CN114801061A - 一种快速冷却成型的精密注塑模具 - Google Patents
一种快速冷却成型的精密注塑模具 Download PDFInfo
- Publication number
- CN114801061A CN114801061A CN202210418746.9A CN202210418746A CN114801061A CN 114801061 A CN114801061 A CN 114801061A CN 202210418746 A CN202210418746 A CN 202210418746A CN 114801061 A CN114801061 A CN 114801061A
- Authority
- CN
- China
- Prior art keywords
- mold
- water
- groove
- injection mold
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000002347 injection Methods 0.000 title claims abstract description 20
- 239000007924 injection Substances 0.000 title claims abstract description 20
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 102
- 238000001816 cooling Methods 0.000 claims abstract description 27
- 230000017525 heat dissipation Effects 0.000 claims abstract description 16
- 238000003860 storage Methods 0.000 claims abstract description 16
- 238000009434 installation Methods 0.000 claims description 18
- 238000003825 pressing Methods 0.000 claims description 16
- 238000007789 sealing Methods 0.000 claims description 16
- 239000000428 dust Substances 0.000 claims description 11
- 238000001746 injection moulding Methods 0.000 claims description 11
- 238000000465 moulding Methods 0.000 claims description 11
- 239000002994 raw material Substances 0.000 abstract description 22
- 238000007493 shaping process Methods 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000003723 Smelting Methods 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C45/7312—Construction of heating or cooling fluid flow channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C45/7337—Heating or cooling of the mould using gas or steam
Abstract
本发明提供一种快速冷却成型的精密注塑模具,涉及模具技术领域,包括工作台,所述工作台上表面固定有模具台,所述模具台上设置有散热孔,所述散热孔内壁上设置有方便安装的防尘组件,所述模具台上设置有若干模具槽,若干所述模具槽侧面设置有通水扁管,所述工作台上固定安装有储水箱,所述工作台上表面固定安装有水泵,所述水泵输入端设置在储水箱内部,所述上压板上设置有方便模具取出的推出组件,本发明通过水泵进行工作,从而能够将储水箱内部的水源抽取到通水扁管内部,且因为通水扁管贴合在散热片上,散热片设置在模具槽外壁上,能够使通水扁管内部的水源吸收大量的热量,从而能够使模具槽内部的原料进行快速冷却成型。
Description
技术领域
本发明涉及模具技术领域,具体为一种快速冷却成型的精密注塑模具。
背景技术
模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工,如专利申请号CN201921717836.8一种稳定型注塑模具,包括模具本体,模具本体包括上模具和下模具,还包括底板,下模具底面固定有安装块,底板顶面开设有安装槽,安装槽内设有两个对称分布的夹块,且在安装槽内还安装有驱动组件;在底板顶面左侧安装有左侧板,左侧板表面上方活动安装有活动顶板,在左侧板表面还安装有液压缸;本发明的注塑模具,上模具和下模具合模之后,可利用液压缸带动稳定挤压板下移,对上模具进一步稳定,保证上模具与下模具合模的稳定性,保证塑件品质;利用手动调整组件,可在合模之后对上模具位置进行微调,保证上模具和下模具合模的精确性;通过安装块和活动设置的夹块对下模具进行固定,拆装方便。
但是上述技术方案,在将原料注塑到模具腔内部后,需要等到原料冷却后才可以成型,上述方案中原料在模具腔内部是自然冷却成型,耗费的时间较长,且在模具腔内部的原料冷却成型后,需要人工将成型的模具从模具腔内部取出,不仅需要耗费大量的时间,也可能会对模具造成损坏。
发明内容
针对现有技术的不足,本发明提供了一种快速冷却成型的精密注塑模具,解决了在将原料注塑到模具腔内部后,需要等到原料冷却后才可以成型,上述方案中原料在模具腔内部是自然冷却成型,耗费的时间较长,且在模具腔内部的原料冷却成型后,需要人工将成型的模具从模具腔内部取出,不仅需要耗费大量的时间,也可能会对模具造成损坏问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种快速冷却成型的精密注塑模具,包括工作台,所述工作台上表面固定有模具台,所述模具台上设置有散热孔,所述散热孔内壁上设置有防止灰尘进入的防尘组件,所述模具台上设置有若干模具槽,若干所述模具槽侧面设置有通水扁管,所述工作台上固定安装有储水箱,所述工作台上表面固定安装有水泵,所述水泵输入端设置在储水箱内部,所述水泵输出端安装有第一通水管,所述第一通水管一端设置在通水扁管内部,所述工作台上方安装有液压缸,所述液压缸输出端固定安装有上压板,所述上压板上设置有若干注塑孔,若干所述注塑孔分别与模具槽连接,所述上压板上设置有方便模具取出的推出组件。
作为优选,若干所述模具槽侧面均设置有散热片,所述通水扁管设置在散热片外表面,所述通水扁管另一端设置有第二通水管,所述储水箱上固定安装有制冷器,所述第一通水管一端设置在制冷器上,所述工作台上表面固定安装有侧板,所述侧板顶端顶端固定安装有顶板,所述液压缸固定安装在顶板下表面。
作为优选,所述通水扁管一端设置有进水口,所述第一通水管一端与进水口连接,所述通水扁管一端设置有出水口,所述出水口与有第二通水管连接。
作为优选,所述上压板下表面设置有定位块,所述模具台上表面设置有定位槽,所述定位块设置在定位槽内部。
作为优选,所述模具台一侧安装有安装箱,所述安装箱内部安装有若干散热风扇。
作为优选,所述安装箱内壁之间固定安装有安装支架,所述散热风扇安装在安装支架上,所述安装箱远离模具台一面设置有格栅。
作为优选,所述防尘组件包括内螺纹、安装套,所述内螺纹设置在散热孔内壁上,所述安装套设置在散热孔内部。
作为优选,所述安装套内壁之间固定安装有防尘网,所述安装套外壁上设置有外螺纹,所述外螺纹与内螺纹啮合连接,所述防尘网上固定安装有转杆。
作为优选,所述推出组件包括导向柱,密封槽,所述导向柱固定安装在上压板下表面,所述密封槽设置在模具槽内部表面。
作为优选,所述导向柱下端固定安装有支撑板,所述支撑板上表面固定安装有连接杆,所述连接杆上端固定安装有推盘,所述推盘滑动安装在模具槽内部,所述推盘下表面固定安装有密封块,所述密封块设置在密封槽内部。
(一)有益效果
本发明提供了一种快速冷却成型的精密注塑模具。具备以下有益效果:
1、通过水泵进行工作,从而能够将储水箱内部的水源抽取到通水扁管内部,且因为通水扁管贴合在散热片上,散热片设置在模具槽外壁上,能够使通水扁管内部的水源吸收大量的热量,从而能够使模具槽内部的原料进行快速冷却成型,在吸收热量的水会从出水口流入到制冷器内部进行降温,再从制冷器流入到储水箱内部进行循环使用,此装置能够快速的对模具槽内部的原料冷却,提高了工作效率,且通过散热风扇进行转动,从而能够使模具台内部的空气流通速度变快,加快模具槽内部的原料进行快速冷却,且通过散热风扇进行转动,从而能够使模具台内部的空气流通速度变快,加快模具槽内部的原料进行快速冷却,提高了模具成型的效率。
2、在模具冷却成型后,通过液压缸输出端进行复位,从而能够使上压板进行复位,从而能够使支撑板向上进行移动,从而能够使连接杆向上进行移动,从而使推盘向上进行移动,从而能够将冷却成型的模具从模具槽内部顶出,提高了工作效率。
附图说明
图1为本发明的整体结构示意图;
图2为本发明中的侧视结构示意图;
图3为本发明中的模具台结构示意图;
图4为本发明中的安装箱内部结构示意图;
图5为本发明中的模具台内部结构示意图;
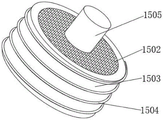
图6为本发明中的安装套结构示意图;
图7为本发明中的模具槽内部结构示意图;
图8为本发明中的支撑板结构示意图。
其中,1、工作台;2、侧板;3、定位槽;4、模具槽;5、顶板;6、注塑孔;7、推出组件;701、导向柱;702、支撑板;703、连接杆;704、推盘; 705、密封块;706、密封槽;8、液压缸;9、上压板;10、散热片;11、定位块;12、制冷器;13、储水箱;14、模具台;15、防尘组件;1501、内螺纹;1502、防尘网;1503、安装套;1504、外螺纹;1505、转杆;16、散热孔;17、第一通水管;18、水泵;19、第二通水管;20、安装箱;21、散热风扇;22、格栅;23、安装支架;24、通水扁管;25、进水口;26、出水口。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:
如图1至8所示,本发明实施例提供一种快速冷却成型的精密注塑模具,包括工作台1,所述工作台1上表面固定有模具台14,所述模具台14上设置有散热孔16,所述散热孔16内壁上设置有防止灰尘进入的防尘组件15,所述模具台14上设置有若干模具槽4,若干所述模具槽4侧面设置有通水扁管 24,所述工作台1上固定安装有储水箱13,所述工作台1上表面固定安装有水泵18,所述水泵18输入端设置在储水箱13内部,所述水泵18输出端安装有第一通水管17,所述第一通水管17一端设置在通水扁管24内部,所述工作台1上方安装有液压缸8,所述液压缸8输出端固定安装有上压板9,所述上压板9上设置有若干注塑孔6,若干所述注塑孔6分别与模具槽4连接,所述上压板9上设置有方便模具取出的推出组件7。
需要说明的是,若干所述模具槽4侧面均设置有散热片10,所述通水扁管24设置在散热片10外表面,所述通水扁管24另一端设置有第二通水管19,所述储水箱13上固定安装有制冷器12,所述第一通水管17一端设置在制冷器12上,所述工作台1上表面固定安装有侧板2,所述侧板2顶端顶端固定安装有顶板5,所述液压缸8固定安装在顶板5下表面,因为通水扁管24贴合在散热片10上,散热片10设置在模具槽4外壁上,能够使通水扁管24内部的水源吸收大量的热量,从而能够使模具槽4内部的原料进行快速冷却成型,提高工作效率。
需要说明的是,所述通水扁管24一端设置有进水口25,所述第一通水管 17一端与进水口25连接,所述通水扁管24一端设置有出水口26,所述出水口26与有第二通水管19连接,通过水泵18进行工作,从而能够将储水箱13 内部的水源抽取到通水扁管24内部,且因为通水扁管24贴合在散热片10上,散热片10设置在模具槽4外壁上,能够使通水扁管24内部的水源吸收大量的热量,从而能够使模具槽4内部的原料进行快速冷却成型,在吸收热量的水会从出水口26流入到制冷器12内部进行降温,再从制冷器12流入到储水箱13内部进行循环使用,此装置能够快速的对模具槽4内部的原料冷却,提高了工作效率,且通过散热风扇21进行转动,从而能够使模具台14内部的空气流通速度变快,加快模具槽4内部的原料进行快速冷却,提高了工作效率。
需要说明的是,所述上压板9下表面设置有定位块11,所述模具台14上表面设置有定位槽3,所述定位块11设置在定位槽3内部,通过而液压缸8 输出端进行伸缩,从而能够带动上压板9进行上下移动,在将上压板9移动到模具台14上表面的时候,从而能够将定位块11设置在定位槽3内部,使上压板9与模具台14之间的连接关系更加精密,密封性更好。
需要说明的是,所述模具台14一侧安装有安装箱20,所述安装箱20内部安装有若干散热风扇21,所述安装箱20内壁之间固定安装有安装支架23,所述散热风扇21安装在安装支架23上,所述安装箱20远离模具台14一面设置有格栅22,且通过散热风扇21进行转动,从而能够使模具台14内部的空气流通速度变快,加快模具槽4内部的原料进行快速冷却,通过设置散热孔16,从而能够对模具台14内部进行循环。
需要说明的是,所述防尘组件15包括内螺纹1501、安装套1503,所述内螺纹1501设置在散热孔16内壁上,所述安装套1503设置在散热孔16内部,所述安装套1503内壁之间固定安装有防尘网1502,所述安装套1503外壁上设置有外螺纹1504,所述外螺纹1504与内螺纹1501啮合连接,所述防尘网1502上固定安装有转杆1505,且通过散热风扇21进行转动,从而能够使模具台14内部的空气流通速度变快,加快模具槽4内部的原料进行快速冷却,通过设置散热孔16,从而能够对模具台14内部进行循环,通过转动转杆 1505,从而能够转动安装套1503,使内螺纹1501与外螺纹1504进行脱离,从而能够将安装套1503从散热孔16内部取出,从而便于工作人员对防尘网 1502进行清洗更换。
需要说明的是,所述推出组件7包括导向柱701,密封槽706,所述导向柱701固定安装在上压板9下表面,所述密封槽706设置在模具槽4内部表面,所述导向柱701下端固定安装有支撑板702,所述支撑板702上表面固定安装有连接杆703,所述连接杆703上端固定安装有推盘704,所述推盘704 滑动安装在模具槽4内部,所述推盘704下表面固定安装有密封块705,所述密封块705设置在密封槽706内部,在模具冷却成型后,通过液压缸8输出端进行复位,从而能够使上压板9进行复位,从而能够使支撑板702向上进行移动,从而能够使连接杆703向上进行移动,从而使推盘704向上进行移动,从而能够将冷却成型的模具从模具槽4内部顶出,提高了工作效率,通过将密封快705设置在密封槽706内部,能够将推盘704与模具槽4的连接关系更加紧密。
工作原理:在需要使此装进行加工模具的时候,首先通过而液压缸8输出端进行伸缩,从而能够带动上压板9进行上下移动,在将上压板9移动到模具台14上表面的时候,从而能够将定位块11设置在定位槽3内部,使上压板9与模具台14之间的连接关系更加精密,在将上压板9设置在模具台14 上表面后,此时从而能够将密封块705设置在密封槽706内部,使推盘704 设置在模具槽4最下面,此时通过注塑孔6向模具槽4内部注入原料,此时通过水泵18进行工作,从而能够将储水箱13内部的水源抽取到通水扁管24 内部,且因为通水扁管24贴合在散热片10上,散热片10设置在模具槽4外壁上,能够使通水扁管24内部的水源吸收大量的热量,从而能够使模具槽4 内部的原料进行快速冷却成型,在吸收热量的水会从出水口26流入到制冷器 12内部进行降温,再从制冷器12流入到储水箱13内部进行循环使用,此装置能够快速的对模具槽4内部的原料冷却,提高了工作效率,且通过散热风扇21进行转动,从而能够使模具台14内部的空气流通速度变快,加快模具槽4内部的原料进行快速冷却,且通过散热风扇21进行转动,从而能够使模具台14内部的空气流通速度变快,加快模具槽4内部的原料进行快速冷却,通过设置散热孔16,从而能够对模具台14内部进行循环,通过转动转杆1505,从而能够转动安装套1503,使内螺纹1501与外螺纹1504进行脱离,从而能够将安装套1503从散热孔16内部取出,从而便于工作人员对防尘网1502进行清洗更换,且在模具冷却成型后,通过液压缸8输出端进行复位,从而能够使上压板9进行复位,从而能够使支撑板702向上进行移动,从而能够使连接杆703向上进行移动,从而使推盘704向上进行移动,从而能够将冷却成型的模具从模具槽4内部顶出,提高了工作效率。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所做的举例,而并非是对本发明实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引申出的显而易见的变化或变动仍处于本发明的保护范围之列。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种快速冷却成型的精密注塑模具,包括工作台(1),其特征在于:所述工作台(1)上表面固定有模具台(14),所述模具台(14)上设置有散热孔(16),所述散热孔(16)内壁上设置有防止灰尘进入的防尘组件(15),所述模具台(14)上设置有若干模具槽(4),若干所述模具槽(4)侧面设置有通水扁管(24),所述工作台(1)上固定安装有储水箱(13),所述工作台(1)上表面固定安装有水泵(18),所述水泵(18)输入端设置在储水箱(13)内部,所述水泵(18)输出端安装有第一通水管(17),所述第一通水管(17)一端设置在通水扁管(24)内部,所述工作台(1)上方安装有液压缸(8),所述液压缸(8)输出端固定安装有上压板(9),所述上压板(9)上设置有若干注塑孔(6),若干所述注塑孔(6)分别与模具槽(4)连接,所述上压板(9)上设置有方便模具取出的推出组件(7)。
2.根据权利要求1所述的一种快速冷却成型的精密注塑模具,其特征在于:若干所述模具槽(4)侧面均设置有散热片(10),所述通水扁管(24)设置在散热片(10)外表面,所述通水扁管(24)另一端设置有第二通水管(19),所述储水箱(13)上固定安装有制冷器(12),所述第一通水管(17)一端设置在制冷器(12)上,所述工作台(1)上表面固定安装有侧板(2),所述侧板(2)顶端顶端固定安装有顶板(5),所述液压缸(8)固定安装在顶板(5)下表面。
3.根据权利要求1所述的一种快速冷却成型的精密注塑模具,其特征在于:所述通水扁管(24)一端设置有进水口(25),所述第一通水管(17)一端与进水口(25)连接,所述通水扁管(24)一端设置有出水口(26),所述出水口(26)与有第二通水管(19)连接。
4.根据权利要求1所述的一种快速冷却成型的精密注塑模具,其特征在于:所述上压板(9)下表面设置有定位块(11),所述模具台(14)上表面设置有定位槽(3),所述定位块(11)设置在定位槽(3)内部。
5.根据权利要求1所述的一种快速冷却成型的精密注塑模具,其特征在于:所述模具台(14)一侧安装有安装箱(20),所述安装箱(20)内部安装有若干散热风扇(21)。
6.根据权利要求5所述的一种快速冷却成型的精密注塑模具,其特征在于:所述安装箱(20)内壁之间固定安装有安装支架(23),所述散热风扇(21)安装在安装支架(23)上,所述安装箱(20)远离模具台(14)一面设置有格栅(22)。
7.根据权利要求1所述的一种快速冷却成型的精密注塑模具,其特征在于:所述防尘组件(15)包括内螺纹(1501)、安装套(1503),所述内螺纹(1501)设置在散热孔(16)内壁上,所述安装套(1503)设置在散热孔(16)内部。
8.根据权利要求7所述的一种快速冷却成型的精密注塑模具,其特征在于:所述安装套(1503)内壁之间固定安装有防尘网(1502),所述安装套(1503)外壁上设置有外螺纹(1504),所述外螺纹(1504)与内螺纹(1501)啮合连接,所述防尘网(1502)上固定安装有转杆(1505)。
9.根据权利要求1所述的一种快速冷却成型的精密注塑模具,其特征在于:所述推出组件(7)包括导向柱(701),密封槽(706),所述导向柱(701)固定安装在上压板(9)下表面,所述密封槽(706)设置在模具槽(4)内部表面。
10.根据权利要求9所述的一种快速冷却成型的精密注塑模具,其特征在于:所述导向柱(701)下端固定安装有支撑板(702),所述支撑板(702)上表面固定安装有连接杆(703),所述连接杆(703)上端固定安装有推盘(704),所述推盘(704)滑动安装在模具槽(4)内部,所述推盘(704)下表面固定安装有密封块(705),所述密封块(705)设置在密封槽(706)内部。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210418746.9A CN114801061A (zh) | 2022-04-20 | 2022-04-20 | 一种快速冷却成型的精密注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210418746.9A CN114801061A (zh) | 2022-04-20 | 2022-04-20 | 一种快速冷却成型的精密注塑模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114801061A true CN114801061A (zh) | 2022-07-29 |
Family
ID=82504903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210418746.9A Pending CN114801061A (zh) | 2022-04-20 | 2022-04-20 | 一种快速冷却成型的精密注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114801061A (zh) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110303642A (zh) * | 2019-07-08 | 2019-10-08 | 范国江 | 一种塑胶注塑模具 |
| CN211307207U (zh) * | 2019-10-30 | 2020-08-21 | 广西贵港雅达科技有限公司 | 一种具有多通道结构的注塑模具 |
| CN211763217U (zh) * | 2019-11-19 | 2020-10-27 | 深圳市富亿德塑胶有限公司 | 一种网关设备灯隔板模具顶出机构 |
| CN212422031U (zh) * | 2020-05-18 | 2021-01-29 | 北京顺辉佳塑料包装制品有限公司 | 一种注塑成型机上注塑模具的快速冷却装置 |
| CN212978944U (zh) * | 2020-09-03 | 2021-04-16 | 深圳市松岗琥珀交易市场有限公司 | 一种琥珀加工成型用模具 |
| CN213107912U (zh) * | 2020-07-03 | 2021-05-04 | 芜湖友成塑料模具有限公司 | 注塑模具用高效模温均衡结构 |
| CN213533580U (zh) * | 2020-10-14 | 2021-06-25 | 东莞市仲盛光电实业有限公司 | 一种快速冷却的注塑模具 |
| CN214491444U (zh) * | 2020-11-04 | 2021-10-26 | 贝恩医疗设备(广州)有限公司 | 一种六十四腔穿刺针护套模具 |
-
2022
- 2022-04-20 CN CN202210418746.9A patent/CN114801061A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110303642A (zh) * | 2019-07-08 | 2019-10-08 | 范国江 | 一种塑胶注塑模具 |
| CN211307207U (zh) * | 2019-10-30 | 2020-08-21 | 广西贵港雅达科技有限公司 | 一种具有多通道结构的注塑模具 |
| CN211763217U (zh) * | 2019-11-19 | 2020-10-27 | 深圳市富亿德塑胶有限公司 | 一种网关设备灯隔板模具顶出机构 |
| CN212422031U (zh) * | 2020-05-18 | 2021-01-29 | 北京顺辉佳塑料包装制品有限公司 | 一种注塑成型机上注塑模具的快速冷却装置 |
| CN213107912U (zh) * | 2020-07-03 | 2021-05-04 | 芜湖友成塑料模具有限公司 | 注塑模具用高效模温均衡结构 |
| CN212978944U (zh) * | 2020-09-03 | 2021-04-16 | 深圳市松岗琥珀交易市场有限公司 | 一种琥珀加工成型用模具 |
| CN213533580U (zh) * | 2020-10-14 | 2021-06-25 | 东莞市仲盛光电实业有限公司 | 一种快速冷却的注塑模具 |
| CN214491444U (zh) * | 2020-11-04 | 2021-10-26 | 贝恩医疗设备(广州)有限公司 | 一种六十四腔穿刺针护套模具 |
Non-Patent Citations (1)
| Title |
|---|
| 丁浩: "《塑料工业实用手册》", 化学工业出版社, pages: 1254 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022000907A1 (zh) | 一种可快速冷却的注塑模具 | |
| CN216032036U (zh) | 一种用于塑料餐具生产的热压机 | |
| CN210617140U (zh) | 一种可快速成型的注塑模具 | |
| CN114801061A (zh) | 一种快速冷却成型的精密注塑模具 | |
| CN111016063A (zh) | 一种盒类生产用注塑模具 | |
| CN214082589U (zh) | 一种易于散热的注塑模具 | |
| CN214163843U (zh) | 一种方便快速冷却模型的精密模具 | |
| CN213733250U (zh) | 一种橡胶制品成型工艺用模具快速脱模顶出机构 | |
| CN215882480U (zh) | 一种快速成型模具 | |
| CN210047021U (zh) | 一种可快速散热的模具 | |
| CN209888083U (zh) | 一种轴承套筒的注塑模具 | |
| CN219543950U (zh) | 一种便于散热的注塑模具 | |
| CN219153570U (zh) | 一种成型速度快的注塑模具 | |
| CN220517332U (zh) | 一种带有冷却结构的塑料模具 | |
| CN210525767U (zh) | 一种用于塑料制品成型用的冷却装置 | |
| CN220943152U (zh) | 一种可调节型铝合金成型模具 | |
| CN220784781U (zh) | 一种汽车内饰盖板注塑模具 | |
| CN219838131U (zh) | 一种快速冷却的塑料加工模具 | |
| CN210791874U (zh) | 一种改良的三板式注塑模具 | |
| CN215619809U (zh) | 一种用于注塑机的成型模具 | |
| CN220973218U (zh) | 一种注塑模具可快速脱模结构 | |
| CN219724547U (zh) | 一种用于铝压铸模具的定模装置 | |
| CN219946929U (zh) | 一种塑料加工用模具 | |
| CN218256492U (zh) | 一种便于脱模取料的冰箱抽屉生产用注塑模具 | |
| CN217622030U (zh) | 注塑模具冷却系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20220729 |