CN115570306B - 一种管型母线辅助焊接装置 - Google Patents
一种管型母线辅助焊接装置 Download PDFInfo
- Publication number
- CN115570306B CN115570306B CN202211587825.9A CN202211587825A CN115570306B CN 115570306 B CN115570306 B CN 115570306B CN 202211587825 A CN202211587825 A CN 202211587825A CN 115570306 B CN115570306 B CN 115570306B
- Authority
- CN
- China
- Prior art keywords
- tubular
- sides
- tubular bus
- welding device
- bearing frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本发明公开了一种管型母线辅助焊接装置,属于管型母线焊接工装领域,包括若干组抬管组件,抬管组件包括两根纵梁,两根纵梁中部通过两根横梁连接,两根纵梁的下部连接有支腿一,两根横梁之间连接有承载架,在承载架两侧的通槽内活动地连接有夹臂,夹臂为V型结构,两侧夹臂的下端均转动地连接有托轮,两侧夹臂的上端通过伸缩调节结构连接,承载架中部螺纹连接有压杆,压杆的下部转动地连接有压轮,管型母线设置在托轮和压轮之间。本发明利用夹臂将管型母线架起,避免了人工搬运管型母线,降低了作业人员的劳动强度,管型母线焊接完成后,再通过降低支腿一并松开夹臂下口的方式将管型母线卸下,降低了因使用起吊装置造成的施工成本高的问题。
Description
技术领域
本发明属于管型母线焊接工装,特别涉及一种管型母线辅助焊接装置。
背景技术
管型母线有载流量大、集肤效应低、功率损失小、散热好等特点,被广泛运用在电网工程中。为保证运输的可靠性,厂家供货的单根管型母线的长度一般不超过13米,但一个变电站施工中需要的单根管型母线长度为8~60米不等,因此,管型母线到达施工现场后,根据施工需要进行焊接。
公开号为CN206747876U的实用新型专利公开了一种管母焊接车,并具体公开了:所述管母焊接车包括底座和设置在底座上的支撑杆,所述支撑杆上设置有焊接托架,所述焊接托架上设置有两个托辊架,所述托辊架上设置有可转动的托辊,所述托辊架上的托辊一个为主动辊,另一个为从动辊,所述主动辊还连接的驱动装置。
公开号为CN203621841U的实用新型专利公开了一种管母焊接平台,并具体公开了:包括底座、水平调节板、水平调节螺栓、支撑立板、高度调节螺栓、轴承、滚轮;其中,水平调节板铺设于底座的上表面;四个支撑立板的板面各开设有一个水平贯通的条形滑孔;四个条形滑孔的两侧孔壁均各开设有一排水平贯通的高度调节螺孔;各个高度调节螺栓一一对应穿设于各个高度调节螺孔内;四个轴承的外圈一一对应滑动安装于四个条形滑孔内;两个滚轮的轮轴相互平行,且两个滚轮的轮轴两端一一对应穿设固定于四个轴承的内圈。
此外,包括公开号为CN201664836U公开的一种管型母线焊接支架组合以及公开号为CN202952005U公开的一种管型母线焊接辅助支撑装置在内的现有技术中,都将承托管型母线的托辊或转动轮安装在支架的上部,管型母线焊接时需要将管型母线放置在托辊或转动轮上,单节管型母线的重量重达几十公斤至几百公斤,人工将管型母线抬放在托辊上不仅对工人的体力要求较高,还存在管母跌落砸伤作业人员的风险,而采用起吊设备又会造成施工成本的增加;管型母线焊接完成后,重量更是高达数吨,需要使用起吊设备才能将管母放下。
发明内容
本发明的目的是克服现有技术中的不足,提供一种管型母线辅助焊接装置,以解决现有的管型母线焊接辅助装置的托辊设置在支架的上部造成的管型母线装夹和拆卸不便的问题。
为了实现上述目的,本发明采用的技术方案是:
一种管型母线辅助焊接装置,包括若干组抬管组件,每根管型母线至少在首尾两端设置一组抬管组件,所述抬管组件包括两根纵梁,两根纵梁中部通过两根横梁连接,两根纵梁的下部连接有支腿一,支腿一为升降支腿,两根横梁之间连接有承载架,所述承载架为“日”字形结构,在承载架两侧的通槽内活动地连接有夹臂,所述夹臂为V型结构,两侧夹臂的下端均转动地连接有托轮,两侧夹臂的上端通过伸缩调节结构连接,伸缩调节结构为液压缸或螺杆,所述承载架中部螺纹连接有压杆,压杆的下部转动地连接有压轮,管型母线设置在托轮和压轮之间,所述压轮的上部设有导杆,承载架上设有容纳导杆并与导杆滑动配合的导孔。
作为本技术方案的进一步优选,所述承载架两侧各固定连接有若干组滑套,所述滑套滑动地安装在横梁上,滑套的外侧螺纹连接有紧固螺栓,紧固螺栓的末端与横梁相抵,滑套实现了管型母线架起后位置的微调,以实现两节管型母线对接端的快速准确地对接。
作为本技术方案的进一步优选,两节管型母线的对接处设有转动驱动组件,所述转动驱动组件包括两组安装在管型母线端部的套管,两组套管之间设有间隙,用于焊枪焊接两节管型母线的接缝;所述套管的一侧固定连接有从动齿轮,所述管型母线下部一侧设有电机支架,电机支架下部设有支腿二,支腿二采用升降支腿,电机支架的一侧安装有驱动电机,电机支架的中部设有立柱,立柱上转动地连接有转轴,转轴的一端与驱动电机的输出轴连接,转轴上固定安装有两组主动齿轮,两组主动齿轮位于立柱的两侧,且两组主动齿轮分别与两侧的从动齿轮啮合;利用驱动电机驱动转轴上的主动齿轮转动,主动齿轮带动从动齿轮转动,进而带动管型母线转动,实现了管型母线焊接时自动转动,避免了作业人员手动转动管型母线,降低了作业人员的劳动强度,同时提高了管型母线焊接的效率。
作为本技术方案的进一步优选,所述套管内侧设有若干内夹板,内夹板为弧形板,内夹板上部转动地连接有调节螺栓,调节螺栓与套管螺纹连接;利用内夹板将管型母线夹紧,实现了不同直径的管型母线的夹紧。
作为本技术方案的进一步优选,所述托轮、压轮以及内夹板均采用橡胶制成,避免了对管型母线表面造成划伤。
作为本技术方案的进一步优选,所述电机支架两侧铰接有拉杆,所述拉杆的另一端固定连接有抱箍,抱箍抱紧在靠近两节管型母线两端的支腿一上,避免了转动驱动组件运转时主动齿轮与从动齿轮分离。
作为本技术方案的进一步优选,所述拉杆一端螺纹连接有螺套,螺套的一端通过转销转动地安装在电机支架上,螺套便于调整拉杆的伸出长度,降低了两节管型母线端部的抬管组件的安装精度要求,提高了转动驱动组件安装的效率。
作为本技术方案的进一步优选,所述立柱的前端向靠近管型螺母的一侧延伸,且所述立柱上设有安装槽,所述安装槽内设有敲渣组件,所述敲渣组件包括固定安装在转轴上的棘轮,所述立柱的前端通过销轴活动地连接有连杆,连杆在安装槽内形成杠杆结构,所述销轴上设有双扭簧,双扭簧中部的挡圈与连杆相抵,双扭簧两端的支脚与安装槽的侧壁相连,所述连杆的后端与棘轮的轮齿相抵,连杆的前端连接有锤头,且锤头位于焊缝的上部。管型母线焊接时,转动驱动组件带动管型母线转动,同时,转轴带动棘轮转动,棘轮转动时对连杆形成间歇性的拨动动作,使得连杆前端的锤头对焊渣进行持续间歇性的锤击,从而将焊渣敲下,进一步提高了管型母线焊接的效率。
作为本技术方案的进一步优选,所述连杆前端固定连接有弹簧,弹簧的另一端与锤头固定连接,通过在连杆前端设置弹簧,有利于增大锤头的摆动幅度以及摆动频率,从而增强锤头的敲渣效果。
本发明的有益效果是:
1)本发明利用夹臂将管型母线架起,避免了人工搬运管型母线,降低了作业人员的劳动强度,管型母线焊接完成后,再通过降低支腿一并松开夹臂下口的方式将管型母线卸下,降低了因使用起吊装置造成的施工成本高的问题。
2)承载架两侧各固定连接有若干组滑套,滑套滑动地安装在横梁上,滑套的外侧螺纹连接有紧固螺栓,滑套实现了管型母线架起后位置的微调,以实现两节管型母线对接端的快速准确地对接。
3)两节管型母线的对接处设有转动驱动组件,利用驱动电机驱动转轴上的主动齿轮转动,主动齿轮带动从动齿轮转动,进而带动管型母线转动,实现了管型母线焊接时自动转动,避免了作业人员手动转动管型母线,降低了作业人员的劳动强度,同时提高了管型母线焊接的效率。
4)套管内侧设有若干内夹板,内夹板为弧形板,内夹板上部转动地连接有调节螺栓;利用内夹板将管型母线夹紧,实现了不同直径的管型母线的夹紧。
5)托轮、压轮以及内夹板均采用橡胶制成,避免了对管型母线表面造成划伤。
6)电机支架两侧铰接有拉杆,拉杆的另一端固定连接有抱箍,抱箍抱紧在靠近两节管型母线两端的支腿一上,避免了转动驱动组件运转时主动齿轮与从动齿轮分离;拉杆一端螺纹连接有螺套,螺套的一端通过转销转动地安装在电机支架上,螺套便于调整拉杆的伸出长度,降低了两节管型母线端部的抬管组件的安装精度要求,提高了转动驱动组件安装的效率拉杆一端螺纹连接有螺套,螺套的一端通过转销转动地安装在电机支架上,螺套便于调整拉杆的伸出长度,降低了两节管型母线端部的抬管组件的安装精度要求,提高了转动驱动组件安装的效率。
7)连杆前端固定连接有弹簧,弹簧的另一端与锤头固定连接,通过在连杆前端设置弹簧,有利于增大锤头的摆动幅度以及摆动频率,从而增强锤头的敲渣效果。
附图说明
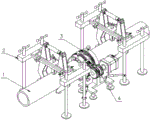
附图1是本发明一种管型母线辅助焊接装置使用状态示意图。
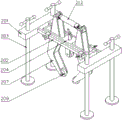
附图2是本发明一种管型母线辅助焊接装置中抬管组件结构示意图。
附图3是本发明一种管型母线辅助焊接装置中夹臂与承载架装配示意图。
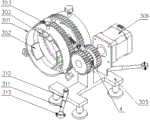
附图4是本发明一种管型母线辅助焊接装置中转动驱动组件结构示意图。
附图5是本发明一种管型母线辅助焊接装置中套管结构示意图。
附图6是本发明一种管型母线辅助焊接装置中转动驱动组件与敲渣组件装配示意图。
附图7是本发明一种管型母线辅助焊接装置中敲渣组件结构示意图。
图中:1、管型母线;2、抬管组件;201、纵梁;202、横梁;203、支腿一;204、承载架;205、滑套;206、紧固螺栓;207、夹臂;208、压杆;209、托轮;210、压轮;211、导杆;212、液压缸;3、转动驱动组件;301、套管;302、内夹板;303、调节螺栓;304、从动齿轮;305、电机支架;306、驱动电机;307、立柱;308、转轴;309、支腿二;310、主动齿轮;311、拉杆;312、螺套;313、抱箍;4、敲渣组件;401、棘轮;402、连杆;403、双扭簧;404、弹簧;405、锤头;406、销轴。
具体实施方式
下面结合附图1-7,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1-3所示,一种管型母线辅助焊接装置,包括若干组抬管组件2,每根管型母线1至少在首尾两端设置一组抬管组件2,为了避免长尺寸管型母线1中部变形,可在管型母线1的中部等距地设置若干组抬管组件2,所述抬管组件2包括两根纵梁201,两根纵梁201中部通过两根横梁202连接,两根纵梁201的下部连接有支腿一203,支腿一203为升降支腿,例如采用液压缸212或螺杆,支腿一203采用液压缸212时,液压缸212的缸座放置在地面上,液压缸212的活塞杆上端与纵梁201底部连接;支腿一203采用螺杆时,支腿一203与纵梁201螺纹连接,为了降低辅助焊接装置的使用成本,在本实施例中,如图2所示,支腿一203采用螺杆;两根横梁202之间连接有承载架204,所述承载架204为“日”字形结构,在承载架204两侧的通槽内活动地连接有夹臂207,所述夹臂207为V型结构,两侧夹臂207的下端均转动地连接有托轮209,两侧夹臂207的上端通过伸缩调节结构连接,伸缩调节结构为液压缸212或螺杆,在本实施例中,如图2所示,伸缩调节结构采用液压缸212;所述承载架204中部螺纹连接有压杆208,压杆208的下部转动地连接有压轮210,管型母线1设置在托轮209和压轮210之间,所述压轮210的上部设有导杆211,承载架204上设有容纳导杆211并与导杆211滑动配合的导孔。
如图2-3所示,在本实施例中,所述承载架204两侧各固定连接有若干组滑套205,所述滑套205滑动地安装在横梁202上,滑套205的外侧螺纹连接有紧固螺栓206,紧固螺栓206的末端与横梁202相抵,滑套205实现了管型母线1架起后位置的微调,以实现两节管型母线1对接端的快速准确地对接。
如图4所示,在本实施例中,两节管型母线1的对接处设有转动驱动组件3,所述转动驱动组件3包括两组安装在管型母线1端部的套管301,两组套管301之间设有间隙,用于焊枪焊接两节管型母线1的接缝;所述套管301的一侧固定连接有从动齿轮304,所述管型母线1下部一侧设有电机支架305,电机支架305下部设有支腿二309,支腿二309采用升降支腿,电机支架305的一侧安装有驱动电机306,电机支架305的中部设有立柱307,立柱307上转动地连接有转轴308,转轴308的一端与驱动电机306的输出轴连接,转轴308上固定安装有两组主动齿轮310,两组主动齿轮310位于立柱307的两侧,且两组主动齿轮310分别与两侧的从动齿轮304啮合;利用驱动电机306驱动转轴308上的主动齿轮310转动,主动齿轮310带动从动齿轮304转动,进而带动管型母线1转动,实现了管型母线1焊接时自动转动,避免了作业人员手动转动管型母线1,降低了作业人员的劳动强度,同时提高了管型母线1焊接的效率。
如图4-5所示,在本实施例中,所述套管301内侧设有若干内夹板302,内夹板302为弧形板,内夹板302上部转动地连接有调节螺栓303,调节螺栓303与套管301螺纹连接;利用内夹板302将管型母线1夹紧,实现了不同直径的管型母线1的夹紧。
在本实施例中,所述托轮209、压轮210以及内夹板302均采用橡胶制成,避免了对管型母线1表面造成划伤。
如图1、图6所示,在本实施例中,所述电机支架305两侧铰接有拉杆311,所述拉杆311的另一端固定连接有抱箍313,抱箍313抱紧在靠近两节管型母线1两端的支腿一203上,避免了转动驱动组件3运转时主动齿轮310与从动齿轮304分离。
如图6所示,在本实施例中,所述拉杆311一端螺纹连接有螺套312,螺套312的一端通过转销转动地安装在电机支架305上,螺套312便于调整拉杆311的伸出长度,降低了两节管型母线1端部的抬管组件2的安装精度要求,提高了转动驱动组件3安装的效率。
如图6-7所示,在本实施例中,所述立柱307的前端向靠近管型螺母的一侧延伸,且所述立柱307上设有安装槽,所述安装槽内设有敲渣组件4,所述敲渣组件4包括固定安装在转轴308上的棘轮401,所述立柱307的前端通过销轴406活动地连接有连杆402,连杆402在安装槽内形成杠杆结构,所述销轴406上设有双扭簧403,双扭簧403中部的挡圈与连杆402相抵,双扭簧403两端的支脚与安装槽的侧壁相连,所述连杆402的后端与棘轮401的轮齿相抵,连杆402的前端连接有锤头405,且锤头405位于焊缝的上部。管型母线1焊接时,转动驱动组件3带动管型母线1转动,同时,转轴308带动棘轮401转动,棘轮401转动时对连杆402形成间歇性的拨动动作,使得连杆402前端的锤头405对焊渣进行持续间歇性的锤击,从而将焊渣敲下,进一步提高了管型母线1焊接的效率。
如图7所示,在本实施例中,所述连杆402前端固定连接有弹簧404,弹簧404的另一端与锤头405固定连接,通过在连杆402前端设置弹簧404,有利于增大锤头405的摆动幅度以及摆动频率,从而增强锤头405的敲渣效果。
管型母线1焊接时,先将两节待焊接的管型母线1摆放在同一直线上,并将抬管组件2放置在管型母线1的两端,控制液压缸212收缩使夹臂207的下端张开,然后降低两侧纵梁201下部的支腿一203的高度,使托轮209的高度处于管型母线1中心轴线的下部,然后控制液压缸212伸长,使夹臂207的下端收缩,从而将管型母线1架起,再转动压杆208使压轮210与管型母线1的上部相抵,使管型母线1限制在托轮209和压轮210之间,此时管型母线1仅可转动,而不能前后左右位移;两节管型母线1均架起后,调节承载架204的位置,使两节管型母线1的端部对齐,然后使用焊枪对两节管型母线1的接缝处进行焊接。
在焊接过程中,启动驱动电机306,驱动电机306通过转动带动主动齿轮310转动,主动齿轮310带动从动齿轮304转动,从而带动套管301以及被它所夹紧的管型母线1同步转动,实现了管型母线1的自动转动。
与此同时,转轴308转动时带动棘轮401转动,棘轮401转动时对连杆402形成间歇性的拨动动作,使得连杆402前端的锤头405对焊渣进行持续间歇性的锤击,从而将焊缝上的焊渣敲下,避免了人工手动敲渣,提高了管型母线1焊接的效率。
以上内容仅仅是对本发明的结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
Claims (7)
1.一种管型母线辅助焊接装置,包括若干组抬管组件,每根管型母线至少在首尾两端设置一组抬管组件,其特征在于,所述抬管组件包括两根纵梁,两根拿纵梁中部通过两根横梁连接,两根纵梁的下部连接有支腿一,支腿一为升降支腿,两根横梁之间连接有承载架,所述承载架为“日”字形结构,在承载架两侧的通槽内活动地连接有夹臂,所述夹臂为V型结构,两侧夹臂的下端均转动地连接有托轮,两侧夹臂的上端通过伸缩调节结构连接,伸缩调节结构为液压缸或螺杆,所述承载架中部螺纹连接有压杆,压杆的下部转动地连接有压轮,管型母线设置在托轮和压轮之间,所述压轮的上部设有导杆,承载架上设有容纳导杆并与导杆滑动配合的导孔;两节管型母线的对接处设有转动驱动组件,所述转动驱动组件包括两组安装在管型母线端部的套管,两组套管之间设有间隙;所述套管的一侧固定连接有从动齿轮,所述管型母线下部一侧设有电机支架,电机支架下部设有支腿二,支腿二采用升降支腿,电机支架的一侧安装有驱动电机,电机支架的中部设有立柱,立柱上转动地连接有转轴,转轴的一端与驱动电机的输出轴连接,转轴上固定安装有两组主动齿轮,两组主动齿轮位于立柱的两侧,且两组主动齿轮分别与两侧的从动齿轮啮合;所述立柱的前端向靠近管型螺母的一侧延伸,且所述立柱上设有安装槽,所述安装槽内设有敲渣组件,所述敲渣组件包括固定安装在转轴上的棘轮,所述立柱的前端通过销轴活动地连接有连杆,连杆在安装槽内形成杠杆结构,所述销轴上设有双扭簧,双扭簧中部的挡圈与连杆相抵,双扭簧两端的支脚与安装槽的侧壁相连,所述连杆的后端与棘轮的轮齿相抵,连杆的前端连接有锤头,且锤头位于焊缝的上部。
2.根据权利要求1所述的一种管型母线辅助焊接装置,其特征在于,所述承载架两侧各固定连接有若干组滑套,所述滑套滑动地安装在横梁上,滑套的外侧螺纹连接有紧固螺栓,紧固螺栓的末端与横梁相抵。
3.根据权利要求1所述的一种管型母线辅助焊接装置,其特征在于,所述套管内侧设有若干内夹板,内夹板为弧形板,内夹板上部转动地连接有调节螺栓,调节螺栓与套管螺纹连接。
4.根据权利要求3所述的一种管型母线辅助焊接装置,其特征在于,所述托轮、压轮以及内夹板均采用橡胶制成。
5.根据权利要求3或4所述的一种管型母线辅助焊接装置,其特征在于,所述电机支架两侧铰接有拉杆,所述拉杆的另一端固定连接有抱箍,抱箍抱紧在靠近两节管型母线两端的支腿一上。
6.根据权利要求5所述的一种管型母线辅助焊接装置,其特征在于,所述拉杆一端螺纹连接有螺套,螺套的一端通过转销转动地安装在电机支架上。
7.根据权利要求1所述的一种管型母线辅助焊接装置,其特征在于,所述连杆前端固定连接有弹簧,弹簧的另一端与锤头固定连接。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211587825.9A CN115570306B (zh) | 2022-12-12 | 2022-12-12 | 一种管型母线辅助焊接装置 |
| PCT/CN2023/123489 WO2024125050A1 (zh) | 2022-12-12 | 2023-10-09 | 一种管型母线辅助焊接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211587825.9A CN115570306B (zh) | 2022-12-12 | 2022-12-12 | 一种管型母线辅助焊接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115570306A CN115570306A (zh) | 2023-01-06 |
| CN115570306B true CN115570306B (zh) | 2023-06-16 |
Family
ID=84590190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211587825.9A Active CN115570306B (zh) | 2022-12-12 | 2022-12-12 | 一种管型母线辅助焊接装置 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN115570306B (zh) |
| WO (1) | WO2024125050A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115570306B (zh) * | 2022-12-12 | 2023-06-16 | 中国电建集团山东电力建设第一工程有限公司 | 一种管型母线辅助焊接装置 |
| CN116441784B (zh) * | 2023-06-14 | 2023-08-11 | 山东产研咨询有限公司 | 一种连栋温室钢架结构焊接装置 |
| CN117900745B (zh) * | 2024-03-19 | 2024-07-05 | 中国电建集团山东电力建设第一工程有限公司 | 一种用于电力h型钢对接的焊接支架 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20040025117A (ko) * | 2002-09-18 | 2004-03-24 | 주식회사 포스코 | 산화방지 기능을 갖는 파이프 용접장치 |
| CN109465594B (zh) * | 2018-11-29 | 2020-11-03 | 浙江澳川液压器材股份有限公司 | 一种建筑施工用的管材焊接装置 |
| CN211219464U (zh) * | 2019-12-20 | 2020-08-11 | 成都以物思科技有限公司 | 一种数字焊接加工用工件定位装置 |
| CN111761289A (zh) * | 2020-08-17 | 2020-10-13 | 陈红 | 一种用于钢管焊接的夹持装置 |
| CN214641504U (zh) * | 2021-03-11 | 2021-11-09 | 中冶重工(新疆)有限公司 | 一种管管接头的工装夹具 |
| CN113399925A (zh) * | 2021-06-17 | 2021-09-17 | 山东鲁能泰山铁塔有限公司 | 一种电力塔管材对接设备 |
| CN113579636A (zh) * | 2021-09-02 | 2021-11-02 | 甘肃送变电工程有限公司 | 一种输变电工程大截面管型母线焊接对调支撑装置 |
| CN113878295B (zh) * | 2021-09-22 | 2023-12-08 | 江苏中装建设有限公司 | 一种水利施工用管道辅助固定设备 |
| CN113879985A (zh) * | 2021-09-28 | 2022-01-04 | 周俊 | 一种石油管道铺设用智能移动式管道吊装装置 |
| CN216178061U (zh) * | 2021-11-01 | 2022-04-05 | 北京博清科技有限公司 | 一种焊接对接装置 |
| CN114043119B (zh) * | 2022-01-13 | 2022-03-22 | 山东君鼎汇智科创有限公司 | 暖通管件对接安装辅助装置 |
| CN217316736U (zh) * | 2022-04-24 | 2022-08-30 | 曹县水发启航燃气有限公司 | 一种燃气管道焊接对接装置 |
| CN114932370B (zh) * | 2022-06-14 | 2024-02-13 | 江苏龙共真空技术有限公司 | 用于农业灌溉式喷枪生产的环绕式焊接设备 |
| CN114871684A (zh) * | 2022-06-20 | 2022-08-09 | 常州机电职业技术学院 | 一种钢管焊接用自定位夹具 |
| CN114986074B (zh) * | 2022-08-03 | 2022-10-21 | 山西省安装集团股份有限公司 | 一种锅炉管道用对口夹具 |
| CN115570306B (zh) * | 2022-12-12 | 2023-06-16 | 中国电建集团山东电力建设第一工程有限公司 | 一种管型母线辅助焊接装置 |
-
2022
- 2022-12-12 CN CN202211587825.9A patent/CN115570306B/zh active Active
-
2023
- 2023-10-09 WO PCT/CN2023/123489 patent/WO2024125050A1/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN115570306A (zh) | 2023-01-06 |
| WO2024125050A1 (zh) | 2024-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115570306B (zh) | 一种管型母线辅助焊接装置 | |
| CN210334872U (zh) | 一种特大型钢构件焊接平台 | |
| CN210031519U (zh) | 一种可调节桥梁施工支撑装置 | |
| CN101764375A (zh) | 输电线路行走式吊篮 | |
| CN109759998B (zh) | 一种用于涡扇飞机发动机的安装车 | |
| CN212420146U (zh) | 一种卡车纵梁机器人焊接工作站 | |
| CN201608465U (zh) | 输电线路行走式吊篮 | |
| CN216326177U (zh) | 车架横梁半自动焊接工装 | |
| CN209755135U (zh) | 一种履带拖拉机车架装配台 | |
| CN208427902U (zh) | 一种人防型钢专用焊接翻转平台 | |
| CN216441947U (zh) | 一种横梁焊接夹具 | |
| CN110238240A (zh) | 一种半挂车纵梁校正装置 | |
| CN214034130U (zh) | 钢梁端板组对装置 | |
| CN212314723U (zh) | 一种用于车轮组柔性装配线的柔性车轮轨道装置 | |
| CN111922565B (zh) | 一种扶手电梯主驱动焊接机 | |
| CN212977075U (zh) | 一种用于变压器生产的改进型氩弧焊机 | |
| CN212217602U (zh) | 一种升降机剪刀臂用多功能焊接定位工装 | |
| CN209902547U (zh) | 变压器大型接线端子翻转焊接夹具 | |
| CN209908534U (zh) | 一种隧道防水板的伸缩翻转臂挂布台车装置 | |
| CN219684411U (zh) | 一种汽车钢板加工焊工用焊架 | |
| CN212330154U (zh) | 一种大型压紧翻转平台 | |
| CN218197739U (zh) | 一种抓斗式清污机维修装置 | |
| CN213828078U (zh) | 一种物料翻转装置 | |
| CN217168433U (zh) | 一种可升降式液压动力站装配工装 | |
| CN221850008U (zh) | 一种牵引中心销辅助定位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |