CN1208190C - 用于生成一个印版的方法和设备 - Google Patents
用于生成一个印版的方法和设备 Download PDFInfo
- Publication number
- CN1208190C CN1208190C CNB02120473XA CN02120473A CN1208190C CN 1208190 C CN1208190 C CN 1208190C CN B02120473X A CNB02120473X A CN B02120473XA CN 02120473 A CN02120473 A CN 02120473A CN 1208190 C CN1208190 C CN 1208190C
- Authority
- CN
- China
- Prior art keywords
- track
- forme
- light beam
- along
- relief
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41B—MACHINES OR ACCESSORIES FOR MAKING, SETTING, OR DISTRIBUTING TYPE; TYPE; PHOTOGRAPHIC OR PHOTOELECTRIC COMPOSING DEVICES
- B41B19/00—Photoelectronic composing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/02—Engraving; Heads therefor
- B41C1/04—Engraving; Heads therefor using heads controlled by an electric information signal
- B41C1/05—Heat-generating engraving heads, e.g. laser beam, electron beam
Landscapes
- Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Laser Beam Processing (AREA)
- Exposure And Positioning Against Photoresist Photosensitive Materials (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Printing Methods (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
本发明公开了一种用于产生印版的方法,其中由于印版毛坯(1)的材料通过照射沿着轨迹被除去,由此在印版毛坯(1)的表面引入一个凸版,其特征在于:在每个情况中,沿着同一个的轨迹,通过相应频繁地暴露在照射下来产生位于不同深度(A、B、C)的凸版区域。本发明也公开了一种用于产生印版的设备。
Description
技术领域
本发明涉及一种用于生成一个印版的方法和设备。该印版可以,例如,是一种用作凹版印刷的胶版印版或刚性印版、或凹版印版等等。
背景技术
为了借助于一个传统的CO2激光器产生一个胶版印版,通常已经众所周知的是直接从一个印版中烧掉材料,以便用这个方式在该印版中产生一个凸版,其中该印版可以是例如一个聚合物板。然而,在这个处理过程中,CO2激光器永久地被功率调制,这样该处理过程是相对缓慢的。
此外,为了生成一个胶版印版,PCT/EP96/05277已经公开了两个激光束源的使用,用第一个激光束源获得在一个期望轮廓中的精细结构,同时借助于第二个激光束源生成在该轮廓中低水平面low-level)区域。
利用上述的这两种方法,不采用进一步的措施在比较高的工作速度时,不能产生精细并且同时低水平面的区域。功率调制本身对于这个目的太缓慢,而如果使用了一个声光调制器时,则该激光器功率必须被限制在相对低水平以便不致毁坏该调制器。
发明内容
本发明的一个目的是指定一种用于生产一种印版、尤其是一种胶版印版的方法,利用该印版能够快速和简单地产生非常精细和同时深的结构。此外,将提供一种适于这个目的的设备。
在依据本发明的一种用于生成一个印版、尤其是一个胶版印版的方法中,在该印版的毛坯表面引入一个凸版,这是由于该印版毛坯的材料沿着轨迹由照射除去,该照射例如由调制器接通和关闭,该调制器例如为声光调制器、诸如可移动镜子的光偏转器等等。沿着同一个轨迹除去材料,在每一种情况下,位于不同深度的凸版区域由相应的频繁暴露于照射下产生。这样做时,能够使用聚焦照射或并行照射,只要它是足够强烈或大功率,以用于该所述目的。
因此,依据本发明,为了在印版毛坯的表面形成一个凸版,通过仅仅把该印版毛坯在照射下暴露一次可获得相对平的凹口,而通过把该印版毛坯的相应点在照射下多次暴露可以形成更深的凹口。时间延迟或连续地发生印版毛坯在照射下的多次暴露,以产生该较深水平面的区域,以便就好像它是通过重复挖出得到那样获得一个较深的区域。
由于该凸版结构的较深区域是通过重复暴露在照射下雕刻出的,因此该光束功率能够是相对低的,它具有甚至非常快的调制器结果,所以当被使用时其光束功率必须被确切地限制,以便防止该调制器被损坏。例如,声光调制器能被用于切换该光束功率。因此,依据本发明有可能快速地构造甚至相对精细和同时深水平面的结构,以便能够产生具有更好质量的印刷凸版。关于在该较低结构区域构造中的每个单独烧掉操作之间的情况中,印版材料在清除材料重新开始之前被再次冷却,它具有以下结果,即在这些区域的印版材料不会被显著地加热,以便能够以非常确切的方式或形状正确地构造凸版。在单独烧尽操作之间,剥去的材料也能够被拿走,例如被吸走,这允许在下一个清除操作中更精确的作业并且导致具有较好质量的结构。
依据本发明的一个改进,使用重复地沿着一个轨迹传送的同一个光束发生该印版表面的照射。在这种情况下仅仅需要一个光束源,其简化并由此降低了构造和控制相应设备的成本。然而,为了构造较低区域,一个轨迹必须然后由该光束若干次横切,其延长了机加工时间。然而,这个缺点,能够通过提供多个用于产生平行光束的光束源进行补偿,该平行光束每个沿着同一个轨迹被重复地导向。这组平行光束能因此相对于该印版毛坯以块方式(以块模式)偏移,以便机加工一组其它轨迹等。这样做时。区域或轨迹组也可以彼此在内侧嵌套以便克服块边界。在这种情况下,在块轨迹之间总有其它块的轨迹。
依据本发明的一个发展,使用被连续地引导沿着一个轨迹的多个光束进行该印版毛坯表面的照射。因此,同一个轨迹由不同的光束连续地加工。为了这个目的,该多个光束可以,例如在一个与该轨迹纵向的横切的方向彼此平行排列。在该轨迹被每次经过后,发生在该印版毛坯和光束组之间的一个相对位移,以便现在同一个轨迹由在该光束组中的不同光束机加工,等。
在本发明的一个更进一步发展中,该多个光束还可以在该轨迹纵向的方向彼此并行排列。同样在这种情况下,同一个轨迹现在由不同的光束连续地随着时间进行机加工,该时间延迟对应于在该轨迹纵向的光束间隔。
由于同一个轨迹能够使用不同的光束进行加工的事实,例如,有可能利用不同的功率光束或者不同波长光束除去不同深度的凸版区域。以这种方式能够产生具有更好质量的印版。因此,例如,通过功率比用来刻出更深凸版区域的光束的功率更低及/或波长被该光束更短的光束,能够除去位于直接在该印版毛坯表面上的凸版区域。以这种方式,要构造的、在一个凸版表面末端处的边界(打印轮廓)能够被非常精确地生产出来,这对于在该边界外部的区域是没有绝对必要的,这是由于在这里不进行印制。这些区域能够因此以高功率被除去并且因此更快速地进行,以便加快机械作业。
有利的是,约束在该表面末端处的凸版的印版毛坯材料区域首先被去除掉,以便当该印版毛坯仍然在相对低温时,就能够建立起该凸版轮廓。仅仅在这个之后,接着进行从该印版毛坯中进一步除去材料以形成较低区域。在这个过程中,在该凸版的表面端获得非常确切的边界。然而原则上,相反的步骤是有可能的,这就是说在该凸版表面末端处的边界被最后刻成。
依据本发明的一个有利改进,约束表面末端的凸版的印版毛坯材料的区域适应于对该去除照射的波长光谱灵敏,借此用于除去这些材料区域的处理过程能够被更好地控制,以获得更精确的凸版。
在本发明的进一步发展中,印版毛坯暴露到照射下是使用激光照射进行的,这是由于用这样的方式能够很容易地得到必要的照射能量。在这方面可以使用聚焦的激光照射。
为了沿着该轨迹机加工该印版毛坯,光束或激光束可以相对于该印版毛坯移动,或是使该印版毛坯相对于固定光束移动。做为选择,光束和印版毛坯两者都能够相对于彼此移动。
这样做时使用了一个印版毛坯,例如具有一个形成一个印制表面的弹性材料、聚合物材料、硅树脂或橡胶。然而,该印制表面还可以是刚性的,例如由金属组成。
因此,例如由聚合物材料或其它适当的弹性材料构成的一个板状印版毛坯能够被放置到一个选择安装的圆筒表面上,而且被坚固地适当安装,例如通过夹住、借助于真空通过抽气、通过磁铁等等实现。然而,为了形成一个印版毛坯弹性或聚合材料也可以被拉到或应用于一个转动安装的圆筒上。例如,这些能够是被拉到该圆筒上的柔性管,或是能够通过刮涂法、喷射和浸入等应用的液体材料或聚合材料。
依据本发明其中一个非常有利的改进,印版毛坯沿着所讨论的轨迹暴露到照射下,该曝光根据作为每个被分配给一个凸版区域以刻划到不同深度的数据文件发生。因此,在纯粹的数字控制下在印版毛坯清除该材料区域,从而使在照射功率中的变化可以被非常迅速地执行,以加快机加工处理过程。还可以组合该数据文件以形成一个整体文件,其包含按照原样、在被连续贯穿的链中的链接点形式的数据文件。
这样做时,依据本发明的一个有利改进产生该文件的步骤如下:构造并且电子存储一个二维的基本凸版构图;构造位于离该基本凸版构图不同距离处的一个或多个边界,以随着离该基本凸版构图的距离增加,标识应当位于更深处的凸版区域;通过该有边界的基本凸版构图绘制一条轨迹;在该轨迹上搜索在该边界基座上的基本凸版构图和凸版区域的边界;并且参考找到的边界确定用于该光束的打开和关闭命令,以及分类到在每种情况下用于该基本凸版构图和较低凸版区域的数据文件里。
如果例如通过扫描一个初始的或者通过来自一个设计员在一台计算机屏幕上的图形布局,指定了基本凸版构图,然后给定该轨道宽度和轨迹相对于该基本凸版构图的路线,通过事实上的自动化装置,能够以非常简单的方式在该印版毛坯中生成用于区域的数据文件,这些区域在该印版毛坯中每个都被除去到一个不同的深度,这同样地加快了处理过程。
这样做时,正被讨论的数据文件可以用来调整该光束或者用于开关它们。例如,这些数据文件能够被用来控制声光调制器,利用调制器,光束或激光束被接通和断开,其操作方式是广为知悉的。
为了允许穿过不同强度的光束,该声光调制器能够被不同的控制电压启动。在那个方面,当使用所讨论的一个数据文件以使用所讨论的一个控制电压启动一个调制器时,不同的控制电压可以被分配给相应的数据文件用于调制该光束。依照该数据文件接通所讨论的控制电压。这个切换的控制电压然后被施加到调制器上。
依据本发明,一个用于生成一个印版、特别是用于生成一个胶版印刷版的设备,包含:一个座架,用于保持一个印版毛坯;一个光学装置,用于借助于至少一个光束沿着一个轨迹按次序照射该印版毛坯的一个表面,用这种方法以从该印版毛坯区域中除去材料以形成凹口;以及一个控制装置,利用一个包含有光束打开和光束关闭开关指令的数据文件,控制该至少单个光束在它沿着该轨迹路径上的强度中的变化。本发明的设备的特点在于:该控制装置使得每个用于沿着该整体轨迹机加工该印版毛坯以及以时间延迟方式处理的多个数据文件是可用的,这些数据文件每个都包含光束打开和光束关闭开关指令(构图信息)。
通过延时地利用关于同一个轨迹的构图信息或者数据文件,照射能够沿着该轨迹作用一次或者若干次以便获得相应的沿着该轨迹更平或更深的区域,由于该光束的快速可控性及光束能够连续地导向到一个轨迹的同一个区域若干次因此有可能在该轨迹的轴向产生非常短和深的凹口,由此在该印版毛坯的表面中获得非常精确的凸版。
这样做时,依据本发明的一个改进,光学装置是以这样一种方法构成以便使它发射至少一个光束,控制装置是以这样一种方法构成以便在所有情况下一个光束经过同一个轨迹若干次,并且每次通过该轨迹时能够读取一个新的数据文件。如果,例如,仅仅存在一个光束而且有三个数据文件要被完成以便获得在该印版毛坯表面的深度水平,该光束不得不穿过正被讨论的任何轨迹三次。
然而,也可能以这样的方式构造该光学装置,以便它发射多个光束,其中每个光束都由仅仅一个单独的数据文件控制。在这种情况下全部光束将必须一个接一个地穿过同一个轨迹。
为此目的,这些光束可以沿一个到该轨迹轴向横切前进的方向彼此并排布置,所以由于在该横向中的适当位移的结果这些光束能够一个接一个地与该轨迹对准。
然而,做为选择,该光束可以沿一个在该轨迹纵向前进的方向彼此并排布置。在这种情况下,该光束由该数据文件用一个时间延迟启动,其中该时间延迟对应于该光束沿该轨迹纵向的间隔。
使用的光束可以是例如聚焦光束、聚焦的激光束。原则上印版毛坯能够是一个板状毛坯或一个圆柱形印版毛坯。它至少在它的表面上是弹性结构,而且最好是由聚合材料构成的或是包含至少一种这样的聚合材料。然而,它也可以由硅树脂、橡胶或其它材料例如金属构成。
当以一个板的形式构成时,为了加工印版毛坯,例如,当光束沿着轨迹导向并且保持一定距离平行于它时,后者能够在平板状态下进行机加工。光束源和印版毛坯因此能够在平行平面中相对于彼此移动。
依据本发明的一个有利发展,印版毛坯被构造为一个安装以绕它的纵轴旋转的圆筒,在它的表面上带有一种弹性材料例如聚合材料。这能够是板状结构,而且被放置在它的表面周围。如果它以一个板的形式被固定在圆筒表面上,则该板也能够在机加工之后再一次从后者处移走以便被用作一个平板印刷版。然而,弹性或聚合材料也可以在它已经被拉到后者上或以一种不同的形式、例如通过浸入、刮涂或喷射处理等被应用之后,在该圆柱形支柱表面上保持固定。在这种情况下整个圆筒稍后被用作一个印刷筒。
当机加工或照射该印刷筒以生成表面凸版时,后者能够转动,同时一个带有至少部分该光学装置并且可沿该圆筒纵轴方向移动布置的支架在移动。出现在这个支架上的零件可以是例如,用于使激光束转向的倾斜镜子,或者激光束源可以被直接安装在它上面。当绕它的纵轴转动该圆筒时同时也沿它的纵轴方向移动后者也是可能的,这使得使印版毛坯的表面能够由在一个固定位置的一个光设备进行机加工。如果光学装置本身由很多用于生成很多光束的光束源构成,则这个变体将是有利的,因此由于振动产生的失调是相对较大的。
已经提到了,为了控制强度或控制功率,即为了打开或关闭光束,提供了可经由数据文件启动的调制器。这样做时,这些最好能够是可以高速启动的声光调制器。
同时调制器中的特定一个与至少一个模拟开关相连,一个对应于构图信息的控制电压能够通过该模拟开关被送到调制器中,在那里模拟开关能够被数据文件切换。用这种方法,机加工光束或激光束的非常精确数字控制是可能的。
因此,例如,依据本发明的一个改进,一个调制器能够连接到多个模拟开关的输出端,其中每个模拟开关可由为沿着一个轨迹蚀刻所需要的多个数据文件(构图信息)中的一个进行切换,其中每个模拟开关切换不同的控制电压。取决于该数据文件以及由此选择的模拟开关,对应于该构图信息的一个不同控制电压以这种方法到达该调制器,从而取决于所选择的控制电压,后者发射一个具有更大或更小强度或功率的光束。
然而,依据本发明的另一个改进,可以同时出现多个调制器,其中每一个被分配了一个模拟开关,每个模拟开关可由为沿着一个轨迹蚀刻所需要的多个数据文件中的一个进行切换,其中每个模拟开关切换不同的控制电压。
附图说明
以下将结合附图对本发明和举例说明的实施例进行详细说明。其中:
图1显示了本发明在机加工一个印版毛坯用于在它的表面中生成一个凸版中的原理;
图2给出了如图1中所示的原理,其具有光学适应的印版毛坯表面;
图3显示了具有边界来标识凸版区域的一个基本凸版构图,其随着离该基本凸版构图的距离增加应当处在更深的位置;
图4显示了沿图3中的线A-A的剖面以说明在印版毛坯表面中一个完成了的凸版结构;
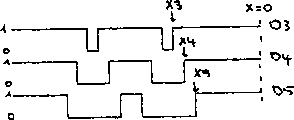
图5显示了从如图3所示沿线A-A的基本凸版构图中产生的三个数据文件;
图6显示了一个依据本发明中第一举例说明的实施例、用于生成一个印版的设备;
图7显示了如图6所示设备的确切结构;
图8显示了一个依据本发明中第二个举例说明的实施例、用于生成一个印版的设备;
图9显示了一个依据本发明中第三个举例说明的实施例、用于生成一个印版的设备;以及
图10显示了一个依据本发明中第四个举例说明的实施例、用于生成一个印版的设备。
具体实施方式
以下参考图1更详细地说明在本发明中的操作原理。在图1中,附图标记1标识一个由聚合材料生成的印版毛坯。例如为了生成一个苯胺印版,在印版毛坯1的表面2上借助于例如三个聚焦的激光束3、4和5,通过在印版毛坯1上烧掉聚合材料区域,蚀刻一个凸版。能够使用多于或少于三个激光束。为了这个目的,激光束3、4和5连续地沿着一个在表面2上沿箭头6方向运行的轨迹移动。激光束3是主要的激光束,而且首先在印版毛坯1的表面2上起作用。继它之后由激光束4沿着同一个轨迹在一个时间延迟之后继续,其后同样由激光束5在一个时间延迟之后沿着同一个轨迹继续。取决于将被雕刻到印版毛坯1的表面2中的一个凹口深度,为了形成该凸版,只有激光束3、或者激光束3和4、或者全部激光束3、4和5被使用。
如果该凹口应该是相对平的,则只有激光束3被打开,其中仅仅烧掉了在印版毛坯1的表面2以下的一个部分A。激光束4和5则没有被打开。如果相反想要较深的凹口,则激光束4和5也被使用。在这种情况下,印版毛坯1的较上部分A借助于激光束1首先被烧掉,而一段短时间以后,位于部分A的基底以下的部分B借助于激光束4被烧掉。就一个还要更深的凹口来说,在使用激光束4之后位于部分B的基底以下的部分C借助于激光束5等被烧掉。因此,借助于激光束3、4和5,其中将生成相对深凹口的凸版区域在连续步骤中被一次接一次地按次序照射了若干次,以进一步烧掉或挖空先前获得的凹口基底。
这个原理的优点是:由于使用仅仅一个或多个激光束重复地除去同一个区域的基底,所以光束功率能够保持相对小,这具有以下结果,即光开关元件可以用来打开和关闭该激光束,光开关元件具有相对高速的转换特性但是不必加载非常高的功率。以这种方法能够同时生成精细的和很深的结构,在印版(印刷版、印刷辊等)的生成中引起一个相当大的质量改进。能被使用的所述类型开关元件的例子是声光调制器、偏转器或光束偏转器(诸如镜子)等。
在图1中印版毛坯可以是,例如在平板状态下被机加工的一个板状毛坯,或是位于例如一个可旋转安装圆筒表面上的一个圆柱形印版毛坯,并且能够被再次从后者中除去。然而,如果在圆筒的表面上被覆盖了例如聚合材料,则它本身也能够被称为一个印版毛坯。
依据本发明的一个改进,激光束3、4和5能够具有不同的功率等级。例如,主要的激光束3与两个随后的激光束4和5相比能够具有一个较低的功率,从而首先利用激光束3使凸版的边缘能够在相对低功率时被更好地定义。使用更大功率的激光束4和5,凹口的较低区域因此能够被烧掉。因此,例如,就激光束3来说能够使用100瓦特的CO2激光束,而激光束4和5是200瓦特的CO2激光束。
这些激光束本身借助于透镜7、8和9聚焦,为此这些透镜可以例如位于同一个平面中,但是具有不同的焦距,这取决于将要由该激光束烧掉区域的深度。在图1中,透镜7具有最短的焦距,而透镜9具有最长的焦距。当然如果要求的话,也能够使用在不同的平面中具有相同焦距的透镜。在较不精确的凸版中,具有大致相同焦距的透镜也能够位于距印版毛坯1的相同距离处。如果要求的话,也可能为各个激光束3、4和5使用不同的光束直径。
图2显示了如图1所示原理的一个变体。此时,印版毛坯1的一个较上面区域10和用于在这个较上面区域10上工作的激光束3是光学上相互匹配的。为了这个目的,印版毛坯1的表面在较上区域10中覆盖了尤其对激光束3波长敏感的相应材料。在这种情况下,激光束3能够由例如其波长为1,060um的一个YAG激光器产生。该光束本身能够具有从50到100瓦特的一个功率范围。借助于这样一个激光器,获得了大约10um焦距的一个光束宽度,以便能够在该印版毛坯1的表面区域中产生清晰的精细结构。然而,为了这个目的,在区域10中的材料必须被这样选择以便使它能够很容易被激光束3烧掉。剩余的激光束4和5也可以由200瓦特的CO2激光器产生,从而使距该凸版边缘一段距离处的较低水平区域能够被烧掉。在这里不需要太高的精密度,所以在30到35um区域焦距中的光束宽度是可接受的。
在图1和2中,可以发现该凸版结构的形状多么象一个支座。为此,沿轨迹6的方向的激光束3、4和5在轨迹6的方向中的不同点处被关掉。这产生一个阶梯形的支座形状,其中各边的斜度近似地对应于聚焦的激光照射的路线。支座的侧面在图1和2中标识为12和13。
图3以一个均匀黑化区域的形式显示了一个基本的凸版构图。这个基本凸版构图14是要被打印的区域而且在它的周围必须由较低区域15、16和17围绕。因此,该印版毛坯1的材料在区域15、16和17中必须被烧掉。结果的结构可以参见图4。在这种情况下它是沿在图3中线A-A的横截面。
在图3中显示的基本凸版构图用于打开和关闭激光束。该基本凸版构图能够首先在一台计算机的屏幕上表现并且被临时地保存在一个电子存储器中。当雕刻该凸版时,设置引导该激光束的轨迹。假定在图3中的线A-A是这样的一个轨迹。基本凸版构图14能够在前面或者在后面提供边界18、19,也就是说在里面和在外面提供以便定义其中印版毛坯1的材料要被烧掉的区域15、16、17。在图3中的轨迹A-A和基本凸版构图或者边界18、19交叉点处,则有用于激光束的接通和断开的点,它们依据该区域排序,组合形成数据文件。
例如,如果以箭头6的方向沿图3中的线A-A向前移动,更精确地说利用在图1中的激光束3、4和5,轨迹A-A和基本凸版构图14的第一个交叉点产生用于激光束3的一个断开点X3,其如图5所示。边界18和轨迹A-A的交叉点则产生用于激光束4的一个断开点X4,而边界19和轨迹A-A的交叉点产生用于激光束5的一个断开点X5。点X4和X5也在图5中略加说明。继续沿箭头6的方向进一步沿着图3中的轨迹A-A移动时,再次出现用于激光束3、4和5的接通点,以及再次断开点等,以便最终获得如图5所示用于开关激光束3、4和5的三个数据文件D3、D4和D5。
数据文件D3、D4和D5每个都具有值“1”和“0”并且用来启动声光调制器,该声光调制器用于切换激光束3、4和5。在图5中一个轨迹假定在X=0开始,以便在使用激光束3第一次经过该轨迹时,在部分A上的区域17、16和15被烧掉直到激光束3在X3处被关掉为止。在轨迹被第二次经过时,激光束4在X=0处被接通并且在X4处关掉,以便利用第二激光束4烧掉在区域17和16上的部分B。在轨迹被第三次经过时,激光束5在X=0处被接通并且在X5处关掉,以便现在仅仅在部分C上面的区域17被烧掉。因此,从位置X=0处看,激光束3最后被关掉而激光束5最早被关掉。在穿过图3中的基本凸版构图的右侧部分之后,然后再次以那个次序接通激光束3、4和5等。
借助于适当的计算机程序,可以在产生边界18和19以及确定轨迹A-A和轨迹方向之后,自动地生成接通和断开点或者数据文件。
图6显示了依据本发明的用于产生一个印版,例如一个胶板印版的一个设备的结构。
该设备包含一个具有机床20的激光刻版机。要被雕刻的印版毛坯1被可旋转地安装在机床20上,在这种情况下其以一个空心圆筒的形式被构造。为了这个目的,印版毛坯1具有一个中心轴20a,其可以由在机床20上提供的轴承20b容纳。印版毛坯1能够由一个马达21沿它的中心轴旋转。一个编码器22或者循环脉冲发生器用来产生对应于印版毛坯1当时旋转位置的脉冲。支撑架23在平行于印版毛坯1轴线的导轨24上移动。螺旋杆25用来沿着该导轨24驱动这个支撑架23,其中该螺旋杆25由一个驱动器26在一个或者其它方向旋转,以便因此传送该支撑架23。
放射一个激光束28的一个激光器27安装在支撑架23上。当激光束28不再需要时,利用一个闸板29来阻挡激光束28。激光束28通过用于开关它的一个调制器30,由一个偏转镜子31偏转例如90°,以及由一个透镜系统32聚焦到该圆柱形印版毛坯1的表面上。借助于该聚焦的激光束28,印版毛坯1的上面区域被部分烧掉以便雕刻一个凸版到印版毛坯1的表面中。为了这个目的,该圆柱形印版毛坯在它的表面上带有一个聚合物涂层,以便在引入一个凸版之后获得一个苯胺印版。
为了控制该单元,存在有一个机加工控制系统33,后者经由控制引线连接到激光器27、调制器30、旋转驱动器26、马达21和循环脉冲发生器22。
在图6中的设备进一步包含一个CAD系统34,后者连接到一台控制计算机35,该控制计算机反过来用于启动该机加工控制系统33。
借助于该CAD系统34,设计员能够在相关监示器屏幕上绘制构图草案,例如图3中所示的基本凸版构图14。使用适当的命令,设计员能因此在该CAD系统上定义相对于基本凸版构图14的边界18和19,其确定在该基本凸版构图外面要被除去的印版毛坯1表面中的区域。设计员还可以确定在图3中的轨迹A-A,沿着该轨迹随后雕刻该印版毛坯1。在这之后CAD系统34计算如图5所示的该构图信息或者数据文件,数据文件的数目和要被除去的区域数目匹配。如前所述,这能够使用仅仅单个或者多个连续使用的激光束执行。该构图信息或者数据文件D3到D5然后由该CAD系统34传送到控制计算机35,在那儿它们被存储,以便如果发生机加工时,最终被传送到机加工控制系统。后者确保印版毛坯1沿着它的中心轴旋转,支撑架23的相应移位以便引导该激光束28沿着在印版毛坯1表面上的预定轨迹,以及使用调制器30依据数据文件D3到D5开关该激光束28,在这里调制器30被构造为一个声光调制器。
该机加工控制系统的内部结构在图7中更详细给出。相当于在图6中那些的单元被给予相同的参考数字并且不再进行描述。
该机加工控制系统33包含一个中央控制器36连同多个模拟开关,在这种情况下是三个模拟开关37、38和39。在输出端上模拟开关37到39每一个都连接调制器30的控制输入。相反,在输入侧,每个模拟开关37到39都分别经由引线41、42和43从中央控制单元36接收一个不同的控制电压。因此,取决于模拟开关37到39中一个的启动,具有不同幅值的控制电压到达调制器30,以便依据模拟开关37到39中一个的选择,能够由调制器30控制激光束28的强度或者功率。经由控制引线44、45和46跟着发生每一个模拟开关37到39的选择或者致动,通过这些控制引线,中央控制单元36在每个情况中发送数据文件D3、D4和D5的一个到模拟开关37、38和39中的一个。
在下面假定使用事实上仅仅单个激光器27,在图4中显示的构图将沿着印版毛坯1的一条周界线被雕刻出来。
在这种情况下,例如需要印版毛坯1的三次旋转或者三次经过该轨道。在该轨道被第一次经过时,使用相对低照射强度雕刻在图4中部分A上的表面区域。为了这个目的,数据文件D3到达模拟开关37的控制输入端,其然后依据数据文件D3连接一个相对低电压并且传送这个切换的低压到调制器30的控制输入端。在该轨道被下一次经过时,数据文件4到达模拟开关38的控制输入端,其现在例如,为了刻蚀在图4中的区域B,按照数据文件D4切换一个高电压并且传送这个高电压到调制器30的控制输入端,以便现在激光束28以高强度到达印版毛坯1的表面。在该轨道被第三次经过时,通过在第三个模拟开关控制输入端处数据文件D5的使用发生控制,其中该模拟开关能够同样地启动用于控制调制器的一个高电压。
上述操作可以为下一个等平行轨道重复。当然能够提供多个上述系统以便缩短雕刻时间。在该轨道被每次经过时,支撑架23是静止的。沿着螺旋纹路径雕刻也是可能的,也具有以交替模式工作以避开块边界(block boundary)的进一步可能性。
图8显示了依据本发明的一个激光加工系统的第二实施例。相当于在图6和7中那些的单元再次具有相同的参考数字并且不再进行描述。
作为对在图6和7中举例说明实施例的偏离,在这里支撑架23具有三个激光器27a到27c,三个激光器彼此并排定位。每个这些激光器都被分配了一个专用的闸板、一个专用的调制器和一个专用的透镜系统。每一个被构造为声光调制器的调制器30a到30c都被分配了在该机加工控制系统33中一个专用的模拟开关,其每个都相当于在图7中的模拟开关37到39。它们被供给相同或者不同的输入电压,以便它们能够提供不同功率的聚焦激光照射。
在图8中,当沿着它的纵轴旋转该圆柱形印版毛坯1以及同时从右到左移动支撑架23时,聚焦的激光束28a到28c在印版毛坯1的表面上以螺纹线轨迹运行。这样做时,聚焦激光束28a在前面以及首先雕刻对应于在图4中区域A的表面区域。接下来,聚焦激光束28b沿着相同线螺纹轨迹运行而且这样做时雕刻对应于在图4中区域B的区域。然后由聚焦激光束28c穿过同一个轨迹以便沿着该轨迹雕刻对应于在图4中区域C的区域。在这种情况下,例如通过施加不同幅值的电压到该声光调制器的控制输入端并且依据相应的数据文件启动它们,也能够控制该聚焦激光束的功率以和如图7所示的举例说明实施例匹配。在这里其中仅仅扫描圆柱形轨迹的块操作(block operation)也将是可能的。
依据本发明的第三个举例说明实施例在图9中进行了说明。再次,和在图6到8中那些相同的单元具有相同的参考数字以及不再进行描述。在这里与在图8中举例说明的实施例相比,支撑架23被布置在一个固定位置,这就是说它不再沿该圆柱形状印版毛坯的轴向移动。相反地,现在印版毛坯1被安装为可沿圆筒的轴向移动,为了这个目的,它现在布置在导杆24上,并且例如借助于螺旋杆25驱动,该螺旋杆25本身由该旋转驱动器26沿一个或者其它方向旋转。当许多激光器用于同时机加工该印版毛坯1时这个布置是有利的,因为在这种情况下这些多个激光器则不能用足够的稳定性传送并且缺少可移动支撑架上的振动。
依据本发明的第四个举例说明实施例系统显示在图10中。在这种情况下三个聚焦激光束28a、28b、28c同时到达沿该圆柱形印版毛坯1的圆周方向运行的轨迹上。这样做时,这三个聚焦激光束2到2沿圆周方向彼此偏移。借助于三个激光器27a、27b和27c生成它们,这三个激光器,举例来说,在该支撑架23上、在彼此之上排列并且能够由三个声光调制器30a到30c启动或者调制。利用三个透镜32a到32c发生聚焦,为最上面的和最底下的光束提供偏转镜子31a和31c。在这里,同样根据在图5中显示的方案,借助于声光调制器30a到30c能够控制这三个激光束。
Claims (36)
1、一种用于产生印版的方法,其中由于印版毛坯(1)的材料通过照射沿着轨迹被除去,由此在印版毛坯(1)的表面引入一个凸版,其特征在于:在每个情况中,沿着同一个的轨迹,通过相应频繁地暴露在照射下来产生位于不同深度(A、B、C)的凸版区域。
2、如权利要求1所述的方法,其特征在于:暴露到照射下是利用重复地沿着一个轨迹导向的同一个光束(3)进行的。
3、如权利要求1所述的方法,其特征在于:暴露到照射下是借助于一个接一个地沿着同一轨迹导向的多个光束(3,4,5)进行的。
4、如权利要求3所述的方法,其特征在于:多个光束沿着与该轨迹纵向横切的方向彼此并排布置。
5、如权利要求3所述的方法,其特征在于:多个光束沿着该轨迹纵向彼此并排布置。
6、如权利要求3到5之一所述的方法,其特征在于:通过不同功率的光束除去在不同深度(A、B、C)处的凸版区域。
7、如权利要求3到5之一所述的方法,其特征在于:通过不同波长的光束除去在不同深度(A、B、C)处的凸版区域。
8、如权利要求6所述的方法,其特征在于:直接位于印版毛坯(1)的表面(2)上的凸版区域(A)用功率比那些用来除去较低凸版区域(B、C)的光束更低或者波长更短的光束除去。
9、如权利要求1到5之一所述的方法,其特征在于:首先除去约束该凸版表面侧的印版毛坯材料区域。
10、如权利要求1到5之一所述的方法,其特征在于:约束该凸版表面侧的印版毛坯(1)的材料区域(A)适应于它们对刻蚀照射波长的光谱灵敏度。
11、如权利要求1到5之一所述的方法,其特征在于:暴露该印版毛坯(1)到照射下是使用激光照射、例如聚焦的激光照射实施的。
12、如权利要求1到5之一所述的方法,其特征在于:这些光束相对于印版毛坯(1)移动。
13、如权利要求1到5中任何一项所述的方法,其特征在于:印版毛坯(1)相对于固定位置的光束移动。
14、如权利要求1到5之一所述的方法,其特征在于:照射由一种聚合材料构成的印版毛坯。
15、如权利要求14所述的方法,其特征在于:由聚合材料构成的一个板状印版被放置在一个可旋转安装的圆筒表面上。
16、如权利要求14所述的方法,其特征在于:为了形成一个印版毛坯(1),聚合材料被拉到或应用到一个可旋转安装的圆筒表面上。
17、如权利要求1到5之一所述的方法,其特征在于:根据数据文件(D3,D4,D5),沿着所讨论的一个轨迹暴露该印版毛坯(1)到照射下,其中每个数据文件被分配给位于不同深度、将被除去的凸版区域(A,B,C)中的一个。
18、如权利要求17所述的方法,其特征在于:数据文件(D3、D4、D5)如同下述产生:
构造并且电子存储一个二维的基本凸版构图(14);
构造位于离该基本凸版构图不同距离处的一个或更多边界(18、19)以标识凸版区域(15、16、17),其中凸版区域离该基本凸版构图(14)越远,深度就越深;
绘制通过该封装的基本凸版构图(14)的一个轨迹(A-A);
基于轨迹上的边界,在该基本凸版构图(14)和凸版区域(15到17)中搜索边界(X3、X4、X5) 以及
基于发现的边界确定开关光束切换命令,并且排序到用于该基本凸版构图(14)和较低凸版区域(15到17)的相应数据文件(D3、D4、D5)里。
19、如权利要求18所述的方法,其特征在于:所讨论的数据文件(D3到D5)用来调制这些光束。
20、如权利要求19所述的方法,其特征在于:在每种情况下,相应的数据文件(D3到D5)具有分配给它们的不同控制电压,用于调制这些光束。
21、一种用于生成一个印版的设备,具有:
一个支架,用于保持一个印版毛坯(1);
一个光学装置(27),用于借助于至少一个光束(28)沿着一个轨迹暴露该印版毛坯(1)的一个表面(2)到照射下,以除去该印版毛坯(1)的区域;以及
一个控制装置,通过使用一个包含了光束打开和光束关闭控制命令的数据文件,控制在该至少单个光束沿着该轨迹路径的强度的变化,其特征在于:
以这样的方式构造该控制装置,使得它提供每个都包含光束打开和光束关闭开关指令的多个数据文件(D3到D5),这些数据文件每个用作沿着该整个轨迹机加工该印版毛坯(1)并且能够以时间延迟方式完成。
22、如权利要求21所述的设备,其特征在于:光学装置以这样一种方式构造,使它发射至少一个光束(28a),而且该控制装置以这样一种方式构造,即在每个情况中一个光束经过同一个轨迹若干次,而且在每次通过该轨迹时能够读出一个新的数据文件(D3到D5)。
23、如权利要求21所述的设备,其特征在于:该光学装置以这样一种方式构造,使它发射多个光束(28a到28c),其中每个光束可仅仅由一个单独的数据文件(D3到D5)控制。
24、如权利要求23所述的设备,其特征在于:这些光束沿着与该轨迹纵向横切的方向彼此并排布置。
25、如权利要求23所述的设备,其特征在于:这些光束沿着该轨迹纵向彼此并排布置。
26、如权利要求21到25之一所述的设备,其特征在于:这些光束是激光束。
27、如权利要求21到25之一所述的设备,其特征在于:印版毛坯(1)被构造为一个绕着它的纵轴可旋转安装的圆筒,在它的表面上载有一种弹性材料、例如聚合材料。
28、如权利要求27所述的设备,其特征在于:有一个可沿该圆筒纵轴方向移动布置的支架(23),它支撑至少部分的光学装置。
29、如权利要求27所述的设备,其特征在于:该圆筒可沿它的纵轴方向移动,而该光学装置处于一个固定的位置。
30、如权利要求21到25中一个所述的设备,其特征在于:为了控制该光束的强度,提供了至少可间接地经由数据文件(D3到D5)启动的调制器(30)。
31、如权利要求30所述的设备,其特征在于:一个所讨论的调制器(30a到30c)连接到至少一个模拟开关(37到39),通过该模拟开关一个控制电压提供给该调制器,而且该模拟开关可由该数据文件(D3到D5)切换。
32、如权利要求31所述的设备,其特征在于:一个调制器(30)被连接到多个模拟开关(37到39)的输出端,其中每个模拟开关可由为沿着一个轨迹蚀刻所需要的多个数据文件(D3到D5)中的一个切换,而且每个模拟开关(37到39)切换不同的控制电压。
33、如权利要求31所述的设备,其特征在于:存在多个调制器(30a到30c),每个都被分配了一个模拟开关(37到39),这些模拟开关的每一个都由沿着一个轨迹雕刻所需要的多个数据文件(D3到D5)中的一个切换,而且每个该模拟开关切换不同的控制电压。
34、如权利要求30所述的设备,其特征在于:该调制器(30;30a到30c)是声光调制器。
35、如权利要求30所述的设备,其特征在于:调制器是偏转器或光束偏转器。
36、如权利要求21到25之一所述的设备,其特征在于:这些光束是聚焦光束。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01112705.7 | 2001-05-25 | ||
| EP01112705A EP1262315B8 (de) | 2001-05-25 | 2001-05-25 | Verfahren und Vorrichtung zur Herstellung einer Druckform |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1387996A CN1387996A (zh) | 2003-01-01 |
| CN1208190C true CN1208190C (zh) | 2005-06-29 |
Family
ID=8177543
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB02120473XA Expired - Fee Related CN1208190C (zh) | 2001-05-25 | 2002-05-24 | 用于生成一个印版的方法和设备 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6857365B2 (zh) |
| EP (1) | EP1262315B8 (zh) |
| JP (1) | JP3556204B2 (zh) |
| CN (1) | CN1208190C (zh) |
| AT (1) | ATE282526T1 (zh) |
| DE (1) | DE50104541D1 (zh) |
| ES (1) | ES2233522T3 (zh) |
| HK (1) | HK1052320B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104049470A (zh) * | 2013-03-11 | 2014-09-17 | 艾司科影像有限公司 | 对弹性印刷板和套筒进行多光束直刻的装置和方法 |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10318039A1 (de) | 2003-04-17 | 2004-11-04 | Basf Drucksysteme Gmbh | Lasergravierbares Flexodruckelement enthaltend einen Leitfähigkeitsruß sowie Verfahren zur Herstellung von Flexodruckformen |
| DE102004025364A1 (de) | 2004-05-19 | 2005-12-08 | Basf Drucksysteme Gmbh | Verfahren zur Herstellung von Flexodruckformen mittels Laser-Direktgravur |
| DE602005011543D1 (de) * | 2004-09-30 | 2009-01-22 | Dainippon Screen Mfg | Verfahren zur Herstellung einer Druckplatte und Druckplattenherstellungsgerät |
| DE102004050277A1 (de) | 2004-10-14 | 2006-04-27 | Basf Drucksysteme Gmbh | Verfahren und Vorrichtung zur Herstellung von fotopolymerisierbaren, zylindrischen, endlos-nahtlosen Flexodruckelementen |
| JP4703222B2 (ja) | 2005-03-08 | 2011-06-15 | 大日本スクリーン製造株式会社 | 印刷版の製版装置 |
| WO2007041460A2 (en) * | 2005-10-03 | 2007-04-12 | Aradigm Corporation | Method and system for laser machining |
| JP4912006B2 (ja) | 2006-03-24 | 2012-04-04 | 大日本スクリーン製造株式会社 | 画像記録装置 |
| US7827912B2 (en) * | 2006-12-22 | 2010-11-09 | Eastman Kodak Company | Hybrid optical head for direct engraving of flexographic printing plates |
| JP2008212999A (ja) * | 2007-03-06 | 2008-09-18 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| DE102007015263A1 (de) * | 2007-03-27 | 2008-10-02 | Hell Gravure Systems Gmbh & Co. Kg | Hochdruckform, insbesondere Flexodruckform, und Verfahren zu ihrer Herstellung |
| EP1990126B1 (en) * | 2007-05-08 | 2012-11-21 | Volvo Car Corporation | Method of laser cutting a painted or multilayered workpiece by means of a scanned laser beam |
| US8621996B2 (en) * | 2007-08-27 | 2014-01-07 | Eastman Kodak Company | Engraving of printing plates |
| FR2921862B1 (fr) * | 2007-10-05 | 2011-04-22 | Macdermid Printing Solutions Europ Sas | Procede de realisation d'un agencement a image en relief utilisable notamment dans le domaine de la flexographie et agencement realise selon ce procede |
| US8852547B2 (en) * | 2008-01-25 | 2014-10-07 | Hyperion Catalysis International, Inc. | Processes for the recovery of catalytic metal and carbon nanotubes |
| JP2009175505A (ja) | 2008-01-25 | 2009-08-06 | Fujifilm Corp | 光ファイバ構造体 |
| JP2009175504A (ja) * | 2008-01-25 | 2009-08-06 | Fujifilm Corp | 光ファイバ構造体 |
| US8418612B2 (en) | 2008-03-07 | 2013-04-16 | Fujifilm Corporation | Printing plate making apparatus and printing plate making method |
| JP2009214334A (ja) * | 2008-03-07 | 2009-09-24 | Fujifilm Corp | 製版装置及び製版方法 |
| EP2119527A1 (en) * | 2008-05-16 | 2009-11-18 | Kba-Giori S.A. | Method and system for manufacturing intaglio printing plates for the production of security papers |
| US8563892B2 (en) * | 2008-09-24 | 2013-10-22 | Standex International Corporation | Method and apparatus for laser engraving |
| JP5009275B2 (ja) * | 2008-12-05 | 2012-08-22 | 富士フイルム株式会社 | マルチビーム露光走査方法及び装置並びに印刷版の製造方法 |
| US8460778B2 (en) * | 2008-12-15 | 2013-06-11 | Tredegar Film Products Corporation | Forming screens |
| US8729427B2 (en) | 2009-03-27 | 2014-05-20 | Electro Scientific Industries, Inc. | Minimizing thermal effect during material removal using a laser |
| US8284229B2 (en) * | 2009-09-08 | 2012-10-09 | Eastman Kodak Company | Imaging head for 3D imaging |
| JP5500716B2 (ja) | 2010-02-17 | 2014-05-21 | 富士フイルム株式会社 | レリーフ製造装置およびレリーフ製造方法 |
| WO2011122703A1 (en) * | 2010-03-31 | 2011-10-06 | Fujifilm Corporation | Multibeam exposure scanning method and apparatus, and method of manufacturing printing plate |
| US8383984B2 (en) | 2010-04-02 | 2013-02-26 | Electro Scientific Industries, Inc. | Method and apparatus for laser singulation of brittle materials |
| US8365662B2 (en) * | 2010-05-17 | 2013-02-05 | Eastman Kodak Company | Direct engraving of flexographic printing plates |
| US20110278767A1 (en) * | 2010-05-17 | 2011-11-17 | David Aviel | Direct engraving of flexographic printing plates |
| US20120240802A1 (en) | 2011-03-22 | 2012-09-27 | Landry-Coltrain Christine J | Laser-engraveable flexographic printing precursors |
| US8603725B2 (en) | 2011-07-28 | 2013-12-10 | Eastman Kodak Company | Laser-engraveable compositions and flexographic printing precursors |
| US8613999B2 (en) | 2011-07-28 | 2013-12-24 | Eastman Kodak Company | Laser-engraveable compositions and flexographic printing precursors comprising organic porous particles |
| AT511830B1 (de) * | 2011-08-25 | 2013-03-15 | Oebs Gmbh | Verfahren zum gravieren einer druckplatte |
| JP5503615B2 (ja) * | 2011-09-26 | 2014-05-28 | 富士フイルム株式会社 | 凸版印刷版 |
| CN102602127B (zh) * | 2012-03-09 | 2014-04-09 | 方平 | 一种蓝紫激光雕刻系统及其雕版方法 |
| US20140233080A1 (en) * | 2013-02-15 | 2014-08-21 | Xerox Corporation | Multi-Beam ROS Imaging System |
| EP3055134A1 (en) | 2013-10-09 | 2016-08-17 | Eastman Kodak Company | Direct laser-engraveable patternable elements and uses |
| KR20170083565A (ko) * | 2014-11-10 | 2017-07-18 | 코닝 인코포레이티드 | 다중 초점을 이용한 투명 제품의 레이저 가공 |
| EP3047932B1 (en) * | 2015-01-21 | 2018-12-26 | Agie Charmilles New Technologies SA | Method of laser ablation for engraving of a surface with patch optimization, with corresponding software and machine tool |
| CN113231745B (zh) * | 2021-07-12 | 2022-02-15 | 中钞印制技术研究院有限公司 | 激光雕刻制版设备、控制系统、制版方法以及存储介质 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2854336A (en) * | 1955-03-07 | 1958-09-30 | Youngstown Arc Engraving Compa | Method of forming a two-level photoengraved embossing plate or mold |
| DE2542815C2 (de) * | 1974-09-26 | 1983-07-14 | Asahi Kasei Kogyo K.K., Osaka | Verfahren zur Herstellung von Druckformen auf fotomechanischem Wege |
| US4115123A (en) * | 1976-06-14 | 1978-09-19 | Napp Systems (Usa), Inc. | Shallow relief photopolymer printing plate and methods |
| DE2706947C3 (de) * | 1977-02-18 | 1981-11-19 | Standex International Gmbh, 4150 Krefeld | Verfahren und Druckwalzeneinrichtung zur Herstellung von Prägegravuren auf großformatigen Preßplatten für Kunststoffplattenpressen durch Auftragen einer Ätzreserve |
| JPS59143158A (ja) * | 1983-02-07 | 1984-08-16 | W R Gureesu:Kk | 印刷版の製造方法 |
| EP0169294B1 (en) * | 1984-07-23 | 1992-04-01 | Asahi Kasei Kogyo Kabushiki Kaisha | A resin printing plate and preparation thereof |
| JPH06234086A (ja) * | 1993-02-10 | 1994-08-23 | Sony Corp | レーザ製版装置 |
| DE19544502C1 (de) * | 1995-11-29 | 1997-05-15 | Baasel Scheel Lasergraphics Gm | Lasergravuranlage |
| JP3533600B2 (ja) * | 1999-09-08 | 2004-05-31 | リコーマイクロエレクトロニクス株式会社 | 凹版並びに凹版の製造方法及びその装置 |
| AU2001250208A1 (en) * | 2000-04-11 | 2001-10-23 | Gsi Lumonics Inc. | A method and system for laser drilling |
| DE10024456A1 (de) * | 2000-05-18 | 2001-11-29 | Heidelberger Druckmasch Ag | Integrierte Laser- und UV-Belichtung von Druckplatten |
| US6838638B2 (en) * | 2000-07-31 | 2005-01-04 | Toyota Jidosha Kabushiki Kaisha | Laser beam machining method |
| SG108262A1 (en) * | 2001-07-06 | 2005-01-28 | Inst Data Storage | Method and apparatus for cutting a multi-layer substrate by dual laser irradiation |
-
2001
- 2001-05-25 ES ES01112705T patent/ES2233522T3/es not_active Expired - Lifetime
- 2001-05-25 DE DE50104541T patent/DE50104541D1/de not_active Expired - Lifetime
- 2001-05-25 AT AT01112705T patent/ATE282526T1/de active
- 2001-05-25 EP EP01112705A patent/EP1262315B8/de not_active Expired - Lifetime
-
2002
- 2002-05-23 JP JP2002148852A patent/JP3556204B2/ja not_active Expired - Fee Related
- 2002-05-24 CN CNB02120473XA patent/CN1208190C/zh not_active Expired - Fee Related
- 2002-05-28 US US10/154,837 patent/US6857365B2/en not_active Expired - Lifetime
-
2003
- 2003-07-02 HK HK03104677.9A patent/HK1052320B/zh not_active IP Right Cessation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104049470A (zh) * | 2013-03-11 | 2014-09-17 | 艾司科影像有限公司 | 对弹性印刷板和套筒进行多光束直刻的装置和方法 |
| CN104049470B (zh) * | 2013-03-11 | 2016-08-24 | 艾司科影像有限公司 | 对弹性印刷板和套筒进行多光束直刻的装置和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50104541D1 (de) | 2004-12-23 |
| ATE282526T1 (de) | 2004-12-15 |
| JP3556204B2 (ja) | 2004-08-18 |
| JP2003053928A (ja) | 2003-02-26 |
| ES2233522T3 (es) | 2005-06-16 |
| HK1052320B (zh) | 2005-12-09 |
| EP1262315B1 (de) | 2004-11-17 |
| CN1387996A (zh) | 2003-01-01 |
| EP1262315B8 (de) | 2005-01-05 |
| EP1262315A1 (de) | 2002-12-04 |
| US6857365B2 (en) | 2005-02-22 |
| HK1052320A1 (en) | 2003-09-11 |
| US20020195012A1 (en) | 2002-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1208190C (zh) | 用于生成一个印版的方法和设备 | |
| CN1212929C (zh) | 用于生成印刷版的方法和设备 | |
| US10766248B2 (en) | Method and apparatus for exposing printing plates using light emitting diodes | |
| CN1170653C (zh) | 激光穿孔加工方法及加工装置 | |
| CN1221865C (zh) | 印刷版成像装置和隔行光栅扫描线法 | |
| EP2097260B1 (en) | Direct engraving of flexographic printing plates | |
| DK2145229T3 (en) | Exposure of the printing plate using light-emitting diodes | |
| EP1642712B1 (en) | Platemaking method and platemaking apparatus | |
| CN1388771A (zh) | 激光加工装置 | |
| US20110261137A1 (en) | Multi-beam exposure scanning method and apparatus, and method for manufacturing printing plate | |
| JP2006095931A (ja) | 印刷版の製版方法および印刷版の製版装置 | |
| CN102239450B (zh) | 多光束曝光扫描方法和设备,以及用于制造印刷版的方法 | |
| JP2006224481A (ja) | 印刷版の製版装置 | |
| CN1939644A (zh) | 激光加工方法以及激光加工装置 | |
| CN1223958C (zh) | 将一板件曝光于激光辐射的机器 | |
| CN106514002B (zh) | 一种应用于打标物边界的3d激光打标方法 | |
| EP0639799B1 (en) | Apparatus and method for exposing a photosensitive substrate | |
| JP2006159800A (ja) | 印刷版の製版方法および印刷版の製版装置 | |
| KR100983341B1 (ko) | 디지털 마이크로미러 디바이스를 이용한 마킹 장치 및 방법 | |
| CN1490114A (zh) | 一种利用激光进行加工的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20050629 Termination date: 20140524 |