CN116061541B - 离型膜批量撕膜机构及撕膜方法 - Google Patents
离型膜批量撕膜机构及撕膜方法 Download PDFInfo
- Publication number
- CN116061541B CN116061541B CN202310358842.3A CN202310358842A CN116061541B CN 116061541 B CN116061541 B CN 116061541B CN 202310358842 A CN202310358842 A CN 202310358842A CN 116061541 B CN116061541 B CN 116061541B
- Authority
- CN
- China
- Prior art keywords
- adhesive tape
- roller
- steel plate
- positioning
- carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
本发明公开了一种离型膜批量撕膜机构及撕膜方法,其中离型膜批量撕膜机构,包括工作台,所述工作台上设置有用于放置工件的载具;定位钢板,可升降地设置在所述工作台的顶部;胶带输送机构,包括设置在所述工作台两侧的胶带放卷辊和胶带收卷辊,所述胶带放卷辊和胶带收卷辊之间通过胶带缠绕连接,所述胶带放卷辊和胶带收卷辊之间的胶带经过所述定位钢板的正上方;剥离机构,可移动地设置在所述胶带收卷辊和胶带放卷辊之间。本方案能够确保在不伤害工件或留胶的前提下有效撕除离型膜,确保成功率,撕膜效率高。
Description
技术领域
本发明涉及离型膜撕膜设备领域,尤其涉及一种离型膜批量撕膜机构及撕膜方法。
背景技术
一些精密电子产品(例如麦克风、耳机、柔性线路板等产品)中的元器件,其具备体积较小、内部结构精密的特点,这类元器件上贴附的离型膜通常采用人工单件剥离的方式撕膜,效率低下且撕膜质量较差,无法实现批量化生产。现有技术中,离型膜的去除方式主要采用夹具夹取离型膜、真空吸附或者胶带粘黏等方式。
真空吸附方式,如授权公告号为:CN105655487B,专利名称为《撕膜装置以及撕膜方法》的发明专利,其中,撕膜装置包括承载台和吸附构件,该吸附构件包括多个第一吸附孔并被配置来吸附该待撕薄膜,在撕膜过程中,吸附构件可绕轴旋转,吸附构件可吸附待撕薄膜并将待撕薄膜缠绕在其表面上,从而将薄膜卷绕撕除,相对于夹具夹取离型膜实现撕膜的方式,该方式可解决无法将待撕薄膜抓起和/或同时将多层薄膜抓起的问题,节约成本,降低工艺时间并提高生产效率,然而,由于吸附构件为滚轴,且在经过薄膜表面时采用吸附薄膜表面的方式实现缠绕,因此,该方式只适用于整张薄膜的撕除,而精密电子产品的离型膜所占面积较小,吸附构件上的吸附孔无法精准定位到产品上的离型膜,且在吸附过程中极易因贴合度较低无法吸取等问题;授权公告号为:CN211642882U,专利名称为《一种自动进料撕膜装置》的发明专利,配合固定吸盘下方均安装有第一真空泵和撕膜辊连接的第二真空泵共同作用撕除薄膜,提升了一定的精度,但是其工位有限,且单次仅能完成一个工件的撕膜,撕膜效率有限,无法实现大批量的生产。
胶带粘黏的方式可以解决真空吸附容易脱落的问题,可适用于大批量小面积离型膜的同步撕除,提高撕膜效率,现有的胶带粘黏方式中,将胶带与离型膜贴合后直接将胶带抬起或抻开,并将离型膜带起,这种方式的撕膜力度不好控制,电子元器件容易在撕膜过程中被损坏。另外,胶带撕膜的方式还存在胶带与离型膜粘贴不牢固导致的撕膜率较低以及胶带黏贴在工件的其他部件上导致将工件带出或留胶等问题。
发明内容
因此,为解决上述问题,本发明提供了一种离型膜批量撕膜机构及撕膜方法。
本发明是通过以下技术方案实现的:
一种离型膜批量撕膜机构,包括:
工作台,所述工作台上设置有用于放置工件的载具,所述工作台底部设置有直线模组,所述直线模组包括沿X轴方向设置的第一滑轨,以及沿所述第一滑轨平移的滑台,所述工作台由气缸驱动可升降地设置在滑台上;
定位钢板,可升降地设置在所述工作台的顶部,且覆盖在所述载具上,所述定位钢板上对应工件的离型膜所在位置设置有避让孔,使离型膜露出在所述避让孔的外部,所述定位钢板的上表面设置有防胶粘涂层;
胶带输送机构,包括设置在所述工作台两侧的胶带放卷辊和胶带收卷辊,所述胶带放卷辊和胶带收卷辊之间通过胶带缠绕连接,所述胶带放卷辊和胶带收卷辊之间的胶带经过所述定位钢板的正上方;
剥离机构,可移动地设置在所述胶带收卷辊和胶带放卷辊之间,在撕除胶带时,所述剥离机构的底部高于所述定位钢板的上表面,在经过所述定位钢板上方的同时撕除所述定位钢板表面的胶带,所述剥离机构包括呈三点定位设置的剥离辊和两个张紧辊,所述剥离辊设置在两个张紧辊之间,其高度高于两个张紧辊,所述胶带放卷辊和胶带收卷辊之间的胶带缠绕在所述剥离辊的外周面,且两个张紧辊压紧所述剥离辊两侧的胶带,所述剥离辊的外周面上涂布有防胶粘涂层;
下压机构,包括由气缸驱动升降的压板,所述压板底部设置有压头,所述压头与所述定位钢板上的避让孔上下一一对应。
优选的,所述载具上设置有多个镂空孔,所述工作台上设置有用于定位工件的真空气路。
优选的,所述剥离机构中的两个张紧辊等高且两个张紧辊与剥离辊之间等距离设置。
优选的,所述胶带放卷辊的底部设置有第一定位辊,所述胶带收卷辊的底部设置有第二定位辊,所述第一定位辊和第二定位辊将所述胶带放卷辊和胶带收卷辊之间的胶带向下压紧,所述第一定位辊和第二定位辊等高。
优选的,所述剥离机构经过所述定位钢板的上方时,所述张紧辊的底部高出所述定位钢板上表面5mm,剥离胶带时,在胶带和定位钢板表面的连接处形成有粘贴边界线d,靠近所述粘贴边界线d一侧的张紧辊和定位钢板之间的胶带与定位钢板表面形成撕膜角度∠α,所述撕膜角度∠α=60°,两个张紧辊底部的连接线a与所述剥离辊和张紧辊之间的胶带所形成的夹角∠β≥60°。
优选的,所述工作台的两端还设置有用于输送载具的载具输送机构,所述载具输送机构设置在所述滑台上,其中一个载具输送机构的底部沿Y轴方向设置有输送导轨,且该载具输送机构沿输送导轨向另一个载具输送机构靠近或远离,所述载具输送机构的一侧可升降地设置有挡位气缸。
优选的,所述压头包括由上而下依次设置的弹簧顶针、树脂压块以及缓冲胶垫,所述弹簧顶针的有效压缩行程为5 mm,所述树脂压块的厚度为5 mm,所述缓冲胶垫的厚度为1.6 mm,邵氏硬度为60度。
优选的,所述胶带的总厚度为50um±2um,包括PET薄膜层和亚克力胶层,所述PET薄膜层厚度为25um,所述亚克力胶层厚度为25um±2um。
优选的,所述定位钢板的两端设置有钢板夹取机构,所述定位钢板夹取机构包括用于吸取定位钢板的电磁铁板以及用于定位所述电磁铁板的安装板,所述安装板由气缸驱动升降,且两个钢板夹取机构由气缸驱动同步相向或相背移动。
离型膜批量撕膜方法,使用如上任一所述的离型膜批量撕膜机构,包括以下步骤:
S1:将胶带放卷辊表面的胶带拉出,并部分缠绕在胶带收卷辊上,使胶带放卷辊和胶带收卷辊之间预留一段胶带,该胶带设置在工作台的正上方;
S2:将装有待加工工件的载具放置在载具输送机构上,载具输送机构将载具输送至工作台的正上方后,通过挡位气缸对载具进行定位;
S3:工作台上升并将载具托起离开载具输送机构,钢板夹取机构将定位钢板放置在载具顶部后离开,工作台带动载具及定位钢板上移,直至胶带贴附在定位钢板的上表面;
S4:压板底部的每个压头对准每个伸出在所述避让孔之外的离型膜后,压板带动压头下降,直至胶带的胶面与离型膜贴合后,压板带动压头上升复位;
S5:胶带放卷辊和胶带收卷辊停止转动,与胶带连接的剥离机构由定位钢板的一侧逐渐移动至定位钢板上方,并逐渐掀开定位钢板表面的胶带,剥离胶带时,在胶带和定位钢板表面的连接处形成有粘贴边界线d,靠近所述粘贴边界线d一侧的张紧辊和定位钢板之间的胶带与定位钢板表面形成撕膜角度∠α,在剥离过程中,撕膜角度∠α始终保持60°,与此同时,第一定位辊和第二定位辊通过转动控制二者之间胶带的张紧力;
S6:剥离机构离开定位钢板的上方后停止移动,胶带放卷辊和胶带收卷辊同步放料和收料,第一定位辊与胶带放卷辊同方向转动,第二定位辊与胶带收卷辊同方向转动,将粘有离型膜的胶带收卷至胶带收卷辊上,完成撕膜。
本发明技术方案的有益效果主要体现在:
1、载具上放置多组工件,可同时对200件以上的工件进行撕膜加工,提高了撕膜效率,载具上设置有钢板,钢板上设置有用于露出工件离型膜的避让孔,钢板表面设置有防胶粘涂层,在撕膜过程中,胶带不会接触到工件位设置离型膜的部分,也避免胶带在钢板上留胶,方便胶带收卷。
2、通过张紧辊和剥离辊共同控制撕膜,避免出现松动,严格设置撕膜高度和撕膜角度,避免撕膜拉力过大损坏工件或扯断胶带,同时,对胶带材质和粘性进行控制,能够确保在不伤害工件或留胶的前提下有效撕除离型膜,确保成功率。
3、在撕膜之前,针对离型膜的位置,预先通过压头下压,使钢板避让孔内的离型膜和其顶部的胶带之间的贴合力增加,压头中设置弹簧且底部设置有缓冲胶垫,且控制其下压力度,避免损坏胶带和工件,对离型膜所在位置针对性地施加压力,能够确保撕膜成功率,同时进一步降低钢板表面与胶带胶面的粘合度,便于后续收卷。
4、胶带放卷辊和胶带收卷辊在剥离机构撕膜过程中保持不动,剥离机构从钢板与胶带之间经过,并将钢板顶部的胶带逐渐掀开,直至剥离机构带动胶带离开钢板表面后,收卷辊完成收卷,因此剥离机构的移动方向和收卷、放卷工作互不干涉,在完成一次撕膜操作后,剥离机构无需复位,提高了撕膜效率,同时确保撕膜过程中操作的稳定性。
5、利用第一定位辊和第二定位辊在剥离过程中,实时调节胶带放卷辊和胶带收卷辊之间胶带的张紧力,避免撕除后的胶带再次粘贴在定位钢板的表面而导致工件表面留胶或损坏工件,同时防止胶带过松而导致胶面相互粘黏,影响后续收卷。
附图说明
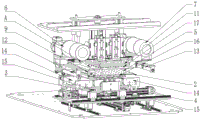
图1是离型膜批量撕膜机构的立体图;
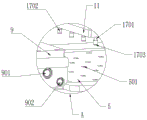
图2是图1中A部分的放大图;
图3是离型膜批量撕膜机构的主视图;
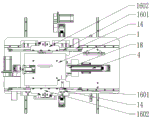
图4是工作台、钢板夹取机构以及载具输送机构的位置关系俯视图;
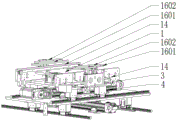
图5是工作台、钢板夹取机构以及载具输送机构的位置关系立体图;
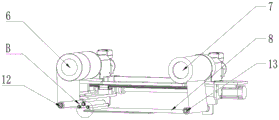
图6是在胶带剥离状态下,胶带在各辊轴间和定位钢带上的缠绕状态示意图;
图7是图6中B部分的放大图。
具体实施方式
为使本发明的目的、优点和特点能够更加清楚、详细地展示,将通过下面优选实施例的非限制性说明进行图示和解释。该实施例仅是应用本发明技术方案的典型范例,凡采取等同替换或者等效变换而形成的技术方案,均落在本发明要求保护的范围之内。
同时声明,在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,本方案中的术语“第一”、“第二”仅用于描述目的,而不能理解为指示或者暗示对重要性的排序,或者隐含指明所示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明中,“多个”的含义是两个或者两个以上,除非另有明确具体的限定。
本发明揭示了一种离型膜批量撕膜机构,如图1-图3所示,包括:
工作台1,所述工作台1上设置有用于放置工件的载具2,所述工作台1底部设置有直线模组,所述直线模组包括第一滑轨4,所述第一滑轨4的输送方向为X轴方向,所述直线模组还包括滑台3,所述滑台3沿所述第一滑轨4在X轴方向上往复平移,所述工作台1设置在滑台3上,在一实施例中,为提高滑台3移动的稳定性,在所述第一滑轨4的两侧还平行设置有导轨,所述滑台3底部两侧设置有滑块,所述滑块沿导轨平移;所述工作台1与所述滑台3之间还设置有升降气缸,所述工作台1通过气缸驱动升降并带动放置在工作台1顶部的载具2一同升降。
定位钢板5,可升降地设置在所述工作台1的顶部,且覆盖在所述载具2上,具体地,当载具2在工作台1上定位,待撕除离型膜时,将所述定位钢板5覆盖在载具2上,当离型膜撕除后,需要转移载具2前,将所述定位钢板5从载具上取走,如图2所示,所述定位钢板5上对应工件的离型膜所在位置设置有避让孔501,确保离型膜露出在所述避让孔501的外部,具体地,当工件放置在载具2上时,离型膜位于工件的顶部,当定位钢板5覆盖在载具2上时,工件穿过避让孔501并将其顶部的离型膜露出在避让孔501的外部,便于后续将离型膜撕除,所述定位钢板5的上表面设置有防胶粘涂层,便于胶带8从定位钢板5表面剥离,避免在定位钢板5表面留胶;
胶带输送机构,包括可转动地设置在所述工作台1两侧的胶带放卷辊6和胶带收卷辊7,所述胶带放卷辊6和胶带收卷辊7之间通过胶带8缠绕连接,具体地,所述胶带放卷辊6上设置胶卷,所述胶带收卷辊7用于收集撕除离型膜后的胶带8废料,在首次使用前,先将胶带放卷辊6上胶卷的胶带8拉出,并部分缠绕在胶带收卷辊7上,所述胶带放卷辊6和胶带收卷辊7之间的胶带8经过所述定位钢板5的正上方,其中,所述胶带放卷辊6和胶带收卷辊7之间的胶带8的长度应当大于所述定位钢板5的长度,且胶带8的宽度应当大于等于所述定位钢板5的宽度,确保所述胶带放卷辊6和胶带收卷辊7之间的胶带8可以覆盖整个定位钢板5,在撕除胶带8前,剥离机构9设置在定位钢板5的一侧,随着剥离机构9平移,在剥离机构9经过定位钢板5的顶部后,覆盖在定位钢板5表面的胶带8经过剥离机构9上的剥离辊901和张紧辊902,将胶带8逐渐从定位钢板5表面剥离,并将离型膜撕除,此时,所述剥离机构9转移至定位钢板5的另一侧。
剥离机构9,可移动地设置在所述胶带收卷辊7和胶带放卷辊6之间,在撕除胶带时,所述剥离机构9的底部高于所述定位钢板5的上表面,并在所述剥离机构9经过所述定位钢板5上方的同时撕除所述定位钢板5表面的胶带8,其中,所述剥离机构9包括呈三点定位设置的剥离辊901和两个张紧辊902,所述剥离辊901设置在两个张紧辊902之间,其高度高于两个张紧辊902,所述剥离辊901和两个张紧辊902与所述胶带收卷辊7和胶带放卷辊6之间平行设置,所述胶带收卷辊7和胶带放卷辊6等高,且所述胶带收卷辊7和胶带放卷辊6高于所述剥离机构9,所述胶带放卷辊6和胶带收卷辊7之间的胶带8缠绕在所述剥离辊901的外周面,两个张紧辊902分别设置在所述剥离辊两侧的斜下方,用于压紧所述剥离辊901两侧的胶带8,所述剥离辊901的外周面上涂布有防胶粘涂层,确保剥离过程中剥离辊901能够顺利转动。
在一些实施例中,所述第一滑轨4的顶部平行设置有第二滑轨10,所述剥离机构9通过滑块与第二滑轨10连接,并由电机丝杠推动剥离机构9在第二滑轨10上沿X轴方向往复运动。
所述剥离机构9中的两个张紧辊902等高且两个张紧辊902与剥离辊901之间等距离设置,所述胶带放卷辊6和胶带收卷辊7之间的胶带8缠绕剥离辊901和两个张紧辊902,具体地,所述胶带8自张紧辊902和剥离辊901之间的间隙处穿过,且胶带8未设置有胶面的一面绕过两个张紧辊902的底部,胶带8设置有胶面的一面缠绕在剥离辊901上,所述剥离辊901的外周面上涂布有防胶粘涂层,其中,所述定位钢板5的上表面和剥离辊901外周面的防粘粘涂层可选择防胶粘的陶瓷涂层或者硅涂层,防胶粘涂层为现有技术,在此不做赘述,为进一步防止粘黏,在一些实施例中,所述定位钢板5的上表面和剥离辊901的外周面还可设置为磨砂面。
如图7所示,剥离胶带时,在胶带8和定位钢板5表面的连接处形成有粘贴边界线d,随着所述剥离机构9在所述定位钢板的上方平移,所述粘贴边界线d自所述定位钢板5的一侧随所述剥离机构的移动逐渐匀速向所述定位钢板5的另一侧平移,当所述定位钢板5上表面的胶带完全撕除时,所述粘贴边界线d消失。
其中,所述剥离辊901两侧的张紧辊902的设置是为了调节剥离辊901与定位钢板5表面的胶带8之间的松紧度和胶带8的剥离角度,当所述剥离机构9经过所述定位钢板5的上方时,所述张紧辊902的底部高出所述定位钢板5上表面5mm,当剥离机构9撕除定位钢板5表面的胶带8时,靠近所述粘贴边界线d一侧的张紧辊902和定位钢板5之间的胶带和定位钢板5表面所形成的夹角称为撕膜角度∠α,在胶带8的剥离过程中,所述撕膜角度∠α始终保持60°,当撕膜角度过大时,张紧辊902与胶带8的接触面较小,对胶带8张紧力控制小,胶带8撕除的稳定性较差,剥离力也难以控制,会导致胶带8在撕除过程中出现弹动,离型膜撕除效果差或者导致粘贴在胶带8上的离型膜脱落;当撕膜角度过小时,剥离机构9对胶带8的拉伸力度较大,容易导致胶带8变形或断裂,同时,因拉力过大,玻璃机构的移动阻力增加,剥离效率降低,当撕膜角度∠α为60°时,既可保证撕膜效果,又能避免胶带8过度拉伸而导致变形,剥离效率也较高。
两个张紧辊902底部的连接线a与所述剥离辊901和张紧辊902之间的胶带所形成的夹角∠β应当大于等于所述撕膜角度,从而确保张紧辊902能够接触并压紧剥离辊901与定位钢板5之间的胶带,实现剥离辊901与定位钢板5之间胶带的张紧力的控制,确保所述粘贴边界线d匀速移动,使所述定位钢板5表面的胶带稳定剥离,因此,夹角∠β≥60°,优选地,所述夹角∠β的角度为65°-75°。
如图6所示,所述胶带放卷辊6的底部设置有第一定位辊12,所述胶带收卷辊7的底部设置有第二定位辊13,所述第一定位辊12和第二定位辊13等高,具体地,所述第一定位辊12和第二定位辊13通过将所述胶带放卷辊6和胶带收卷辊7之间的胶带8向下压紧,从而控制所述定位钢板5顶部的胶带的高度,同时,在撕除所述定位钢板5顶部的胶带时,所述胶带放卷辊6和胶带收卷辊7停止转动,所述第一定位辊12和第二定位辊13通过控制转动方向实时控制所述胶带放卷辊6和胶带收卷辊7之间胶带8的张紧力,具体地,当剥离机构9开始撕除定位钢板5表面的胶带8时,所述第一定位辊12顺时针转动,所述第二定位辊13逆时针转动,逐渐收紧所述胶带放卷辊6和胶带收卷辊7之间的胶带8,避免撕除后的胶带8再次粘贴在定位钢板5的表面而导致工件表面留胶或损坏工件,同时防止胶带8过松而导致胶面相互粘黏,影响后续收卷;当剥离完成后,所述胶带放卷辊6放卷和胶带收卷辊7收卷时,所述第一定位辊12的转动方向与所述胶带放卷辊6的转动方向相同,所述第二定位辊13的转动方向与所述胶带收卷辊7的转动方向相同,协助胶带放卷和收卷;在一些实施例中,所述胶带放卷辊6、胶带收卷辊7、第一定位辊12和第二定位辊13为转动方向可调的电动辊,在另一些实施例中,四个辊轴分别由不同的电机控制转动。
由于剥离胶带8的过程中,所述胶带收卷辊7和胶带放卷辊6停止转动,胶带放卷辊6和胶带收卷辊7之间的胶带8通过第一定位辊12和第二定位辊13控制张紧力,因此,剥离机构9的移动方向(也即胶带8的剥离方向)不受胶带的收卷、放卷方向所限制,具体地,剥离机构9的移动方向可以设置为由胶带放卷辊6所在侧向胶带收卷辊7所在侧移动完成胶带8剥离,也可设置为由胶带收卷辊7所在侧向胶带放卷辊6所在侧移动完成胶带8剥离,因此,在剥离机构9完成一次剥离工序后,无需复位,在下一次操作时,剥离机构9的剥离方向与上一次操作剥离方向相反,提高了工作效率。
如图4、图5所示,所述工作台1的两端还设置有用于沿X轴方向输送载具2的载具输送机构14,所述载具输送机构14设置在滑台3上,其中一个载具输送机构14的底部沿Y轴方向设置有输送导轨15,且该载具输送机构14沿输送导轨15向另一个载具输送机构14靠近或远离,从而调控两个载具输送机构14之间的距离,所述载具输送机构14的一侧可升降地设置有挡位气缸18,所述挡位气缸18用于对载具2定位,所述载具输送机构14包括输送皮带以及设置在所述输送皮带两侧的从动齿轮,两个从动齿轮之间设置有主动齿轮和张紧齿轮,所述输送皮带绕设在主动齿轮、从动齿轮和张紧齿轮之间,所述主动齿轮与电机连接,两个载具输送机构14平行设置,且两个载具输送机构14上的输送皮带的输送高度相同,载具2底部的两边放置在载具输送机构14的输送皮带上,并沿所述输送皮带移动至工作台1的顶部,所述工作台1可升降地设置在两个载具输送机构14之间,当载具2需要向X方向输送平移时,所述工作台1下降,使工作台1的上表面高度低于输送皮带的输送高度;当载具2需要升降时,先通过载具输送机构14将载具2移动至工作台1的正上方,之后通过工作台1托举载具2上升或下降。
在一些实施例中,所述载具输送机构14上还设置有用于感应载具2所在位置的传感器,该传感器可以是光电传感器或者接触传感器的一种或多种,当所述传感器感应到载具2位于工作台1顶部时,将到位信息输送至系统,系统控制所述挡位气缸18上升,阻止载具2继续移动,光电传感器和接触传感器的设置和工作过程为现有技术,在此不作赘述。
在一些实施例中,所述载具输送机构14的两侧分别连接输送线,用于将装有待加工工件的载具2输送至载具输送机构14上(即上料)或者将装有已加工工件的载具2输出(即下料),载具2的上料位置和下料位置可以根据剥离机构9所在位置实时调整,具体地,载具2的上料位置位于所述载具输送机构14靠近剥离机构所在的一侧,载具2的下料位置位于所述载具输送机构14远离剥离机构的一侧。
下压机构,包括由气缸驱动升降的压板11,所述压板11底部设置有压头17,所述压头17与所述定位钢板5上的避让孔501上下一一对应,当胶带8粘贴在定位钢板5表面后,利用压头17将胶带8的胶面和伸出在避让孔501外的离型膜压合,确保离型膜与胶带8之间粘贴牢固,同时,由于所述压头17仅针对离型膜和胶带8进行压合,不会接触到定位钢板表面,避免增加胶带8与定位钢板5表面的贴合力,便于后续剥离胶带8。
所述压头17包括由上而下依次设置的弹簧顶针1701、树脂压块1702以及缓冲胶垫1703,所述弹簧顶针1701的有效压缩行程为5 mm,所述树脂压块1702的厚度为5 mm,所述缓冲胶垫1703的厚度为1.6 mm,邵氏硬度为60度,压头17通过弹簧顶针1701和缓冲胶垫1703降低对工件的压合力度,避免损坏工件或胶带8,同时确保胶带8胶面与工件顶部离型膜之间的贴合度。
在一些实施例中,所述载具2上设置有多个镂空孔(图中未示出),工件放置在所述镂空孔的顶部,所述工作台1上设置有用于定位工件的真空气路(图中未示出),当载具2放置在工作台1上后,开启真空气路,载具2通过镂空孔连通真空气路,并吸附工件的底部,从而定位工件,避免在压头17按压工件顶部时或者在胶带8剥离离型膜时,工件移位或被带走;在另一些实施例中,所述定位钢板5上的避让孔501设置在所述镂空孔的正上方,便于所述定位钢板5与所述载具2定位,工件定位在所述镂空孔内,当所述定位钢板5覆盖在载具2上时,工件顶部贴有离型膜的部分穿过所述定位钢板上设置的避让孔501,并露出于所述避让孔的外部。
其中,所述胶带8的总厚度为50um±2um,包括PET薄膜层和亚克力胶层,所述亚克力胶层所在面为胶面,所述PET薄膜层厚度为25um,所述亚克力胶层厚度为25um±2um,能够确保胶带8的韧性和胶面的粘度,通过180°剥离力试验机对上述胶带8进行粘度测试,其中,在测试温度为:23℃,湿度为:56%的测试环境下,测得180°剥离力为:8N/25MM,另外,采用初粘测试仪对上述胶带8进行压敏胶粘带初粘性实验(国家标准GB-T4852-2002),测试上述胶带8的初粘力为:16#号钢球,因此,上述胶带8的剥离力和初粘力性能较优,能够较好地实现离型膜的剥离。
所述定位钢板5的两端设置有钢板夹取机构16,所述钢板夹取机构16包括用于吸取定位钢板5的电磁铁板1601以及用于定位所述电磁铁板1601的安装板1602,所述安装板1602由气缸驱动升降,且两个钢板夹取机构16由气缸驱动同步相向或相背移动,当定位钢板5需要自载具2顶部取走时,钢板夹取机构16由气缸驱动同步相向移动至定位钢板5上方,电磁铁板1601通电,在电磁铁板1601吸住定位钢板5后,夹取机构带动定位钢板5上升,与载具2分离;当装有带加工工件的载具2放置在工作台1正上方时,钢板夹取机构16带动定位钢板5下降,直至所述定位钢板5放置在载具2上后,电磁铁板1601断电,钢板夹取机构16由气缸驱动相背移动至定位钢板5两端后再由气缸驱动下降,避免形成干涉。
本发明还揭示了一种离型膜批量撕膜方法,使用如上任一所述的离型膜批量撕膜机构,包括以下步骤:
S1:将胶带放卷辊6表面的胶带8拉出,并部分缠绕在胶带收卷辊7上,使胶带放卷辊6和胶带收卷辊7之间预留一段胶带8,该胶带8设置在工作台1的正上方;
S2:将装有待加工工件的载具2放置在载具输送机构14上,载具输送机构14将载具2输送至工作台1的正上方后,通过挡位气缸18对载具2进行定位;
S3:工作台1上升并将载具2托起离开载具输送机构14,钢板夹取机构16将定位钢板5放置在载具2顶部后离开,工作台1带动载具2及定位钢板5上移,直至胶带8贴附在定位钢板5的上表面;
S4:压板11底部的每个压头17对准每个伸出在所述避让孔501之外的离型膜后,压板11带动压头17下降,直至胶带8的胶面与离型膜贴合后,压板11带动压头17上升复位;
S5:胶带放卷辊6和胶带收卷辊7停止转动,与胶带8连接的剥离机构9由定位钢板5的一侧逐渐移动至定位钢板5上方,并逐渐掀开定位钢板5表面的胶带8,剥离胶带时,在胶带和定位钢板表面的连接处形成有粘贴边界线d,靠近所述粘贴边界线d一侧的张紧辊和定位钢板之间的胶带与定位钢板表面形成撕膜角度∠α,在剥离过程中,撕膜角度∠α始终保持60°,与此同时,第一定位辊和第二定位辊通过转动控制二者之间胶带的张紧力;
S6:剥离机构离开定位钢板的上方后停止移动,胶带放卷辊和胶带收卷辊同步放料和收料,第一定位辊与胶带放卷辊同方向转动,第二定位辊与胶带收卷辊同方向转动,将粘有离型膜的胶带收卷至胶带收卷辊上,完成撕膜。
本发明尚有多种实施方式,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本发明的保护范围之内。
Claims (10)
1.离型膜批量撕膜机构,其特征在于:包括:
工作台,所述工作台上设置有用于放置工件的载具,所述工作台底部设置有直线模组,所述直线模组包括沿X轴方向设置的第一滑轨,以及沿所述第一滑轨平移的滑台,所述工作台由气缸驱动可升降地设置在滑台上;
定位钢板,可升降地设置在所述工作台的顶部,且覆盖在所述载具上,所述定位钢板上对应工件的离型膜所在位置设置有避让孔,使离型膜露出在所述避让孔的外部,所述定位钢板的上表面设置有防胶粘涂层;
胶带输送机构,包括设置在所述工作台两侧的胶带放卷辊和胶带收卷辊,所述胶带放卷辊和胶带收卷辊之间通过胶带缠绕连接,所述胶带放卷辊和胶带收卷辊之间的胶带经过所述定位钢板的正上方;
剥离机构,可移动地设置在所述胶带收卷辊和胶带放卷辊之间,在撕除胶带时,所述剥离机构的底部高于所述定位钢板的上表面,在经过所述定位钢板上方的同时撕除所述定位钢板表面的胶带,所述剥离机构包括呈三点定位设置的剥离辊和两个张紧辊,所述剥离辊设置在两个张紧辊之间,其高度高于两个张紧辊,所述胶带放卷辊和胶带收卷辊之间的胶带缠绕在所述剥离辊的外周面,且两个张紧辊压紧所述剥离辊两侧的胶带,所述剥离辊的外周面上涂布有防胶粘涂层;
下压机构,包括由气缸驱动升降的压板,所述压板底部设置有压头,所述压头与所述定位钢板上的避让孔上下一一对应。
2.根据权利要求1所述的离型膜批量撕膜机构,其特征在于:所述载具上设置有多个镂空孔,所述工作台上设置有用于定位工件的真空气路。
3.根据权利要求1所述的离型膜批量撕膜机构,其特征在于:所述剥离机构中的两个张紧辊等高且两个张紧辊与剥离辊之间等距离设置。
4.根据权利要求3所述的离型膜批量撕膜机构,其特征在于:所述胶带放卷辊的底部设置有第一定位辊,所述胶带收卷辊的底部设置有第二定位辊,所述第一定位辊和第二定位辊将所述胶带放卷辊和胶带收卷辊之间的胶带向下压紧,所述第一定位辊和第二定位辊等高。
5.根据权利要求3所述的离型膜批量撕膜机构,其特征在于:所述剥离机构经过所述定位钢板的上方时,所述张紧辊的底部高出所述定位钢板上表面5mm,剥离胶带时,在胶带和定位钢板表面的连接处形成有粘贴边界线d,靠近所述粘贴边界线d一侧的张紧辊和定位钢板之间的胶带与定位钢板表面形成撕膜角度∠α,所述撕膜角度∠α=60°,两个张紧辊底部的连接线a与所述剥离辊和张紧辊之间的胶带所形成的夹角∠β≥60°。
6.根据权利要求5所述的离型膜批量撕膜机构,其特征在于:所述工作台的两端还设置有用于输送载具的载具输送机构,所述载具输送机构设置在所述滑台上,其中一个载具输送机构的底部沿Y轴方向设置有输送导轨,且该载具输送机构沿输送导轨向另一个载具输送机构靠近或远离,所述载具输送机构的一侧可升降地设置有挡位气缸。
7.根据权利要求1所述的离型膜批量撕膜机构,其特征在于:所述压头包括由上而下依次设置的弹簧顶针、树脂压块以及缓冲胶垫,所述弹簧顶针的有效压缩行程为5 mm,所述树脂压块的厚度为5 mm,所述缓冲胶垫的厚度为1.6 mm,邵氏硬度为60度。
8.根据权利要求1所述的离型膜批量撕膜机构,其特征在于:所述胶带的总厚度为50um±2um,包括PET薄膜层和亚克力胶层,所述PET薄膜层厚度为25um,所述亚克力胶层厚度为25um±2um。
9.根据权利要求1所述的离型膜批量撕膜机构,其特征在于:所述定位钢板的两端设置有钢板夹取机构,所述定位钢板夹取机构包括用于吸取定位钢板的电磁铁板以及用于定位所述电磁铁板的安装板,所述安装板由气缸驱动升降,且两个钢板夹取机构由气缸驱动同步相向或相背移动。
10.离型膜批量撕膜方法,其特征在于:使用如权利要求1-9任一所述的离型膜批量撕膜机构,包括以下步骤:
S1:将胶带放卷辊表面的胶带拉出,并部分缠绕在胶带收卷辊上,使胶带放卷辊和胶带收卷辊之间预留一段胶带,该胶带设置在工作台的正上方;
S2:将装有待加工工件的载具放置在载具输送机构上,载具输送机构将载具输送至工作台的正上方后,通过挡位气缸对载具进行定位;
S3:工作台上升并将载具托起离开载具输送机构,钢板夹取机构将定位钢板放置在载具顶部后离开,工作台带动载具及定位钢板上移,直至胶带贴附在定位钢板的上表面;
S4:压板底部的每个压头对准每个伸出在所述避让孔之外的离型膜后,压板带动压头下降,直至胶带的胶面与离型膜贴合后,压板带动压头上升复位;
S5:胶带放卷辊和胶带收卷辊停止转动,与胶带连接的剥离机构由定位钢板的一侧逐渐移动至定位钢板上方,并逐渐掀开定位钢板表面的胶带,剥离胶带时,在胶带和定位钢板表面的连接处形成有粘贴边界线d,靠近所述粘贴边界线d一侧的张紧辊和定位钢板之间的胶带与定位钢板表面形成撕膜角度∠α,在剥离过程中,撕膜角度∠α始终保持60°,与此同时,第一定位辊和第二定位辊通过转动控制二者之间胶带的张紧力;
S6:剥离机构离开定位钢板的上方后停止移动,胶带放卷辊和胶带收卷辊同步放料和收料,第一定位辊与胶带放卷辊同方向转动,第二定位辊与胶带收卷辊同方向转动,将粘有离型膜的胶带收卷至胶带收卷辊上,完成撕膜。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310358842.3A CN116061541B (zh) | 2023-04-06 | 2023-04-06 | 离型膜批量撕膜机构及撕膜方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310358842.3A CN116061541B (zh) | 2023-04-06 | 2023-04-06 | 离型膜批量撕膜机构及撕膜方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116061541A CN116061541A (zh) | 2023-05-05 |
| CN116061541B true CN116061541B (zh) | 2023-06-27 |
Family
ID=86183965
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310358842.3A Active CN116061541B (zh) | 2023-04-06 | 2023-04-06 | 离型膜批量撕膜机构及撕膜方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116061541B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117246620B (zh) * | 2023-11-08 | 2024-02-27 | 厦门普诚科技有限公司 | 一种双面胶带撕膜机 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201257792Y (zh) * | 2008-04-09 | 2009-06-17 | 阳程科技股份有限公司 | 贴附装置 |
| TW201704034A (zh) * | 2015-07-24 | 2017-02-01 | Evest Corp | 離型膜剝離裝置及離型膜剝離方法 |
| CN110589598A (zh) * | 2019-08-21 | 2019-12-20 | 深圳市集银科技有限公司 | 一种胶带自动剥胶装置 |
| CN212891136U (zh) * | 2020-06-23 | 2021-04-06 | 深圳橙子自动化有限公司 | 剥膜装置及贴膜机 |
| CN111806820A (zh) * | 2020-08-12 | 2020-10-23 | 深圳市新嘉智诚自动化有限公司 | 撕膜方法以及应用该方法的撕膜机构与撕膜设备 |
| CN214165538U (zh) * | 2020-10-16 | 2021-09-10 | 昆山峰实电子外观应用科技有限公司 | 一种自动撕除3d形体薄膜保护膜机构 |
| CN214606449U (zh) * | 2020-12-06 | 2021-11-05 | 无锡沃格自动化科技股份有限公司 | 一种光学膜片自动撕膜机构 |
| CN214983998U (zh) * | 2021-05-28 | 2021-12-03 | 苏州安洁科技股份有限公司 | 一种薄膜材料撕膜机构 |
-
2023
- 2023-04-06 CN CN202310358842.3A patent/CN116061541B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN116061541A (zh) | 2023-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4255433B2 (ja) | 枚葉体の貼合せ方法およびこれを用いた装置 | |
| CN116061541B (zh) | 离型膜批量撕膜机构及撕膜方法 | |
| JPH07123109B2 (ja) | 半導体ウェーハ用の乾燥膜レジスト搬送・積層システム | |
| CN115321258B (zh) | 一种fpc覆盖膜自动撕膜机构 | |
| CN110911333B (zh) | 带粘贴装置 | |
| CN212099690U (zh) | 标签剥离设备 | |
| CN108963341B (zh) | 锂电池贴胶纸的方法 | |
| CN114132792A (zh) | 一种新型曲面包覆设备 | |
| JP3637350B2 (ja) | 粘着性テ−プ片の貼着装置 | |
| CN213139370U (zh) | 一种自动贴标机 | |
| JP2003175922A (ja) | 自動ラベル貼付装置 | |
| JPH08133560A (ja) | 粘着性テープ片の貼着装置および貼着方法 | |
| CN216785265U (zh) | 一种贴胶装置 | |
| KR100819792B1 (ko) | 반도체 팩키지 제조용 테이프 커버 박리 장치 및, 테이프커버 박리 방법 | |
| CN110902070A (zh) | 一种贴膜设备 | |
| CN113964366A (zh) | 一种电池自动贴尾胶压角机 | |
| CN210940453U (zh) | 自动贴片装置 | |
| CN115071122B (zh) | 一种自动化贴防水膜装置及防水膜自动剥离方法 | |
| CN112571917A (zh) | 一种背光组装的玻璃上料方法及装置 | |
| CN112193834A (zh) | 一种贴胶整机进料模块 | |
| CN216611954U (zh) | 一种贴胶机 | |
| CN218366490U (zh) | 一种微小膜料贴合设备 | |
| KR20080088374A (ko) | 감광성 적층체 제조 장치 및 제조 방법 | |
| CN219989615U (zh) | 一种半自动3d曲面屏贴膜设备 | |
| CN219651579U (zh) | 一种快节奏车壳自动贴标机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |