CN116372065A - 一种金属丝网板整平机及自动整平方法 - Google Patents
一种金属丝网板整平机及自动整平方法 Download PDFInfo
- Publication number
- CN116372065A CN116372065A CN202310664096.0A CN202310664096A CN116372065A CN 116372065 A CN116372065 A CN 116372065A CN 202310664096 A CN202310664096 A CN 202310664096A CN 116372065 A CN116372065 A CN 116372065A
- Authority
- CN
- China
- Prior art keywords
- wire mesh
- flattening
- mesh plate
- leveling
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 13
- 238000001816 cooling Methods 0.000 claims abstract description 79
- 238000005496 tempering Methods 0.000 claims abstract description 70
- 238000010438 heat treatment Methods 0.000 claims abstract description 24
- 230000003116 impacting effect Effects 0.000 claims abstract description 7
- 230000008569 process Effects 0.000 claims abstract description 4
- 230000008030 elimination Effects 0.000 claims abstract description 3
- 238000003379 elimination reaction Methods 0.000 claims abstract description 3
- 238000009826 distribution Methods 0.000 claims description 10
- 230000000712 assembly Effects 0.000 claims description 4
- 238000000429 assembly Methods 0.000 claims description 4
- 238000012544 monitoring process Methods 0.000 claims description 3
- 239000002184 metal Substances 0.000 abstract description 21
- 230000000694 effects Effects 0.000 abstract description 14
- 238000009434 installation Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F33/00—Tools or devices specially designed for handling or processing wire fabrics or the like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
本发明公开了一种金属丝网板整平机及自动整平方法,应用在丝网整平装置技术领域,其技术方案要点是:沿着所述输送线的输送方向分别为高温回火工位、震动冲击工位、压平工位、整平工位以及冷却工位,若干所述工位分别设有用于实现均匀加热金属丝网板的高温回火装置、高频震动金属丝网板从而使得促进消除内应力的震动冲击装置、用于对金属丝网板施加大的压力使其初步整平的压平装置、用于实现金属丝网板完全整平的整平装置以及在金属丝网板整平后使得金属丝网板均匀降温冷却的冷却装置;具有的技术效果是:整平效果好且后续不易产生变形。
Description
技术领域
本发明涉及丝网整平装置技术领域,特别涉及一种金属丝网板整平机及自动整平方法。
背景技术
