN01120837 A CN 01120837A CN 1335191 A CN1335191 A CN 1335191A
- Authority
- CN
- China
- Prior art keywords
- club head
- golf club
- weight
- tungsten
- various ingredients
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 51
- 238000005303 weighing Methods 0.000 title 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims abstract description 50
- 229910052721 tungsten Inorganic materials 0.000 claims abstract description 50
- 239000010937 tungsten Substances 0.000 claims abstract description 50
- 238000000034 method Methods 0.000 claims abstract description 30
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 12
- 229910052802 copper Inorganic materials 0.000 claims abstract description 12
- 239000010949 copper Substances 0.000 claims abstract description 12
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 9
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 9
- 239000011651 chromium Substances 0.000 claims abstract description 9
- 239000000203 mixture Substances 0.000 claims description 72
- 229910018487 Ni—Cr Inorganic materials 0.000 claims description 32
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 claims description 32
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 29
- 239000003963 antioxidant agent Substances 0.000 claims description 21
- 230000003078 antioxidant effect Effects 0.000 claims description 21
- 239000004615 ingredient Substances 0.000 claims description 16
- 229910052742 iron Inorganic materials 0.000 claims description 16
- 230000035939 shock Effects 0.000 claims description 10
- 229910001220 stainless steel Inorganic materials 0.000 claims description 6
- 239000010935 stainless steel Substances 0.000 claims description 6
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 239000010936 titanium Substances 0.000 claims description 5
- 229910052719 titanium Inorganic materials 0.000 claims description 5
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 4
- 229910000601 superalloy Inorganic materials 0.000 claims description 4
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 3
- 238000012856 packing Methods 0.000 claims description 3
- 229910052726 zirconium Inorganic materials 0.000 claims description 3
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims description 2
- 229910001069 Ti alloy Inorganic materials 0.000 claims description 2
- 229910001093 Zr alloy Inorganic materials 0.000 claims description 2
- 239000007788 liquid Substances 0.000 claims description 2
- 229910052750 molybdenum Inorganic materials 0.000 claims description 2
- 239000011733 molybdenum Substances 0.000 claims description 2
- 229910052697 platinum Inorganic materials 0.000 claims description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims 6
- 229910052759 nickel Inorganic materials 0.000 claims 3
- 229910000831 Steel Inorganic materials 0.000 claims 1
- 239000013590 bulk material Substances 0.000 claims 1
- 239000010959 steel Substances 0.000 claims 1
- 239000007791 liquid phase Substances 0.000 abstract description 9
- 238000005245 sintering Methods 0.000 abstract description 9
- 230000003064 anti-oxidating effect Effects 0.000 abstract description 2
- 239000000843 powder Substances 0.000 description 32
- 229910000906 Bronze Inorganic materials 0.000 description 28
- 239000010974 bronze Substances 0.000 description 28
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 28
- 239000008187 granular material Substances 0.000 description 18
- 235000006708 antioxidants Nutrition 0.000 description 9
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 6
- 239000008202 granule composition Substances 0.000 description 5
- 238000005266 casting Methods 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 230000005484 gravity Effects 0.000 description 3
- 150000002505 iron Chemical class 0.000 description 3
- 239000010953 base metal Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005755 formation reaction Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910000623 nickel–chromium alloy Inorganic materials 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 239000007779 soft material Substances 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910000604 Ferrochrome Inorganic materials 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 229910001385 heavy metal Inorganic materials 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000000807 solvent casting Methods 0.000 description 1
- 238000010186 staining Methods 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
Images











Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B60/00—Details or accessories of golf clubs, bats, rackets or the like
- A63B60/02—Ballast means for adjusting the centre of mass
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0408—Heads characterised by specific dimensions, e.g. thickness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0408—Heads characterised by specific dimensions, e.g. thickness
- A63B53/0412—Volume
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0433—Heads with special sole configurations
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0466—Heads wood-type
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/047—Heads iron-type
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0487—Heads for putters
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B60/00—Details or accessories of golf clubs, bats, rackets or the like
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B2053/0491—Heads with added weights, e.g. changeable, replaceable
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2102/00—Application of clubs, bats, rackets or the like to the sporting activity ; particular sports involving the use of balls and clubs, bats, rackets, or the like
- A63B2102/32—Golf
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2209/00—Characteristics of used materials
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Golf Clubs (AREA)
Abstract
本文介绍用于高尔夫球杆杆头加重块的液相烧结工艺。优选的加重块材料是包括大密度组分和粘结组分以及抗氧化组分的多组分材料。优选的多组分材料包括钨、铜和铬。所述液相烧结工艺是在标准大气压下非封闭环境下进行。
Description
本发明涉及一种高尔夫球杆,更具体地说,是涉及到一种带有由多种材料制成的加重块的高尔夫球杆。
高尔夫球杆设计的初旨通常是为着提高高尔夫球手的表现。尽管这种提高要涉及到多个领域,但设计者还是努力去设计一种更加顺手的高尔夫球杆。可以通过将球杆的重心移到一个合适的位置,并得到较大的惯性矩来实现高尔夫球杆的这种顺手性。
对于由同类或单一材料(比如说不锈钢)做成的高尔夫球杆杆头,因为能被有代表性的高尔夫球手接受的总体重量受到限制,所以增加其顺手性有着相当的难度。为了克服这个困难,设计者寻求将不同的材料(密度大的和密度小的)结合起来,以便得到合适的重心和大的惯性矩。密度很大的材料可以让设计者在提高高尔夫球杆性能方面有最大的自由度,因为只需较小的体积就可以得到适当的重量,最经济及市场上可以得到的大密度材料是钨,其密度为19.3克/立方厘米。
在使用不同材料时的一个挑战性问题是高尔夫球杆杆头中不同材料结合在一起的能力。高尔夫业界创造了很多的技术将不同材料结合在高尔夫球杆杆头中。GREAT BIG BERTHA钨-钛铁头杆就是其中一个例子,这种铁头杆为加利福利亚,卡尔斯贝德的克勒威高尔夫制品公司(Callaway Golf Company of Carlsbad,California)研制。在这种铁头杆中,钨块用螺钉拧在钛铁头杆的后底部。另一个例子是GREATBIG BERTHA TUNGSTEN-INJECTED HAWK EYE铁头杆,同样也是由克勒威高尔夫制品公司研制,这种铁头杆的特征是其有一内腔,该内腔装有混在焊料里的钨颗粒用于带内腔的钨钛铁头杆,如在1999年6月11日提交的同时待审的美国专利09/330,292号申请所公开的。。木头杆的例子有也是由克勒威高尔夫制品公司研制的GREAT BIGBERTHA HAWK EYE的长打球杆和草地球杆,在这类杆中,在钛杆头的底部拧有钨螺丝。其它的技术方法有:采用粘接剂来粘合材料,对材料进行压入配合,对材料进行铜焊,或采用凹槽或开口的方式在结构上由一种材料件容纳另一种材料件。
大多数技术方法都需要将经过精密加工过加重件配合安装到高尔夫球杆杆头的一个精确位置。最为经济的方法是在高尔夫球杆杆头上铸出个容纳加重块的腔,然后再将加重块用螺丝拧上去。不过,铸造的允许误差很小,并且还得对空腔本身进行加工或对加重块进行加工以便装入每一空腔中。而使用软材料又不合适,因为在对高尔夫球杆杆头进行磨光的过程中,这些软材料的玷污对成品的最后加工增加了难度。
还有一种共铸方法,就是在浇注基底金属之前将加重块加入模具中,但这种方法因其受材料的影响而存在问题,因为在将基底金属高温液体浇注到加重块上时,由于加重块温度相对低,会引起热冲击。同时,在这种异类材料的共铸中,材料的热膨胀不一致也是个问题。而且在去杆(re-shafting)时也会引发一些问题,去杆就是对高尔夫球杆头加热以便移去球杆。这种加热会导致熔点较低材料(如环氧树脂和焊料)的流动,可能导致加重物的移动。
本发明不用对加重块进行精密加工就能使高尔夫球杆杆头很容易地得到加重。本发明利用液相烧结技术将由多种成分材料构成的加重块结合在高尔夫球杆杆头内,从而能达到前面所述目标。
本发明最为普遍的方面是一种由杆头体和加重块组成的高尔夫球杆杆头。所述杆头体包括冲击板、根端、趾端以及空腔。加重块由多种成分的材料制成并放置在杆头体的空腔内。
本发明的另一方面是一种由杆头体和加重块组成的带有后腔的高尔夫球杆杆头。所述杆头体包括冲击板、根端、趾端以及与冲击板相对的主后腔。顶壁、底壁、前壁和后壁之间形成了主后腔。在底壁上还设有一个预定形状的第二腔。加重块放置在第二腔里面并且占据了整个空腔。加重块由多种成分的材料组成。
本发明的又一方面是一种制作高尔夫球杆杆头的方法。该方法包括将多种成分的粉末/颗粒混合物装进高尔夫球杆杆头体上的空腔,然后加热所述多种成分的粉末/颗粒混合物至一设定温度,以便使多种成分的粉末/颗粒混合物液相烧结。该设定温度在所述多种成分的粉末/颗粒混合物中一种成分的熔点之上。
所述多种成分的粉末/颗粒状混合物可由一种重金属组分和一种抗氧化组分以及一种金属粘结组分组成。所述多种组分的粉末/颗粒混合物的一种变化是可由钨和铜以及抗氧化成分组成。所述抗氧化成分可以是铬或任何铬合金,如镍-铬、不锈钢、或镍-铬超合金。尤其是以镍-铬合金为优。
在对本发明作了简要的描述之后,对本发明相关技术熟悉的人可以结合附图,从接下来的关于本发明的描述中认识到本发明上面所述的和进一步的目标,特征和优点。
图1为本发明高尔夫球杆杆头的后视图;
图2为图1中高尔夫球杆杆头的前视图;
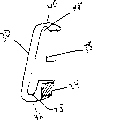
图3为图1中高尔夫球杆杆头的顶部透视图;
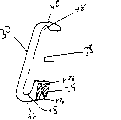
图4为图1中高尔夫球杆杆头的根端透视图;
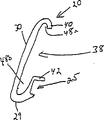
图5为图1中高尔夫球杆杆头的趾端透视图;
图6为图1中高尔夫球杆杆头的底部透视图;
图7为图1中高尔夫球杆杆头沿线7-7剖开的横截面图;
图8为本发明高尔夫球杆杆头的另一实施例的后视图;
图9为图8中高尔夫球杆杆头沿线9-9剖开的横截面图;
图10为本发明的工艺流程图;
图11为本发明高尔夫球杆杆头未成品的后视图;
图12为图11中高尔夫球杆杆头未成品沿线12-12剖开的横截面图;
图13为图11中装有粉末母体材料的高尔夫球杆杆头未成品的后视图;
图14为图11中装有经液相烧结后的粉末母体材料的高尔夫球杆杆头未成品的后视图;
图15为高尔夫推拨杆杆头图;
图16为高尔夫木头杆杆头图;
如图1到图7所示,高尔夫球杆杆头通常用数字20指代。高尔夫球杆杆头20是由杆头体22和加重块24组成的背后开有空腔的铁杆杆头20。高尔夫球杆杆头20有根端26、趾端28和底部29。在杆头体22的前边,有冲击板30,冲击板30上有许多格线32。用于插入球杆36的管口34位于高尔夫球杆杆头20的根端26。在高尔夫球杆杆头20的背部有主腔38,主腔38由顶壁40,底壁42,后壁44和前壁46围成。在高尔夫球杆杆头20上可以选择性地开出围绕主腔并直接朝着主腔38的凹槽48。
加重块24由通过液相烧结在空腔25(图11所示)中的多种成分的粉末或颗粒混合物组成。空腔25最好是朝着底部29和底壁42。不过对相关技术熟悉的人会认识到空腔25和加重块24可以布置在许多不同的位置来达到所需效果。如图7所示,加重块25使占高尔夫球杆杆头20质量很大百分比的质量处于高尔夫球杆杆头20中一个较低的位置,从而使得高尔夫球杆杆头20的重心下降,因此对高尔夫球手来说,高尔夫球杆杆头20变得更加顺手。
图8和图9显示了本发明的另一个实施例的高尔夫球杆杆头20a。和图1到图7的背后开有空腔的铁头杆相比,高尔夫球杆杆头20a是一种叶片形铁杆杆头。图8和图9中的高尔夫球杆杆头20a没有主腔38,也没有凹槽48。加重块24a成环形地围绕杆头体22的背面39。另外,用于容纳加重块24a的空腔25a只是朝向背面39,并不和前面实施例中一样还朝向底部。环形加重块24a使得高尔夫球杆叶片状杆头20a周边加重和背后带空腔的铁头杆的加重效果差不多,因此这种传统的具有叶片形外观的杆头的顺手性和背后带空腔的铁杆杆头的顺手性差不多。环形加重块24a与图1到图7中的加重块24比较,其占高尔夫球杆杆头20a的体积更多一些,因此所占的质量百分比也更大。根据制造方法的不同,本发明加重块被置于不同轮廓形状的高尔夫球杆杆头空腔中。如图7A和7B所示,空腔25b有一内部突出物47,或者空腔25c有多个内部突出物47a和47b,这种内部突出物47的结构使得加重块24留在空腔25b或25c内。
图10显示了本发明带有加重块24或24a的高尔夫球杆杆头20或20a的生产工艺流程图,其中,加重块24或24a由多种成分的粉末或颗粒混合物组成。整个过程200由制作高尔夫球杆杆头20开始,如方框202所示,高尔夫球杆杆头20最好由惯常的溶模铸造方式制造。不过,对相关技术熟悉的人会认识到,高尔夫球杆杆头20或20a也可以使用其它高尔夫行业熟知的技术制造,如锻造。高尔夫球杆杆头20可由不锈钢,钛,钛合金,锆,锆合金或类似材料制成。如图11所示,高尔夫球杆杆头20铸有空腔25。根据高尔夫球杆杆头20的加重块24应有的质量,空腔25的容积预先设定。在方框204中,用于形成多种成分的粉末或颗粒混合物的母体粉末材料经压实以便被置入空腔25中。混合物可由粉末,小颗粒或二者的混合物构成。母体粉末或颗粒状材料由密度很大,颗粒大小各异(从1.0毫米到0.01毫米)的成分组成,这样是为了让加重块24具备低的孔隙度。较佳的大密度材料是钨,其密度为19.3克/立方厘米(g/cm3),不过,也可以使用其他一些大密度材料,如钼(10.2克/立方厘米),钽(16.7克/立方厘米),铂(21.4克/立方厘米),铑(12.4克/立方厘米)等等。另外,大密度陶瓷粉末也可用作为这种大密度成分。混合物中大密度成分占加重块24体积的50%到95%。
除了如钨之类的大密度材料外,多种成分的粉末或颗粒混合物还包括一种粘结成分,如铜(密度为8.93克/立方厘米)、铜合金、锡(密度为7.31克/立方厘米)或其他类似材料。所述多种成分的粉末或颗粒混合物还由另外一种抗氧化粉末组成,如铬(密度为7.19克/立方厘米)、镍-铬合金(密度为8.2克/立方厘米)或铁铬合金(密度为7.87克/立方厘米)。另外一些可以代替的抗氧化成分有铝、钛,锆等等。多种成分的粉末或颗粒状混合物中的粘结成分占加重块24重量的4%到49%。合金中的抗氧化成分占加重块24重量的0.5%到30%。加重块24最好由占重量90%的钨,8%的铜和2%的铬组成。加重块24的整体密度在11.0克/立方厘米到17.5克/立方厘米之间。在12.5克/立方厘米到15.9克/立方厘米之间较合适,最好为15.4克/立方厘米。表一显示了加重块24不同构成及其密度。
回到图10,粉末经彻底混合使抗氧化成分充分分散到多种成分的粉末或颗粒混合物中,以便防止氧化,所述氧化会导致加重块24疏松。所述抗氧化成分将多种成分的粉末或颗粒混合物的氧化物脱离,使得粘结成分“浸润”并填充到多种成分的粉末或颗粒混合物的空隙中去。如果与空腔25a外壁接合的加重块24的表面被氧化,则加重块24的粘附性会降低并导致开裂。如图13所示,多种成分的粉末或颗粒混合物最好被压实成为金属块,如方框206所示,以便在定位和防入空腔25内。在置入空腔25中之前,先压实多种成分的粉末或颗粒混合物,可以使得混合物的密度更大一些。混合物在10,000磅/平方英寸(psi)到100,000磅/平方英寸的压力下在空腔25内压缩,压力为20,000磅/平方英寸到60,000磅/平方英寸更好,50,000磅/平方英寸最好。
在多种成分的粉末或颗粒混合物以压实或非压实的形式装入空腔25内之后,在方框208中,未制成的高尔夫球杆杆头20b被置入炉子内,在标准大气压下和空气中对多种成分的粉末或颗粒混合物进行液相烧结。更加准确地讲,本发明的工艺既不需要真空,也不需要现有技术中所需的惰性或还原环境。在炉子中,多种成分的粉末或颗粒混合物加热1到30分钟,2到10分钟更好,最好为5分钟。熔化混合物中至少一种组分的炉子温度在900℃到1400℃之间,1200℃左右更好。如图14所示,最好一种组分是粘结组分并被加热到其熔点液化。不过,对此技术熟悉的人会认识到液相烧结温度是根据多种成分的粉末或颗粒混合物的成分构成而变化的。粘结成分最好是铜,液相烧结发生在1200℃的温度,可使铜填充到多种成分的粉末或颗粒混合物的空隙中,从而减小了加重块24的疏松度,增大了其密度。当铜熔化时,钨(熔点为3400℃)或其它大密度的成分仍保持粉末形态,与此同时,铬或其它抗氧化成分将氧化物从混合物中去掉,让铜占据空隙并由此而减小了氧化物带来的疏松性。
在方框210中,内含加重块24的高尔夫球杆杆头未成品经铣,磨,抛光等工序后最终完成。对此技术熟悉的人会认识到,加重块24的密度将随铁头杆,木头杆或推拨杆的杆类型而变化。如表一所示,对密度的控制是通过改变混合物中钨之类大密度成分的数量来实现的。
表一包括所述多种成分的粉末或颗粒状混合物的成分、工艺温度、理论或期望密度值和测得密度。此加工过程是在标准大气压力下(1个大气压)和空气中进行,与现有技术的还原环境不同。理论或期望密度值是混合物在高压和还原环境中加工得到的密度。本发明使用不需要还原环境和高压的方法,能达到70%到85%的理论或期望密度值。
尽管本发明是参考铁头杆进行说明,但对相关技术熟悉的人会认识到,本发明也可用在分别由图15和图16示出的推拔杆杆头91和木头杆杆头93上。
相信从前面的描述中,对相关技术熟悉的人可以认识到本发明的一些优点,并且易于理解到,尽管本发明是用一个优选实施例和附图中的其他实施例作介绍,但在不脱离本发明主旨和领域的情况下,大量的变化,修改和等同物的替换都是可以实施的,并且除了后面的权利要求中所阐明的,本发明并不局限于前面所述内容。因此,具有排他性特征或特权的本发明的一些实施例将在后面的权利要求中予以定义。
表一
| 成分 | 温度 | 理论密度 | 测得密度 | |
| 1 | 85.0%钨+7.5%铜+7.5%镍铬 | 1200 | 17.72 | 12.595 |
| 2 | 85.0%钨+7.5%铜+7.5%镍铬 | 1200 | 17.72 | 12.595 |
| 3 | 85.0%钨+7.5%铜+7.5%镍铬 | 1200 | 17.72 | 12.375 |
| 4 | 85.0%钨+7.5%铜+7.5%镍铬 | 1200 | 17.72 | 12.815 |
| 5 | 85.0%钨+7.5%铜+7.5%镍铬 | 1200 | 17.72 | 13.002 |
| 6 | 85.0%钨+7.5%铜+7.5%镍铬 | 1200 | 17.72 | 12.386 |
| 7 | 85.0%钨+7.5%铜+7.5%镍铬 | 1200 | 17.72 | 13.123 |
| 8 | 85.0%钨+7.5%铜+7.5%镍铬 | 1200 | 17.72 | 14.069 |
| 9 | 80.0%钨+10%铜+10%镍铬 | 1200 | 17.19 | 11.935 |
| 10 | 80.0%钨+7%铜+7%镍铬+6%锡 | 1200 | 17.1 | 12.815 |
| 11 | 80.0%钨+10%青铜+8%镍铬+2%锡 | 1200 | 17.16 | 12.452 |
| 12 | 85.0%钨+15%锡 | 300 | 17.49 | 14.454 |
| 13 | 84.0%钨+14%锡+2%镍铬 | 300 | 17.4 | 14.295 |
| 14 | 82.0%钨+12%锡+6%镍铬 | 300 | 17.21 | 13.695 |
| 15 | 80.0%钨+18%铜+2%铁铬 | 1200 | 17.19 | 12.75 |
| 16 | 80.0%钨+16%铜+4%铁铬 | 1200 | 17.16 | 12.254 |
| 17 | 80.0%钨+16%铜+4%铁 | 1200 | 17.18 | 12.518 |
| 18 | 80.0%钨+17%铜+3%铬 | 1200 | 17 | 12.98 |
| 19 | 90.0%钨+8.75%铜+1.25%镍铬 | 1200 | 18.26 | 14.157 |
| 20 | 60.0%钨+35%铜+5%镍铬 | 1200 | 15.13 | 12.991 |
| 21 | 70.0%钨+26.25%铜+3.75%镍铬 | 1200 | 16.18 | 14.3 |
| 22 | 80.0%钨+17.5%铜+2.5%镍铬 | 1200 | 17.22 | 14.41 |
| 23 | 90.0%钨+8.75%铜+1.25%镍铬 | 1200 | 18.26 | 14.63 |
| 24 | 90.0%钨+8.75%铜+1.25%镍铬 | 1200 | 18.25838 | 14.12 |
| 25 | 92.0%钨+7%铜+1%镍铬 | 1200 | 18.4667 | 14.34 |
| 26 | 94.0%钨+5.25%铜+0.75%镍铬 | 1200 | 18.67503 | 14.53 |
| 27 | 96.0%钨+3.5%铜+0.5%镍铬 | 1200 | 18.88335 | 14.63 |
| 28 | 90.0%钨+8.75%铜+1.25%镍铬 | 1200 | 18.25838 | 14.64 |
| 29 | 92.0%钨+7%铜+1%镍铬 | 1200 | 18.4667 | 14.85 |
| 30 | 94.0%钨+5.25%铜+0.75%镍铬 | 1200 | 18.67503 | 15.04 |
| 31 | 96.0%钨+3.5%铜+0.5%镍铬 | 1200 | 18.88335 | 15.22 |
注:温度单位为℃,密度单位为克/立方厘米
Claims (27)
1.一种高尔夫球杆杆头,包括:
杆头体,包括冲击板、根端、趾端和空腔;
置于所述杆头体空腔内的加重块;
所述加重块由多种组分的材料构成,所述多种组分的材料包括至少一种大密度组分,一种粘结组分以及一种抗氧化组分。
2.根据权利要求1所述的高尔夫球杆杆头,其特征在于,所述高尔夫球杆杆头的所述多种组分的材料包括钨、铜和抗氧化组分。
3.根据权利要求2所述的高尔夫球杆杆头,其特征在于,所述抗氧化组分可以从下面组分选择:铬、镍-铬、不锈钢、镍超合金还有铬合金。
4.根据权利要求2所述的高尔夫球杆杆头,其特征在于,所述抗氧化组分是镍-铬。
5.根据权利要求1所述的高尔夫球杆杆头,其特征在于,所述高尔夫球杆杆头为铁的。
6.根据权利要求1所述的高尔夫球杆杆头,其特征在于,所述高尔夫球杆杆头为长打杆杆头,木头杆杆头或推拔杆杆头。
7.根据权利要求1所述的高尔夫球杆杆头,其特征在于,这种高尔夫球杆杆头为叶片状铁杆头,所述加重块是一个绕所述叶片状铁头杆背壁的环形结构,并与所述叶片状铁头杆的冲击板相对。
8.根据权利要求2所述的高尔夫球杆杆头,其特征在于,所述钨的重量百分比要大于所述抗氧化组分的重量百分比。
9.根据权利要求1所述的高尔夫球杆杆头,其特征在于,所述加重块的体积小于所述高尔夫球杆杆头体积的20%,但重量大于所述高尔夫球杆杆头重量的20%。
10.根据权利要求2所述的高尔夫球杆杆头,其特征在于,所述钨的重量占所述加重块重量的5%到90%,所述铜的重量占所述加重块重量的5%到40%,所述抗氧化组分的重量占所述加重块重量的0.5%到10%。
11.根据权利要求1所述的高尔夫球杆杆头,其特征在于,所述大密度组分可从下列成分选择:钨、钼、钛、铂。
12.一种高尔夫球杆杆头,包括:
杆头体,包括冲击板、根端、趾端和与所述冲击板相对的主后腔;所述主后腔形成于顶壁、底壁、根壁和趾壁之间,在底壁上还设有预定形状的第二腔;和
放置在第二腔里面并且占据了整个空腔的加重块,所述加重块包括多种组分的材料,所述多种组分的材料包括至少一种大密度组分,一种粘结组分以及一种抗氧化组分。
13.根据权利要求12所述的高尔夫球杆杆头,其特征在于,所述多种组分的材料包括钨、铜以及一种抗氧化组分。
14.根据权利要求13所述的高尔夫球杆杆头,其特征在于,所述抗氧化组分可以由下面材料中选择:铬、镍铬、不锈钢、镍超合金还有铬合金。
15.根据权利要求12所述的高尔夫球杆杆头,其特征在于,所述主后腔还包括在顶壁、底壁、前壁、后壁中至少一个区域上的凹槽。
16.根据权利要求13所述的高尔夫球杆杆头,其特征在于,所述钨的重量百分比大于所述抗氧化组分的重量百分比。
17.根据权利要求12所述的高尔夫球杆杆头,其特征在于,所述加重块的体积小于所述高尔夫球杆杆头体积的20%,但重量大于所述高尔夫球杆杆头重量的20%。
18.根据权利要求12所述的高尔夫球杆杆头,其特征在于,所述杆头体材料可以从下列材料选择:钛、钛合金、钢、锆以及锆合金。
19.一种制造高尔夫球杆杆头的方法,所述方法包括:
将所述多种组分的材料装入高尔夫球杆杆头体的空腔内;
将所述多种组分的材料加热至其液相温度,以便对所述多组分材料中至少一种组分进行液态烧结。
20.根据权利要求19所述的方法,所述方法还包括在装入所述多种组分的材料之后,将其压实。
21.根据权利要求19所述的方法,其特征在于,装入所述多种组分的材料的步骤包括将许多所述多种组分的块状材料压入所述空腔内。
22.根据权利要求19所述的方法,其特征在于,对所述多种组分的材料的加热是在一个大气压力下非封闭环境下进行的。
23.根据权利要求19所述的方法,其特征在于,对所述多组分材料的加热是在惰性环境或还原环境下进行的。
24.根据权利要求19所述的方法,其特征在于,所述多种组分的材料在加热前是粉末状。
25.根据权利要求19所述的方法,其特征在于,所述多种组分的材料包括钨、铜以及一种抗氧化组分。
26.根据权利要求25所述的方法,其特征在于,所述抗氧化组分可从下列组分中选择:铬、镍铬、不锈钢、镍超合金还有铬合金。
27.根据权利要求19所述的方法,其特征在于,所述高尔夫球杆为铁头球杆、推拨球杆、长打球杆和木头球杆。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/584,920 US6475427B1 (en) | 2000-05-31 | 2000-05-31 | Golf club with multiple material weighting member |
| US09/584,920 | 2000-05-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1335191A true CN1335191A (zh) | 2002-02-13 |
Family
ID=24339311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN01120837A Pending CN1335191A (zh) | 2000-05-31 | 2001-05-30 | 带有多种材料制成的加重块的高尔夫球杆 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US6475427B1 (zh) |
| JP (1) | JP2002017915A (zh) |
| KR (1) | KR20010109213A (zh) |
| CN (1) | CN1335191A (zh) |
| AU (1) | AU4810301A (zh) |
| CA (1) | CA2349678A1 (zh) |
| DE (1) | DE10126603A1 (zh) |
| GB (1) | GB2364923A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100457221C (zh) * | 2007-02-12 | 2009-02-04 | 北京明达茂业商贸有限责任公司 | 具有高比重低重心底盘的高尔夫杆头及其生产方法 |
| CN108525238A (zh) * | 2013-09-19 | 2018-09-14 | 阿库施耐特公司 | 具有内置瞄准线和底板的推杆 |
Families Citing this family (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6769998B2 (en) * | 2002-09-20 | 2004-08-03 | Callaway Golf Company | Iron golf club head |
| US20040055696A1 (en) * | 2002-09-20 | 2004-03-25 | Callaway Golf Company | Method for manufacturing an iron golf club head |
| US6814674B2 (en) * | 2002-09-20 | 2004-11-09 | Callaway Golf Company | Iron golf club |
| US7077763B2 (en) * | 2003-05-12 | 2006-07-18 | Taylor Made Golf Company, Inc. | Iron-type golf club head |
| US6776728B1 (en) * | 2003-07-03 | 2004-08-17 | Nelson Precision Casting Co., Ltd. | Weight member for a golf club head |
| US6758764B1 (en) * | 2003-07-03 | 2004-07-06 | Nelson Precision Casting Co., Ltd. | Weight member for a golf club head |
| US6881158B2 (en) * | 2003-07-24 | 2005-04-19 | Fu Sheng Industrial Co., Ltd. | Weight number for a golf club head |
| US6986716B2 (en) * | 2003-08-15 | 2006-01-17 | Nike, Inc. | Golf putter and method for manufacturing the golf putter |
| US7410424B2 (en) * | 2003-09-05 | 2008-08-12 | Ming Chen | Tri-weight correlated set of iron type golf clubs |
| US7022027B2 (en) * | 2003-09-05 | 2006-04-04 | Chen Ming T | Tri-weight correlated set of iron type golf clubs |
| US8715105B2 (en) * | 2003-09-19 | 2014-05-06 | Nike, Inc. | Golf club head having an interchangeable bridge member |
| US7476162B2 (en) * | 2003-09-19 | 2009-01-13 | Nike, Inc. | Golf club head having a bridge member and a damping element |
| US6923732B2 (en) * | 2003-09-19 | 2005-08-02 | Nike, Inc. | Golf club head having a bridge member |
| US7201669B2 (en) | 2003-12-23 | 2007-04-10 | Nike, Inc. | Golf club head having a bridge member and a weight positioning system |
| JP4466122B2 (ja) | 2004-03-01 | 2010-05-26 | ブリヂストンスポーツ株式会社 | ゴルフクラブヘッド |
| US7147574B2 (en) * | 2004-04-14 | 2006-12-12 | Zeljko Vesligaj | Golf club head |
| KR100597849B1 (ko) * | 2004-07-20 | 2006-07-11 | 류기정 | 텅스텐 합금으로 이루어진 퍼터 골프 클럽 헤드 및 그의제조방법 |
| CN1321711C (zh) * | 2004-07-21 | 2007-06-20 | 大田精密工业股份有限公司 | 高尔夫球头的制造方法 |
| US7083531B2 (en) * | 2004-07-29 | 2006-08-01 | Callaway Golf Company | Iron-type golf club |
| US7207900B2 (en) * | 2004-07-29 | 2007-04-24 | Karsten Manufacturing Corporation | Golf club head weight adjustment member |
| US7815524B2 (en) * | 2005-02-17 | 2010-10-19 | Pelican Golf, Inc. | Golf clubs |
| JP4608426B2 (ja) * | 2005-12-26 | 2011-01-12 | Sriスポーツ株式会社 | ゴルフクラブヘッド |
| JP2009226062A (ja) * | 2008-03-24 | 2009-10-08 | Sri Sports Ltd | アイアン型ゴルフクラブヘッド及びその製造方法 |
| JP5262423B2 (ja) * | 2008-08-21 | 2013-08-14 | セイコーインスツル株式会社 | ゴルフクラブヘッド、そのフェース部及びその製造方法 |
| US8206241B2 (en) * | 2009-07-27 | 2012-06-26 | Nike, Inc. | Golf club assembly and golf club with sole plate |
| DE202010013534U1 (de) | 2010-09-24 | 2010-12-02 | K-Mat Gmbh | Golfschläger |
| US11065513B2 (en) | 2011-11-28 | 2021-07-20 | Acushnet Company | Set of golf club heads and method of manufacture |
| US20160287955A1 (en) * | 2011-11-28 | 2016-10-06 | Acushnet Company | Golf club head and method of manufacture |
| US11918867B2 (en) | 2011-11-28 | 2024-03-05 | Acushnet Company | Co-forged golf club head and method of manufacture |
| US20130288823A1 (en) | 2011-11-28 | 2013-10-31 | Acushnet Company | Co-forged golf club head and method of manufacture |
| US20160184669A1 (en) * | 2011-11-28 | 2016-06-30 | Acushnet Company | Co-forged golf club head and method of manufacture |
| US9220959B2 (en) * | 2012-08-02 | 2015-12-29 | Cobra Golf Incorporated | Golf club with cellular mass distribution |
| US8911302B1 (en) | 2012-10-29 | 2014-12-16 | Callaway Golf Company | Iron-type golf club head |
| US9205311B2 (en) * | 2013-03-04 | 2015-12-08 | Karsten Manufacturing Corporation | Club head with sole mass element and related method |
| US11541288B2 (en) | 2014-02-20 | 2023-01-03 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US9199143B1 (en) * | 2014-08-25 | 2015-12-01 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11344775B2 (en) | 2014-02-20 | 2022-05-31 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11167187B2 (en) | 2014-02-20 | 2021-11-09 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US20170368429A1 (en) | 2014-02-20 | 2017-12-28 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11731013B2 (en) | 2014-02-20 | 2023-08-22 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US10751587B2 (en) | 2014-05-15 | 2020-08-25 | Karsten Manufacturing Corporation | Club heads having reinforced club head faces and related methods |
| JP6094535B2 (ja) * | 2014-06-26 | 2017-03-15 | 株式会社デンソー | 焼結拡散接合部材の製造方法及び焼結拡散接合部材の製造装置 |
| US11192003B2 (en) | 2017-11-03 | 2021-12-07 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11426640B2 (en) | 2017-11-03 | 2022-08-30 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11707653B2 (en) | 2017-11-03 | 2023-07-25 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| US11786786B2 (en) | 2018-02-12 | 2023-10-17 | Parsons Xtreme Golf, LLC | Golf club heads and methods to manufacture golf club heads |
| CN108905114A (zh) * | 2018-08-27 | 2018-11-30 | 南京佑天金属科技有限公司 | 一种高尔夫球杆头 |
| WO2020077279A1 (en) * | 2018-10-12 | 2020-04-16 | Karsten Manufacturing Corporation | Iron-type golf club head with flex structure |
| CN112843639A (zh) * | 2019-11-12 | 2021-05-28 | 复盛应用科技股份有限公司 | 用以制造具有配重块的高尔夫球杆头的方法 |
| US11033788B1 (en) * | 2020-02-12 | 2021-06-15 | Cobra Golf Incorporated | Iron-type golf club head |
| US11491377B1 (en) | 2021-12-28 | 2022-11-08 | Acushnet Company | Golf club head having multi-layered striking face |
| US11850461B2 (en) | 2022-03-11 | 2023-12-26 | Acushnet Company | Golf club head having supported striking face |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4011077A (en) | 1975-06-06 | 1977-03-08 | Ford Motor Company | Copper coated, iron-carbon eutectic alloy powders |
| US4382818A (en) | 1975-12-08 | 1983-05-10 | Ford Motor Company | Method of making sintered powder alloy compacts |
| US4071354A (en) | 1975-12-08 | 1978-01-31 | Ford Motor Company | Master alloy for powders |
| JPS5830361B2 (ja) * | 1979-02-26 | 1983-06-29 | 日本ピストンリング株式会社 | 内燃機関用耐摩耗性部材の製造方法 |
| US4591481A (en) | 1982-05-06 | 1986-05-27 | Ultra-Temp Corporation | Metallurgical process |
| US5338330A (en) | 1987-05-22 | 1994-08-16 | Exxon Research & Engineering Company | Multiphase composite particle containing a distribution of nonmetallic compound particles |
| US4931241A (en) | 1987-08-06 | 1990-06-05 | Ltv Aerospace And Defense Company | Method for producing structures by isostatic compression |
| US5000779A (en) | 1988-05-18 | 1991-03-19 | Leach & Garner | Palladium based powder-metal alloys and method for making same |
| US4992236A (en) * | 1990-01-16 | 1991-02-12 | Shira Chester S | Method of making a golf club head and the article produced thereby |
| US5154425A (en) * | 1990-10-19 | 1992-10-13 | Lanxide Technology Company, Lp | Composite golf club head |
| US5094810A (en) * | 1990-10-26 | 1992-03-10 | Shira Chester S | Method of making a golf club head using a ceramic mold |
| US5603073A (en) | 1991-04-16 | 1997-02-11 | Southwest Research Institute | Heavy alloy based on tungsten-nickel-manganese |
| US5098469A (en) | 1991-09-12 | 1992-03-24 | General Motors Corporation | Powder metal process for producing multiphase NI-AL-TI intermetallic alloys |
| JPH06205859A (ja) * | 1993-01-08 | 1994-07-26 | Yamaha Corp | ゴルフ用クラブヘッド |
| US5340107A (en) * | 1993-03-19 | 1994-08-23 | Ceradyne, Inc. | Monolithic ceramic golf club putter head and method of manufacture thereof |
| US5584770A (en) * | 1995-02-06 | 1996-12-17 | Jensen; Morten A. | Perimeter weighted golf club head |
| JPH09262326A (ja) * | 1996-03-29 | 1997-10-07 | Mitsubishi Materials Corp | ゴルフクラブヘッド |
| US5833551A (en) * | 1996-09-09 | 1998-11-10 | Taylor Made Golf Company, Inc. | Iron golf club head |
| JPH10179823A (ja) * | 1996-12-19 | 1998-07-07 | Mitsubishi Materials Corp | ゴルフクラブヘッドおよびその製造方法 |
| US5776010A (en) | 1997-01-22 | 1998-07-07 | Callaway Golf Company | Weight structure on a golf club head |
| JPH10258143A (ja) * | 1997-03-18 | 1998-09-29 | Nkk Corp | ゴルフクラブヘッド |
| US6030294A (en) | 1997-04-22 | 2000-02-29 | Carbite, Inc. | Golf club with porous striking surface and its method of manufacture |
| JPH1144466A (ja) * | 1997-07-25 | 1999-02-16 | Matsushita Electric Ind Co Ltd | アンモニア吸収式ヒートポンプ |
| EP0899353B1 (en) * | 1997-08-28 | 2004-05-12 | Alps Electric Co., Ltd. | Method of sintering an iron-based high-hardness glassy alloy |
| JPH11179588A (ja) * | 1997-12-16 | 1999-07-06 | Nhk Spring Co Ltd | ステンレス鋼ろう付用ろう |
| US6093112A (en) * | 1998-02-09 | 2000-07-25 | Taylor Made Golf Company, Inc. | Correlated set of golf clubs |
| US6319437B1 (en) * | 1998-03-16 | 2001-11-20 | Hi-Z Technology, Inc. | Powder injection molding and infiltration process |
| US6027010A (en) | 1998-06-17 | 2000-02-22 | Carbite, Inc. | Method of brazing ceramic and cermet components for golf clubs and the article produced thereby |
| WO2000010653A1 (en) * | 1998-08-24 | 2000-03-02 | Orlimar Golf Equipment Company, Llc | Iron golf club head and club |
| US6210290B1 (en) * | 1999-06-11 | 2001-04-03 | Callaway Golf Company | Golf club and weighting system |
| US6277326B1 (en) * | 2000-05-31 | 2001-08-21 | Callaway Golf Company | Process for liquid-phase sintering of a multiple-component material |
-
2000
- 2000-05-31 US US09/584,920 patent/US6475427B1/en not_active Expired - Lifetime
-
2001
- 2001-05-30 AU AU48103/01A patent/AU4810301A/en not_active Abandoned
- 2001-05-30 CN CN01120837A patent/CN1335191A/zh active Pending
- 2001-05-30 JP JP2001162403A patent/JP2002017915A/ja active Pending
- 2001-05-31 DE DE10126603A patent/DE10126603A1/de not_active Withdrawn
- 2001-05-31 KR KR1020010030579A patent/KR20010109213A/ko not_active Application Discontinuation
- 2001-05-31 CA CA002349678A patent/CA2349678A1/en not_active Abandoned
- 2001-05-31 GB GB0113210A patent/GB2364923A/en not_active Withdrawn
- 2001-12-17 US US09/683,350 patent/US6406382B1/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100457221C (zh) * | 2007-02-12 | 2009-02-04 | 北京明达茂业商贸有限责任公司 | 具有高比重低重心底盘的高尔夫杆头及其生产方法 |
| CN108525238A (zh) * | 2013-09-19 | 2018-09-14 | 阿库施耐特公司 | 具有内置瞄准线和底板的推杆 |
| CN108525238B (zh) * | 2013-09-19 | 2020-03-17 | 阿库施耐特公司 | 具有内置瞄准线和底板的推杆 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6475427B1 (en) | 2002-11-05 |
| US6406382B1 (en) | 2002-06-18 |
| AU4810301A (en) | 2001-12-06 |
| GB0113210D0 (en) | 2001-07-25 |
| US20020065145A1 (en) | 2002-05-30 |
| GB2364923A (en) | 2002-02-13 |
| CA2349678A1 (en) | 2001-11-30 |
| JP2002017915A (ja) | 2002-01-22 |
| KR20010109213A (ko) | 2001-12-08 |
| DE10126603A1 (de) | 2002-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1335191A (zh) | 带有多种材料制成的加重块的高尔夫球杆 | |
| CN1338321A (zh) | 带加重块的高尔夫球杆杆头及其制造方法 | |
| US6277326B1 (en) | Process for liquid-phase sintering of a multiple-component material | |
| US10035190B2 (en) | Multilevel parts from agglomerated spherical metal powder | |
| JP5881188B2 (ja) | アルミニウム粉末金属の粉末合金の製造方法 | |
| CN104032153A (zh) | 一种高强韧微晶硬质合金的制造方法 | |
| EP0741193A1 (en) | Method of making flowable tungsten/copper composite powder | |
| US11759857B2 (en) | Material obtained by compaction and densification of metallic powder(s) | |
| JP2001342505A (ja) | 低融点ターゲット材およびその製造方法 | |
| JP2591855B2 (ja) | 高精度ウェイト部品とその製造方法 | |
| JP2679267B2 (ja) | ロウ材の製造方法 | |
| JPH0475294B2 (zh) | ||
| JPH07278693A (ja) | タングステン基焼結重合金の製造方法 | |
| JP2912211B2 (ja) | 半導体基板材料およびその製造法 | |
| JP2679268B2 (ja) | ロウ材の製造方法 | |
| JPS6123701A (ja) | 鉄系部品製造用粉末冶金原料粉 | |
| JP2661149B2 (ja) | AlおよびAl合金材の深絞り加工金型 | |
| JP2695289B2 (ja) | Al合金混合粉末およびAl合金焼結体の製造方法 | |
| JPH03153831A (ja) | Cu―W系焼結合金部材の製造方法 | |
| GB2364652A (en) | Weighted golf club head | |
| JPH01230743A (ja) | 金型用アルミニウム合金材料 | |
| CN117286380A (zh) | 一种硬质合金及其制备方法 | |
| JPS63140049A (ja) | Ti−Al系金属間化合物部材の成形法 | |
| JPH03134102A (ja) | 焼結添加用粉末および焼結方法 | |
| JPS62127449A (ja) | 放電加工用電極材料およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |