CN115036443B - 一种oled面板贴合设备 - Google Patents
一种oled面板贴合设备 Download PDFInfo
- Publication number
- CN115036443B CN115036443B CN202210958101.4A CN202210958101A CN115036443B CN 115036443 B CN115036443 B CN 115036443B CN 202210958101 A CN202210958101 A CN 202210958101A CN 115036443 B CN115036443 B CN 115036443B
- Authority
- CN
- China
- Prior art keywords
- cover
- oled panel
- vertical
- screw
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010030 laminating Methods 0.000 title claims abstract description 21
- 238000001514 detection method Methods 0.000 claims abstract description 46
- 230000005540 biological transmission Effects 0.000 claims description 26
- 238000009434 installation Methods 0.000 claims description 12
- 125000006850 spacer group Chemical group 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 9
- 238000000034 method Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 5
- 230000002457 bidirectional effect Effects 0.000 description 4
- 230000007306 turnover Effects 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67242—Apparatus for monitoring, sorting or marking
- H01L21/67259—Position monitoring, e.g. misposition detection or presence detection
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Electroluminescent Light Sources (AREA)
Abstract
本发明公开了一种OLED面板贴合设备,其包括底座,底座上设置有封面位置检测系统、UVW调整平台、OLED面板移栽组件、封面固定翻转组件、封面移栽组件;OLED面板移栽组件将OLED面板放置在UVW调整平台上,UVW调整平台对OLED面板在XYZ轴方向进行位置调整;封面移栽组件将封面放置于封面固定翻转组件上,封面位置检测系统检测出封面在封面固定翻转组件的位置,获取封面的位置信息,根据封面的位置信息,UVW调整平台并带动OLED面板与封面进行贴合,实现了封面位置检测的全自动化,提高整体设备的生产效率及降低工程师的劳动强度。
Description
技术领域
本发明涉及OLED面板技术领域,特别是涉及一种OLED面板贴合设备。
背景技术
OLED面板在生产过程中,需要在OLED面板上贴合封面,在对OLED面板贴合封面的过程中,需要检测对OLED面板或者封面的位置进行检测,而现有技术中,通常由2组检测相机对封面的4个直角边分2次检测,每次检测2个直角边。由于OLED 面板的规格尺寸不一,每次更换产品时,现场工程师都要根据相对应的封面尺寸,手动调整2组检测相机间距,以满足相机能够准确的检测到封面的直角边。在手动调整检测相机情况下,需要工程师有丰富现场操作经验,并且耗时较长,影响产品的生产进度。
发明内容
针对现有技术中的上述问题,本发明提供了一种OLED面板贴合设备,解决了现有OLED面板贴合封面过程中,当OLED 面板规格发生变化,需要手动调整2组检测相机间距以准确获取封面的位置,导致生产效率低下和影响产品的生产进度问题。
为了达到上述发明目的,本发明采用的技术方案如下:
提供了一种OLED面板贴合设备,其包括底座,底座上设置有封面位置检测系统、UVW调整平台、OLED面板移栽组件、封面固定翻转组件、封面移栽组件;
OLED面板移栽组件用于将OLED面板放置在UVW调整平台上,UVW调整平台用于对OLED面板在XYZ轴方向进行位置调整;
封面移栽组件用于将封面放置于封面固定翻转组件上,封面固定翻转组件用于对面板进行翻转;
封面位置检测系统位于封面固定翻转组件的下方,封面位置检测系统用于检测出封面在封面固定翻转组件的位置;
封面位置检测系统包括两根间隔水平设置的直线导轨,两根直线导轨上设置有底板,底板的两端分别与两根直线导轨滑动连接,底板的下方设置有第一滚珠丝杆,第一滚珠丝杆沿两根直线导轨的长度方向设置,第一滚珠丝杆的端部设置有用于驱动其绕自身轴线旋转的第一伺服马达,第一滚珠丝杆上螺纹连接有第一丝杆螺母,丝杆螺母与底板的下端面固定连接;
底板的侧壁上设置有一个全景相机,底板的上端面对称设置有两根第二滚珠丝杆,两根第二滚珠丝杆均与第一滚珠丝杆垂直,每根第二滚珠丝杆均通过丝杆轴承支撑座与底板的上端面连接;
每根第二滚珠丝杆的端部均设置有一个用于驱动其绕自身轴线旋转的第二伺服马达;每根第二滚珠丝杆上均螺纹连接有第二丝杆螺母,每个第二丝杆螺母上均连接有一块承载板,每块承载板上均设置有一个高度可调的安装支架,每个安装支架上均设置有一个用于检测封面直角边的检测相机。
本方案中一种OLED面板贴合设备的基本原理为:首先,OLED面板移栽组件取OLED面板放在UVW调整平台上,与其同时,封面移栽组件也将封面产品放在封面固定翻转组件上。然后,封面固定翻转组件翻转向下,封面位置检测系统对封面固定翻转组件上的封面进行位置检测,最后,封面位置检测完成后,封面位置检测系统给出封面的位置信息并回到零位,在封面固定翻转组件下方腾出空间让UVW调整平台进入,UVW调整平台根据封面的位置信息调整OLED面板的位置,并带动OLED面板对齐封面固定翻转组件上的封面,控制UVW调整平台带动OLED面板沿竖直方向的移动,完成OLED面板和封面的贴合。
封面位置检测系统的检测过程为:通过第一伺服马达带动第一滚珠丝杆旋转,进而带动底板沿两根直线导轨的长度方向移动,移动的底板带动全景相机移动至封面固定翻转组件下方,并获取封面固定翻转组件上的封面的图像。全景相机将封面图像发送给后端处理器,通过后端处理器图像进行运算,并将运算结果及指令发送给两个第二伺服马达,使两个检测相机的间距符合封面的宽度和检测要求。通过第一伺服马达和第一滚珠丝杆,带动两个检测相机移动,让两个检测相机先检测封面前面两个直角边,在检测后面两个直角边,完成封面的位置检测。最后封面位置检测系统返回零位,等待下一次封面的检测,实现了封面位置检测的全自动化,提高整体设备的生产效率及降低工程师的劳动强度。
进一步地,作为OLED面板移栽组件的一种具体实施方式,OLED面板移栽组件包括沿底座长度方向设置有第一滑轨,第一滑轨设置于底座上端面长度方向的一侧,第一滑轨上滑动设置有第一移动座,第一滑轨内设置有驱动第一移动座水平位移的丝杆螺母传动副机构;
第一移动座上设置有第一竖直轨道,第一竖直轨道上滑动设置有第一滑块,第一滑块上设置有用于拿取OLED面板的真空吸头;第一竖直轨道内设置有用于驱动第一滑块竖直位移的丝杆螺母传动副机构。
进一步地,作为封面移栽组件的一种具体实施方式,封面移栽组件包括沿底座长度方向设置有第二滑轨,第二滑轨设置于底座上端面长度方向的另一侧,第二滑轨上滑动设置有第二移动座,第二滑轨内设置有用于驱动第二移动座水平位移的丝杆螺母传动副机构;
第二移动座上设置有第二竖直轨道,第二竖直轨道上滑动设置有第二滑块,第二竖直轨道内设置有用于驱动第二滑块竖直位移的丝杆螺母传动副机构;
第二滑块上设置有用于拿取封面的夹持装置,夹持装置包括与第二滑块固定连接的双向气缸,双向气缸的两个输出端上对称设置有两个用于夹持封面的夹持臂。
进一步地,作为封面固定翻转组件的一种具体实施方式,封面固定翻转组件包括呈两根对称设置的竖梁,两根竖梁的底部均与底座的上端面固定连接,两根竖梁的顶部之间设置有翻转平台,翻转平台的两侧分别设置有一根转轴,翻转平台的两侧通过两根转轴分别与两根竖梁的内侧壁转动连接;竖梁的外侧壁上设置有一个旋转电机,旋转电机的输出端与转轴固定连接;两根直线导轨均位于两根竖梁之间,两根直线导轨沿底座的宽度方向设置。
进一步地,为了实现UVW调整平台沿直线导轨移动至封面固定翻转组件下方以使UVW调整平台完成OLED面板与封面的贴合,两根直线导轨上滑动设置有安装平板,安装平板下方设置有驱动安装平板沿直线导轨长度方向位移的丝杆螺母传动副机构;UVW调整平台固定设置于安装平板上。
进一步地,底座上还设置有OLED面板上料台和封面上料台;OLED面板上料台位于真空吸头的下方;封面上料台位于夹持装置的下方。
进一步地,为了避免第二滚珠丝杆通过第二丝杆螺母驱动承载板沿第二滚珠丝杆长度方向滑动的过程中出现承载板翻转的情况,底板的上端面设置有导向滑轨,导向滑轨位于两根第二滚珠丝杆的一侧,导向滑轨的横截面呈燕尾榫头结构,两块承载板上的下端面上均设置有与导向滑轨滑动配合的燕尾槽。
进一步地,每个安装支架均包括L型连接板,L型连接板的下端面和承载板的上端面之间设置有多块垫块;L型连接板的竖直端面上竖直设置有两个长条孔,L型连接板的竖直端面上用于安装检测相机的安装块,安装块的侧壁通过螺栓连接件与两个长条孔连接。
本发明的有益效果为:通过封面位置检测系统对封面固定翻转组件上的封面进行位置检测,获取封面的位置信息,根据封面的位置信息,UVW调整平台并带动OLED面板对齐封面固定翻转组件上的封面以及控制UVW调整平台带动OLED面板沿竖直方向的移动,完成OLED面板和封面的贴合,实现了封面位置检测的全自动化,无需手动调整封面位置检测系统上2组检测相机的间距,提高整体设备的生产效率及降低工程师的劳动强度。
附图说明
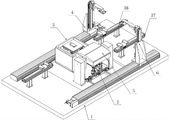
图1为一种OLED面板贴合设备的结构示意图。
图2为封面位置检测系统的结构示意图。
图3为安装支架的放大结构示意图。
图4为封面固定翻转组件的正视结构示意图。
图5为安装平板与UVW调整平台连接的结构示意图。
图6为OLED面板移栽组件的三维结构示意图。
图7为封面移栽组件的三维结构示意图。
其中,1、底座;2、封面位置检测系统;3、UVW调整平台;4、OLED面板移栽组件;5、封面固定翻转组件;6、封面移栽组件;7、直线导轨;8、底板;9、第一滚珠丝杆;10、第一伺服马达;11、第一丝杆螺母;12、全景相机;13、第二滚珠丝杆;14、丝杆轴承支撑座;15、第二伺服马达;16、第二丝杆螺母;17、承载板;18、安装支架;19、检测相机;20、第一滑轨;21、第一移动座;22、第一竖直轨道;23、第一滑块;24、真空吸头; 25、第二滑轨;26、第二移动座;27、第二竖直轨道;28、第二滑块;29、双向气缸;30、夹持臂;31、竖梁;32、翻转平台;33、转轴;34、旋转电机;35、安装平板;36、OLED面板上料台;37、封面上料台;38、导向滑轨;39、L型连接板;40、垫块;41、长条孔;42、螺栓连接件。
具体实施方式
下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
如图1~图7所示,本发明提供了一种OLED面板贴合设备,其包括底座1,底座1上设置有封面位置检测系统2、UVW调整平台3、OLED面板移栽组件4、封面固定翻转组件5、封面移栽组件6。
OLED面板移栽组件4用于将OLED面板放置在UVW调整平台3上,UVW调整平台3用于对OLED面板在XYZ轴方向进行位置调整;UVW调整平台3为现有技术,这里不过多赘述其原理和结构。
如图6所示,而作为OLED面板移栽组件4的具体实施方式,OLED面板移栽组件4包括沿底座1长度方向设置有第一滑轨20,第一滑轨20设置于底座1上端面长度方向的一侧,第一滑轨20上滑动设置有第一移动座21,第一滑轨20内设置有驱动第一移动座21水平位移的丝杆螺母传动副机构;第一移动座21上设置有第一竖直轨道22,第一竖直轨道22上滑动设置有第一滑块23,第一滑块23上设置有用于拿取OLED面板的真空吸头24;第一竖直轨道22内设置有用于驱动第一滑块23竖直位移的丝杆螺母传动副机构。
如图7所示,同理,作为封面移栽组件6的一种具体实施方式,封面移栽组件6包括沿底座1长度方向设置有第二滑轨25,第二滑轨25设置于底座1上端面长度方向的另一侧,第二滑轨25上滑动设置有第二移动座26,第二滑轨25内设置有用于驱动第二移动座26水平位移的丝杆螺母传动副机构;
第二移动座26上设置有第二竖直轨道27,第二竖直轨道27上滑动设置有第二滑块28,第二竖直轨道27内设置有用于驱动第二滑块28竖直位移的丝杆螺母传动副机构;
第二滑块28上设置有用于拿取封面的夹持装置,夹持装置包括与第二滑块28固定连接的双向气缸29,双向气缸29的两个输出端上对称设置有两个用于夹持封面的夹持臂30。
本方案中的丝杆螺母传动副机构的连接关系和选型为现有的成熟技术,故在此不赘述丝杆螺母传动副机构结构和工作原理。
封面移栽组件6用于将封面放置于封面固定翻转组件5上,封面固定翻转组件5用于对面板进行翻转;而作为封面固定翻转组件5的一种具体实施方式,封面固定翻转组件5包括呈两根对称设置的竖梁31,两根竖梁31的底部均与底座1的上端面固定连接,两根竖梁31的顶部之间设置有翻转平台32,翻转平台32的两侧分别设置有一根转轴33,翻转平台32的两侧通过两根转轴33分别与两根竖梁31的内侧壁转动连接;竖梁31的外侧壁上设置有一个旋转电机34,旋转电机34的输出端与转轴33固定连接;两根直线导轨7均位于两根竖梁31之间,两根直线导轨7沿底座1的宽度方向设置。
封面位置检测系统2位于封面固定翻转组件5的下方,封面位置检测系统2用于检测出封面在封面固定翻转组件5的位置。
如图4所示,具体地,封面位置检测系统2包括两根间隔水平设置的直线导轨7,两根直线导轨7上设置有底板8,底板8的两端分别与两根直线导轨7滑动连接,底板8的下方设置有第一滚珠丝杆9,第一滚珠丝杆9沿两根直线导轨7的长度方向设置,第一滚珠丝杆9的端部设置有用于驱动其绕自身轴线旋转的第一伺服马达10,第一滚珠丝杆9上螺纹连接有第一丝杆螺母11,丝杆螺母与底板8的下端面固定连接;
底板8的侧壁上设置有一个全景相机12,底板8的上端面对称设置有两根第二滚珠丝杆13,两根第二滚珠丝杆13均与第一滚珠丝杆9垂直,每根第二滚珠丝杆13均通过丝杆轴承支撑座14与底板8的上端面连接;
每根第二滚珠丝杆13的端部均设置有一个用于驱动其绕自身轴线旋转的第二伺服马达15;每根第二滚珠丝杆13上均螺纹连接有第二丝杆螺母16,每个第二丝杆螺母16上均连接有一块承载板17,每块承载板17上均设置有一个高度可调的安装支架18,每个安装支架18上均设置有一个用于检测封面直角边的检测相机19。
本方案中,沿直线导轨7长度方向直线移动定位为X轴向运动,沿第二滚珠丝杆13长度方向直线移动定位为Y轴向运动,竖直方向上的移动定义为Z轴向运动。
如图5所示,但是UVW调整平台3在X轴向调整位置有限,为了UVW调整平台3在X轴向实现大位移,则两根直线导轨7上滑动设置有安装平板35,安装平板35下方设置有驱动安装平板35沿直线导轨7长度方向位移的丝杆螺母传动副机构;UVW调整平台3固定设置于安装平板35上。
在对OLED面板贴合进行贴合的过程中,OLED面板移栽组件4取OLED面板放在UVW调整平台3上,具体过程为:第一滑轨20内的丝杆螺母传动副机构驱动第一移动座21沿第一滑轨20滑动,直至第一移动座21对齐OLED面板放置区,然后通过第一竖直轨道22的丝杆螺母传动副机构驱动第一滑块23竖直向下位移,使得第一滑块23上的真空吸头24与OLED面板的上端面接触,真空吸头24吸取OLED面板,第一竖直轨道22内的丝杆螺母传动副机构驱动第一滑块23竖带动真空吸头24上的OLED面板竖直向上位移至预设高度后停止,第一滑轨20内的丝杆螺母传动副机构驱动第一移动座21带动沿OLED面板第一滑轨20滑动,直至真空吸头24上的OLED面板对齐UVW调整平台3,第一竖直轨道22内的丝杆螺母传动副机构驱动第一滑块23竖带动OLED面板竖直下移至UVW调整平台3上,真空吸头24释放OLED面板,OLED面板位于UVW调整平台3的顶部。
与其同时,封面移栽组件6也将封面产品放在封面固定翻转组件5上,具体过程为:翻转平台32初始状态为放置端面朝上,第二滑轨25内的丝杆螺母传动副机构驱动第二移动座26水平位移,直至夹持装置位于封面放置区的正上方后停止,第二竖直轨道27内的丝杆螺母传动副机构通过驱动第二滑块28带动夹持装置向下竖直运动,夹持装置通过双向气缸29带动夹持臂30拿取封面;第二滑块28通过第二竖直轨道27内的丝杆螺母传动副机构上升至预设高度,第二移动座26带动夹持装置上的封面水平位移至翻转平台32的放置面上。
翻转平台32通过旋转电机34带动转轴33翻转向下,使得翻转平台32放置面上的封面朝下;封面位置检测系统2对封面固定翻转组件5上的封面进行位置检测,最后,封面位置检测完成后,封面位置检测系统2给出封面的位置信息并回到零位,在封面固定翻转组件5下方腾出空间让UVW调整平台3进入,UVW调整平台3根据封面的位置信息调整OLED面板的位置,并带动OLED面板对齐封面固定翻转组件5上的封面,控制UVW调整平台3带动OLED面板沿竖直方向的移动,完成OLED面板和封面的贴合。
UVW调整平台3进入封面固定翻转组件5下方空间的过程为:安装平板35下方的丝杆螺母传动副机构驱动安装平板35在直线导轨7上滑动,而UVW调整平台3又设置在安装平板35上,进而实现了VW调整平台在X轴向实现大位移。
封面位置检测系统2的检测过程为:通过第一伺服马达10带动第一滚珠丝杆9旋转,进而带动底板8沿两根直线导轨7的长度方向移动,移动的底板8带动全景相机12移动至封面固定翻转组件5下方,并获取封面固定翻转组件5上的封面的图像。全景相机12将封面图像发送给后端处理器,通过后端处理器图像进行运算,并将运算结果及指令发送给两个第二伺服马达15,使两个检测相机19的间距符合封面的宽度和检测要求。通过第一伺服马达10和第一滚珠丝杆9,带动两个检测相机19移动,让两个检测相机19先检测封面前面两个直角边,在检测后面两个直角边,完成封面的位置检测。最后封面位置检测系统2返回零位,等待下一次封面的检测,实现了封面位置检测的全自动化,提高整体设备的生产效率及降低工程师的劳动强度。
底座1上还设置有OLED面板上料台36和封面上料台37;OLED面板上料台36用于放置OLED面板,OLED面板上料台36位于真空吸头24的下方,便于OLED面板移栽组件4拿取面板;封面上料台37用于放置封面且位于夹持装置的下方,便于封面移栽组件6拿取封面。
为了避免第二滚珠丝杆13通过第二丝杆螺母16驱动承载板17沿第二滚珠丝杆13长度方向滑动的过程中出现承载板17翻转的情况,底板8的上端面设置有导向滑轨38,导向滑轨38位于两根第二滚珠丝杆13的一侧,导向滑轨38的横截面呈燕尾榫头结构,两块承载板17上的下端面上均设置有与导向滑轨38滑动配合的燕尾槽。
如图3所示,每个安装支架18均包括L型连接板39,L型连接板39的下端面和承载板17的上端面之间设置有多块垫块40,在实际作业中,可以根据选择垫块40的数量来控制L型连接板39的最大高程,进而实现控制L型连接板39上检测相机19的最大高程。
L型连接板39的竖直端面上竖直设置有两个长条孔41,L型连接板39的竖直端面上用于安装检测相机19的安装块,安装块的侧壁通过螺栓连接件42与两个长条孔41连接,通过松动螺栓连接件42,调整安装块在两个长条孔41上的位置,进而达到便于调控检测相机19位置的目的。
综上所述,本发明提供的OLED面板贴合设备,通过封面位置检测系统2对封面固定翻转组件5上的封面进行位置检测,获取封面的位置信息,根据封面的位置信息,UVW调整平台3并带动OLED面板对齐封面固定翻转组件5上的封面以及控制UVW调整平台3带动OLED面板沿竖直方向的移动,完成OLED面板和封面的贴合,实现了封面位置检测的全自动化,无需手动调整封面位置检测系统2上2组检测相机19的间距,提高整体设备的生产效率及降低工程师的劳动强度。
Claims (8)
1.一种OLED面板贴合设备,其特征在于,包括底座,所述底座上设置有封面位置检测系统、UVW调整平台、OLED面板移栽组件、封面固定翻转组件、封面移栽组件;
所述OLED面板移栽组件用于将OLED面板放置在所述UVW调整平台上,UVW调整平台用于对OLED面板在XYZ轴方向进行位置调整;
所述封面移栽组件用于将封面放置于所述封面固定翻转组件上,封面固定翻转组件用于对面板进行翻转;
所述封面位置检测系统位于封面固定翻转组件的下方,封面位置检测系统用于检测出封面在封面固定翻转组件的位置;
封面位置检测系统包括两根间隔水平设置的直线导轨,两根所述直线导轨设置在底座的上端面,两根直线导轨上设置有底板,所述底板的两端分别与两根直线导轨滑动连接,底板的下方设置有第一滚珠丝杆,所述第一滚珠丝杆沿两根直线导轨的长度方向设置,第一滚珠丝杆的端部设置有用于驱动其绕自身轴线旋转的第一伺服马达,第一滚珠丝杆上螺纹连接有第一丝杆螺母,所述丝杆螺母与底板的下端面固定连接;
底板的侧壁上设置有一个全景相机,底板的上端面对称设置有两根第二滚珠丝杆,两根所述第二滚珠丝杆均与第一滚珠丝杆垂直,每根第二滚珠丝杆均通过丝杆轴承支撑座与底板的上端面连接;
每根第二滚珠丝杆的端部均设置有一个用于驱动其绕自身轴线旋转的第二伺服马达;每根第二滚珠丝杆上均螺纹连接有第二丝杆螺母,每个所述第二丝杆螺母上均连接有一块承载板,每块承载板上均设置有一个高度可调的安装支架,每个安装支架上均设置有一个用于检测封面直角边的检测相机;全景相机将封面图像发送给后端处理器,通过后端处理器图像进行运算,并将运算结果及指令发送给两个第二伺服马达,使两个检测相机的间距符合封面的宽度和检测要求。
2.根据权利要求1所述的OLED面板贴合设备,其特征在于,所述OLED面板移栽组件包括沿所述底座长度方向设置有第一滑轨,所述第一滑轨设置于底座上端面长度方向的一侧,第一滑轨上滑动设置有第一移动座,第一滑轨内设置有驱动所述第一移动座水平位移的丝杆螺母传动副机构;
所述第一移动座上设置有第一竖直轨道,所述第一竖直轨道上滑动设置有第一滑块,所述第一滑块上设置有用于拿取OLED面板的真空吸头;第一竖直轨道内设置有用于驱动第一滑块竖直位移的丝杆螺母传动副机构。
3.根据权利要求2所述的OLED面板贴合设备,其特征在于,所述封面移栽组件包括沿所述底座长度方向设置有第二滑轨,所述第二滑轨设置于底座上端面长度方向的另一侧,第二滑轨上滑动设置有第二移动座,第二滑轨内设置有用于驱动所述第二移动座水平位移的丝杆螺母传动副机构;
所述第二移动座上设置有第二竖直轨道,所述第二竖直轨道上滑动设置有第二滑块,第二竖直轨道内设置有用于驱动第二滑块竖直位移的丝杆螺母传动副机构;
所述第二滑块上设置有用于拿取封面的夹持装置,夹持装置包括与所述第二滑块固定连接的双向气缸,所述双向气缸的两个输出端上对称设置有两个用于夹持封面的夹持臂。
4.根据权利要求3所述的OLED面板贴合设备,其特征在于,所述封面固定翻转组件包括呈两根对称设置的竖梁,两根所述竖梁的底部均与所述底座的上端面固定连接,两根竖梁的顶部之间设置有翻转平台,所述翻转平台的两侧分别设置有一根转轴,翻转平台的两侧通过两根所述转轴分别与两根竖梁的内侧壁转动连接;竖梁的外侧壁上设置有一个旋转电机,所述旋转电机的输出端与所述转轴固定连接;两根所述直线导轨均位于两根竖梁之间,两根直线导轨沿底座的宽度方向设置。
5.根据权利要求4所述的OLED面板贴合设备,其特征在于,两根所述直线导轨上滑动设置有安装平板,所述安装平板下方设置有驱动安装平板沿直线导轨长度方向位移的丝杆螺母传动副机构;所述UVW调整平台固定设置于安装平板上。
6.根据权利要求4所述的OLED面板贴合设备,其特征在于,所述底座上还设置有OLED面板上料台和封面上料台;
所述OLED面板上料台位于所述真空吸头的下方;所述封面上料台位于夹持装置的下方。
7.根据权利要求1所述的OLED面板贴合设备,其特征在于,所述底板的上端面设置有导向滑轨,所述导向滑轨位于两根所述第二滚珠丝杆的一侧,导向滑轨的横截面呈燕尾榫头结构,两块所述承载板上的下端面上均设置有与导向滑轨滑动配合的燕尾槽。
8.根据权利要求1所述的OLED面板贴合设备,其特征在于,每个所述安装支架均包括L型连接板,所述L型连接板的下端面和所述承载板的上端面之间设置有多块垫块;L型连接板的竖直端面上竖直设置有两个长条孔,L型连接板的竖直端面上用于安装所述检测相机的安装块,所述安装块的侧壁通过螺栓连接件与所述两个长条孔连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210958101.4A CN115036443B (zh) | 2022-08-11 | 2022-08-11 | 一种oled面板贴合设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210958101.4A CN115036443B (zh) | 2022-08-11 | 2022-08-11 | 一种oled面板贴合设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115036443A CN115036443A (zh) | 2022-09-09 |
| CN115036443B true CN115036443B (zh) | 2022-10-21 |
Family
ID=83130586
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210958101.4A Active CN115036443B (zh) | 2022-08-11 | 2022-08-11 | 一种oled面板贴合设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115036443B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117088030B (zh) * | 2023-10-17 | 2023-12-22 | 成都思越智能装备股份有限公司 | 一种用于搬运平板显示玻璃基板卡匣的自动堆垛机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108761868A (zh) * | 2018-07-11 | 2018-11-06 | 武汉精测电子集团股份有限公司 | 一种显示面板自动Gamma检测机台 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002261114A (ja) * | 2001-03-02 | 2002-09-13 | Nec Corp | ワイヤーボンディング装置、及び、ワイヤボンディング方法 |
| JP2008135660A (ja) * | 2006-11-29 | 2008-06-12 | Sharp Corp | 表示装置の製造方法及び接続装置 |
| JP6207843B2 (ja) * | 2013-02-25 | 2017-10-04 | 株式会社Screenホールディングス | アライメント装置およびアライメント方法 |
| DE102015013495B4 (de) * | 2015-10-16 | 2018-04-26 | Mühlbauer Gmbh & Co. Kg | Empfangseinrichtung für Bauteile und Verfahren zum Entnehmen fehlerhafter Bauteile aus dieser |
| CN206422044U (zh) * | 2017-02-08 | 2017-08-18 | 东莞市永盛印刷机械有限公司 | 一种全自动芯片贴合封装检测机 |
| KR101866139B1 (ko) * | 2017-08-25 | 2018-06-08 | 캐논 톡키 가부시키가이샤 | 얼라인먼트 방법, 얼라인먼트 장치, 이를 포함하는 진공증착방법 및 진공증착장치 |
| CN113421835B (zh) * | 2021-06-22 | 2022-08-19 | 广东良友科技有限公司 | 一种led贴片支架外观缺陷自动检测设备及检测方法 |
| CN114093799A (zh) * | 2021-10-28 | 2022-02-25 | 深圳市鹰眼在线电子科技有限公司 | 一种芯片贴合设备 |
-
2022
- 2022-08-11 CN CN202210958101.4A patent/CN115036443B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108761868A (zh) * | 2018-07-11 | 2018-11-06 | 武汉精测电子集团股份有限公司 | 一种显示面板自动Gamma检测机台 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115036443A (zh) | 2022-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022252422A1 (zh) | 一种板材加工用刨削装置、切割设备和板材自动切割器 | |
| CN101934447B (zh) | 一种焊接机 | |
| CN115036443B (zh) | 一种oled面板贴合设备 | |
| CN109319433B (zh) | 一种满料托盘输送定位机构 | |
| CN114192613B (zh) | 折弯机上下料装置 | |
| WO2023087596A1 (zh) | 一种连接件自动焊接码放一体化装置及其使用方法 | |
| CN109384041B (zh) | 一种两侧翻转上料机械手 | |
| CN112722840A (zh) | 一种工件翻转台 | |
| CN116872172A (zh) | 一种基于3d视觉的光伏板安装机器人 | |
| CN210048134U (zh) | 一种龙门式机械手 | |
| CN210131993U (zh) | 一种板材夹紧校平装置 | |
| CN209127530U (zh) | 一种满料托盘输送定位机构 | |
| CN216989936U (zh) | 板料加工装置 | |
| CN114236886B (zh) | 一种多工位压接设备及压接方法 | |
| CN214298023U (zh) | 一种用于净化板自动盖板的设备 | |
| CN204975080U (zh) | 一种胀管机的工件自动下料装置 | |
| CN115635214A (zh) | 箱型构件内隔板组装装置 | |
| CN212707245U (zh) | 一种木工板双面加工设备 | |
| CN108788464B (zh) | 一种防火门激光焊接工装夹具 | |
| CN219837354U (zh) | 一种面板焊接设备 | |
| CN202317427U (zh) | 一种夹卡机构及其电眼对位点焊机 | |
| CN111673719A (zh) | 一种工业流水线用机械手及其工作方法 | |
| CN215356883U (zh) | 箱型构件内隔板组装装置 | |
| CN220127948U (zh) | 一种多工位面板焊接机 | |
| CN114939752B (zh) | 一种用于腹板拼焊生产的焊接加工系统及方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: An OLED panel bonding device Effective date of registration: 20231019 Granted publication date: 20221021 Pledgee: Chengdu Branch of China CITIC Bank Co.,Ltd. Pledgor: Chengdu Siyue Intelligent Equipment Co.,Ltd. Registration number: Y2023980061723 |
|
| PE01 | Entry into force of the registration of the contract for pledge of patent right |