金属丝网板在生产完成后,由于金属丝网板内部的应力分布不均,金属丝网板通常会产生波状变形的现象,即将生产完成后的丝网板放置在水平表面,金属丝网板部分不与水平表面贴合从而产生翘曲现象,从而影响金属丝网板进行使用,因此在金属丝网板生产完成后需要将金属丝网板放入整平机内进行整平以避免金属丝网板产生波状变形的现象。
目前,公告号为CN216397595U的中国实用新型,公开了一种新型金属丝网生产用整平机,包括支撑板,所述支撑板相对两侧侧壁分别连接设有侧板,两个所述侧板上壁之间设有顶板,所述顶板底壁通过滑槽滑动设有移动块,所述侧板上设有用于驱动移动块左右移动的驱动机构,所述移动块底壁连接设有用于整平金属丝网的整平机构,两个所述侧板的相对外侧壁上分别设有电动推杆,所述电动推杆的活塞杆端穿过同侧侧板并连接设有连接块,所述连接块内螺纹连接设有螺杆,所述螺杆顶端穿过连接块上壁并连接设有转杆,所述螺杆另一端穿过连接块底壁并连接设有压板。
现有的实用新型通过整平机构压接金属丝网从而实现金属丝网的整平,但是,由于金属丝网产生变形的原因主要是由于金属丝网内部内应力分布不均而导致的,仅通过对金属丝网施加压力难以消除金属丝网内部的内应力分布不均的现象,从而降低了整平的效果,后续金属丝网还是会因为内应力分布不均而产生波状变形,具有改进的必要。
发明内容
本发明的第一目的是提供一种金属丝网板整平机,其优点是整平效果好且后续不易产生变形。
本发明的上述技术目的是通过以下技术方案得以实现的:一种金属丝网板整平机,包括输送线以及沿着输送方向均匀间隔固定设置于所述输送线上,用于放置金属丝网板的放置板;沿着所述输送线的输送方向分别为高温回火工位、震动冲击工位、压平工位、整平工位以及冷却工位,若干所述工位分别设有用于实现均匀加热金属丝网板的高温回火装置、高频震动金属丝网板从而使得促进消除内应力的震动冲击装置、用于对金属丝网板施加大的压力使其初步整平的压平装置、用于实现金属丝网板完全整平的整平装置以及在金属丝网板整平后使得金属丝网板均匀降温冷却的冷却装置。
本发明进一步设置为:所述高温回火装置包括沿着竖直方向固定安装于所述输送线的高温回火工位正上方的高温回火罩,所述高温回火罩的正上方固定设有离心风机,在所述高温回火罩的中部位置固定设有加热部,在所述加热部以下固定设有用于整理所述高温回火罩内空气流向从而使得所述高温回火罩内沿着竖直方向的空气处处均匀的整流部,所述高温回火罩远离所述离心风机的一端固定设有用于监测出口温度的温度传感器。
本发明进一步设置为:所述高温回火罩位于所述离心风机的一端缩口设置,沿着竖直方向所述高温回火罩的直径逐渐增加直至所述整流部以下所述高温回火罩的直径保持平衡,所述加热部的加热温度在500-600℃之间,所述整流部呈网格状设置。
本发明进一步设置为:所述震动冲击装置包括固定安装于所述输送线正上方的安装板,所述安装板上沿着竖直方向滑动连接有滑移杆,所述滑移杆靠近所述输送线的一端固定设有与所述输送线平行设置的冲击板,所述滑移杆上套设连接有回复弹簧,所述回复弹簧两端分别固定连接于所述安装板与所述冲击板上,所述安装板上固定设有电磁线圈。
本发明进一步设置为:所述压平装置包括固定安装于所述输送线上的压平架,所述压平架上转动连接有压平杆,所述压平杆上开设有旋转孔,所述压平杆一端转动连接有压平板,另一端固定设有伸缩液压缸,所述伸缩液压缸的伸缩端转动连接于所述压平杆端部,所述伸缩液压缸距离所述旋转孔的距离与所述压平板距离所述旋转孔的距离的比值不低于3:1。
本发明进一步设置为:所述整平装置包括沿着输送方向滑动连接于所述输送线上的整平座,所述输送线上固定设有带动所述整平座进行滑移的第一丝杆移载组件,所述整平座上沿着竖直方向固定设有若干均匀并列设置的第一整平组件,所述整平座上沿着垂直于所述输送线的输送方向滑动连接有滑移座,所述整平座上固定设有用于带动所述滑移座在所述整平座上滑移的第二丝杆移载组件,所述滑移座沿着输送方向的两端对称转动连接有第二整平组件。
本发明进一步设置为:所述第一整平组件包括沿着竖直方向固定连接于所述整平座上的整平液压缸,所述第一整平液压缸上固定连接有第一安装架,所述第一安装架上转动连接有轴心线沿着垂直于输送方向的第一整平辊,所述第二整平组件包括转动连接于所述滑移座上的旋转杆,所述旋转杆远离所述滑移座的一端开设有滑移孔,所述滑移孔内同轴心滑动连接有第二安装架,所述第二安装架与所述滑移孔之间设有整平弹簧,所述第二安装架上转动连接有轴心线沿着输送方向设置的第二整平辊,所述滑移座上转动连接有整平电缸,所述整平电缸的输出端转动连接于所述旋转杆上。
本发明进一步设置为:所述冷却装置包括沿着竖直方向固定安装于所述输送线的冷却工位正上方的冷却罩,所述冷却罩的正上方固定设有冷却风机,所述冷却罩的中部位置固定设有用于整理所述冷却罩内空气流向从而使得所述冷却罩内沿着竖直方向的空气处处均匀的冷却整流部,所述冷却罩位于所述冷却风机的一端缩口设置,沿着竖直方向所述冷却罩的直径逐渐增加直至所述冷却整流部以下所述冷却罩的直径保持平衡,所述冷却整流部呈网格状设置。
本发明的第二目的是提供一种金属丝网板自动整平方法,其优点是整平效果好且后续不易产生变形。
本发明的上述技术目的是通过以下技术方案得以实现的:一种金属丝网板自动整平方法,应用于如上述任一技术方案所示的一种金属丝网板整平机;包括:
步骤1、放置在输送线上的金属丝网板跟随输送线输送到高温回火工位,设置在高温回火工位的高温回火装置均匀加热金属丝网板;
步骤2、金属丝网板经过高温回火后跟随输送线输送到震动冲击工位,设置在震动冲击工位的震动冲击装置对经过高温回火的金属丝网板进行高频震动从而促进金属丝网板的内应力分布均匀;
步骤3、金属丝网板经过高频震动冲击后跟随输送线输送到压平工位,压平装置对金属丝网板均匀施加一个大的压力从而压平金属丝网板上翘曲的位置,从而使得金属丝网板初步整平;
步骤4、经过初步平整的金属丝网板输送到整平工位,整平装置分别沿着输送线的输送方向以及垂直于输送线的输送方向对金属丝网板进行进一步整平;
步骤5、经过整平后的金属丝网板输送到冷却工位,金属丝网板在冷却装置的处理下均匀降温冷却,避免冷却过程中金属丝网板上温度下降不均匀而导致内应力分布不均。
综上所述,本发明具有以下有益效果:
1.高温回火装置通过在高温回火罩内沿着竖直方向分别设置加热部以及整流部,离心风机将外部空气引入高温回火罩内,空气经过加热部后被加热到一定温度,经过加热后的空气流经整流部使得高温回火罩内各处空气均匀流动,最终热空气从高温回火罩底部的出口排出对高温回火工位的金属丝网板进行均匀加热使得金属丝网板温度达到500-600℃的回火温度,便于后续整平的效果,同理冷却装置同样设置冷却罩并且在冷却罩内设置冷却整流部,从而使得经过整平后的金属丝网板能够均匀降温,避免金属丝网板上由于局部温度不均而影响整平效果,提升了整平的效果,并且由于经过整平后的金属丝网板的内应力均匀,从而降低后续由于内应力而导致的变形现象;
2.分别依次设置震动冲击装置、压平装置以及整平装置,震动冲击装置通过在金属丝网板高温状态下不断冲击金属丝网板从而使得金属丝网板的内应力分布均匀,便于后续进行整平,压平装置通过设置杠杆结构从而实现以较低的作用力即可实现对金属丝网板施加一个更大的压力,从而实现将金属丝网板上翘曲的位置进行压平,从而实现金属丝网板的初步整平,便于整平装置进行进一步整平,整平装置通过分别设置第一整平组件以及第二整平组件从而实现沿着输送线的输送方向以及垂直于输送线的输送方向对金属丝网板进行进一步整平,保证了金属丝网的整平效果。
附图说明
图1是实施例1的整体的结构示意图;
图2是图1的A部分放大示意图;
图3是实施例1的高温回火装置的结构剖视图;
图4是实施例1的震动冲击装置的结构剖视图;
图5是实施例1的整平装置的结构示意图;
图6是实施例1的第二整平组件的结构剖视图;
图7是实施例1的冷却装置的结构剖视图。
附图标记:1、输送线;11、放置板;2、高温回火装置;21、高温回火罩;22、离心风机;23、加热部;24、整流部;25、温度传感器;3、震动冲击装置;31、安装板;32、滑移杆;33、冲击板;34、回复弹簧;35、电磁线圈;4、压平装置;41、压平架;42、压平杆;43、旋转孔;44、压平板;45、伸缩液压缸;5、整平装置;51、整平座;52、第一丝杆移载组件;53、第一整平组件;531、第一安装架;532、第一整平辊;533、整平液压缸;54、滑移座;55、第二丝杆移载组件;56、第二整平组件;561、旋转杆;562、滑移孔;563、第二安装架;564、整平弹簧;565、第二整平辊;566、整平电缸;6、冷却装置;61、冷却罩;62、冷却风机;63、冷却整流部。
具体实施方式
以下结合附图对本发明作进一步详细说明。
实施例1:
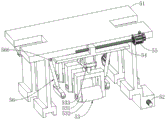
参考图1,一种金属丝网板整平机,包括沿着水平方向固定设置在水平地面上的输送线1以及沿着输送方向均匀间隔固定设置在输送线1上,用于放置金属丝网板的放置板11,沿着输送线1的输送方向分别为高温回火工位、震动冲击工位、压平工位、整平工位以及冷却工位,若干工位分别设有用于实现均匀加热金属丝网板的高温回火装置2、高频震动金属丝网板从而使得促进消除内应力的震动冲击装置3、用于对金属丝网板施加大的压力使其初步整平的压平装置4、用于实现金属丝网板完全整平的整平装置5以及在金属丝网板整平后使得金属丝网板均匀降温冷却的冷却装置6。
参考图1和图3,具体的,高温回火装置2包括沿着竖直方向固定安装在输送线1的高温回火工位正上方的高温回火罩21,在高温回火罩21的正上方固定设有离心风机22,在高温回火罩21的中部位置固定设有加热部23,加热部23的加热温度在500-600℃之间,加热部23使用螺旋形的加热丝,在加热部23以下固定设有呈网格状构造的整流部24,高温回火罩21位于离心风机22的一端缩口设置,沿着竖直方向高温回火罩21的直径逐渐增加直至整流部24以下高温回火罩21的直径保持平衡,离心风机22将外部空气引入高温回火罩21内,空气经过加热部23后被加热到一定温度,经过加热后的空气流经整流部24,由于整流部24呈网格状构造,空气流经整流部24后会被分割从而使得沿着竖直方向的空气处处均匀,最终热空气从高温回火罩21底部的出口排出对高温回火工位的金属丝网板进行均匀加热使得金属丝网板温度达到500-600℃的回火温度,在高温回火罩21远离离心风机22的一端固定设有用于监测出口温度的温度传感器25,温度传感器25能够实时监测高温回火罩21的出口空气温度,避免温度过低或过高而影响整平效果。
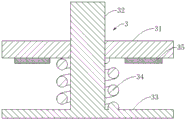
参考图1和图4,具体的,震动冲击装置3包括沿着水平方向固定安装在输送线1正上方的安装板31,在安装板31上沿着竖直方向滑动连接有滑移杆32,在滑移杆32靠近输送线1的一端固定设有与输送线1平行设置的冲击板33,在滑移杆32上套设连接有回复弹簧34,回复弹簧34两端分别固定连接在安装板31与冲击板33上,安装板31上固定设有电磁线圈35,电磁线圈35通电产生磁力吸引冲击板33向上运动同时压缩回复弹簧34,当电磁线圈35断电后磁力消失,回复弹簧34恢复带动冲击板33向下运动冲击金属丝网板,通过控制电磁线圈35的通电频率从而实现带动冲击板33高频冲击金属丝网板,从而使得金属丝网板的内应力分布均匀,便于后续进行整平。
参考图1和图2,具体的,压平装置4包括固定安装在输送线1上的压平架41,在压平架41上转动连接有压平杆42,在压平杆42上开设有旋转孔43,压平杆42一端转动连接有压平板44,另一端固定设有伸缩液压缸45,伸缩液压缸45的伸缩端转动连接在压平杆42端部,伸缩液压缸45距离旋转孔43的距离与压平板44距离旋转孔43的距离的比值不低于3:1,优选为4:1,压平装置4通过设置杠杆结构从而实现以较低的作用力即可实现对金属丝网板施加一个更大的压力,伸缩液压缸45通过顶升压平杆42的端部从而带动另一端的压平板44下降从而实现将金属丝网板上翘曲的位置进行压平,从而实现金属丝网板的初步整平,便于整平装置5进行进一步整平。
参考图1和图5,具体的,整平装置5包括沿着输送方向滑动连接在输送线1上的整平座51,在输送线1上固定设有带动整平座51沿着输送线1的输送方向进行滑移的第一丝杆移载组件52,在整平座51上沿着竖直方向固定设有若干均匀并列设置的第一整平组件53,第一整平组件53沿着输送方向均匀并列固定设置在整平座51上,第一整平组件53设有不低于3组,在整平座51上沿着垂直于输送线1的输送方向滑动连接有滑移座54,在整平座51上固定设有用于带动滑移座54在整平座51上滑移的第二丝杆移载组件55,滑移座54沿着输送方向的两端对称转动连接有第二整平组件56,通过分别设置第一整平组件53以及第二整平组件56从而实现沿着输送线1的输送方向以及垂直于输送线1的输送方向对金属丝网板进行进一步整平,保证了金属丝网的整平效果。
参考图5和图6,第一整平组件53包括沿着竖直方向固定连接在整平座51上的第一安装架531以及轴心线沿着垂直于输送方向转动连接在第一安装架531上的整平液压缸533,所述第一整平液压缸533上固定连接有第一安装架531,所述第一安装架531上转动连接有轴心线沿着垂直于输送方向的第一整平辊532,通过调节整平液压缸533的伸出距离从而实现调节第一整平辊532距离输送线1的位置,从而适配不同厚度规格的金属丝网板的整平要求。第二整平组件56包括转动连接在滑移座54上的旋转杆561,在旋转杆561远离滑移座54的一端开设有滑移孔562,滑移孔562内同轴心滑动连接有第二安装架563,第二安装架563与滑移孔562之间设有整平弹簧564,在第二安装架563上转动连接有轴心线沿着输送方向设置的第二整平辊565,在滑移座54上转动连接有整平电缸566,整平电缸566的输出端转动连接于旋转杆561上,当第一整平组件53工作时,第二整平辊565距离输送线1的距离大于第一整平辊532距离输送线1的距离,当第二整平组件56工作时,整平液压缸533缩回带动第一整平辊532上升,同时整平电缸566工作带动第二整平辊565下降,第一整平辊532距离输送线1的距离大于第二整平辊565距离输送线1的距离,从而使得第一整平组件53与第二整平组件56的工作互不干涉影响,从而使得整平装置5在实现双向整平的同时也能降低整平装置5的占地面积。
参考图1和图7,具体的,冷却装置6与高温回火装置2结构类似,冷却装置6包括沿着竖直方向固定安装在输送线1的冷却工位正上方的冷却罩61,在冷却罩61的正上方固定设有冷却风机62,冷却罩61的中部位置固定设有用于整理冷却罩61内空气流向从而使得冷却罩61内沿着竖直方向的空气处处均匀的冷却整流部63,冷却罩61位于冷却风机62的一端缩口设置,沿着竖直方向冷却罩61的直径逐渐增加直至冷却整流部63以下冷却罩61的直径保持平衡,冷却整流部63呈网格状设置,从而使得经过整平后的金属丝网板能够均匀降温,避免金属丝网板上由于局部温度不均而影响整平效果,提升了整平的效果,并且由于经过整平后的金属丝网板的内应力均匀,从而降低后续由于内应力而导致的变形现象。
实施例2:
一种金属丝网板自动整平方法,应用于如实施例1所示的一种金属丝网板整平机,包括:
步骤1、放置在输送线1上的金属丝网板跟随输送线1输送到高温回火工位,设置在高温回火工位的高温回火装置2均匀加热金属丝网板;
步骤2、金属丝网板经过高温回火后跟随输送线1输送到震动冲击工位,设置在震动冲击工位的震动冲击装置3对经过高温回火的金属丝网板进行高频震动从而促进金属丝网板的内应力分布均匀;
步骤3、金属丝网板经过高频震动冲击后跟随输送线1输送到压平工位,压平装置4对金属丝网板均匀施加一个大的压力从而压平金属丝网板上翘曲的位置,从而使得金属丝网板初步整平;
步骤4、经过初步平整的金属丝网板输送到整平工位,整平装置5分别沿着输送线1的输送方向以及垂直于输送线1的输送方向对金属丝网板进行进一步整平;
步骤5、经过整平后的金属丝网板输送到冷却工位,金属丝网板在冷却装置6的处理下均匀降温冷却,避免冷却过程中金属丝网板上温度下降不均匀而导致内应力分布不均。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出具有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
Claims (9)
1.一种金属丝网板整平机,包括输送线(1)以及沿着输送方向均匀间隔固定设置于所述输送线(1)上,用于放置金属丝网板的放置板(11);其特征在于,沿着所述输送线(1)的输送方向分别为高温回火工位、震动冲击工位、压平工位、整平工位以及冷却工位,若干所述工位分别设有用于实现均匀加热金属丝网板的高温回火装置(2)、高频震动金属丝网板从而使得促进消除内应力的震动冲击装置(3)、用于对金属丝网板施加大的压力使其初步整平的压平装置(4)、用于实现金属丝网板完全整平的整平装置(5)以及在金属丝网板整平后使得金属丝网板均匀降温冷却的冷却装置(6)。
2.根据权利要求1所述的一种金属丝网板整平机,其特征在于,所述高温回火装置(2)包括沿着竖直方向固定安装于所述输送线(1)的高温回火工位正上方的高温回火罩(21),所述高温回火罩(21)的正上方固定设有离心风机(22),在所述高温回火罩(21)的中部位置固定设有加热部(23),在所述加热部(23)以下固定设有用于整理所述高温回火罩(21)内空气流向从而使得所述高温回火罩(21)内沿着竖直方向的空气处处均匀的整流部(24),所述高温回火罩(21)远离所述离心风机(22)的一端固定设有用于监测出口温度的温度传感器(25)。
3.根据权利要求2所述的一种金属丝网板整平机,其特征在于,所述高温回火罩(21)位于所述离心风机(22)的一端缩口设置,沿着竖直方向所述高温回火罩(21)的直径逐渐增加直至所述整流部(24)以下所述高温回火罩(21)的直径保持平衡,所述加热部(23)的加热温度在500-600℃之间,所述整流部(24)呈网格状设置。
4.根据权利要求1所述的一种金属丝网板整平机,其特征在于,所述震动冲击装置(3)包括固定安装于所述输送线(1)正上方的安装板(31),所述安装板(31)上沿着竖直方向滑动连接有滑移杆(32),所述滑移杆(32)靠近所述输送线(1)的一端固定设有与所述输送线(1)平行设置的冲击板(33),所述滑移杆(32)上套设连接有回复弹簧(34),所述回复弹簧(34)两端分别固定连接于所述安装板(31)与所述冲击板(33)上,所述安装板(31)上固定设有电磁线圈(35)。
5.根据权利要求1所述的一种金属丝网板整平机,其特征在于,所述压平装置(4)包括固定安装于所述输送线(1)上的压平架(41),所述压平架(41)上转动连接有压平杆(42),所述压平杆(42)上开设有旋转孔(43),所述压平杆(42)一端转动连接有压平板(44),另一端固定设有伸缩液压缸(45),所述伸缩液压缸(45)的伸缩端转动连接于所述压平杆(42)端部,所述伸缩液压缸(45)距离所述旋转孔(43)的距离与所述压平板(44)距离所述旋转孔(43)的距离的比值不低于3:1。
6.根据权利要求1所述的一种金属丝网板整平机,其特征在于,所述整平装置(5)包括沿着输送方向滑动连接于所述输送线(1)上的整平座(51),所述输送线(1)上固定设有带动所述整平座(51)进行滑移的第一丝杆移载组件(52),所述整平座(51)上沿着竖直方向固定设有若干均匀并列设置的第一整平组件(53),所述整平座(51)上沿着垂直于所述输送线(1)的输送方向滑动连接有滑移座(54),所述整平座(51)上固定设有用于带动所述滑移座(54)在所述整平座(51)上滑移的第二丝杆移载组件(55),所述滑移座(54)沿着输送方向的两端对称转动连接有第二整平组件(56)。
7.根据权利要求6所述的一种金属丝网板整平机,其特征在于,所述第一整平组件(53)包括沿着竖直方向固定连接于所述整平座(51)上的整平液压缸(533),所述第一整平液压缸(533)上固定连接有第一安装架(531),所述第一安装架(531)上转动连接有轴心线沿着垂直于输送方向的第一整平辊(532),所述第二整平组件(56)包括转动连接于所述滑移座(54)上的旋转杆(561),所述旋转杆(561)远离所述滑移座(54)的一端开设有滑移孔(562),所述滑移孔(562)内同轴心滑动连接有第二安装架(563),所述第二安装架(563)与所述滑移孔(562)之间设有整平弹簧(564),所述第二安装架(563)上转动连接有轴心线沿着输送方向设置的第二整平辊(565),所述滑移座(54)上转动连接有整平电缸(566),所述整平电缸(566)的输出端转动连接于所述旋转杆(561)上。
8.根据权利要求1所述的一种金属丝网板整平机,其特征在于,所述冷却装置(6)包括沿着竖直方向固定安装于所述输送线(1)的冷却工位正上方的冷却罩(61),所述冷却罩(61)的正上方固定设有冷却风机(62),所述冷却罩(61)的中部位置固定设有用于整理所述冷却罩(61)内空气流向从而使得所述冷却罩(61)内沿着竖直方向的空气处处均匀的冷却整流部(63),所述冷却罩(61)位于所述冷却风机(62)的一端缩口设置,沿着竖直方向所述冷却罩(61)的直径逐渐增加直至所述冷却整流部(63)以下所述冷却罩(61)的直径保持平衡,所述冷却整流部(63)呈网格状设置。
9.一种金属丝网板自动整平方法,应用于如上述权利要求1-8任一所述的一种金属丝网板整平机;其特征在于,包括:
步骤1、放置在输送线(1)上的金属丝网板跟随输送线(1)输送到高温回火工位,设置在高温回火工位的高温回火装置(2)均匀加热金属丝网板;
步骤2、金属丝网板经过高温回火后跟随输送线(1)输送到震动冲击工位,设置在震动冲击工位的震动冲击装置(3)对经过高温回火的金属丝网板进行高频震动从而促进金属丝网板的内应力分布均匀;
步骤3、金属丝网板经过高频震动冲击后跟随输送线(1)输送到压平工位,压平装置(4)对金属丝网板均匀施加一个大的压力从而压平金属丝网板上翘曲的位置,从而使得金属丝网板初步整平;
步骤4、经过初步平整的金属丝网板输送到整平工位,整平装置(5)分别沿着输送线(1)的输送方向以及垂直于输送线(1)的输送方向对金属丝网板进行进一步整平;
步骤5、经过整平后的金属丝网板输送到冷却工位,金属丝网板在冷却装置(6)的处理下均匀降温冷却,避免冷却过程中金属丝网板上温度下降不均匀而导致内应力分布不均。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310664096.0A CN116372065B (zh) | 2023-06-07 | 2023-06-07 | 一种金属丝网板整平机及自动整平方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310664096.0A CN116372065B (zh) | 2023-06-07 | 2023-06-07 | 一种金属丝网板整平机及自动整平方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116372065A true CN116372065A (zh) | 2023-07-04 |
| CN116372065B CN116372065B (zh) | 2023-08-15 |
Family
ID=86979157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310664096.0A Active CN116372065B (zh) | 2023-06-07 | 2023-06-07 | 一种金属丝网板整平机及自动整平方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116372065B (zh) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB253855A (en) * | 1925-06-17 | 1926-08-26 | Spirella Company Of Great Brit | Improvements in machines for making wire fabrics |
| DE811312C (de) * | 1949-10-04 | 1951-08-20 | Schlaraffia Werke Hueser & Co | Verfahren und Vorrichtung zum Abflachen oder Setzen von Federeinlagen fuer Matratzen, Kissen, Polstermoebel o. dgl. |
| CN104368602A (zh) * | 2014-09-30 | 2015-02-25 | 巢湖广丰金属制品有限公司 | 一种带钢表面缺陷整形自动控制方法 |
| CN104438464A (zh) * | 2014-09-30 | 2015-03-25 | 巢湖广丰金属制品有限公司 | 一种带钢表面形变整形自动控制系统和方法 |
| CN106238629A (zh) * | 2016-08-31 | 2016-12-21 | 南通宏鑫金属制品有限公司 | 一种全自动金属丝网拉平系统 |
| KR101863262B1 (ko) * | 2018-02-13 | 2018-05-31 | 와이더블유엔지니어링 주식회사 | 선박용 스틸메쉬필터의 제작을 위한 필터망 평탄화장치 |
| CN108213283A (zh) * | 2018-01-16 | 2018-06-29 | 段建英 | 一种磷铜网的裁切装置的工作方法 |
| CN113118241A (zh) * | 2021-04-20 | 2021-07-16 | 新疆八一钢铁股份有限公司 | 一种高强度热轧钢卷板消除内应力矫平机 |
| CN215879666U (zh) * | 2021-09-16 | 2022-02-22 | 安平县伟安金属丝网制造有限公司 | 一种雷电金属丝网加工用压平机传送装置 |
| CN215941379U (zh) * | 2021-09-08 | 2022-03-04 | 扬州骄阳网带制造有限公司 | 一种网带金属件校正压紧装置 |
| CN216397595U (zh) * | 2021-11-10 | 2022-04-29 | 安平县华兴金属丝网有限公司 | 一种新型金属丝网生产用整平机 |
-
2023
- 2023-06-07 CN CN202310664096.0A patent/CN116372065B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB253855A (en) * | 1925-06-17 | 1926-08-26 | Spirella Company Of Great Brit | Improvements in machines for making wire fabrics |
| DE811312C (de) * | 1949-10-04 | 1951-08-20 | Schlaraffia Werke Hueser & Co | Verfahren und Vorrichtung zum Abflachen oder Setzen von Federeinlagen fuer Matratzen, Kissen, Polstermoebel o. dgl. |
| CN104368602A (zh) * | 2014-09-30 | 2015-02-25 | 巢湖广丰金属制品有限公司 | 一种带钢表面缺陷整形自动控制方法 |
| CN104438464A (zh) * | 2014-09-30 | 2015-03-25 | 巢湖广丰金属制品有限公司 | 一种带钢表面形变整形自动控制系统和方法 |
| CN106238629A (zh) * | 2016-08-31 | 2016-12-21 | 南通宏鑫金属制品有限公司 | 一种全自动金属丝网拉平系统 |
| CN108213283A (zh) * | 2018-01-16 | 2018-06-29 | 段建英 | 一种磷铜网的裁切装置的工作方法 |
| KR101863262B1 (ko) * | 2018-02-13 | 2018-05-31 | 와이더블유엔지니어링 주식회사 | 선박용 스틸메쉬필터의 제작을 위한 필터망 평탄화장치 |
| CN113118241A (zh) * | 2021-04-20 | 2021-07-16 | 新疆八一钢铁股份有限公司 | 一种高强度热轧钢卷板消除内应力矫平机 |
| CN215941379U (zh) * | 2021-09-08 | 2022-03-04 | 扬州骄阳网带制造有限公司 | 一种网带金属件校正压紧装置 |
| CN215879666U (zh) * | 2021-09-16 | 2022-02-22 | 安平县伟安金属丝网制造有限公司 | 一种雷电金属丝网加工用压平机传送装置 |
| CN216397595U (zh) * | 2021-11-10 | 2022-04-29 | 安平县华兴金属丝网有限公司 | 一种新型金属丝网生产用整平机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116372065B (zh) | 2023-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN116372065B (zh) | 一种金属丝网板整平机及自动整平方法 | |
| CN115090731A (zh) | 一种高节能性全液压式型钢弯弧机 | |
| CN113772936A (zh) | 一种可提高品质的钢化玻璃生产系统 | |
| CN116550540B (zh) | 一种保温板生产用表面涂胶装置 | |
| CN211441478U (zh) | 一种高效热压平板成型机 | |
| CN202346887U (zh) | 一种玻璃成型钢化设备 | |
| CN217803297U (zh) | 一种瑜伽垫双面压纹装置 | |
| CN213570155U (zh) | 一种钢化玻璃板生产用冷却降温机构 | |
| CN116462397A (zh) | 曲面玻璃钢化设备 | |
| CN209872775U (zh) | 薄玻璃钢化的装置 | |
| CN212375325U (zh) | 一种弹簧用中温回火定型装置 | |
| CN109405548A (zh) | 一种固化炉 | |
| CN205361752U (zh) | 一种时钟弹簧部件的涂油装置 | |
| CN211921627U (zh) | 一种弹簧钢丝去应力退火生产装置 | |
| CN107913922B (zh) | 一种制备电抗器用金属薄板的压平方法 | |
| CN211226902U (zh) | 一种电饭锅高硼硅玻璃内胆的钢化生产线 | |
| CN207128029U (zh) | 一种用于秸秆生产的物料铺平装置 | |
| CN203091209U (zh) | 真空绝热保温板砂浆滚涂一体化设备 | |
| CN111453981A (zh) | 薄玻璃钢化的方法及其装置 | |
| CN108439773B (zh) | 一种硬轴反向弯钢化玻璃的出片装置及出片方法 | |
| CN207468480U (zh) | 一种凸模式玻璃弯曲成型装置 | |
| CN112872357A (zh) | 一种高强度耐腐蚀合金板制备装置及其蚀合金板 | |
| CN109295294A (zh) | 一种减轻钢管热处理弯曲度的方法及专用装置 | |
| CN209941038U (zh) | 一种节能环保型钢铁材料热处理装置 | |
| CN220559708U (zh) | 一种电路板喷漆烘干设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |