CN1188029A - 带有双层浇注和冷却线的线型铸模输送系统 - Google Patents
带有双层浇注和冷却线的线型铸模输送系统 Download PDFInfo
- Publication number
- CN1188029A CN1188029A CN97110055A CN97110055A CN1188029A CN 1188029 A CN1188029 A CN 1188029A CN 97110055 A CN97110055 A CN 97110055A CN 97110055 A CN97110055 A CN 97110055A CN 1188029 A CN1188029 A CN 1188029A
- Authority
- CN
- China
- Prior art keywords
- sand
- rail
- conveying device
- carriage
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D47/00—Casting plants
- B22D47/02—Casting plants for both moulding and casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D30/00—Cooling castings, not restricted to casting processes covered by a single main group
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D33/00—Equipment for handling moulds
- B22D33/02—Turning or transposing moulds
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Devices For Molds (AREA)
Abstract
一个铸模输送系统,具有一个可调节生产率和可改变冷却周期性能的线型流动通道。本发明提供两层浇注和冷却输送装置。浇注输送装置的上平面接收砂模并将空的砂模输送到一个浇注段,在该浇注段砂模被浇注熔融材料以形成铸件。浇注前每个砂模都设有一个支承压铁和套箱。当铸件被浇注后,砂模被输送到该浇注输送装置的下平面以便冷却,接着返回到上平面以去除压铁和套箱。然后砂模被输送至冷却输送装置的上平面并放入设在冷却输送装置上的托架中。
Description
本发明一般涉及铸模输送系统,特别地涉及砂模输送系统。
模铸金属铸件在铸造厂里通常通过模板造型技术来生产,该工艺使用由制备好的型砂和附加物构成的湿型砂铸模,上述型砂和附加物环绕固定在一块模板相对两侧上的上模型和下模型而被压实。因而,该砂模形成两个上下可匹配的部分,即上模和下模。上模形成在一个装满制备好的砂的独立的上箱中,并且该上模被压实在模板上。接着,将模板去除,在上模中留下一个与所希望得到的铸件上部形状相同的压痕。同时,下模形成在一个独立的下箱内。通常模板是在其一侧上带有上模的模型和在其另一侧上带有下模的模型的一个平面构件。当下模和上模形成以后,它们被放在一起以形成一个具有所希望形状之内腔的单个铸模。接着,通过一个设置在上模中的浇口或“铸口”,该内腔被充填熔融金属以产生希望得到的铸件。这样一个系统已在Hunter的美国专利No.5,022,212中被披露。
与一些对产量敏感的生产一样,生产者要求该生产过程自动化以保持竞争。从事于通过使用生产铸模来生产铸件的铸造厂不可避免这一现实。生产砂模的设备连着将熔融金属充填到砂模中的设备,接着,该充填金属的设备又与用于将熔融金属冷却成为固体铸件的设备相连,接着,该冷却设备又与用于去除砂模以及清理出获得的铸件的设备相连,这样情况在今天的市场中是普通的。在Hunter的美国专利No.4,589,467中就披露了这样一个系统。
在上面所述及的467专利中,砂模被生产并且沿一个线型输送装置传递到一个圆形的,旋转的,或者“圆盘”输送装置上。在该圆盘输送装置上的一个位置将熔融金属引入到铸模中并且然后铸模随着圆盘旋转使得砂模内的熔融金属冷却。该圆盘设有一条外径轨道和一条内径轨道,这两条轨道是为附加的金属冷却而设的和增加设备的生产能力。
虽然这样一个圆盘系统已经受到欢迎,并且继续下去,可认为取得了商业性的成功,但该系统并不是没有缺陷的。特别是,如果一个生产者希望增加圆盘型铸模设备的生产量,那么必须花费大量的附加费用来使用不同直径的圆盘。此外,每当需要一个新的圆盘时,该设备就基本停机一次,不能生产铸件,并且实施该设备需要大量的劳动力。
同样,如果通过该设备生产的金属的冷却时间要改变,那么冷却周期的长度因而将受到影响。对于一个圆盘型输送装置,冷却周期时间可通过使圆盘变慢或者通过加上一个直径更大的圆盘来增加。反之,如果需要缩短冷却时间,那么可以增加圆盘转动速度,或者加入一个直径更小的圆盘。可是,这两种方式都不是所希望得到的。如果,圆盘转速变慢,该设备的生产量会适当地下降,并且如果加入一个新的圆盘,那么由于增加停机时间和额外的附加设备而带来额外的开支。
本发明的主要目的在于提供一种可提高冷却或停留时间的调整性和生产率的砂模输送系统。
本发明的一个目的在于提供一种可改进容量或者输出的生产率的砂模输送系统。
本发明的另一个目的在于提供一种可使冷却更加均匀的砂模输送系统以便提供实际上更加可靠和可预测的铸件。
关于这些方面,本发明的一个特点是提供了一种具有一个分开的浇注输送装置和一个分开的冷却输送装置的砂模输送装置。
本发明的另一特点是提供一种砂模输送系统,在该系统中,浇注输送装置和冷却输送装置都装有上下两层以增加该系统的冷却周期和输出的生产率。
本发明的另一特点是提供一种在其上设有多个延长的托架的两层冷却输送装置,在该冷却输送装置上的每个托架可接收多于一个的砂模。因此,砂模以一种连续的方式通过两层浇注输送装置移动,并且砂模被分批地送到该冷却输送装置托架上,因而可实现从连续移动到平行移动的转换。这样必然导致一个更长的冷却周期而且增加输出的生产率。
本发明的另一特点是提供一种单元冷却输送装置,其体积容量可通过增加或减少设置于其上的操作组件或托架的数量进行简单调整。
本发明的另一特点是提供一种上述的具有托架的冷却输送装置,在该装置中,在每个托架上的每个砂模的各自位置可被精确地和一致地控制,因而提供了在砂模之间的均匀的气孔以及一个更加均匀的冷却过程。
这些和其它的本发明的目的和特点通过下面结合附图的详细描述会变得更加明显。
图1是本发明的一个透视图。
图2是该浇注输送装置的一个侧视图。
图3A是砂模转换到浇注输送装置上的示意图。
图3B是表示被插入的和从浇注输送装置去除的砂模的一个示意图。
图3C是安装到一个砂模和从另一个砂模上去除的压铁和套箱的一个侧视图。
图3D是由浇注输送装置分开输送以安装到另一个砂模上的一套压铁和套箱的侧视图。
图3E是一套从一个砂模去除的压铁和套箱以及一套收回的用于插入到另一砂模(未示出)的没有使用的压铁和套箱的侧视图。
图4是冷却输送装置的侧视图。
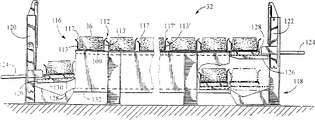
图5是浇注和冷却输送装置的端视图,用于表示上下输送装置以及用于表示在冷却托架上放置砂模的推动臂的多个可转换的位置。
尽管本发明可以有各种修改和改变的结构,但是在附图中仅表示特定的实施例,而且下面将对其进行详细地描述。应该理解的是,本发明并不限于这些特定形式,所有在本发明的权利要求所限定范围内的变型、改变和等同变换都属于本发明的内容。
现参照图1描述本发明的砂模输送系统20,该系统包括砂模成形段22,压铁和套箱安装段24,浇注段26,浇注输送装置28,压铁和套箱去除段30,冷却输送装置32以及排出段34。如图1中所示的定向箭头所描绘的,砂模36从开始到结束的移动确定了一条线型的流动路径,关于该线型的流动路径的重要性将进一步详细地讨论。
虽然本发明的目的在于铸模输送系统,但是考虑到使功能完整和清楚,因此图1所示的设备也显示了用于制造砂模36的砂模成形段22。应当理解的是,该砂模成形段22属于一种常规的模板成形装置,在该模板成形装置中,砂38在一个环绕模板的砂箱内被压实。该砂模一般是由两部分形成的(未示出),即一个上模和一个下模,上模和下模结合形成了一个砂模36,该砂模包括被压实的砂和具有一个所希望得到的铸件形状的内腔。本领域普通技术人员应该理解的是,芯子可被插入该型腔内以便在得到的铸件内形成内部孔。这样的芯一般也是由紧实的砂形成。这样的一种方法已在前面所述及的Hun-ter美国专利No.5,022,512中被描述,作为参考,这里清楚地引入了上述文件所披露的技术内容。
如图1所示,砂模36沿箭头400所示方向从砂模成形段22出来,砂模36离开段22到输送平台42上,并设置用于引入熔融金属46的浇口或铸口44。设有第一输送机构48,它将砂模36从砂模成形段22输送到压铁和套箱安装段24。设置有第二输送机构50以便在将砂模36移动到压铁和套箱安装段24之后使输送平台42沿箭头52所示方向回到砂模成形段22。
当砂模36达到第一输送机构48的端部时,砂模36沿箭头54所示方向从第一输送机构48移动到压铁和套箱安装段24。压铁和套箱安装段24沿浇注输送装置28的上轨86定位。如图3A所示,这样的移动是通过使用在图3A中的位置58和图3A中阴影部分所示的位置60之间可以转换位置的推进杆56完成的。推进杆56是由属于一种简单而又常规设计的气缸或液压缸62来驱动的。推进杆56包括与砂模36接合的基本上矩形的挡板63。
砂模36从平台42移动到在压铁和套箱安装段24处的基板68。如图2中清楚表示的,基板68设有便于砂模移动的小轮70,并且带有突起的角棱以支撑砂模36的角棱,此外,如在本申请中将进一步详细描述的,基板68使套箱74成一条直线。在将套箱74放在基板68上以后,围绕着砂模36的中央部分安装套箱74,并将压铁76放在砂模砂模36的顶部。在最佳实施例中,压铁76包括垫片77以将压铁76与套箱74分开。砂模36的侧面是倾斜的,以使这样的安装容易。
套箱74和压铁76的安装在图3C中描绘得最好,在图3C中在将套箱74和压铁76放在砂模36上的情况下,套箱74和压铁76的移动由箭头78描绘。设置夹持臂80以通过摩擦、电磁或者其它方法来夹紧和松开套箱74和压铁76。如图2最佳所示,夹持臂80适于沿主轴82和辅助杆83上下移动。在最佳实施例中,夹持臂80设有卡子,该卡子与设置在套箱74上的凸缘75(图3C-3E)相接合。
装有套箱74和压铁76的砂模36从压铁和套箱安装段24沿浇注输送装置28的上轨86被运送到浇注段26。如图1所示,当该砂模在浇注段26时,熔融金属46通过铸口44被引入砂模36中。虽然在该操作中可使用其它机构,但是在如图1所示的实施例中,熔融金属46是从桶84被引入到砂模36中的。在最佳实施例中,桶84安装在可使桶84从熔融金属的来源处人工地运送到浇注段26的一个架空的轨道(未示出)上。应该理解的是,虽然所示的浇注段26是在一个特定的位置,但是浇注段26也可移动到沿浇注输送装置28的多个位置。
现参照图2详细地描述浇注输送装置28。浇注输送装置28是在一个连续的环路中将来自压铁和套箱安装段24的砂模36运送到浇注段26并且最终运送到压铁和套箱去除段30的输送装置。浇注输送装置28包括上轨86和下轨88,其中上轨86和下轨88之间的传递是由升降装置90来完成的以及下轨88和上轨86之间的传递是由升降装置92来完成的。重要的是注意,浇注输送装置28不是通常感觉上的一个“输送装置”,即它不包括任何内部驱动机构,而是包括多个轨道,分别设置在升降装置90和92上的顶杆98和104沿轨道推动具有小轮70的基板68。
如图2所示,从头到尾每个基板68都和其它的基板是接合的。升降装置90和92不仅提供了上轨86和下轨88之间的移动,反之亦然,还通过顶杆98的使用来提供沿上轨86和下轨88的移动。如图2所示,当升降装置90将砂模36从上轨86移动到与下轨88相邻近的一个位置之后(虚线所示),顶杆98将砂模36从托板100推到下轨88。这种移动的力将砂模30导向下轨88,并且通过与下轨88上的其它砂模36接合,推动其它砂模36,并且最终将一个砂模36推到第二升降装置92的托板102上。接着升降装置92将砂模36向着上轨86提升,并且通过顶杆104的作用将砂模36推到上轨86上。因此,可以看出,浇铸输送装置28包括一些多个而且独立的位置,并且砂模36被一个位置到下一个位置顺序地换位。如在图2中由升降装置92清楚所示的,本发明的升降装置适于向后翻转以便在每一次提升过程中使该升降装置得到充分地清理。上枢轴101和下枢轴103相互配合,以使托板102翻转,以便于托板102的前端提升到一个可充分清理上轨86和下轨88的高度。这种设置基本上消除了基板68没有提升到一个足够高度并且因而与每个导轨的端部接合以及阻碍基板从托板和向上下导轨移动的可能性。
应该理解的是,当熔融金属46在浇注段26被引入到砂模36中时,熔融金属46立刻开始冷却。当砂模36经过浇注输送装置时,熔融金属46凝固到半固体状态。因此,当砂模36到达压铁和套箱去除段30时,如果熔融金属46不影响砂模36的完整性,压铁76和套箱74如图3C所示可被去除。被去除的套箱74和压铁76接着被放回到基板68上并且沿箭头106所示方向转位到压铁和套箱安装段24。如前面引证的,使用基板68的抬高的角棱72以便基板68顶部的套箱74成一直线。在压铁和套箱安装段24,夹持臂80再次夹紧套箱74和压铁76并且如图3E中最佳所示沿箭头108所示方向将它们沿轴82向上提升。在压铁和套箱安装段24上的套箱和压铁76被提升到图3E中所示的位置以后,一个新成形的砂模36如前面所论述的和如图3A中所示的在推进杆56的作用下被推到上轨86上。
如图3C中所示,当砂模36在压铁和套箱去除段30时,夹持臂80沿箭头79所示方向向下移动以夹持压铁和套箱并且接着向上移动以提升压铁和套箱使它们离开砂模36。接着,砂模36沿图3B中所示的箭头109方向移动到冷却输送装置32,并且刚才被去除的压铁和套箱沿如图3D中所示的箭头81的方向被放回到基板68上。
现借助图4和图5详细地描述冷却输送装置32。当将套箱74和压铁76从砂模36去除以后,推进杆110推动砂模36进入托架112。推进杆110与推进杆56相似,推进杆110也是由一液压缸驱动的,在这里为缸114,并且它包括用于与砂模36相接合的挡板113。
如图5中最佳所示,虽然托架可容纳较少或较多的砂模36,但在该最佳实施例中,托架112适于接收3个砂模36。因此推进臂110可在图5中所示的3个位置A,B或C中任何一个位置进行换位,并且该换位是由近程开关111控制的。当臂110到达近程开关111时,给缸114发送一个信号以使臂110停止运动。这使砂模36适当地定位并使臂110缩回以能够移动另外的砂模36。通过对砂模36的定位进行精确地控制,使得砂模36周围的通气孔65得到精密地控制,因此使得熔融金属46的冷却更加均匀,并使得所得到的铸件136在机械性能方面更加完好。此外,通过对放置在每一个托架112上的砂模36的数量调整,也可以改变所处理的铸模的容量。
当某一给定的托架112被装到最大限度以后,每个托架112在前面换位,并且提供一个与推进臂110相一致的新托架112以接收来自浇注输送装置28的更多的砂模36。虽然可使用不同形状的托架112,但在本发明的最佳实施例中,托架112包括底部109,两个相对的侧面113和113’以及两个开口端115。侧面113包括成角度的顶部边缘117,而侧面113’包括成角度的顶部边缘117’,以阻止从砂模36掉出的砂进入第二冷却段32的工作元件中。侧面113’设置比侧面113更大的高度以便有角度的边缘117’在侧面113和边缘117之间的连接处与侧面113相接合。因此,当托架112与另一个托架接合以沿冷却输送装置换位时,侧面113和113’所起的作用和挡板的作用一样,并且边缘117和117’搭接以防止砂向下落去。
与浇注输送装置28的结构相似,冷却输送装置32设有上轨116、下轨118、用于连通从上轨116到下轨118的托架112的升降装置120以及用于连通从下轨118返回到上轨116的托架的升降装置122。同样与第一冷却段22类似,使托架112沿上轨116和下轨118移动的动力源是由将来自托板126的托架112推到导轨116和118上的缸124提供的。
如图4中所清楚表示的,每个托架112设置在带有适于沿轨道132(图5)滚动的小轮130的车128上。同样在图5中所示,每个托架112的上表面设置在与每个基板68的平面相等的平面上。因此,当砂模36从浇注输送装置28移动到冷却输送装置32时,砂模36不必抬升或下降,但是可在推进臂110的作用下简单地水平横向移动。
对本领域普通技术人员来说,冷却输送装置32对砂模36内的熔融金属46的冷却提供了充分的停留时间,这是显然的。当砂模36经过在上轨116和下轨118上移动以及提升回到上轨116这段时间以后,熔融金属46已经固化成为铸件136。因此,残留砂138可在排出段34(图1)从铸件136中去除。在最佳实施例中,这一操作是通过使用推进臂140连同倾斜装置142和破碎料斗144一起来完成的。破碎料斗144装有一个振动输送装置以便于残留砂138与铸件136分离。
如图1中最佳所示的,推进臂140适于沿滑杆146通过缸145进行液压动作以将砂模36从托架112上去除。当砂模36达到倾斜装置142时,如箭头148所示,砂模36在重力的作用下落到破碎料斗144中。这种下落运动的力使得砂模36与砂碎料斗144的侧臂150接触,而侧壁150又使残留砂138与铸件136分开。设置振动去除输送装置152以便于残留砂138的去除,并设置用于回收残留砂138和用于移走所得到的铸件136的分离机构。
在操作中,本发明提供一个铸模输送系统,在该系统中,各个砂模36的移动基本上是线型的以使得输出容积的调整更容易以及使相对于圆盘输送装置的冷却循环的变化更多,而在圆盘输送装置中,可能输出的容积受到圆盘输送装置的限制,并且输出容积只能通过用另一套直径不同的圆盘输送装置的替换来调整。相反,本发明的输出容积只通过向外移动升降装置120、延长冷却输送装置32的长度和增加附加的托架112就可被容易地调整。在最佳实施例中,虽然可使用更大的系统,但如图1中所示,本发明使用了8个托架112。
本发明的另一个显著的优点是不仅使压铁76和套箱74的输送得到简化,还可使整个系统实际需要的压铁和套箱的数量得到很好地控制。如图1中最佳所示的,在砂模36被运送到冷却输送装置32之前,将压铁76和套箱74从砂模36去除。因此,压铁和套箱只用于浇注输送装置28,因而限制了整个系统所需用的压铁和套箱的数量。这样必然减少了该铸模输送系统的费用。
此外,由于本发明在数量上通过控制装置64来控制,并且可通过操作者输入组件66来进行动态改进,所以每个砂模36内的金属停留时间或冷却时间也是可调整的。从砂模成形段22产生出的砂模36所具有的速率是可调整的,而该速率即是第一冷却段28和第二冷却段32的速率。由于这些功能(即推进杆56,110和140的移动)中的每一个都可集中控制,因此整个系统20的参数可被均匀地增大和减小。
根据以上所述,应该理解的是,本发明为该技术领域带来一种新的和改进的铸模输送系统,在该系统中,所处理的铸模的容量以及砂模的冷却时间是可调整的。如果需要增加该铸模容量和冷却时间,那么可增加冷却输送装置的长度和将附加的托架简单地加到第二冷却输送装置中。同样地,如果需要减少铸模容量和冷却时间,则减少托架的数量或减少放在每个托架上的砂模的数量。利用控制托架的长度以及在每个托架内对进入适当位置的砂模进行精确地换位,使得铸件的冷却更加均匀,并且因此总系统的成品将更加可靠。
Claims (20)
1、一种用在砂模铸造设备中的铸模输送系统,其具有一个用于生产多个砂模的机构,一个用于将熔融金属浇注到所述砂模中以形成铸件的机构,以及一个用于将砂从冷却的铸件上去除的机构,该铸模输送系统包括:
一个具有上轨和下轨的双层浇注输送装置,砂模在上轨上被输送到浇注机构,所述浇注输送装置具有一个将铸模从所述上轨移动到所述下轨的第一升降装置和一个将所述铸模从所述下轨移动到所述上轨的第二升降装置;以及
一个具有上轨和下轨的双层冷却输送装置,在所述的双层冷却输送装置上设有多个托架,每个托架适于接收多个并列来自所述的浇注输送装置的砂模,所述冷却输送装置具有一个将所述托架从所述上轨移到所述下轨的第三升降装置和一个将所述托架从所述下轨移动到所述上轨的第四升降装置。
2、如权利要求1所述的铸模输送系统,其特征在于,所述第一和第二升降装置包括适于将运动传递到所述砂模以使砂模沿所述浇注输送装置递增地移动的缸,以及所述第三和第四升降装置包括适于将运动传递到所述托架以使托架沿所述冷却输送装置递增地移动的缸。
3、如权利要求1所述的铸模输送系统,其特征在于,所述每一个冷却托架包括一个延长的基部、一个前部、一个后部、一个敞开的顶部以及第一和第二敞开的侧部,所述的前部和后部包括成角度的边缘,所述成角度的边缘使从所述砂模掉下的砂向内倾斜,从而将这些砂保留在每个各自的托架内。
4、如权利要求1所述的铸模输送系统,其特征在于,在一个推进臂的作用下所述砂模被从所述的浇注输送装置传送到所述的冷却输送装置,所述的推进臂适于在一个预定行程的长度内移动,每个行程的长度由近程开关决定,在任何一个托架上的所述砂模之间的空隙是可调整的以便通过调整所述近程开关的位置而使所述砂模的冷却合适和均匀。
5、如权利要求4所述的铸模输送系统,其特征在于,所述推进臂的移动是由一个计算机数据控制装置进行调节的,所述近程开关将信号输送到所述的数据控制装置。
6、如权利要求1所述的铸模输送系统,其特征在于,所述冷却输送装置的容量是通过增加或减少一个或多个托架来进行调整的。
7、一种造型机包括:
一个砂模成形段,所述砂模成形段适于生产多个砂模;
一个与所述砂模成形段相邻的压铁和套箱安装段,在所述压铁和套箱安装段处,支承压铁和套箱被安装在所述砂模上;
一个与所述压铁和套箱安装段相邻的浇注段,一个线型浇注输送装置将所述的压铁和套箱安装段连接到所述浇注段,在所述浇注段处熔融材料被放入所述砂模中;
一个与所述浇注段相邻的压铁和套箱去除段,在所述去除段处将所述压铁和套箱从所述砂模上去除;
一个与所述压铁和套箱去除段相邻的冷却段,所述冷却段具有设置在至少一个线型冷却输送装置上的多个托架,所述冷却输送装置具有一些数量可以调整的托架,所述托架适于接收多个砂模;以及
一个与所述冷却段相邻设置的排出段,所述排出段具有一个用于将所述砂模从所述托架去除的机构。
8、如权利要求7所述的造型机,其特征在于,所述砂模沿所述浇注输送装置递增地移动并进入所述托架,并且所述托架沿所述冷却输送装置递增地移动。
9、如权利要求7所述的造型机,其特征在于,所述砂模具有四个侧部、一个顶部和一个底部,所述压铁被确定尺寸以便配合在所述砂模侧部的周围,并且所述套箱被确定尺寸以便配合在所述砂模的顶部。
10、如权利要求7所述的造型机,其特征在于每一个冷却托架包括一个延长的基部、一个前部、一个后部、一个敞开的顶部以及第一和第二敞开的侧部,所述的前部和后部包括成角度的边缘,所述成角度的边缘使从所述砂模掉下的砂向内倾斜,从而将这些砂保留在每个各自的托架内。
11、如权利要求7所述的造型机,其特征在于,在一个推进臂的作用下所述砂模被从所述的浇注输送装置传送到所述的冷却输送装置,所述的推进臂适于在一个预定行程的长度内移动,每个行程的长度由近程开关决定,在任何一个托架上的所述砂模之间的空隙是可调整的以便调整所述近程开关的位置而使所述砂模的冷却合适和均匀。
12、如权利要求7所述的造型机,其特征在于,所述浇注输送装置包括一个上轨和一个下轨,所述上轨接收来自所述砂模成形段的砂模并且将所述砂模输送到所述浇注段,所述下轨接收来自所述上轨的砂模并将所述砂模送回到所述上轨。
13、如权利要求12所述的造型机,其特征在于,还包括第一和第二升降装置,所述第一升降装置将砂模从上轨下降到下轨,所述第二升降装置将砂模从下轨提升到上轨。
14、如权利要求7所述的造型机,其特征在于,所述冷却输送装置包括上轨和下轨,所述上轨接收来自所述浇注输送装置的砂模,所述下轨接收来自所述上轨的砂模并将砂模送回到所述上轨。
15、如权利要求14所述的造型机,其特征在于,还包括第三和第四升降装置,所述第三升降装置将托架从上轨下降到下轨,所述第四升降装置将托架由下轨提升到上轨。
16、一种制造砂模铸件的方法,包括下列步骤;
由压实型砂形成其中具有一个模腔的砂模;
将所述砂模放在一个浇注输送装置上之后用熔融材料充填砂模,所述砂模以连续的方式沿所述浇注输送装置前进;
将砂模输送到一个在其上设置有不同数量的托架的冷却输送装置,所述的托架适于接收多个砂模,所述托架与设置在所述托架中的多个砂模一起沿所述冷却输送装置移动从而导致砂模从顺次移动到平行移动的一个转变,在所述砂模沿所述冷却输送装置前进的过程中所述砂模内的熔融材料冷却;以及
将砂模从所述的输送托架中去除以使所述砂模中的铸件与砂脱离,从而获得铸件。
17、如权利要求16所述的方法,其特征在于,还包括在将熔融材料充填到所述砂模之前在每个砂模上放置支承压铁和套箱的步骤。
18、如权利要求16所述的方法,其特征在于,所述的放置步骤是通过一个将所述砂模推到所述浇注输送装置上的推动臂来完成的。
19、如权利要求16所述的方法,其特征在于,所述的输送步骤是通过一个将来自所述浇注输送装置的砂模推到所述冷却装置的托架上的推动臂来完成的。
20、如权利要求16所述的方法,其特征在于,所述的去除步骤是通过一个将砂模推出所述冷却输送装置托架的推动臂来完成的。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US783,647 | 1997-01-15 | ||
| US08/783,647 US5901774A (en) | 1997-01-15 | 1997-01-15 | Linear mold handling system with double-deck pouring and cooling lines |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1188029A true CN1188029A (zh) | 1998-07-22 |
| CN1082859C CN1082859C (zh) | 2002-04-17 |
Family
ID=25129970
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97110055A Expired - Fee Related CN1082859C (zh) | 1997-01-15 | 1997-02-14 | 带有双层浇注和冷却线的线型铸模输送系统 |
Country Status (3)
| Country | Link |
|---|---|
| US (3) | US5901774A (zh) |
| CN (1) | CN1082859C (zh) |
| BR (1) | BR9701272A (zh) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102239020A (zh) * | 2008-10-23 | 2011-11-09 | 滕内多拉内马克有限公司 | 用于改善砂模中铝铸件的冷却的自动系统 |
| CN102343435A (zh) * | 2010-08-03 | 2012-02-08 | 新东工业株式会社 | 减压铸型造型铸造生产线 |
| CN102366831A (zh) * | 2011-11-03 | 2012-03-07 | 常州市卓信机电设备制造有限公司 | 有箱双层砂型浇注和冷却输送装置 |
| CN102847885A (zh) * | 2012-09-20 | 2013-01-02 | 孟昭贵 | 一种水平分型静压造型机及能实现自动合型的静压造型机组 |
| CN103447465A (zh) * | 2012-05-31 | 2013-12-18 | 洛阳洛北重工机械有限公司 | 一种减少小件批量铸件浇注时间的方法 |
| CN103722136A (zh) * | 2013-12-31 | 2014-04-16 | 常州市卓信机电设备制造有限公司 | 带有冷却套的新型有箱造型冷却线 |
| CN103878359A (zh) * | 2014-03-03 | 2014-06-25 | 安徽华通铸业有限公司 | 铸造用砂箱输送循环系统 |
| CN103987477A (zh) * | 2011-11-04 | 2014-08-13 | 哈茨有限公司 | 使用挡板对冷硬用铸模的冷却 |
| CN104401754A (zh) * | 2014-11-19 | 2015-03-11 | 唐山鑫业科技有限公司 | 一种用于铸件毛坯后处理工艺的生产线 |
| CN104550885A (zh) * | 2014-12-19 | 2015-04-29 | 湖州鼎盛机械制造有限公司 | 一种铁型铸造生产线用砂箱翻转装置 |
| CN104907553A (zh) * | 2014-11-18 | 2015-09-16 | 秦皇岛燕大现代集成制造技术开发有限公司 | 铝合金车轮强力铸造生产线布局方法 |
| CN107138718A (zh) * | 2017-06-20 | 2017-09-08 | 辉县市博新机械有限公司 | 铸件自动压箱套箱抓手行车系统 |
| CN107303602A (zh) * | 2016-04-18 | 2017-10-31 | 杭州沪宁电梯部件股份有限公司 | 一种冷却模架 |
| CN107745109A (zh) * | 2017-10-31 | 2018-03-02 | 安徽新宁装备股份有限公司 | 一种仓储式铸造生产线 |
| CN108687338A (zh) * | 2018-08-08 | 2018-10-23 | 安徽新宁装备股份有限公司 | 砂型铸造立体生产线 |
| CN108723344A (zh) * | 2018-08-08 | 2018-11-02 | 安徽新宁装备股份有限公司 | 砂型处理装置 |
| CN108891877A (zh) * | 2018-08-08 | 2018-11-27 | 安徽新宁装备股份有限公司 | 生产线过渡转运装置 |
| CN110405194A (zh) * | 2019-08-14 | 2019-11-05 | 湖南省品源机械制造有限公司 | 一种翻砂模浇包成型系统 |
| CN110899686A (zh) * | 2019-11-30 | 2020-03-24 | 韶关一本机械设备有限公司 | 一个专门双静压的铸造生产线 |
| CN113547106A (zh) * | 2021-06-08 | 2021-10-26 | 玫德集团威海有限公司 | V法铸造配重铁块用立体冷却库 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19958591A1 (de) * | 1999-12-06 | 2001-06-07 | Fischer Georg Disa Eng Ag | Verfahren zum Bearbeiten und Transportieren von Sand |
| US6457511B1 (en) * | 2000-12-04 | 2002-10-01 | Vulcan Engineering Company, Inc. | Apparatus for handling foundry molds |
| US6520243B1 (en) | 2001-01-10 | 2003-02-18 | Vulcan Engineering Company, Inc. | Mold riding shot blocker |
| US6460600B1 (en) | 2001-04-17 | 2002-10-08 | Hayes Lemmerz International, Inc. | Apparatus and method for producing cast products |
| US6622772B1 (en) | 2002-04-26 | 2003-09-23 | Hunter Automated Machinery Corporation | Method for forming sand molds and matchplate molding machine for accomplishing same |
| US7475716B2 (en) * | 2003-11-17 | 2009-01-13 | Hunter Automated Machinery Corporation | Foundry mold handling system with multiple dump outputs and method |
| US7011138B1 (en) | 2003-12-30 | 2006-03-14 | Hayes Lemmerz International, Inc. | Mold rollover apparatus |
| US7104310B2 (en) * | 2004-12-27 | 2006-09-12 | Hunter Automated Machinery Corporation | Mold making machine with separated safety work zones |
| US7819168B2 (en) | 2006-07-27 | 2010-10-26 | Hunter Automated Machinery Corporation | Method and apparatus for transferring sand into flask of molding machine |
| US7637303B2 (en) * | 2006-08-07 | 2009-12-29 | Hunter Automated Machinery Corporation | Method and apparatus for conveying sand molds to a metal pouring machine |
| US20090272509A1 (en) * | 2008-05-01 | 2009-11-05 | Mcmellon Bruce | Sand Mold End Conveyor |
| US8167605B2 (en) * | 2008-06-20 | 2012-05-01 | Oria Collapsibles, Llc | Production assembly and process for mass manufacture of a thermoplastic pallet incorporating a stiffened insert |
| CN102167270A (zh) * | 2010-11-25 | 2011-08-31 | 苏州苏铸成套装备制造有限公司 | 高度可调的浇注机升降装置 |
| US8640858B2 (en) | 2011-12-13 | 2014-02-04 | Hunter Foundry Machinery Corporation | Method and apparatus for conveying sand molds |
| CN103586422B (zh) * | 2013-11-04 | 2017-02-01 | 青岛双星铸造机械有限公司 | 垂直造型双辅冷却线 |
| CN107367102B (zh) * | 2017-07-08 | 2020-05-19 | 四川翰邦能源技术有限公司 | 一种五金热件冷却装置 |
| US10835952B2 (en) | 2017-10-20 | 2020-11-17 | Hunter Foundry Machinery Corporation | Method and apparatus for forming sand molds via top and bottom pneumatic sand filling perpendicular to the pattern plate |
| CN109454223B (zh) * | 2018-12-25 | 2024-05-10 | 广西南丹南方金属有限公司 | 一种锌熔铸自动生产线 |
| CN110039038B (zh) * | 2019-05-13 | 2024-09-03 | 安徽新宁装备股份有限公司 | 一种铸造生产线 |
| CN113695560A (zh) * | 2021-08-20 | 2021-11-26 | 湖州鼎盛机械制造有限公司 | 一种砂箱万向传送小车 |
| CN114888264B (zh) * | 2022-05-10 | 2023-07-11 | 保定恒生液力偶合器制造有限公司 | 一种制造偶合器用浇铸设备及生产工艺 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3123871A (en) * | 1964-03-10 | Smd mxlds and castings | ||
| US671137A (en) * | 1900-07-09 | 1901-04-02 | American Car & Foundry Co | Molding plant. |
| US783200A (en) * | 1903-12-12 | 1905-02-21 | Joseph W Henderson | Foundry or casting plant. |
| GB632104A (en) * | 1947-10-27 | 1949-11-16 | Stanton Ironworks Co Ltd | Continuous methods of and means for the production of hollow bodies by the centrifugal process |
| US3068537A (en) * | 1957-09-09 | 1962-12-18 | Harrison E Fellows | Foundry system and apparatus |
| US2956319A (en) * | 1958-06-16 | 1960-10-18 | Combustion Eng | Mold elevating and cope stripping and drag turnover facilities for mold assembling installation |
| US3029482A (en) * | 1959-03-30 | 1962-04-17 | Bartlett Snow Pacific Inc | Mold conveying system |
| US3083421A (en) * | 1960-05-19 | 1963-04-02 | Taccone Corp | Automatic installation for the continuous fabrication of sand molds and castings |
| DE1236140B (de) * | 1964-06-05 | 1967-03-09 | Erwin Buehrer | Vorrichtung zum selbsttaetigen Umsetzen von Formhaelften von einer Foerdervorrichtung auf eine andere oder zum Schliessen von Formen |
| GB1225529A (zh) * | 1968-11-09 | 1971-03-17 | ||
| US3576246A (en) * | 1969-03-05 | 1971-04-27 | Hartmann Mfg Co M W | Foundry mold conveyor system |
| DE1962131B1 (de) * | 1969-12-11 | 1971-10-28 | Badische Maschf Gmbh | Automatische Formanlage und Betriebsverfahren hierzu |
| US3612159A (en) * | 1970-02-11 | 1971-10-12 | Milton L Galinsky | Automatic mold-handling system |
| US3821978A (en) * | 1972-12-21 | 1974-07-02 | Nat Eng Co | Automatic foundry system |
| US3989094A (en) * | 1974-01-08 | 1976-11-02 | The Fairfield Engineering Company | Apparatus for producing castings from flaskless sand molds |
| US3955613A (en) * | 1975-02-03 | 1976-05-11 | Pettibone Corporation | Foundry mold conveyor system |
| JPS5827176B2 (ja) * | 1975-09-22 | 1983-06-08 | 三井金属鉱業株式会社 | インゴツトノハイレツツミカサネホウホウ オヨビ ソウチ |
| CH604977A5 (zh) * | 1975-10-31 | 1978-09-15 | Fischer Ag Georg | |
| US4299269A (en) * | 1976-05-20 | 1981-11-10 | Grede Foundries, Inc. | Handling system for foundry sand molds |
| SU737113A1 (ru) * | 1976-12-06 | 1980-05-30 | Научно-Исследовательский Институт Специальных Способов Литья | Лини лить в облицованные кокили |
| CS202690B1 (en) * | 1977-06-22 | 1981-01-30 | Jaroslav Sitta | Pouring line for casting in the metal moulds |
| US4224979A (en) * | 1977-10-31 | 1980-09-30 | Mcneil Corporation | Automatic foundry system |
| SU869963A1 (ru) * | 1980-01-24 | 1981-10-07 | Специальное Конструкторское Бюро Литейных Автоматических Линий | Устройство дл опускани плит |
| DE3168715D1 (en) * | 1980-03-24 | 1985-03-21 | Buehler Eugen | Method and device for transport of a molding line comprised of frameless molds |
| US4422495A (en) * | 1981-02-26 | 1983-12-27 | Joseph B. Stinson Co. | Mold handling system |
| DE3121268C2 (de) * | 1981-05-29 | 1985-06-13 | Michael 8900 Augsburg Achinger | Gießereimaschine zum Bereitstellen, Gießen, Kühlen, Ein- und Ausschieben von Formen |
| JPS5924570A (ja) * | 1982-07-30 | 1984-02-08 | Sintokogio Ltd | 注湯済み鋳型の二次冷却ライン |
| US4589467A (en) * | 1984-08-01 | 1986-05-20 | Hunter Automated Machinery Corporation | Mold handling system |
| US4747444A (en) * | 1985-05-02 | 1988-05-31 | Amsted Industries Incorporated | Automated casting plant and method of casting |
| US5022512A (en) * | 1987-04-01 | 1991-06-11 | Hunter Automated Machinery Corporation | Automatic matchplate molding system |
| US4995769A (en) * | 1988-04-05 | 1991-02-26 | Fabriques De Tabac Reunies, S.A. | Rod conveyor and compartment therefor |
| US5063987A (en) * | 1988-09-01 | 1991-11-12 | George Fischer Ag | Apparatus for cooling molds |
| SU1731430A1 (ru) * | 1989-02-03 | 1992-05-07 | Мгту Им.Н.Э.Баумана | Автоматическа формовочна лини |
| DK513289A (da) * | 1989-10-16 | 1991-01-28 | Dansk Ind Syndikat | Fremgangsmaade ved fremfoering af formboller samt et anlaeg til brug herved |
| CN1059486A (zh) * | 1991-09-05 | 1992-03-18 | 谭永福 | 半脱箱造型生产线 |
-
1997
- 1997-01-15 US US08/783,647 patent/US5901774A/en not_active Expired - Lifetime
- 1997-02-14 CN CN97110055A patent/CN1082859C/zh not_active Expired - Fee Related
- 1997-03-12 BR BR9701272A patent/BR9701272A/pt not_active IP Right Cessation
-
1999
- 1999-02-12 US US09/249,435 patent/US5971059A/en not_active Expired - Lifetime
- 1999-02-12 US US09/249,504 patent/US5927374A/en not_active Expired - Lifetime
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102239020A (zh) * | 2008-10-23 | 2011-11-09 | 滕内多拉内马克有限公司 | 用于改善砂模中铝铸件的冷却的自动系统 |
| CN102343435B (zh) * | 2010-08-03 | 2015-06-24 | 新东工业株式会社 | 减压铸型造型铸造生产线 |
| CN102343435A (zh) * | 2010-08-03 | 2012-02-08 | 新东工业株式会社 | 减压铸型造型铸造生产线 |
| CN102366831A (zh) * | 2011-11-03 | 2012-03-07 | 常州市卓信机电设备制造有限公司 | 有箱双层砂型浇注和冷却输送装置 |
| CN103987477A (zh) * | 2011-11-04 | 2014-08-13 | 哈茨有限公司 | 使用挡板对冷硬用铸模的冷却 |
| CN103987477B (zh) * | 2011-11-04 | 2016-07-06 | 哈茨有限公司 | 用于冷却熔融材料的设备、系统和方法 |
| CN103447465A (zh) * | 2012-05-31 | 2013-12-18 | 洛阳洛北重工机械有限公司 | 一种减少小件批量铸件浇注时间的方法 |
| CN102847885A (zh) * | 2012-09-20 | 2013-01-02 | 孟昭贵 | 一种水平分型静压造型机及能实现自动合型的静压造型机组 |
| CN102847885B (zh) * | 2012-09-20 | 2014-07-23 | 孟昭贵 | 一种水平分型静压造型机及能实现自动合型的静压造型机组 |
| CN103722136A (zh) * | 2013-12-31 | 2014-04-16 | 常州市卓信机电设备制造有限公司 | 带有冷却套的新型有箱造型冷却线 |
| CN103878359A (zh) * | 2014-03-03 | 2014-06-25 | 安徽华通铸业有限公司 | 铸造用砂箱输送循环系统 |
| CN104907553A (zh) * | 2014-11-18 | 2015-09-16 | 秦皇岛燕大现代集成制造技术开发有限公司 | 铝合金车轮强力铸造生产线布局方法 |
| CN104401754A (zh) * | 2014-11-19 | 2015-03-11 | 唐山鑫业科技有限公司 | 一种用于铸件毛坯后处理工艺的生产线 |
| CN104550885A (zh) * | 2014-12-19 | 2015-04-29 | 湖州鼎盛机械制造有限公司 | 一种铁型铸造生产线用砂箱翻转装置 |
| CN107303602A (zh) * | 2016-04-18 | 2017-10-31 | 杭州沪宁电梯部件股份有限公司 | 一种冷却模架 |
| CN107303602B (zh) * | 2016-04-18 | 2022-10-04 | 杭州沪宁电梯部件股份有限公司 | 一种冷却模架 |
| CN107138718A (zh) * | 2017-06-20 | 2017-09-08 | 辉县市博新机械有限公司 | 铸件自动压箱套箱抓手行车系统 |
| CN107745109A (zh) * | 2017-10-31 | 2018-03-02 | 安徽新宁装备股份有限公司 | 一种仓储式铸造生产线 |
| CN108723344A (zh) * | 2018-08-08 | 2018-11-02 | 安徽新宁装备股份有限公司 | 砂型处理装置 |
| CN108891877A (zh) * | 2018-08-08 | 2018-11-27 | 安徽新宁装备股份有限公司 | 生产线过渡转运装置 |
| CN108687338A (zh) * | 2018-08-08 | 2018-10-23 | 安徽新宁装备股份有限公司 | 砂型铸造立体生产线 |
| CN108723344B (zh) * | 2018-08-08 | 2024-03-05 | 安徽新宁装备股份有限公司 | 砂型处理装置 |
| CN110405194A (zh) * | 2019-08-14 | 2019-11-05 | 湖南省品源机械制造有限公司 | 一种翻砂模浇包成型系统 |
| CN110899686A (zh) * | 2019-11-30 | 2020-03-24 | 韶关一本机械设备有限公司 | 一个专门双静压的铸造生产线 |
| CN113547106A (zh) * | 2021-06-08 | 2021-10-26 | 玫德集团威海有限公司 | V法铸造配重铁块用立体冷却库 |
| CN113547106B (zh) * | 2021-06-08 | 2022-10-18 | 玫德集团威海有限公司 | V法铸造配重铁块用立体冷却库 |
Also Published As
| Publication number | Publication date |
|---|---|
| US5901774A (en) | 1999-05-11 |
| US5927374A (en) | 1999-07-27 |
| US5971059A (en) | 1999-10-26 |
| BR9701272A (pt) | 1998-11-10 |
| CN1082859C (zh) | 2002-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1082859C (zh) | 带有双层浇注和冷却线的线型铸模输送系统 | |
| US6571860B2 (en) | Two tiered linear mold handling systems | |
| CN1236880C (zh) | 铸造金属的方法和装置 | |
| US4589467A (en) | Mold handling system | |
| US4299269A (en) | Handling system for foundry sand molds | |
| US6145577A (en) | Linear mold handling system | |
| US4411586A (en) | Device for delivery of cores | |
| CN1244427C (zh) | 线性铸型处理系统 | |
| CN108638315B (zh) | 一种耐火砖自动生产线及生产方法 | |
| US1789860A (en) | Carrier system for foundries | |
| US5952015A (en) | Concrete product mold inserting and removing apparatus and method | |
| US4699199A (en) | Automated mold making system | |
| US4844142A (en) | Lost foam sand casting apparatus | |
| CN219771083U (zh) | 一种带清扫的砂型转运机构 | |
| US6457511B1 (en) | Apparatus for handling foundry molds | |
| CN1104295C (zh) | 直线铸型搬运系统 | |
| CN116197366A (zh) | 一种铜合金玻璃模具铸件覆膜砂环形浇注线 | |
| US2904858A (en) | Production of moulds for metal casting | |
| US2960735A (en) | Foundry system | |
| CN107321935A (zh) | 一种树脂砂铸造造型系统 | |
| CN206811096U (zh) | 一种树脂砂铸造入砂造型生产系统 | |
| CN221234490U (zh) | 一种上砂箱输送装置 | |
| CN219924496U (zh) | 一种铜合金玻璃模具铸件覆膜砂环形浇注线 | |
| GB2047140A (en) | Conveying system in die-casting plant | |
| US3171171A (en) | Mold forming and centrifugal casting apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20020417 |