CN114633813A - 框架接合结构、框架接合的方法和车辆 - Google Patents
框架接合结构、框架接合的方法和车辆 Download PDFInfo
- Publication number
- CN114633813A CN114633813A CN202111121730.3A CN202111121730A CN114633813A CN 114633813 A CN114633813 A CN 114633813A CN 202111121730 A CN202111121730 A CN 202111121730A CN 114633813 A CN114633813 A CN 114633813A
- Authority
- CN
- China
- Prior art keywords
- joint
- frame
- flange portion
- panel
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 29
- 238000003466 welding Methods 0.000 claims description 31
- 238000005096 rolling process Methods 0.000 claims description 3
- 238000010168 coupling process Methods 0.000 description 17
- 230000008878 coupling Effects 0.000 description 14
- 238000005859 coupling reaction Methods 0.000 description 14
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000275 quality assurance Methods 0.000 description 1
- 238000013000 roll bending Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
- B62D27/023—Assembly of structural joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D21/00—Understructures, i.e. chassis frame on which a vehicle body may be mounted
- B62D21/02—Understructures, i.e. chassis frame on which a vehicle body may be mounted comprising longitudinally or transversely arranged frame members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D23/00—Combined superstructure and frame, i.e. monocoque constructions
- B62D23/005—Combined superstructure and frame, i.e. monocoque constructions with integrated chassis in the whole shell, e.g. meshwork, tubes, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/02—Side panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/06—Fixed roofs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/20—Floors or bottom sub-units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/20—Floors or bottom sub-units
- B62D25/2009—Floors or bottom sub-units in connection with other superstructure subunits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Y—INDEXING SCHEME RELATING TO ASPECTS CROSS-CUTTING VEHICLE TECHNOLOGY
- B60Y2304/00—Optimising design; Manufacturing; Testing
- B60Y2304/05—Reducing production costs, e.g. by redesign
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Y—INDEXING SCHEME RELATING TO ASPECTS CROSS-CUTTING VEHICLE TECHNOLOGY
- B60Y2304/00—Optimising design; Manufacturing; Testing
- B60Y2304/07—Facilitating assembling or mounting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Y—INDEXING SCHEME RELATING TO ASPECTS CROSS-CUTTING VEHICLE TECHNOLOGY
- B60Y2306/00—Other features of vehicle sub-units
- B60Y2306/01—Reducing damages in case of crash, e.g. by improving battery protection
Abstract
本申请的实施例涉及框架接合结构、框架接合的方法以及车辆。框架接合结构包括:多个主体构件,每个主体构件包括具有设定形状的封闭区段的封闭区段部分,以及从该封闭区段部分一体地延伸的凸缘部分;以及多个接合件,每个接合件具有耦接到相应的一个主体构件的连接点的第一端以及耦接到相邻接合件的第二端。通过本发明的示例性实施例,在确保车身的组装生产率、组装成本和组装质量方面表现出有利效果。
Description
相关申请的交叉引证
本申请要求于2020年12月16日在韩国知识产权局提交的第10-2020-0176381号韩国专利申请的优先权和权益,其全部内容通过引证结合于此。
技术领域
本发明的示例性实施例涉及框架接合结构、框架接合的方法和车辆。
背景技术
通常,框架是安装各种装置或主体的组成结构的部件,并且该框架是对应于支撑从车身传递的载荷以及前轴和后轴的反作用力的车辆骨架的结构。
空间框架是通过连接钢板或管道构成骨架的一种框架,并且具有轻且高刚性的优点。
在该空间框架中,构件负责施加至车身的所有载荷,并且因为此原因,确保构件的连接比任何其他事情更重要。
通常,空间框架的构件通过CO2焊接或螺栓连接而连接,但是这些方法在生产率、成本和质量保证方面多多少少都有些缺点。
在该背景技术部分中公开的以上信息仅用于增强对本发明的背景的理解,并且因此其可能包含不形成本领域普通技术人员已知的现有技术的信息。
发明内容
本发明的示例性实施例涉及一种框架接合结构和框架接合的方法。特定的实施例涉及车辆的框架接合结构和框架接合的方法。
本发明的实施例提供框架接合结构和方法,使得构件具有可以通过点焊接合的封闭截面。
根据本发明的示例性实施例的框架接合结构可以包括:i)主体构件,包括具有设定形状的封闭区段的封闭区段部分以及从封闭区段部分一体地延伸的凸缘部分,以及ii)接合件,与彼此相邻的主体构件耦接到连接点,并且在连接点之间与接合件接合至彼此。
进一步地,在根据本发明的示例性实施例的框架接合结构中,封闭区段部分可以形成圆形封闭截面。
进一步地,在根据本发明的示例性实施例的框架接合结构中,封闭区段的边缘和凸缘部分可以通过焊接线连接。
进一步地,在根据本发明的示例性实施例的框架接合结构中,接合件可以包括:第一部分,焊接到相应的主体构件的连接点;以及第二部分,与第一部分一体地延伸并且该第二部分从相邻主体构件的连接点突出。
进一步地,在根据本发明的示例性实施例的框架接合结构中,对应于第一部分的厚度的接合件安装槽可以形成在主体构件的连接点处。
进一步地,在根据本发明的示例性实施例的框架接合结构中,第二部分的厚度可以小于第一部分的厚度,并且阶梯式地连接到第一部分。
进一步地,在根据本发明的示例性实施例的框架接合结构中,彼此相邻的接合件的第二部分可以彼此重叠并且这些第二部分可以被点焊。
进一步地,在根据本发明的示例性实施例的框架接合结构中,主体构件可以包括从顶侧框架和底侧框架选择的任何一个框架。
进一步地,在根据本发明的示例性实施例的框架接合结构中,从顶面板和底面板选择的任何一个面板部件可以点焊到凸缘部分。
进一步地,在根据本发明的示例性实施例的框架接合结构中,面板部件可以点焊在凸缘部分和接合件的相同的平面上。
进一步地,根据本发明的示例性实施例的框架接合方法包括:步骤(a)将坯件片块焊接到主面板并且提供片块面板组件;步骤(b)将片块面板组件的一部分形成为管道,并且形成具有凸缘部分的主体构件,该凸缘部分一体地延伸至封闭区段中,并且形成耦接至主体构件的连接点的接合件;步骤(c)焊接彼此对接的封闭区段的边缘以及凸缘部分;以及步骤(d)在主体构件的相邻连接点之间将接合件彼此点焊。
进一步地,根据本发明的示例性实施例的框架接合方法可以还包括:步骤(e)点焊面板部件到凸缘部分。
进一步地,在根据本发明的示例性实施例的框架接合方法中,在步骤(a)中,主面板和坯件片块可以重叠并且点焊。
进一步地,在根据本发明的示例性实施例的框架接合方法中,在步骤(c)中,封闭区段的边缘和凸缘部分可以通过激光焊接彼此焊接。
进一步地,在根据本发明的示例性实施例的框架接合方法中,在步骤(d)中,从主体构件的连接点突出的部分可以重叠和点焊。
进一步地,在根据本发明的示例性实施例的框架接合方法中,在步骤(e)中,面板部件可以点焊在凸缘部分和接合件的相同的平面上。
在本发明的示例性实施例中,具有封闭横截面的主体构件通过点焊与主体构件一体地设置的接合件而连接,在车身的组装生产率、组装成本和组装质量方面是有利的。
进一步地,可以从本发明的示例性实施例获得或预期的效果直接或暗示性地描述于以下详细描述中。即,将在下面的详细描述中描述从本发明的示例性实施例预期的duo种效果。
附图说明
在以下详细描述中,仅以说明的方式示出并描述了本发明的一些示例性实施例。
图1是示出根据本发明的示例性实施例可应用框架接合结构的车辆的实例的视图。
图2是示出根据本发明的示例性实施例的框架接合结构的组合立体图。
图3是示出根据本发明的示例性实施例的框架接合结构的分解立体图。
图4是示出根据本发明的示例性实施例的框架接合结构的截面图。
图5是应用于根据本发明的示例性实施例的框架接合结构的主体构件和接合件的分解立体图。
图6至图9是用于解释根据本发明的示例性实施例的框架接合方法的视图。
以下元件可结合附图使用以描述本发明的实施例。
1:PBV
2:顶侧框架
3:下主体
4:底侧框架
5:上主体
6:面板部件
7:底盘框架
8:顶面板
9:底面板
10:主体构件
11:接合点
13:接合件安装槽
21:封闭区段
23:封闭截面
31:凸缘部分
33:焊接线
50:接合件
51:第一部分
52:第二部分
71:主面板
73:坯件片块
75:片块面板组件
100:框架接合结构
具体实施方式
在下文中将参考附图更全面地描述本发明,在附图中示出了本发明的示例性实施例。如本领域技术人员将认识到的,描述的实施例可在不背离本发明的精神或范围的情况下以多种不同的方式进行修改。
与描述无关的部分被省略以清楚地示出本发明的实施例,并且说明书中相同的参考标号表示相同的组成元件。
此外,为了更好地理解和便于描述,选择地图示了附图中示出的每个构造的尺寸和厚度,本发明不限于示出的附图,并且为了使多个部件和区域清楚而夸张了厚度。
在以下详细描述中,术语“第一”和“第二”将用于区分一个部件与另一个部件,但这些部件并不限于以上术语。
此外,在以下说明书中,除非明确相反地描述,否则词语“包括(comprise)”和变形诸如“包含(comprises)”或“具有(comprising)”将理解为表达包括所述元件,但不排除任何其他元件。
在以下描述中,后缀“~部件”和“~器件”意指执行至少一个功能或操作的一般构造的单元。
图1是示出根据本发明的示例性实施例可应用框架接合结构的车辆的实例的视图。
参考图1,根据本发明的示例性实施例的框架接合结构,例如,可以应用于基于电动车辆的个性化定制车辆(PBV)1。
在此,PBV1是一种环保型移动车辆,该车辆在从起点移动到目的地的时间的期间提供乘客所需的定制服务。PBV1可以针对每个情况和集群驾驶设置最佳路线,并且进一步地,可以是具有大室内空间的箱式设计车辆。
这种PBV1包括滑板式的下主体3和上主体5,该上主体作为安装在下主体3上的整体式车身。
下主体3也旨在作为本领域中的滚动底盘(rolling chassis),并且包括底盘框架7,电池组件(未在图中示出)可以安装在该底盘框架上。
另外,上主体5是耦接到下主体3的主体,并且该上主体可以构成舱室。上主体5可以是,例如,空间框架,其中诸如钢板或管道的多个构件连接以形成骨架。
在该产业中,车辆宽度方向称为L方向,车身的长度方向(前方和后方)是T方向,以及车身的高度方向称为H方向。然而,在本发明的实施例中,除了上述的参考方向L、T和H方向之外,下面将通过设定车辆宽度方向、车身前后方向以及竖直方向描述部件。
此外,下文中的端部(一个/一端部或另一个/另一端部)可以限定为任一端部。端部可以限定为包括该端部的某个部分(一个/一端部或另一个/另一端部)。
同时,根据本发明的示例性实施例的框架接合结构100是上述的上主体5的构件连接结构,并且该框架接合结构可以包括有在前后方向、车辆宽度方向和上下方向上连接的直线或曲线构件的结构。
然而,在本发明的示例性实施例中,在下主体5的构件中有将作为实例描述的结构,在该结构中在前侧和后侧的顶侧框架2和在前侧和后侧的底侧框架4沿横向方向彼此连接。
另外,在本发明的示例性实施例中,还包括面板部件6,该该面板部件的结构中顶面板8和底面板9分别接合到顶侧框架2和底侧框架4。
根据本发明的示例性实施例的框架接合结构100提供有通过点焊接合的封闭截面的构件的结构,并且面板部件6接合到该构件。
图2是示出根据本发明的示例性实施例的框架接合结构的组合立体图,图3是示出根据本发明的示例性实施例的框架接合结构的分解立体图,以及图4是示出根据本发明的示例性实施例的框架接合结构的截面图。
参考图2至图4,根据本发明的示例性实施例的框架接合结构100包括主体构件10和接合件50。
本发明的示例性实施例中,主体构件10包括横向框架,诸如图1中示出的在上主体5中的顶侧框架2和底侧框架4。
如图5所示,主体构件10是切割为设定尺寸的面板的一部分,并且是管道模制的,并且包括一体地连接的封闭区段部分21和凸缘部分31。
封闭区段部分21是面板的管道形成部,并且形成沿横向的圆形封闭区段23。
凸缘部分31是面板的其余部分并且从封闭区段21的圆形封闭区段23的端面一体地延伸,并且该凸缘部分沿封闭区段21的纵向方向布置。在此,圆形封闭区段23和凸缘部分31通过焊缝33连接。
在本发明的示例性实施例中,接合件50用于沿横向方向连接主体构件10,并且该接合件一体地耦接到相邻的主体构件10的连接点11以彼此连接。此外,接合件50可以在彼此相邻的主体构件10的连接点11之间彼此结合。
接合件50包括一体地连接第一部分51和第二部分52。第一部分51通过点焊结合到主体构件10的连接点11。
在这种方式中,为了将第一部分51耦接到主体构件10的连接点11,连接点11具有对应于第一部分51的厚度的接合件安装槽13。即,第一部分51在主体构件10的连接点11处耦接到接合件安装槽13。
第二部分52一体地连接(延伸)到第一部分51并且突出到相邻的主体构件10的连接点11。在此,第二部分52的厚度小于第一部分51的厚度,并且阶梯地连接到第一部分51。
上述的第二部分52在彼此相邻的主体构件10的连接点11之间在竖直方向上的上方重叠,并且第二部分通过点焊接合。
另一方面,在本发明的示例性实施例中,面板部件6结合到主体构件10的凸缘部分31,并且面板部件6通过点焊结合在凸缘部分31和接合件50的相同平面上。
下文中,将参照之前公开的附图详细地描述如上所述构造的根据本发明的示例性实施例的框架接合结构100的框架接合方法(组装方法)。
图6至图9是用于解释根据本发明的示例性实施例的框架接合方法的视图。
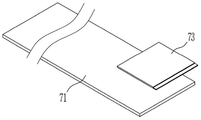
参考图6,首先,在本发明的示例性实施例中,设置有切割为设定尺寸的主面板71,并且设置有切割为比主面板71小的设定尺寸的坯件片块73。
然后,在本发明的示例性实施例中,如图7所示,坯件片块73覆盖在主面板71的一端上。通过焊接接合的点,坯件片块73放置在主面板71上。因此,本发明的示例性实施例提供了片块面板组件75,其中主面板71和坯件片块73彼此结合。
然后,在本发明的示例性实施例中,如图8所示,片块面板组件75的一部分形成为管道。在这过程中,片块面板组件75的一部分可以是通过本领域已知的技术的U-O成形方法、多级辊成形方法和辊弯曲方法来管道状成形。
因此,在本发明的示例性实施例中,形成了具有封闭区段21的主体构件10,该封闭区段具有圆形封闭区段23(参照图5),一体地延伸至封闭区段21的凸缘部分31,以及一体地耦接至主体构件10的连接点11(参照图4)的接合件50。
然后,在本发明的示例性实施例中,如图9所示,边缘和封闭区段21的凸缘部分31通过上述的由激光焊接的管道成型彼此对接,并且形成焊接线33。
在此,接合件50的第一部分51耦接到主体构件10的连接点11,并且第二部分52从第一部分51一体地连接并且从连接点11突出至设定宽度。此外,凸缘部分31和接合件50处于被连接在相同高度平面的状态。
然后,在本发明的示例性实施例中,如上所述结合了接合件50的两个主体构件10沿横向方向布置,并且相邻接合件50通过点焊接合(参考图4)。
在这个过程中,在接合件50的第二部分52在彼此相邻的主体构件10连接点11之间在竖直方向上重叠的状态下,第二部分52通过点焊接合,并且接合件50互相连接。
然后,在本发明的示例性实施例中,诸如顶面板8和底面板9的面板部件6点焊到主体构件10的凸缘部分31。在以上过程中,面板部件6点焊在凸缘部分31和接合件50的相同的平面上(参考图4)。
根据到目前为止所描述的根据本发明的实施例的框架接合结构100和框架接合方法,具有封闭截面的主体构件10通过一体地设置的接合件50而连接至另一主体构件10。可以通过点焊来执行该连接。
因此,在本发明的示例性实施例中,与框架的构件通过CO2焊接或螺栓连接等连接的现有技术不同,在确保车身的组装生产率、组装成本和组装质量方面表现出有利效果。
虽然已经结合目前认为是实用的示例性实施例描述了本发明,但是应理解,本发明不限于本公开的实施例。相反,旨在覆盖包括在所附权利要求的精神和范围内的各种修改和等同布置。
Claims (20)
1.一种框架接合结构,包括:
多个主体构件,每个主体构件包括具有设定形状的封闭区段的封闭区段部分、和从所述封闭区段部分一体地延伸的凸缘部分;以及
多个接合件,每个接合件具有耦接到该多个主体构件中相应的一个的连接点的第一端、以及耦接到相邻接合件的第二端。
2.根据权利要求1所述的框架接合结构,其中:
所述封闭区段部分形成圆形封闭截面;并且
所述封闭区段的边缘和所述凸缘部分通过焊接线连接。
3.根据权利要求1所述的框架接合结构,其中,所述每个接合件包括:
第一部分,焊接到相应的所述主体构件的所述连接点;以及
第二部分,与所述第一部分一体地延伸并且朝向相邻的接合件的第二端突出。
4.根据权利要求3所述的框架接合结构,其中,每个主体构件包括接合件安装槽,该接合件安装槽对应于所述第一部分形成在所述连接点处的厚度。
5.根据权利要求4所述的框架接合结构,其中,所述第二部分的厚度小于所述第一部分的厚度,并且阶梯式地连接到所述第一部分。
6.根据权利要求3所述的框架接合结构,其中,彼此相邻的所述接合件的所述第二部分彼此重叠并且被点焊。
7.根据权利要求1所述的框架接合结构,其中,所述主体构件每个都包括顶侧框架或底侧框架。
8.根据权利要求1所述的框架接合结构,其中,顶面板或底面板被点焊到所述凸缘部分。
9.根据权利要求8所述的框架接合结构,其中,所述顶面板或所述底面板点焊在所述凸缘部分和所述接合件的相同平面上。
10.一种框架接合的方法,包括:
将坯件片块焊接到主面板,以提供片块面板组件;
将所述片块面板组件的一部分卷为管道,由此形成具有凸缘部分的主体构件,该凸缘部分一体地延伸至封闭区段中,并且接合件形成为所述主体构件的连接点;以及
将所述主体构件的所述封闭区段的边缘焊接到所述凸缘部分。
11.根据权利要求10所述的方法,还包括:将所述接合件点焊到用作相邻的主体构件的连接点的另一接合件。
12.根据权利要求11所述的方法,其中,将所述片块面板组件的部分卷为所述管道并点焊接合件的步骤包括:将从所述主体构件的连接点突出的部分重叠,并且点焊该重叠的部分。
13.根据权利要求10所述的方法,还包括:将面板部件点焊到所述凸缘部分。
14.根据权利要求13所述的方法,其中,将面板部件点焊到所述凸缘部分的步骤包括:将所述面板部件点焊到所述凸缘部分和所述接合件的相同平面上。
15.根据权利要求10所述的方法,其中:
焊接所述坯件片块的步骤包括:将所述主面板和所述坯件片块重叠,以及将所述坯件片块点焊到所述主面板;以及
焊接所述边缘的步骤包括:将所述封闭区段的边缘和所述凸缘部分通过激光焊接彼此焊接。
16.一种车辆,包括:
上主体,包括底盘框架;以及
下主体,安装在所述下主体上,所述上主体包括框架接合结构,该框架接合结构包括:
第一主体构件,包括具有设定形状的第一封闭区段的第一封闭区段部分、以及从所述第一封闭区段部分一体地延伸的第一凸缘部分;
第一接合件,耦接到所述第一主体构件的第一连接点;
第二主体构件,与所述第一主体构件相邻,并且包括具有设定形状的第二封闭区段的第二封闭区段部分、以及从所述第二封闭区段部分一体地延伸的第二凸缘部分;以及
第二接合件,耦接到所述第二主体构件的第二连接点,其中,所述第一接合件和所述第二接合件在所述第一连接点和所述第二连接点之间彼此接合。
17.根据权利要求16所述的车辆,其中:
所述第一封闭区段部分形成圆形封闭截面区段;并且
所述第一封闭区段的边缘和所述第一凸缘部分通过焊接线连接。
18.根据权利要求16所述的车辆,其中,所述第一主体构件和所述第二主体构件包括顶侧框架或底侧框架。
19.根据权利要求16所述的车辆,其中,顶面板或底面板点焊到所述第一凸缘部分。
20.根据权利要求19所述的车辆,其中,所述顶面板或所述底面板点焊在所述第一凸缘部分以及所述第一接合件和所述第二接合件的相同平面上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200176381A KR20220086175A (ko) | 2020-12-16 | 2020-12-16 | 프레임 연결 구조 및 방법 |
| KR10-2020-0176381 | 2020-12-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114633813A true CN114633813A (zh) | 2022-06-17 |
Family
ID=81847558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111121730.3A Pending CN114633813A (zh) | 2020-12-16 | 2021-09-24 | 框架接合结构、框架接合的方法和车辆 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US11673613B2 (zh) |
| KR (1) | KR20220086175A (zh) |
| CN (1) | CN114633813A (zh) |
| DE (1) | DE102021210413A1 (zh) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1165208B (it) * | 1979-05-25 | 1987-04-22 | Fiat Auto Spa | Ossatura portante per autoveicoli |
| IT1229663B (it) * | 1989-04-21 | 1991-09-06 | Luigi Fini | Raccordo di tubazione, particolarmente per linee di impianti alimentari. |
| JP3183422B2 (ja) * | 1992-07-15 | 2001-07-09 | 日本軽金属株式会社 | 継手及びその製造方法 |
| US6389697B1 (en) * | 2000-07-17 | 2002-05-21 | Fuel Cell Components And Integrators, Inc. | Fabricating automotive spaceframes using electromagnetic forming or magnetic pulse welding |
| DE102005051621B4 (de) * | 2005-10-27 | 2014-08-14 | Siemens Aktiengesellschaft | Crashelement, insbesondere für Schienenfahrzeuge |
-
2020
- 2020-12-16 KR KR1020200176381A patent/KR20220086175A/ko active Search and Examination
-
2021
- 2021-09-03 US US17/466,692 patent/US11673613B2/en active Active
- 2021-09-20 DE DE102021210413.4A patent/DE102021210413A1/de active Pending
- 2021-09-24 CN CN202111121730.3A patent/CN114633813A/zh active Pending
-
2023
- 2023-04-25 US US18/306,788 patent/US20230264759A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20230264759A1 (en) | 2023-08-24 |
| DE102021210413A1 (de) | 2022-06-23 |
| US11673613B2 (en) | 2023-06-13 |
| KR20220086175A (ko) | 2022-06-23 |
| US20220185391A1 (en) | 2022-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2236395B1 (en) | Connection structure of tube-shaped frames, corresponding method and vehicle body | |
| US7857349B2 (en) | Suspension member | |
| US9126632B2 (en) | Vehicle body top structure | |
| JP2009040100A (ja) | 車両上部構造 | |
| WO2010100805A1 (ja) | 車体骨格構造 | |
| JP2010228542A (ja) | 車体上部構造 | |
| JP4980308B2 (ja) | 自動車のフロントピラー | |
| EP3470305A1 (en) | Side rail and manufacturing method of side rail | |
| WO2013150628A1 (ja) | 鉄道車両 | |
| JP2006341763A (ja) | 鉄道車両用台車枠 | |
| CN106573653B (zh) | 接合构造 | |
| JP2006347358A (ja) | 鉄道車両の構体骨構造 | |
| JP6788403B2 (ja) | 側構体と台枠との結合構造及び結合方法 | |
| CN114633813A (zh) | 框架接合结构、框架接合的方法和车辆 | |
| EP1911663B1 (en) | Box-type structure for the cab of a truck and method of production | |
| JPH11192977A (ja) | 自動車の車体フレーム補強構造 | |
| JP4227939B2 (ja) | 鉄道車両構体及びその製造方法 | |
| JP5098218B2 (ja) | 車体結合構造 | |
| JP4227919B2 (ja) | 鉄道車両構体 | |
| CN114633054A (zh) | 框架连接结构及框架连接方法 | |
| KR100471995B1 (ko) | 차량의 플로어패널과 사이드프레임의 접합구조 | |
| JP2734328B2 (ja) | 鉄道車両の車体 | |
| JPH0350063A (ja) | 鉄道車両の車体および車体製作方法 | |
| KR20220053285A (ko) | 스페이스 프레임의 센터 필러 연결 구조 | |
| CN116890924A (zh) | 车身上部构造及汽车车身的组装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |