CN113910552B - 一种上模滑块联动的注塑模具 - Google Patents
一种上模滑块联动的注塑模具 Download PDFInfo
- Publication number
- CN113910552B CN113910552B CN202111016457.8A CN202111016457A CN113910552B CN 113910552 B CN113910552 B CN 113910552B CN 202111016457 A CN202111016457 A CN 202111016457A CN 113910552 B CN113910552 B CN 113910552B
- Authority
- CN
- China
- Prior art keywords
- upper die
- upper mold
- mold
- core
- synchronous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/33—Moulds having transversely, e.g. radially, movable mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/33—Moulds having transversely, e.g. radially, movable mould parts
- B29C45/332—Mountings or guides therefor; Drives therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本发明的一种上模滑块联动的注塑模具,包括上模组件和下模组件,上模组件包括A板、上模仁和同步抽芯机构,A板上开设有四个滑块安装槽,分别对称地设置在内嵌于A板上的上模仁四周,同步抽芯机构包括四个可分别滑动地挂设在四个滑块安装槽上的上模滑块、四个同步连接块和两个对称地设置在上模仁两侧的油缸,每个油缸和滑块安装槽各自与上模仁中心线呈第一角度倾斜设置,每两个相邻上模滑块分别通过对应同步连接块相互连接,每个油缸的活塞杆分别连接在相应侧的上模滑块,四个上模滑块在同步抽芯时,与下模组件沿第一方向离开上模组件的运动保持同步。本发明稳定地实现了多个上模滑块较长距离的同步抽芯,提高了生产效率,降低了生产成本。
Description
技术领域
本发明属于注塑模具技术领域,特别是涉及一种上模滑块联动的注塑模具。
背景技术
模具是注塑成型中不可缺少的重要工具,注塑成型是将热熔态的塑胶材料高速注入模具内具有所需形状的密闭型腔中,待塑胶材料冷却固化,打开模具将固化的塑胶产品顶出,以获得成型产品的加工方法。由于注塑成型加工方法具有成型费用低、成型周期短、成型过程简单和易于成型形状复杂的塑胶产品等特点,因此在塑胶产品领域应用极为广泛。
目前模具行业中,常常会通过斜导柱带动实现多个滑块同步抽芯,但是采用斜导柱方式抽芯,滑块的活动行程较小,同时为了减少模具的厚度,需要采用推板顶出脱模,而为了推板顶出的稳定性,需将滑块设计在上模,此时要稳定实现多个上模滑块长距离同步抽芯将比较困难。
发明内容
针对上述技术问题,本发明提供一种上模滑块联动的注塑模具,用以解决多个上模滑块抽芯距离较大时难以稳定实现同步抽芯的问题。
一种上模滑块联动的注塑模具,包括上模组件和下模组件,下模组件在注塑模具开模时沿第一方向离开上模组件,上模组件包括A板、上模仁和同步抽芯机构,上模仁内嵌在A板内,A板上开设有四个滑块安装槽,四个滑块安装槽分别对称地设置在上模仁的四周,同步抽芯机构包括四个上模滑块、两个油缸和四个同步连接块,两个油缸对称地设置在上模仁的两侧,且分别位于注塑模具相对的第一侧和第二侧,每个油缸和每个滑块安装槽各自与上模仁的中心线呈第一角度倾斜设置,四个上模滑块分别一一对应可滑动地挂设在四个滑块安装槽上,四个上模滑块在注塑时配合上模仁和下模仁形成注塑型腔,每两个相邻的上模滑块分别通过各自对应的一个同步连接块实现相互连接,每个油缸的活塞杆分别一一对应地连接在第一侧和第二侧处的上模滑块上,用于共同驱动四个上模滑块同步向外抽芯,四个上模滑块在同步抽芯时,与下模组件沿第一方向的运动保持同步。
可选的,每个同步连接块包括一个U形块和一个导向块,U形块一端固定在相邻两个上模滑块中的一个上模滑块内,U形块另一端可滑动地插入相邻两个上模滑块中的另一个上模滑块内,用于同步相邻两个上模滑块在第一方向的运动,导向块一端固定在相邻两个上模滑块中的另一个上模滑块内,导向块另一端可滑动地插入U形块的U形槽内,用于导向相邻两个上模滑块的分离与合拢。
可选的,每个同步连接块均水平插入于各自对应的相邻两个上模滑块内部,四个同步连接块均处于同一水平高度。
可选的,每个同步连接块均可拆卸地插入与其对应的相邻两个上模滑块内部。
可选的,第一油缸的活塞杆通过铰接的方式连接在第一上模滑块上,第二油缸的活塞杆通过铰接的方式连接在第三上模滑块上。
优选的,第一油缸在第一上模滑块上的铰接点和第二油缸在第三上模滑块上的铰接点处于同一水平高度。
可选的,两个油缸均设有最大工作行程,两个油缸在注塑模具抽芯和分模完成后均停在最大工作行程处。
可选的,两个油缸的缸体分别通过固定螺栓可拆卸地固定在A板内。
可选的,A板侧部开设有上模固定槽,用于将上模组件的固定。
优选的,下模组件包括B板,B板侧部开设有下模固定槽,用于将下模组件的固定。
与现有技术相比,本发明提供的一种上模滑块联动的注塑模具,通过设置位于上模的同步抽芯机构,实现了多个上模滑块较长距离的同步抽芯,提高了抽芯的稳定性,提高了生产效率,降低了生产成本。
附图说明
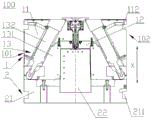
图1为本发明一实施例的上模滑块联动的注塑模具于一视角的结构示意图;
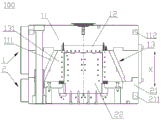
图2为本发明一实施例的上模滑块联动的注塑模具于另一视角的结构示意图;
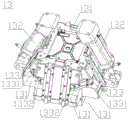
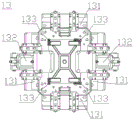
图3为本发明一实施例的同步抽芯机构于一视角的结构示意图;
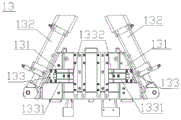
图4为本发明一实施例的同步抽芯机构于另一视角的结构示意图;
图5为本发明一实施例的同步抽芯机构于又一视角的结构示意图。
具体实施方式
为使对本发明的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1所示,一种上模滑块联动的注塑模具100,包括上模组件1和下模组件2,下模组件2在注塑模具100开模时沿第一方向X离开上模组件1。
下模组件2包括B板21和下模仁22,下模仁22的下部内嵌在B板21内。
上模组件1包括A板11、上模仁12和同步抽芯机构13,上模仁12内嵌在A板11内,如图2所示,A板11上开设有四个滑块安装槽111,四个滑块安装槽111分别对称地设置在上模仁12的四周。
如图3、图4和图5所示,同步抽芯机构13包括四个上模滑块131、两个油缸132和四个同步连接块133,两个油缸132对称地设置在上模仁12的两侧,且分别位于注塑模具100上相对的第一侧101和第二侧102,每个油缸132和每个滑块安装槽111各自与上模仁12的中心线呈第一角度倾斜设置,油缸132倾斜设置便于给四个上模滑块131同时提供侧向的抽芯位移和开合模方向的位移。同时针对需要四面抽芯的情况,基于油缸132倾斜设置,只需设置两个油缸132即可带动四个上模滑块131的联动抽芯。四个上模滑块131分别一一对应可滑动地挂设在四个滑块安装槽111上,四个上模滑块131在注塑时配合上模仁12和下模仁22形成注塑型腔,每两个相邻的上模滑块131分别通过各自对应的一个同步连接块133实现相互连接,每个油缸132的活塞杆分别一一对应地连接在第一侧101和第二侧102处的上模滑块131上,用于共同驱动四个上模滑块131同步向外抽芯。四个上模滑块131在同步抽芯时,与下模组件2沿第一方向X的运动保持同步,即开模时四个上模滑块131与下模仁22在开模方向上相对静止,保证两者在开模方向的相对静止,才能稳定实现上模滑块131在侧向的抽芯。此同步运动可以通过注塑机上液压控制系统的参数设置实现。
可选的,每个同步连接块133包括一个U形块1331和一个导向块1332,U形块1331一端固定在相邻两个上模滑块中的一个上模滑块131内,U形块1331另一端可滑动地插入相邻两个上模滑块中的另一个上模滑块131内,用于同步相邻两个上模滑块在第一方向X的运动,导向块1332一端固定在相邻两个上模滑块中的另一个上模滑块131内,导向块1332另一端可滑动地插入U形块1331的U形槽内,用于导向相邻两个上模滑块的分离与合拢,并可加强U形块1331的强度。这样结构的同步连接块133,可合理地实现相邻两个上模滑块131间的同步抽芯。
可选的,每个同步连接块133均水平插入与各自对应的相邻两个上模滑块131内部。特别的,四个同步连接块133均处于同一水平高度。这样设置便于更稳定地实现同步运动。
可选的,每个同步连接块133均可拆卸地插入相对应的相邻两个上模滑块131内部。这样便于同步连接块133的拆装维护。
可选的,每个油缸132的活塞杆通过铰接的方式连接在相应侧的上模滑块131上。采用铰接的方式连接可以有效避免油缸顶出时顶死卡住的情况。
优选的,两个油缸铰接点的位置处于同一水平高度。这样两个油缸132提供的动力更加稳定,同步抽芯机构13运行可以更加平稳。
优选的,两个油缸132均设有最大工作行程,两个油缸132在注塑模具抽芯和分模完成后均停在最大工作行程处。采用最大工作行程刚好适合的油缸,同时当两个油缸132复位归零时,四个上模滑块131刚好跟随两个油缸复位到待注塑状态,这样可以避免油缸经常停在中间工作行程,影响使用寿命。
可选的,两个油缸132的缸体分别通过固定螺栓可拆卸地固定在A板11内。这样的设置便于两个油缸132的拆装维护。
可选的,A板11侧部开设有上模固定槽112,用于将上模组件1固定在注塑机上。直接在A板11上开设固定槽112,省去了上模固定板,减小了模具厚度,节约了成本。
优选的,B板21侧部开设有下模固定槽211,用于将下模组件2固定在注塑机上。这样可以省去了下模固定板,节约了成本,且更进一步减小模具厚度,便于在常规注塑机上进行注塑。
本发明一实施例的工作流程如下:
开模时,注塑机液压控制系统控制两个油缸132沿各自倾斜方向顶出,同时控制下模组件2进行开模运动,四个上模滑块131在两个油缸132和四个同步连接块133的带动下进行同步抽芯,此时四个上模滑块131在第一方向X同步运动,并沿各自抽芯方向开始分离,期间注塑机液压控制系统将调整四个上模滑块131沿第一方向X的分速度,使其与下模组件2的开模速度同步。
合模时,注塑机液压控制系统控制两个油缸132沿倾斜方向复位,同时控制下模组件2进行合模运动,四个上模滑块131在两个油缸132和四个同步连接块133的带动下进行复位,期间注塑机液压控制系统将调整上模滑块131沿第一方向X的分速度,使其与下模组件2的合模速度同步。
本发明提供的一种上模滑块联动的注塑模具,通过设置位于上模的同步抽芯机构,很好地实现了多个抽芯距离较长的上模滑块的同步滑动,提高了抽芯的稳定性,提高了生产效率,降低了生产成本。
本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和范围内所作的更动与润饰,均属本发明的专利保护范围。
Claims (9)
1.一种上模滑块联动的注塑模具,其特征在于,包括上模组件和下模组件,该下模组件在注塑模具开模时沿第一方向离开该上模组件;
该上模组件包括A板、上模仁和同步抽芯机构,该上模仁内嵌在该A板内,该A板上开设有四个滑块安装槽,该四个滑块安装槽分别对称地设置在该上模仁的四周,该同步抽芯机构包括四个上模滑块、两个油缸和四个同步连接块,该两个油缸对称地设置在该上模仁的两侧,且分别位于注塑模具的相对的第一侧和第二侧,每个油缸和每个滑块安装槽各自与该上模仁的中心线呈第一角度倾斜设置,该四个上模滑块分别一一对应且可滑动地挂设在该四个滑块安装槽上,该四个上模滑块在注塑时配合该上模仁和该下模仁形成注塑型腔,每两个相邻的上模滑块分别通过各自对应的一个同步连接块实现同步联动,每个油缸的活塞杆分别一一对应地连接在该第一侧和该第二侧处的上模滑块上,用于共同驱动该四个上模滑块同步向外抽芯,该四个上模滑块在同步抽芯时,与该下模组件沿该第一方向的运动保持同步,每个同步连接块包括一个U形块和一个导向块,该U形块一端固定在相邻两个上模滑块中的一个上模滑块内,该U形块另一端可滑动地插入该相邻两个上模滑块中的另一个上模滑块内,用于同步该相邻两个上模滑块在该第一方向的运动,该导向块一端固定在该相邻两个上模滑块中的另一个上模滑块内,该导向块另一端可滑动地插入该U形块的U形槽内,用于导向该相邻两个上模滑块的分离与合拢。
2.如权利要求1所述的注塑模具,其特征在于,每个同步连接块均水平插入于各自对应的相邻两个上模滑块内部,该四个同步连接块均处于同一水平高度。
3.如权利要求1所述的注塑模具,其特征在于,每个同步连接块均可拆卸地插入相对应的相邻两个上模滑块内部。
4.如权利要求1所述的注塑模具,其特征在于,每个油缸的活塞杆通过铰接的方式连接在相应侧的上模滑块上。
5.如权利要求4所述的注塑模具,其特征在于,该两个油缸铰接点的位置处于同一水平高度。
6.如权利要求1所述的注塑模具,其特征在于,该两个油缸均设有最大工作行程,该两个油缸在注塑模具抽芯和分模完成后均停在最大工作行程处。
7.如权利要求1所述的注塑模具,其特征在于,该两个油缸的缸体分别通过固定螺栓可拆卸地固定在该A板内。
8.如权利要求1所述的注塑模具,其特征在于,该A板侧部开设有上模固定槽,用于将该上模组件的固定。
9.如权利要求1所述的注塑模具,其特征在于,该下模组件包括B板,该B板侧部开设有下模固定槽,用于将该下模组件的固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111016457.8A CN113910552B (zh) | 2021-08-31 | 2021-08-31 | 一种上模滑块联动的注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111016457.8A CN113910552B (zh) | 2021-08-31 | 2021-08-31 | 一种上模滑块联动的注塑模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113910552A CN113910552A (zh) | 2022-01-11 |
| CN113910552B true CN113910552B (zh) | 2023-06-02 |
Family
ID=79233525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111016457.8A Active CN113910552B (zh) | 2021-08-31 | 2021-08-31 | 一种上模滑块联动的注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113910552B (zh) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016068527A (ja) * | 2014-10-01 | 2016-05-09 | 株式会社ジェイテクト | 射出成形用金型 |
| CN108568951A (zh) * | 2018-06-05 | 2018-09-25 | 张强 | 一种气辅顶出四面完全脱模结构三板模模具 |
| CN108748900A (zh) * | 2018-05-27 | 2018-11-06 | 索奕双 | 一种四面联动脱模机构 |
| CN209999622U (zh) * | 2019-03-26 | 2020-01-31 | 常州科凡塑业有限公司 | 一种具有滑块同步运动的模具结构 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201645705U (zh) * | 2009-09-23 | 2010-11-24 | 佛山市顺德区百年科技有限公司 | 一种四滑块导风圈模具 |
| US20110318447A1 (en) * | 2010-06-28 | 2011-12-29 | Cheng Uei Precision Industry Co., Ltd. | Angled Core-Pulling Mechanism of Mold |
| CN102700088B (zh) * | 2012-05-29 | 2016-08-10 | 苏州市欣龙塑胶模具有限公司 | 一种前模哈扶机构 |
| CN104149290A (zh) * | 2014-08-08 | 2014-11-19 | 深圳创维精密科技有限公司 | 具有油缸抽芯结构的注塑模具 |
-
2021
- 2021-08-31 CN CN202111016457.8A patent/CN113910552B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016068527A (ja) * | 2014-10-01 | 2016-05-09 | 株式会社ジェイテクト | 射出成形用金型 |
| CN108748900A (zh) * | 2018-05-27 | 2018-11-06 | 索奕双 | 一种四面联动脱模机构 |
| CN108568951A (zh) * | 2018-06-05 | 2018-09-25 | 张强 | 一种气辅顶出四面完全脱模结构三板模模具 |
| CN209999622U (zh) * | 2019-03-26 | 2020-01-31 | 常州科凡塑业有限公司 | 一种具有滑块同步运动的模具结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113910552A (zh) | 2022-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102806628B (zh) | 双模同步注射成型机 | |
| CN109759544B (zh) | 单缸机内腔活块的自动抽芯机构 | |
| CN203254618U (zh) | 一种气缸抽芯的注塑模具 | |
| CN202781598U (zh) | 一种双模同步注射成型机 | |
| CN214266409U (zh) | 一种模内压缩双色注塑模具 | |
| CN113910552B (zh) | 一种上模滑块联动的注塑模具 | |
| CN220700301U (zh) | 汽车b柱下护板注塑模具多滑块内斜顶出机构 | |
| CN219464727U (zh) | 一种发动机下箱体的压铸模具 | |
| CN216001325U (zh) | 具有三级联动抽芯结构的典型电动车外覆件模具 | |
| CN112829187B (zh) | 一种模内压缩双色注塑模具 | |
| CN216001295U (zh) | 一种可保证外观面品质的内抽芯脱模模具 | |
| CN211307162U (zh) | 一种连续注塑免开模三板注塑机 | |
| CN218985570U (zh) | 一种具有多角度抽芯功能的模具框架 | |
| CN219311913U (zh) | 一种新型注塑模具 | |
| CN209753934U (zh) | 单缸机内腔活块的自动抽芯机构 | |
| CN220219500U (zh) | 具有滑块进胶机构的摩托车外覆盖件注塑模具 | |
| CN222742033U (zh) | 一种汽车保险杠注塑模具的双侧滑块内抽芯机构 | |
| CN219727088U (zh) | 一种双弹板抽芯模具 | |
| CN216068519U (zh) | 电动车车灯底座模具双斜顶脱模机构 | |
| CN222645248U (zh) | 双色前照灯配光镜模具复合斜顶机构 | |
| CN221437070U (zh) | 深腔厚壁双色注塑成型模具 | |
| CN218366268U (zh) | 一种抽芯模具 | |
| CN219114664U (zh) | 一种活塞的二次脱模机构 | |
| CN114393794B (zh) | 一种便于倒扣成型并脱模的成型模具 | |
| CN223763706U (zh) | 具有外滑块抽芯机构的电动车功能结构件注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |