CN1158581A - 制品的刻印方法 - Google Patents
制品的刻印方法 Download PDFInfo
- Publication number
- CN1158581A CN1158581A CN95194511A CN95194511A CN1158581A CN 1158581 A CN1158581 A CN 1158581A CN 95194511 A CN95194511 A CN 95194511A CN 95194511 A CN95194511 A CN 95194511A CN 1158581 A CN1158581 A CN 1158581A
- Authority
- CN
- China
- Prior art keywords
- goods
- mint
- mark
- liquid crystal
- crystal mask
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67242—Apparatus for monitoring, sorting or marking
- H01L21/67282—Marking devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
- B23K26/0838—Devices involving movement of the workpiece in at least one axial direction by using an endless conveyor belt
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- General Physics & Mathematics (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Laser Beam Processing (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
- Laser Beam Printer (AREA)
- Dot-Matrix Printers And Others (AREA)
Abstract
本发明的制品刻印方法是,在向A列引线架(15-1)上的制品刻印时,将B列引线架(16-1)传送至刻印区域待机,在所述A列引线架(15-1)刻印结束时,进行B列引线架(16-1)上制品的刻印,此间,将A列的下一引线架(15-2)传送至刻印区域(26)待机,这种工作在并行的多条线中,至少有两条线是如此交替进行的。于是,既使由一制品向另一制品交替传送期间,由于大体上连续输出激光,所以使传送制品的作业时间无浪费,并尽可能地缩短了间歇时间。
Description
本发明涉及在制品上刻印给定的印字图形的刻印装置,更详细地说,涉及可高速进行刻印的制品刻印方法。
这种刻印装置,是一种在形成印字图形的掩膜上照射激光,加工对象的制品一遇到透过的激光,在其表面上即刻印出所述印字图形的装置。
通过图10,说明利用已有刻印装置对制品刻印时的程序。图10平面地示出制品的配置状态,横轴表示相对的作业内容。尤其,关于在刻印与传送之间所进行的透过率反馈(FB)的处理问题,如后所述。
首先,如(a)所示,通过图中未示出的传送装置将载有多数制品30的引线架32,传送至可刻印的范围(以下称“刻印区域”),利用通过图中未示的光学系统进行扫描的激光,对各制品30进行刻印。
对制品刻印结束后,使引线架32自刻印区域34传送,如(b)所示,将下一个引线架36传送至刻印区域34。于是,对新传送到的引线架36上的制品30,进行刻印。
对制品刻印结束后,使引线架36由刻印区域34迁移,如(c)所示,将下一个引线架38传送至刻印区域34。于是,对新传送到的引线架38上的制品30,进行刻印。
若将上述的刻印动作用时间图示,则如图11所示。在利用激光的刻印过程中,停止由传送装置进行的制品传送;刻印结束后,在利用传送装置传送下一个制品时,停止激光照射。
但是,在利用刻印装置进行刻印作业过程中,人们希望缩短间歇时间(刻印所需的总时间)。然而,上述的已有刻印方法在从已刻印完毕的制品向下一个制品交替(传送)时,刻印装置由于不进行刻印而处于停止状态,所以传送制品时的作业时间被浪费了。即是说,利用已有技术的刻印作业,其作业效率低,难于缩短间歇时间。
本发明的目的在于,提供一种不浪费作业时间,并尽可能缩短间歇时间的制品刻印方法。
本发明的另一目的在于,提供一种在缩短作业时间的同时,并尽可能地减少该刻印制品质量的变异性。
本发明的制品刻印方法是,在并行多条线上配置制品的同时,所述多条线独立地进行传送、停止,在对停止在刻印区域内线上的制品进行刻印时,至少将其余的一条以上线上的制品传送至刻印区域内。因此,即使有由一制品向另一制品交替(传送)的时间,但由于大体上可连续输出激光,所以传送制品之间的作业时间无浪费,并尽可能地缩短间歇时间。
其次,本发明的制品刻印方法,在所述掩膜为液晶掩膜时,以与对制品的刻印次数相应的频率,控制该液晶掩膜的透过率。这样,通过刻印次数特定液晶掩膜的温度范围,可以相应于该温度范围的计时,进行透过率的控制,因此不丧失连续传送制品的优点,且可大体上保持掩膜一定的透过率。
再其次,本发明的制品刻印方法,在所述掩膜为液晶掩膜时,以相应于液晶掩膜周围的测定温度的频率,控制该液晶掩膜的透过率。这样,通过直接测定液晶掩膜周围的温度,特定液晶掩膜的温度范围,可以相应于该温度范围的计时,进行透过率的控制,因此,这不丧失连续传送制品的优点,且可大体上保持掩膜一定的透过率。
以下为附图的简要说明。
图1为表示刻印时制品配置的说明图。
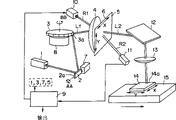
图2为适用本发明制品刻印方法的刻印装置的构成简图。
图3为表示激光在显示图面上扫描情形的说明图。
图4为表示交替刻印制品时的程序模式图。
图5为交替刻印动作时间图。
图6(a)、(b)、(c)为表示刻印区域内制品位置关系说明图。
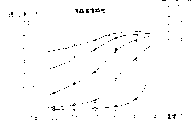
图7为表示液晶的各驱动电压中的温度与透过率关系的说明图。
图8为表示通过刻印次数控制透过率时的控制器处理程序的流程图。
图9为表示通过液晶掩膜周围的温度控制透过率时的控制器处理程序的流程图。
图10为表示通过已有的加工装置对制品刻印的程序说明图。
图11为已有的刻印动作时间图。
以下说明本发明制品刻印方法一实施例。
图2为适用本发明制品刻印方法的刻印装置的构成简图。
图2中1为振荡扫描用的激光(例如YAG激光)的激光振荡器,振荡的激光照射在作为Y方向偏转器的扫描镜-2的反射面2a。由反射面2a反射的激光照射在多面反射镜3的反射面3a。于是,由反射面3a反射的激光L1通过透镜4,照射在高分子复合型液晶掩膜5的显示画面6上。
这里所述的扫描镜2的反射面2a通过电动机7沿箭头AA方向转动,所述多面反射镜3的反射面3a通过电动机8沿箭头BB方向转动。即是说,一旦电动机8被驱动控制,反射面3a沿箭头BB方向转动时,激光沿箭头x方向对液晶掩膜5的显示画面6进行主扫描。而若电动机7被驱动控制,反射面2a沿箭头AA方向转动时,激光沿箭头Y方向对液晶掩膜5的显示画面6进行副扫描。
图3示出了激光扫描显示画面6的情形。如图3所示,通过使激光沿x方向扫描的同时,向Y方向迁移的方法,扫描了全部显示画面6。
图2中,检测器10及11用于检测液晶掩膜5的透过率。由检测器10向液晶掩膜5照射激光R1,由检测器11接受透光的激光R2,计量透过率。控制器9通过检测器10、11使透过率反馈,控制液晶驱动电压,以使液晶掩膜5保持一定的透过率。
还有,控制器9输出用于在液晶掩膜5上写入给定形状的印字图形的信号的同时,控制激光振荡器1中的激光振荡,控制向液晶掩膜5中激光XY方向的扫描。即是说,控制器9在液晶掩膜5的显示画面6上形成印字图形的同时,驱动控制上述电动机7、8和激光振荡器1,进行激光L1的扫描。因此,激光L1只透过在液晶掩膜5上所形成的印字图形部分。于是,透过的激光L2通过反射镜12和透镜13导入制品14上,相应于印字图形形状的文字、图形等被刻印在制品14的表面上。
再者,反射镜12和透镜13是通过以分别独立的电动机为驱动源的迁移机构(图中未示出)驱动的。这些迁移机构,可使所述印字图形刻印在制品14的刻印位置14a,而且沿XY方向迁移,使通过液晶掩膜5的显示画面6的激光L2射入制品14的照射位置,通过控制器9进行驱动控制。控制器9用所述迁移机构驱动控制反射镜12和透镜13,以决定X、Y方向的位置。通过所述反射镜12、透镜13导出的激光对以列状配置在引线架15上的制品14进行照射(图2中只分别示出一个引线架和制品)。
图1示出刻印时制品的配置,是从激光照射方向观察制品配置的。
传送装置20是由并列配置的传送部22和24、驱动该传送部(图中未示)的驱动部、和控制该驱动部动作的、图中未示出的控制部所组成。在传送部22上装载有A列的引线架15(15-1至15-3),而在传送部24上则装载有B列的引线架16(16-1至16-3)。各传送部被分别独立地驱动,以使引线架在虚线所示的刻印区域26内停止而被驱动控制。
图2所示的反射镜12和透镜13的光学系统,通过图中未示的迁移机构,使激光向图1中的XY方向迁移。即是说,在制品之间迁移激光照射位置时,光学系统向Y方向迁移,而在列之间迁移激光照射位置时,则光学系统向X方向迁移。
图4模拟式地示出交替刻印制品时的程序,将与图1相同的部分用同一符号示出。以下参照图4,说明交替刻印制品时的程序(a)-(d)。
首先对图4中两列配置的引线架(A列、B列)交替进行刻印的情况进行说明。还有,对于图4刻印动作时的透过率的反馈控制,是根据需要来进行的。
(a)将A列的引线架15-1传送至刻印区域26,对引线架15-1上的制品进行刻印。在进行A列刻印期间,将B列中引线架16-1传送到刻印区域26,呈待机状态。
(b)A列中制品刻印一旦结束,将激光照射位置迁移至B列一侧,对B列引线架16-1上的制品进行刻印。此间,在对A列中刻印完了的引线架15-1进行迁移的同时,将下一个引线架15-2传送至刻印区域26,呈待机状态。
(c)一旦B列中的制品刻印结束,将激光照射位置迁移至A列一侧,对A列引线架15-2上的制品进行刻印。此间,在对B列中刻印完了的引线架16-1进行迁移的同时,将下一个引线架16-2传送至刻印区域26,呈待机状态。
(d)一旦A列中的制品刻印结束,将激光照射位置迁移至B列一侧,对B列引线架16-2上的制品进行刻印。此间,在对A列中刻印完了的引线架15-2进行迁移的同时,将下一个引线架15-3传送至刻印区域26,呈待机状态。
这样,对于A/B列进行上述(a)-(d)的动作,即可对制品进行交替刻印。
若将上述的制品交替刻印的动作用时间图加以表示,如图5所示。在利用本实施例的刻印装置进行刻印时,由于对两列配置的制品交替地进行传送与停止(刻印),所以大体上可连续地输出激光。因此,没有像过去那样由一制品到另一制品的交替(传送)之间停止刻印作业,没有浪费传送制品之间的作业时间。因此,使高速刻印成为可能,并可实现缩短间歇时间。
本实施例刻印装置为了对制品进行交替刻印,以下列方式控制该刻印制品列的选择。图6(a)表示刻印区域中制品的位置关系,图中W1-W5、W6-W10表示了各制品的位置。一旦传送装置20(参照图1)将引线架15(16)传送至刻印区域26,对刻印装置的控制器9(参照图2)输出请求刻印的信号和相应于该刻印制品列的写入信号。接受了信号的控制器9开始对写入信号为ON的制品列进行激光扫描。例如,对刻印区域左半部的制品刻印时,如图6(b)所示,将向W1-W5写入的信号定为ON,除此之外的写入信号定为OFF。而对刻印区域右半部的制品刻印时,如图6(c)所示,将对W6-W10写入的信号定为ON,除此之外的写入信号定为OFF。
上述实施例的刻印装置中,使用液晶掩膜作为激光的掩蔽手段,但是由于液晶透过率因温度的不同而有变化,因此为了实现相同质量的刻印,需要稳定液晶掩膜的透过率。为此,已有的刻印装置在一次刻印完毕以后,通过检测器使液晶掩膜的透过率反馈,控制液晶驱动电压,以确保一定的透过率。然而,与上述的交替刻印相同,以定时进行这种控制时,交替刻印的高速化优点就损失尽了。
因此,为了防止由作业高速化而带来的刻印质量的降低,需要将进行透过率反馈的定时由每一次变更为数次一次。以下说明根据刻印次数或液晶掩膜周围的温度进行透过率控制的情况。
(1)根据刻印次数控制透过率
图7示出了各驱动电压下液晶的温度与透过率的关系。如图7所示,液晶的透过率随温度提高而稳定,而温度低时,变化大。根据这一点,液晶掩膜的透过率在刻印刚开始之后,变化最大,随着刻印次数增多而趋于稳定。即是说,直至液晶的温度变高之前,需要频繁地进行透过率的控制。因此,采用此法时,在刚开始刻印后,要勤快地进行反馈,随着刻印次数增多,要进行控制,使之慢慢地减少反馈次数。
其次,利用图8中所示的流程图,对根据刻印次数控制透过率时的控制器9的处理程序,进行说明。
再有,模式表中的模式号1、2、3...表示反馈间隔与返复次数。表中,根据刻印次数,特定液晶掩膜的温度范围,设定与该温度范围相应的频率。(a)是表示进行一次反馈前的刻印次数,而(b)是表示反复a处理的次数。例如模式2是表示将以5∶1的比例进行反馈的图形执行50次的模式。
该例中,最初以模式1的间隔和次数进行反馈,而后按模式2、3、4...的顺序将模式移行。但是,在该例中,以模式4结束点定为终点。
首先,作为初值设定模式=1、a=2、b=100(步骤101),判断A列是否刻印(步骤102)。如果是A列刻印,则要进行A列刻印与B列的传送(步骤103),如果是B列刻印,则进行B列的刻印与A列的传送(步骤104)。然后,将a-1(步骤105),判断是否a≤0(步骤106)。这里,如果不是a≤0时,即刻印次数未达到a次时,则返回到步骤102,进行步骤103或步骤104的刻印处理。
在步骤106中当a≤0时,即刻印次数达到a次时,进行透过率的反馈(FB)(步骤107)。于是,b-1[步骤108],判断是否b≤0(步骤109)。这里,不是b≤0时,即反馈处理的返复次数未达到b时,则进行步骤113,判断是否是模式5(步骤113)。如果是模式5,则返回到步骤102,进行刻印与反馈处理。
还有,在步骤109,b≤0时,即反馈处理的返复次数达到b次时,模式号+1(步骤110),分别设定与新模式号对应的a与b值(步骤111、112)。然后在步骤113中成为模式5之前,即模式4结束前,反复进行上述处理。
本实施例根据刻印次数,特定液晶掩膜的温度范围,以与该温度范围相应的频率,控制透过率。即是说,液晶掩膜通过随时间与透过率变化的定时而受到控制。因此,透过率的控制,在不影响刻印质量的范围内间歇地进行,与过去每进行一次刻印都要控制透过率的情况相比,可不丧失连续传送制品的优点,而使掩膜的透过率大体上保持一定。
(2)根据液晶掩膜的周围温度控制透过率
这里,用温度检测器测定液晶掩膜的周围温度,根据该温度的变化而变更反馈次数。即是说,液晶温度低,透过率不稳定时,要勤快地进行反馈,随着温度变高而透过率稳定时,再进行减少反馈次数的控制。
其次,结合图9所示的流程图,说明根据液晶掩膜的周围温度控制透过率时的控制器的处理程序。这里,温度表中的a是表示在各温度范围内,进行一次反馈前的刻印次数,例如,在25℃-30℃范围内,表不以5∶1的比例进行反馈。
首先,作为初值设定a=2(步骤201)、判断是否A列刻印(步骤202)。如果是A列刻印,则要进行A列刻印和B列传送(步骤203),如果是B列刻印,则进行B列的刻印与A列的传送(步骤204)。然后,a-1(步骤205),判断是否a≤0(步骤206)。这里,不是a≤0时,即刻印次数未达到a次时,则返回步骤202,进行步骤203或204的刻印处理。
在步骤206,a≤0时,即刻印次数达到a次时,判断是否作业结束(步骤207),如果结束了,则进行透过率的反馈处理(步骤208)。然后,用温度检测器测定液晶掩膜周围的温度(步骤209),设定与测定的温度相应的a值(步骤210)。这之后,在作业结束前,用步骤207反复进行上述处理。
本实施例测定液晶掩膜周围的温度,并以与该温度范围相应的频率控制透过率。即是说,液晶掩膜通过实际温度变化的定时而受到控制。因此,透过率的控制,在不影响刻印质量范围内间歇地进行,与过去每进行一次刻印都要控制透过率的情况相比,可不丧失连续传送制品的优点,而使掩膜的透过率大体上保持一定。
再有,上述实施例中虽然只说明了在两列配置的引线架A列、B列上进行交替刻印的例子,但是在有三列配置的引线架的情况下,也可适用同样的方法。而且,引线架上的制品数,只要在刻印区域内,则无特定量的限制。尤其,传送装置只要是可依顺序传送引线架,则不受图1所示的带状结构的限制。
还有,本发明不受图示及解说的实施例限制,在本专利权利要求的范围内,可考虑有各种的可变形实施例。
如上所述,本发明的制品刻印方法适用于在制品上刻印给定的印字图形的刻印装置。
权利要求书
按照条约第19条的修改
1.(删除)
2.(删除)
3.一种制品的刻印方法,在形成给定形状的印字图形的液晶掩膜上,照射激光,通过该激光在所述液晶掩膜上扫描,将所述液晶掩膜上所形成的印字图形刻印在制品上,在这样的刻印装置中,其特征在于,包括第一和第二工艺过程:
第一工艺过程是,在并行的多条线上配置制品的同时,所述多条线独立地进行传送、停止,在对停止在刻印区域内线上的制品进行刻印时,至少将其余的一条以上线上的制品传送至刻印区域内;
第二工艺过程是,与所述第一工艺过程并行,以与对制品刻印次数相应的频率,控制所述液晶掩膜的透过率。
4.一种制品的刻印方法,在形成给定形状的印字图形的液晶掩膜上,照射激光,通过该激光在所述液晶掩膜上扫描,将所述液晶掩膜上所形成的印字图形刻印在制品上,在这样的刻印装置中,其特征在于,包括第一和第二工艺过程:
第一工艺过程是,在并行的多条线上配置制品的同时,所述多条线独立地进行传送、停止,在对停止在刻印区域内线上的制品进行刻印时,至少将其余的一条以上线上的制品传送至刻印区域;
第二工艺过程是,与所述第一工艺过程并行,以与该液晶掩膜周围的测定温度相应的频率,控制所述液晶掩膜的透过率。
Claims (4)
1.一种制品的刻印方法,在形成给定形状的印字图形的掩膜上,照射激光,通过该激光在所述掩膜上扫描,将所述掩膜上所形成的印字图形刻印在制品上,在这样的刻印装置中,其特征在于,在并行的多条线上配置制品的同时,所述多条线独立地进行传送、停止,在对停止在刻印区域内线上的制品进行刻印时,至少将其余的一条以上线上的制品传送至刻印区域内。
2.根据权利要求1所述的制品的刻印方法,其特征在于,所述掩膜为液晶掩膜。
3.一种制品的刻印方法,在形成给定形状的印字图形的液晶掩膜上,照射激光,通过该激光在所述液晶掩膜上扫描,将所述液晶掩膜上所形成的印字图形刻印在制品上,在这样的刻印装置中,其特征在于,包括第一和第二工艺过程:
第一工艺过程是,在并行的多条线上配置制品的同时,所述多条线独立地进行传送、停止,在对停止在刻印区域内线上的制品进行刻印时,至少将其余的一条以上线上的制品传送至刻印区域内;
第二工艺过程是,与所述第一工艺过程并行,以与对制品刻印次数相应的频率,控制所述液晶掩膜的透过率。
4.一种制品的刻印方法,在形成给定形状的印字图形的液晶掩膜上,照射激光,通过该激光在所述液晶掩膜上扫描,将所述液晶掩膜上所形成的印字图形刻印在制品上,在这样的刻印装置中,其特征在于,包括第一和第二工艺过程:
第一工艺过程是,在并行的多条线上配置制品的同时,所述多条线独立地进行传送、停止,在对停止在刻印区域内线上的制品进行刻印时,至少将其余的一条以上线上的制品传送至刻印区域;
第二工艺过程是,与所述第一工艺过程并行,以与该液晶掩膜周围的测定温度相应的频率,控制所述液晶掩膜的透过率。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19326494A JP3289258B2 (ja) | 1994-08-17 | 1994-08-17 | ワークの刻印方法 |
| JP193264/94 | 1994-08-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1158581A true CN1158581A (zh) | 1997-09-03 |
Family
ID=16305056
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95194511A Withdrawn CN1158581A (zh) | 1994-08-17 | 1995-05-26 | 制品的刻印方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0776725A4 (zh) |
| JP (1) | JP3289258B2 (zh) |
| KR (2) | KR960007192A (zh) |
| CN (1) | CN1158581A (zh) |
| WO (1) | WO1996005017A1 (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0927597B1 (en) * | 1997-11-03 | 2000-09-06 | RAINER S.r.l. | Machine for cutting sheet metal and similar |
| US6080958A (en) † | 1998-07-16 | 2000-06-27 | Ball Corporation | Method and apparatus for marking containers using laser light |
| FR2883503B1 (fr) * | 2005-03-23 | 2020-11-06 | Datacard Corp | Machine de marquage laser a haute cadence |
| JP5320682B2 (ja) * | 2007-03-20 | 2013-10-23 | 日産自動車株式会社 | レーザ加工装置およびレーザ加工方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61132290A (ja) * | 1984-11-29 | 1986-06-19 | Matsushita Electric Ind Co Ltd | レ−ザ加工テ−ブル |
| JP2640321B2 (ja) * | 1992-05-08 | 1997-08-13 | 株式会社小松製作所 | 液晶マスク式レーザマーカ及びレーザマーキング方法 |
| JPH06226472A (ja) * | 1993-02-05 | 1994-08-16 | Hitachi Ltd | 液晶マスク式レーザマーカ |
-
1994
- 1994-08-17 JP JP19326494A patent/JP3289258B2/ja not_active Expired - Fee Related
-
1995
- 1995-05-17 KR KR1019950012214A patent/KR960007192A/ko not_active Application Discontinuation
- 1995-05-26 CN CN95194511A patent/CN1158581A/zh not_active Withdrawn
- 1995-05-26 KR KR1019970700489A patent/KR970704545A/ko not_active Application Discontinuation
- 1995-05-26 WO PCT/JP1995/001016 patent/WO1996005017A1/ja not_active Application Discontinuation
- 1995-05-26 EP EP95919645A patent/EP0776725A4/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0857664A (ja) | 1996-03-05 |
| JP3289258B2 (ja) | 2002-06-04 |
| EP0776725A1 (en) | 1997-06-04 |
| EP0776725A4 (en) | 1997-11-19 |
| KR970704545A (ko) | 1997-09-06 |
| WO1996005017A1 (fr) | 1996-02-22 |
| KR960007192A (ko) | 1996-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1154336C (zh) | 雕刻机的误差检测设备与方法 | |
| US4900130A (en) | Method of scanning | |
| JP5280485B2 (ja) | 画像記録装置 | |
| US4916530A (en) | High resolution halftone dot generator system including LED array | |
| CN1158581A (zh) | 制品的刻印方法 | |
| CN1068447C (zh) | 曝光装置 | |
| CN1165815C (zh) | 补偿输出变化的激光二极管图象成象的方法和设备 | |
| JP2007253520A (ja) | 画像記録装置 | |
| US5706100A (en) | Engraving system and method for helical and circumferential engraving | |
| CN1194243C (zh) | 光扫描装置及具有该装置的相片处理设备 | |
| CN2127346Y (zh) | 扫描打印机 | |
| CN1082196C (zh) | 一种电照相成像设备及其感光滚筒的驱动装置 | |
| CN1075208C (zh) | 曝光装置 | |
| CN1067946C (zh) | 平板式光纤扫描照排制版机 | |
| CN1330502C (zh) | 打印装置、打印方法和计算机系统 | |
| CN1339912A (zh) | 图象处理设备及其处理方法 | |
| EP0393983B1 (en) | Edge emission type EL printer and the printing method thereof | |
| CN1082730A (zh) | 扫描打印机 | |
| CN1614460A (zh) | 采用多条衍射光束的扫描设备 | |
| CN115056580A (zh) | 一种基于激光直写技术的无墨打印方法 | |
| CN1200518A (zh) | 识别打印区域的方法 | |
| JP4582977B2 (ja) | 最適化されたイメージ処理の方法及び装置 | |
| CN1222912C (zh) | 优化的图象处理方法及装置 | |
| CN1232027C (zh) | 步进电动机的控制装置和控制方法以及图象形成装置 | |
| JPH01266749A (ja) | 連続レーザマーク装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C03 | Withdrawal of patent application (patent law 1993) | ||
| WW01 | Invention patent application withdrawn after publication |