CN112977942A - 一种印制电路板边沿自动贴膜装置 - Google Patents
一种印制电路板边沿自动贴膜装置 Download PDFInfo
- Publication number
- CN112977942A CN112977942A CN202110482754.5A CN202110482754A CN112977942A CN 112977942 A CN112977942 A CN 112977942A CN 202110482754 A CN202110482754 A CN 202110482754A CN 112977942 A CN112977942 A CN 112977942A
- Authority
- CN
- China
- Prior art keywords
- circuit board
- roller
- conveying
- protective film
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B33/00—Packaging articles by applying removable, e.g. strippable, coatings
- B65B33/02—Packaging small articles, e.g. spare parts for machines or engines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Non-Metallic Protective Coatings For Printed Circuits (AREA)
Abstract
一种印制电路板边沿自动贴膜装置,包括两组贴膜机构,贴膜机构之间设有转板机构和定位机构。贴膜机构包括设于电路板两侧的辊压组件,辊压组件设有保护膜卷料,辊压组件依次设有压平辊组、折弯滚轮以及定型轮,保护膜经压平辊组、折弯滚轮以及定型轮逐步粘贴于向电路板顶面和底面。辊压组件后方设置有切断机构,设有切刀和切刀座,切刀设于电路板两侧的保护膜的上方,切刀座设于保护膜的下方,切刀与切刀座配合将保护膜切断。转板机构包括转动板以及压紧罩,用于转动电路板。定位机构包括设于输送轨道两侧的侧推板,侧推板的滑动方向水平垂直于电路板的输送方向。可对电路板的四边自动粘贴保护膜,效率高,可控制电路板上下面保护膜的粘贴宽度。
Description
技术领域
本发明属于印制电路板生产技术领域,尤其涉及一种印制电路板边沿自动贴膜装置。
背景技术
印制电路板在生产过程中,为了对印制电路板的四边进行保护,防止损坏磕伤等现象,通常采用在电路板的四周粘贴保护膜,使保护膜覆盖电路板四周侧面以及顶面和底面靠近边沿的一部分。现有技术中通常将电路板固定在转动装置上,旋转电路板,然后手动将保护膜缠绕在电路板的四周,自动化程度较低,工作效率不高,而且不能保证电路板上下面的保护膜宽度一致均匀,保护膜过宽让容易遮挡电路板上的布线图,保护膜过窄则会降低保护效果。
发明内容
为解决现有技术不足,本发明提供一种印制电路板边沿自动贴膜装置,可对电路板的四边进行自动粘贴保护膜,自动化程度高,效率高,并且可保证电路板上下面保护膜宽度的一致性。
为了实现本发明的目的,拟采用以下方案:
一种印制电路板边沿自动贴膜装置,包括输送轨道以及两组贴膜机构,贴膜机构沿电路板的输送方向间隔设置,两组贴膜机构之间沿电路板的输送方向依次设有转板机构以及定位机构。
贴膜机构设置于输送轨道内部,贴膜机构包括沿输送方向设置于电路板两侧的辊压组件,辊压组件均转动设有保护膜卷料,辊压组件沿电路板的输送方向依次设有压平辊组、折弯滚轮以及定型轮,保护膜卷料输出的保护膜从电路板的顶面,进入压平辊组,压平辊组将保护膜宽度方向位于电路板上的一部分压紧于电路板顶面的一侧;折弯滚轮设于电路板上方,折弯滚轮的轴线与电路板的输送方向垂直,折弯滚轮将保护膜宽度的另一部分沿电路板的侧面向下折弯;定型轮呈竖直转动设置,定型轮中段设有截面为U型结构的环形槽,环形槽将保护膜向下折弯的部分导向电路板的底面,并将电路板顶面与底面的保护膜压紧。
辊压组件后方设置有切断机构,切断机构包括一对设置于电路板两侧的切刀组件,切刀组件均设有切刀以及与切刀对应设置的切刀座,切刀设于粘贴在电路板两侧的保护膜的上方,切刀座设于粘贴在电路板两侧的保护膜的下方,切刀向下移动时与切刀座配合将粘贴在电路板两侧的保护膜切断。
转板机构包括转动板以及压紧罩,转动板底部设有旋转电机,旋转电机安装于升降装置的上方,压紧罩转动设于转动板的上方,压紧罩转动轴线与转动板的转动轴线同轴,当输送轨道输送电路板时,转动板的顶面低于输送轨道的输送滚轮。
定位机构包括一对滑动设于输送轨道两侧的侧推板,侧推板的滑动方向水平垂直于电路板的输送方向,侧推板的内壁平行于电路板的输送方向。
进一步的,辊压组件还包括安装板,压平辊组、折弯滚轮以及定型轮均连接于安装板,安装板通过一对导杆滑动穿设于输送轨道的侧壁,安装板连接于伸缩装置的推杆,伸缩装置控制安装板的移动位置,调节辊压组件之间的间距。
进一步的,压平辊组包括设置于电路板上下侧的一对圆柱滚轮,圆柱滚轮的轴线与印制电路板的输送方向垂直,压平辊组通过位于电路板上方的圆柱滚轮将保护膜宽度方向位于电路板上的一部分压紧在电路板的顶面上,位于电路板下方的圆柱滚轮整体隐藏于电路板的底部;折弯滚轮前段圆柱的直径小于后段圆柱的直径,折弯滚轮的前段位于电路板的上方,折弯滚轮的后段位于电路板沿输送方向的外侧,折弯滚轮前段侧壁与后段内侧壁之间的夹角为90°,位于折弯滚轮下方的支撑滚轮的末端在电路板上的投影位于电路板的范围内;环形槽的两侧壁与定型轮周侧的交界处均沿圆周加工有斜面,对保护膜进行导向,使保护膜逐步过度进入环形槽内。
进一步的,切断机构还包括安装管,安装管向上加工有T型槽,T型槽垂直于电路板的输送方向,切刀组件还包括“Z”型结构的连接板,切刀座设于连接板的竖直段,连接板顶部横段竖直向下设有推送气缸,切刀连接于推送气缸的推杆,连接板底部横段滑动设于T型槽内,并利用螺钉进行锁紧定位。
进一步的,输送滚轮沿输送轨道的每一根输送轴的轴线方向间隔设有多个,转动板加工有若干通孔,当转动板下降时,位于转动板下方的输送滚轮顶部间隙穿过通孔,压紧罩的周侧为橡胶材质。
进一步的,辊压组件对应保护膜卷料的安装位置均设有出料滚筒,出料滚筒通过阻尼轴承连接于固定轴,保护膜卷料通过内圈连接于出料滚筒的外周,出料滚筒通过螺纹连接有压紧套,压紧套的外径小于保护膜卷料内圈的内径,压紧套沿圆周对称设有一对弹簧板,压紧套对应弹簧板的位置加工有矩形槽,弹簧板间隙设于矩形槽内,弹簧板的末端嵌设于压紧套,弹簧板前端沿压紧套的法线向外凸出,压紧套利用弹簧板的前端压紧于保护膜卷料内圈的端面。
进一步的,侧推板连接于伸缩气缸的推杆,伸缩气缸带动侧推板滑动,侧推板的底面低于输送滚轮,侧推板底部对应输送滚轮均加工有半圆槽以避让输送滚轮。
进一步的,切断机构的前后方均设有压紧辊组,压紧辊组包括设于电路板上下方向的一对压紧滚轮,压紧滚轮的长度大于电路板的长度和宽度尺寸。
进一步的,压紧滚轮表面设有一圈柔性材料。
进一步的,贴膜机构沿电路板的输送方向间隔设有第一接近开关和第二接近开关,以控制沿输送方向相邻电路板之间的间隔距离,切断机构设有第三接近开关,以确定保护膜的切断位置。
本发明的有益效果在于:
1、利用输送轨道对电路板进行输送,沿输送轨道设有两组贴膜机构,第一组贴膜机构对电路板其中任意相对的两边进行保护膜的粘贴,输送轨道后端的第二组贴膜机构对电路板另一相对的两边进行保护膜的粘贴,第一组贴膜机构与第二组贴膜机构之间设有转板机构对电路板进行90°旋转,使电路板为粘贴保护膜的两侧处于输送方向的两侧,电路板进入第二组贴膜机构之前通过定位机构进行定位,使电路板对其第二组贴膜机构的进口,全程均采用自动滑实现,人工参与少,可极大提高生产效率。
2、贴膜机构通过设于电路板两侧的压平辊组、折弯滚轮以及定型轮,对保护膜逐步定型时其稳定的粘贴在电路板的上下面,首先通过压平辊组固定电路板顶面的粘贴宽度,并对保护膜进行压紧;然后利用折弯滚轮时保护膜朝电路板下方变形,再通过定型轮的环形槽时保护膜宽度方向的另一部分逐步靠近电路板的底面,同时利用环形槽的内壁对电路板下面的保护膜进行初步压紧。通过控制保护膜卷料沿压平辊组轴线方向的位置,便可控制保护膜在电路板顶面的粘贴宽度,然后利用折弯滚轮在保护膜预定的宽度位置进行折弯,定型轮将预定宽度位置的保护膜引导向电路板的底面,使保护膜在电路板上下面的粘贴宽度更加可控。
3、因为保护膜是耗材,需要经常更换保护膜卷料,为便于保护膜卷料的更换,设计了专用的压紧套,在安装和拆除保护膜卷料时都不需要将压紧套完全取出即可完成,有效提高了保护膜卷料的更换效率。
4、辊压组件与切刀组件之间的间距均可调节,可用于不同宽度和不同长度尺寸的电路板保护膜的粘贴工作,同时侧推板本身的工作原理便具有宽度调节的功能,可对不同宽度和不同长度尺寸的电路板进行定位。
附图说明
本文描述的附图只是为了说明所选实施例,而不是所有可能的实施方案,更不是意图限制本发明的范围。
图1示出了本申请的整体构造图;
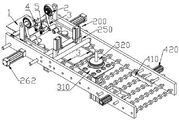
图2示出了贴膜机构与转板机构以及定位机构的构造;
图3示出了图2中A处的局部放大图;
图4示出了输送轨道的底部视图;
图5示出了贴膜机构的构造图;
图6示出了压平辊组的结构及工作状态示意图;
图7示出了折弯滚轮的结构及工作状态示意图;
图8示出了定型轮的结构及工作状态示意图;
图9示出了图5中B处的局部放大图;
图10示出了出料滚筒与压紧套结构及安装方式;
图11示出了压紧套沿图10中A-A方向的剖视图;
图12示出了切断机构的构造图;
图13示出了电路板进入贴膜机构时的状态图;
图14示出了电路板侧边的保护膜处于切断结构位置处的状态图;
图15示出了图14中C处的局部放大图;
图16示出了电路板经转板机构旋转过后的状态图;
图17示出了16中D处的局部放大图。
图中标记:电路板-1、保护膜卷料-2、保护膜-3、第一接近开关-4、第二接近开关-5、第三接近开关-6、输送轨道-100、输送滚轮-110、输送轴-120、贴膜机构-200、辊压组件-210、压平辊组-220、圆柱滚轮-221、折弯滚轮-230、支撑滚轮-231、定型轮-240、环形槽-241、斜面-242、切断机构-250、切刀组件-251、切刀-252、切刀座-253、安装管-254、T型槽-2541、连接板-255、推送气缸-256、安装板-260、导杆-261、伸缩装置-262、出料滚筒-270、阻尼轴承-271、固定轴-272、压紧套-280、矩形槽-2801、弹簧板-281、压紧辊组-290、压紧滚轮-291、转板机构-300、转动板-310、通孔-311、压紧罩-320、旋转电机-330、升降装置-340、定位机构-400、侧推板-410、半圆槽-411、伸缩气缸-420。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面结合附图对本发明的实施方式进行详细说明,但本发明所描述的实施例是本发明一部分实施例,而不是全部的实施例。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述。术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。术语“平行”、“垂直”等并不表示要求部件绝对平行或垂直,而是可以稍微倾斜。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,或是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
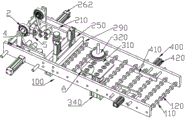
具体的,如图1所示,一种印制电路板边沿自动贴膜装置,包括输送轨道100以及两组贴膜机构200,贴膜机构200沿电路板1的输送方向间隔设置,设置于输送轨道100前端的第一组贴膜机构200用于对电路板1其中任意相对的两侧进行保护膜3的粘贴,设置于输送轨道100后端的第二组贴膜机构200用于对电路板1另一相对的两侧进行保护膜3的粘贴。两组贴膜机构200之间沿电路板1的输送方向依次设有转板机构300以及定位机构400。转板机构300使电路板1进行90°的转动,定位机构400使电路板1在进入第二组贴膜机构200之前进行定位,以确保电路板1对准第二组贴膜机构200的进口。
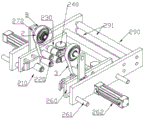
具体的,如图1和图5所示,贴膜机构200设置于输送轨道100内部,贴膜机构200包括沿输送方向设置于电路板1两侧的辊压组件210,辊压组件210均转动设有保护膜卷料2,辊压组件210沿电路板1的输送方向依次设有压平辊组220、折弯滚轮230以及定型轮240,保护膜卷料2输出的保护膜3从电路板1的顶面,进入压平辊组220,压平辊组220将保护膜3宽度方向位于电路板1上的一部分压紧于电路板1顶面的一侧,保护膜3宽度方向的另一部分处于悬空状态;折弯滚轮230设于电路板1上方,折弯滚轮230的轴线与电路板1的输送方向垂直,折弯滚轮230将保护膜3宽度方向位于电路板1上的另一部分沿电路板1的侧面向下折弯;定型轮240呈竖直转动设置,定型轮240中段设有截面为U型结构的环形槽241,环形槽241将保护膜3向下折弯的部分导向电路板1的底面,并将电路板1顶面与底面的保护膜3压紧;
具体的,如图2、图12以及图15所示,辊压组件210后方设置有切断机构250,切断机构250包括一对设置于电路板1两侧的切刀组件251,切刀组件251均设有切刀252以及与切刀252对应设置的切刀座253,切刀252设于粘贴在电路板1两侧的保护膜3的上方,切刀座253设于粘贴在电路板1两侧的保护膜3的下方,切刀252向下移动时与切刀座253配合将粘贴在电路板1两侧的保护膜3切断;
具体的,转板机构300包括转动板310以及压紧罩320,转动板310底部设有旋转电机330,旋转电机330安装于升降装置340的上方,压紧罩320转动设于转动板310的上方,压紧罩320转动轴线与转动板310的转动轴线同轴,当输送轨道100输送电路板1时,转动板310的顶面低于输送轨道100的输送滚轮110;
具体的,定位机构400包括一对滑动设于输送轨道100两侧的侧推板410,侧推板410的滑动方向水平垂直于电路板1的输送方向,一对侧推板410位于电路板1输送方向的两侧,侧推板410的内壁平行于电路板1的输送方向。
更具体的,如图5所示,辊压组件210还包括安装板260,压平辊组220、折弯滚轮230以及定型轮240均连接于安装板260,安装板260通过一对导杆261滑动穿设于输送轨道100的侧壁,安装板260连接于伸缩装置262的推杆,伸缩装置262控制安装板260的移动位置,调节辊压组件210之间的间距,通过调节辊压组件210之间的间距以对应不同宽度和长度尺寸的电路板1边沿的贴膜工作,移动时通过伸缩装置262自动调节辊压组件210之间的间距,并利用两根导杆261提高辊压组件210移动时的稳定性。
更具体的,如图6所示,压平辊组220包括沿同一竖直面设置于电路板1上下侧的一对圆柱滚轮221,圆柱滚轮221的轴线与印制电路板1的输送方向垂直,压平辊组220通过位于电路板1上方的圆柱滚轮221将保护膜3宽度方向位于电路板1上的一部分压紧在电路板1的顶面上,位于电路板1下方的圆柱滚轮221整体隐藏于电路板1的底部,防止保护膜3宽度方向的另一部分粘贴在电路板1下方的圆柱滚轮221上,如图所示,位于电路板1下方的圆柱滚轮221的长度尺寸比电路板1上方的圆柱滚轮221的长度尺寸更短。
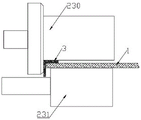
更具体的,如图7所示,折弯滚轮230前段圆柱的直径小于后段圆柱的直径,折弯滚轮230的前段位于电路板1的上方,折弯滚轮230的后段位于电路板1沿输送方向的外侧,折弯滚轮230前段侧壁与后段内侧壁之间的夹角为90°,折弯滚轮230前段侧壁与后段内侧壁形成的夹角使保护膜3形成向下90°的折弯,位于折弯滚轮230下方的支撑滚轮231的末端在电路板1上的投影位于电路板1的范围内,使折弯后的保护膜3与支撑滚轮231末端的端面具有间隔,防止保护膜3粘贴在支撑滚轮231末端的端面上。
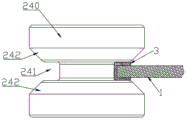
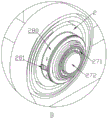
优选的,如图8所示,环形槽241的两侧壁与定型轮240周侧的交界处均沿圆周加工有斜面242,对保护膜3进行导向,使保护膜3逐步过度进入环形槽241内。
优选的,如图12所示,切断机构250还包括安装管254,安装管254向上加工有T型槽2541,T型槽2541垂直于电路板1的输送方向,并与电路板1的所处的平面平行,切刀组件251还包括“Z”型结构的连接板255,连接板255包括竖段以及分别设置于竖段顶部和底部的横段,竖段与横段垂直。切刀座253设于连接板255的竖直段,连接板255顶部横段竖直向下设有推送气缸256,切刀252连接于推送气缸256的推杆,连接板255底部横段滑动设于T型槽2541内,并利用螺钉进行锁紧定位,在生产不同宽度或不同长度的电路板1时,可调节切刀组件251在T型槽2541内的位置以对应。
优选的,如图2和图3所示,输送滚轮110沿输送轨道100的每一根输送轴120的轴线方向间隔设有多个,转动板310加工有若干通孔311,当转动板310下降时,位于转动板310下方的输送滚轮110顶部间隙穿过通孔311,输送滚轮110顶部穿过通孔311的部分用于支撑并输送电路板1,同时使电路板1与转动板310相互间隔,压紧罩320的周侧为橡胶材质,不仅可以防止压伤电路板1,还可以怎加与电路板1之间的摩擦力,防止压紧罩320与电路板1之间发生相对转动。
优选的,如图9至图11所示,辊压组件210对应保护膜卷料2的安装位置均设有出料滚筒270,出料滚筒270通过阻尼轴承271连接于固定轴272,固定轴272通过板材连接于安装板260,采用带阻尼力的阻尼轴承271连接,可以防止拉动保护膜3的残余力将保护膜卷料2继续拉动,而导致保护膜3过多的被拉出,不仅容易使被拉出的保护膜3四处粘附,而且减小了保护膜的拉力,容易使保护膜3在电路板1上起皱,影响对电路板1边沿的粘贴效果,保护膜卷料2通过内圈连接于出料滚筒270的外周,出料滚筒270通过螺纹连接有压紧套280,压紧套280的外径小于保护膜卷料2内圈的内径,以便于装取保护膜卷料2,压紧套280沿圆周对称设有一对弹簧板281,压紧套280对应弹簧板281的位置加工有矩形槽2801,弹簧板281间隙设于矩形槽2801内,弹簧板281的末端嵌设于压紧套280,弹簧板281前端沿压紧套280的法线向外凸出,压紧套280利用弹簧板281的前端压紧于保护膜卷料2内圈的端面,当沿压紧套280的法线向内按压弹簧板281的前端时,弹簧板281的前端将嵌设于矩形槽2801内,此时弹簧板281的前端与保护膜卷料2内圈的端面分离,便可在不取下压紧套280的状态下,将保护膜卷料2的内圈取出;当安装保护膜卷料2时只需要将压紧套280向出料滚筒270末端转动一段距离即可,然后直接将保护膜卷料2插入压紧套280以及出料滚筒270即可,在压紧套280穿过保护膜卷料2的过程中,弹簧板281前端受到保护膜卷料2内圈的压力,被压入矩形槽2801内,当保护膜卷料2越过压紧套280之后,弹簧板281前端便会自动恢复弹性,然后向出料滚筒270转动压紧套280即可使弹簧板281前端压紧于保护膜卷料2的内圈。
优选的,如图16和图17所示,侧推板410连接于伸缩气缸420的推杆,伸缩气缸420带动侧推板410滑动,侧推板410的底面低于输送滚轮110,以防止在推动电路板1时导致电路板1的侧边卡在侧推板410与输送滚轮110之间的间隙,侧推板410底部对应输送滚轮110均加工有半圆槽411以避让输送滚轮110。
优选的,如图2和图4所示切断机构250的前后方均设有压紧辊组290,如图5所示压紧辊组290包括设于电路板1上下方向的一对压紧滚轮291,通过压紧滚轮291压紧电路板1两侧的保护膜3,压紧滚轮291的长度大于电路板1的长度和宽度尺寸。
进一步优选的,压紧滚轮291表面设有一圈柔性材料,防止压伤电路板1,同时利用弹性材料的弹性特质,使保护膜3可以压合的更加紧密,柔性材料可选择橡胶、绒毛后棉布。
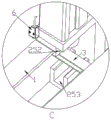
更具体的,如图2和图4所示,贴膜机构200沿电路板1的输送方向间隔设有第一接近开关4和第二接近开关5,以控制沿输送方向相邻电路板1之间的间隔距离,切断机构250设有第三接近开关6,以确定保护膜3的切断位置。
具体实施方式:
将电路板1从输送轨道100前端的第一组贴膜机构200放入,在对第一块电路板1粘贴保护膜3之前,首先将两侧的保护膜3从保护膜卷料2拉出,使保护膜3前端从圆柱滚轮221之间穿过,然后便可开始放入电路板1,电路板1可采用输送线传输的方式送入,以提高效率。当电路板1进入圆柱滚轮221之间便,保护膜3便开始与电路板1的顶面接触,电路板1通过圆柱滚轮221之后,顶面的保护膜3已经粘接在电路板1的表面,随着电路板1的移动,保护膜3也被缓慢拉出,然后电路板1依次通过折弯滚轮230和定型轮(240)完成对电路板1两侧保护膜的粘贴工作。电路板1继续向前移动直至出现如图13所示的状态,电路板1后端离开第二接近开关5的检测范围,电路板1便停止移动;直至后方的电路板1的前端移动至第一接近开关4的检测范围内,然后相邻的两块电路板1同时向前移动,以此控制相邻的两块电路板1之间的间隔距离。如图14、图15所示,当两侧粘贴有保护膜3的电路板1移动至第三接近开关6的检测范围内之时,切刀252向下移动,此时电路板1前端与切刀252在底面的投影具有预定距离,通过切刀252与切刀座253的配合,将两侧的保护膜3切断。然后电路板1继续向前移动至转动板310上方,升降装置340将旋转电机330与转动板310一同向上举升,通过转动板310将电路板1举升,使转动板310底部脱离输送滚轮110,当电路板1顶面与压紧罩320底部接触压紧后,如图16所示旋转电机330带动转动板310与电路板1移动转动90°,压紧罩320随之转动;然后升降装置340将旋转电机330与转动板310连通电路板1一同下降,使电路板1与输送滚轮110接触;电路板1继续向前移动至定位机构400,位于两侧的侧推板410将电路板1向中部推动至预定位置,然后侧推板410向两侧收回;电路板1继续移动进入输送轨道100后端的第二组贴膜机构200对另一相对的侧面进行保护膜3的粘贴工作,工作原理与第一组贴膜机构200的工作原理相同。当第二组贴膜机构200对电路板1剩下两边进行保护膜3粘贴之后,然后保护膜3经切断机构250切断,电路板1便可经输送轨道100自动输出。
以上所述仅为本发明的优选实施例,并不表示是唯一的或是限制本发明。本领域技术人员应理解,在不脱离本发明的范围情况下,对本发明进行的各种改变或同等替换,均属于本发明保护的范围。
Claims (10)
1.一种印制电路板边沿自动贴膜装置,其特征在于,包括输送轨道(100)以及两组贴膜机构(200),贴膜机构(200)沿电路板(1)的输送方向间隔设置,两组贴膜机构(200)之间沿电路板(1)的输送方向依次设有转板机构(300)以及定位机构(400);
贴膜机构(200)设置于输送轨道(100)内部,贴膜机构(200)包括沿输送方向设置于电路板(1)两侧的辊压组件(210),辊压组件(210)均转动设有保护膜卷料(2),辊压组件(210)沿电路板(1)的输送方向依次设有压平辊组(220)、折弯滚轮(230)以及定型轮(240),保护膜卷料(2)输出的保护膜(3)从电路板(1)的顶面,进入压平辊组(220),压平辊组(220)用于将保护膜(3)宽度方向位于电路板(1)上方的部分压紧于电路板(1)顶面的一侧;折弯滚轮(230)设于电路板(1)上方,折弯滚轮(230)的轴线与电路板(1)的输送方向垂直,折弯滚轮(230)用于将保护膜(3)宽度方向上的另一部分沿电路板(1)的侧面向下折弯;定型轮(240)呈竖直转动设置,定型轮(240)中段设有截面为U型结构的环形槽(241),环形槽(241)用于将保护膜(3)向下折弯的部分导向电路板(1)的底面,并将电路板(1)顶面与底面的保护膜(3)压紧;
辊压组件(210)后方设置有切断机构(250),切断机构(250)包括一对设置于电路板(1)两侧的切刀组件(251),切刀组件(251)均设有切刀(252)以及与切刀(252)对应设置的切刀座(253),切刀(252)设于粘贴在电路板(1)两侧的保护膜(3)的上方,切刀座(253)设于粘贴在电路板(1)两侧的保护膜(3)的下方,切刀(252)向下移动时与切刀座(253)配合将粘贴在电路板(1)两侧的保护膜(3)切断;
转板机构(300)包括转动板(310)以及压紧罩(320),转动板(310)底部设有旋转电机(330),旋转电机(330)安装于升降装置(340)的上方,压紧罩(320)转动设于转动板(310)的上方,压紧罩(320)转动轴线与转动板(310)的转动轴线同轴,当输送轨道(100)输送电路板(1)时,转动板(310)的顶面低于输送轨道(100)的输送滚轮(110);
定位机构(400)包括一对滑动设于输送轨道(100)两侧的侧推板(410),侧推板(410)的滑动方向水平垂直于电路板(1)的输送方向,侧推板(410)的内壁平行于电路板(1)的输送方向。
2.根据权利要求1所述的一种印制电路板边沿自动贴膜装置,其特征在于,辊压组件(210)还包括安装板(260),压平辊组(220)、折弯滚轮(230)以及定型轮(240)均连接于安装板(260),安装板(260)通过一对导杆(261)滑动穿设于输送轨道(100)的侧壁,安装板(260)连接于伸缩装置(262)的推杆,伸缩装置(262)用于控制安装板(260)的移动位置,以调节辊压组件(210)之间的间距。
3.根据权利要求1所述的一种印制电路板边沿自动贴膜装置,其特征在于,压平辊组(220)包括设置于电路板(1)上下侧的一对圆柱滚轮(221),圆柱滚轮(221)的轴线与印制电路板(1)的输送方向垂直,压平辊组(220)通过位于电路板(1)上方的圆柱滚轮(221)将保护膜(3)宽度方向位于电路板(1)上方的一部分压紧在电路板(1)的顶面上,位于电路板(1)下方的圆柱滚轮(221)整体隐藏于电路板(1)的底部;折弯滚轮(230)前段圆柱的直径小于后段圆柱的直径,折弯滚轮(230)的前段位于电路板(1)的上方,折弯滚轮(230)的后段位于电路板(1)沿输送方向的外侧,折弯滚轮(230)前段侧壁与后段内侧壁之间的夹角为90°,位于折弯滚轮(230)下方的支撑滚轮(231)的末端在电路板(1)上的投影位于电路板(1)的范围内;环形槽(241)的两侧壁与定型轮(240)周侧的交界处均沿圆周加工有斜面(242)。
4.根据权利要求1所述的一种印制电路板边沿自动贴膜装置,其特征在于,切断机构(250)还包括安装管(254),安装管(254)向上加工有T型槽(2541),T型槽(2541)垂直于电路板(1)的输送方向,切刀组件(251)还包括“Z”型结构的连接板(255),切刀座(253)设于连接板(255)的竖直段,连接板(255)顶部横段竖直向下设有推送气缸(256),切刀(252)连接于推送气缸(256)的推杆,连接板(255)底部横段滑动设于T型槽(2541)内,并利用螺钉进行锁紧定位。
5.根据权利要求1所述的一种印制电路板边沿自动贴膜装置,其特征在于,输送滚轮(110)沿输送轨道(100)的每一根输送轴(120)的轴线方向间隔设有多个,转动板(310)加工有若干通孔(311),当转动板(310)下降时,位于转动板(310)下方的输送滚轮(110)顶部间隙穿过通孔(311),压紧罩(320)的周侧为橡胶材质。
6.根据权利要求1所述的一种印制电路板边沿自动贴膜装置,其特征在于,辊压组件(210)对应保护膜卷料(2)的安装位置均设有出料滚筒(270),出料滚筒(270)通过阻尼轴承(271)连接于固定轴(272),保护膜卷料(2)通过内圈连接于出料滚筒(270)的外周,出料滚筒(270)通过螺纹连接有压紧套(280),压紧套(280)的外径小于保护膜卷料(2)内圈的内径,压紧套(280)沿圆周对称设有一对弹簧板(281),压紧套(280)对应弹簧板(281)的位置加工有矩形槽(2801),弹簧板(281)间隙设于矩形槽(2801)内,弹簧板(281)的末端嵌设于压紧套(280),弹簧板(281)前端沿压紧套(280)的法线向外凸出,压紧套(280)利用弹簧板(281)的前端压紧于保护膜卷料(2)内圈的端面。
7.根据权利要求1所述的一种印制电路板边沿自动贴膜装置,其特征在于,侧推板(410)连接于伸缩气缸(420)的推杆,伸缩气缸(420)带动侧推板(410)滑动,侧推板(410)的底面低于输送滚轮(110),侧推板(410)底部对应输送滚轮(110)均加工有半圆槽(411)以避让输送滚轮(110)。
8.根据权利要求1所述的一种印制电路板边沿自动贴膜装置,其特征在于,切断机构(250)的前后方均设有压紧辊组(290),压紧辊组(290)包括设于电路板(1)上下方向的一对压紧滚轮(291),压紧滚轮(291)的长度大于电路板(1)的长度和宽度尺寸。
9.根据权利要求8所述的一种印制电路板边沿自动贴膜装置,其特征在于,压紧滚轮(291)表面设有一圈柔性材料。
10.根据权利要求1所述的一种印制电路板边沿自动贴膜装置,其特征在于,贴膜机构(200)沿电路板(1)的输送方向间隔设有第一接近开关(4)和第二接近开关(5),以控制沿输送方向相邻电路板(1)之间的间隔距离,切断机构(250)设有第三接近开关(6),以确定保护膜(3)的切断位置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110482754.5A CN112977942B (zh) | 2021-04-30 | 2021-04-30 | 一种印制电路板边沿自动贴膜装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110482754.5A CN112977942B (zh) | 2021-04-30 | 2021-04-30 | 一种印制电路板边沿自动贴膜装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112977942A true CN112977942A (zh) | 2021-06-18 |
| CN112977942B CN112977942B (zh) | 2021-07-20 |
Family
ID=76336894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110482754.5A Active CN112977942B (zh) | 2021-04-30 | 2021-04-30 | 一种印制电路板边沿自动贴膜装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112977942B (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113784525A (zh) * | 2021-11-10 | 2021-12-10 | 四川英创力电子科技股份有限公司 | 一种印制电路板油墨压平装置 |
| CN114071887A (zh) * | 2022-01-11 | 2022-02-18 | 四川英创力电子科技股份有限公司 | 一种用于双面电路板包胶带的包边装置及其方法 |
| CN114103093A (zh) * | 2021-09-28 | 2022-03-01 | 安徽新富新能源科技有限公司 | 一种应用于新能源汽车冷却管贴膜机的折膜机构 |
| CN114538065A (zh) * | 2022-04-25 | 2022-05-27 | 四川英创力电子科技股份有限公司 | 一种浸泡电路板转移装置 |
| CN115384883A (zh) * | 2022-10-27 | 2022-11-25 | 佛山市川东磁电股份有限公司 | 一种热电堆传感器芯片加工用覆膜封装设备 |
| CN116280431A (zh) * | 2023-03-31 | 2023-06-23 | 富鼎电子科技(嘉善)有限公司 | 贴膜设备 |
| CN117295260A (zh) * | 2023-11-23 | 2023-12-26 | 四川英创力电子科技股份有限公司 | 一种多层软硬结合印制电路板及其制作方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1301994A (zh) * | 1999-08-25 | 2001-07-04 | 希普雷公司 | 传送带式真空施加器及将抗蚀干膜施加于一印刷线路板上的方法 |
| CN1472066A (zh) * | 2002-07-04 | 2004-02-04 | 迈克尔・霍劳弗机器制造有限责任两合 | 用于覆盖住纸板幅面的切割边的方法 |
| JP2008068420A (ja) * | 2006-09-12 | 2008-03-27 | Mck:Kk | フィルム仮付け装置及びフィルム仮付け方法 |
| CN107972913A (zh) * | 2017-11-10 | 2018-05-01 | 深圳市瑞飞科技有限公司 | 一种lcd贴膜设备用送膜贴膜一体机构 |
| CN207618043U (zh) * | 2017-12-07 | 2018-07-17 | 欧达可精机(深圳)有限公司 | 自动贴膜机 |
| CN110127145A (zh) * | 2019-06-21 | 2019-08-16 | 广东暖丰电热科技有限公司 | 纸箱打包生产线 |
| WO2020008321A1 (en) * | 2018-07-04 | 2020-01-09 | Mtc - Macchine Trasformazione Carta S.R.L. | Apparatus and method for wrapping products |
| CN112124710A (zh) * | 2020-10-21 | 2020-12-25 | 深圳市优德油脂工程技术有限公司 | 块状食用油脂的自动化智能包装线 |
-
2021
- 2021-04-30 CN CN202110482754.5A patent/CN112977942B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1301994A (zh) * | 1999-08-25 | 2001-07-04 | 希普雷公司 | 传送带式真空施加器及将抗蚀干膜施加于一印刷线路板上的方法 |
| CN1472066A (zh) * | 2002-07-04 | 2004-02-04 | 迈克尔・霍劳弗机器制造有限责任两合 | 用于覆盖住纸板幅面的切割边的方法 |
| JP2008068420A (ja) * | 2006-09-12 | 2008-03-27 | Mck:Kk | フィルム仮付け装置及びフィルム仮付け方法 |
| CN107972913A (zh) * | 2017-11-10 | 2018-05-01 | 深圳市瑞飞科技有限公司 | 一种lcd贴膜设备用送膜贴膜一体机构 |
| CN207618043U (zh) * | 2017-12-07 | 2018-07-17 | 欧达可精机(深圳)有限公司 | 自动贴膜机 |
| WO2020008321A1 (en) * | 2018-07-04 | 2020-01-09 | Mtc - Macchine Trasformazione Carta S.R.L. | Apparatus and method for wrapping products |
| CN110127145A (zh) * | 2019-06-21 | 2019-08-16 | 广东暖丰电热科技有限公司 | 纸箱打包生产线 |
| CN112124710A (zh) * | 2020-10-21 | 2020-12-25 | 深圳市优德油脂工程技术有限公司 | 块状食用油脂的自动化智能包装线 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114103093A (zh) * | 2021-09-28 | 2022-03-01 | 安徽新富新能源科技有限公司 | 一种应用于新能源汽车冷却管贴膜机的折膜机构 |
| CN113784525A (zh) * | 2021-11-10 | 2021-12-10 | 四川英创力电子科技股份有限公司 | 一种印制电路板油墨压平装置 |
| CN113784525B (zh) * | 2021-11-10 | 2022-02-15 | 四川英创力电子科技股份有限公司 | 一种印制电路板油墨压平装置 |
| CN114071887A (zh) * | 2022-01-11 | 2022-02-18 | 四川英创力电子科技股份有限公司 | 一种用于双面电路板包胶带的包边装置及其方法 |
| CN114071887B (zh) * | 2022-01-11 | 2022-03-25 | 四川英创力电子科技股份有限公司 | 一种用于双面电路板包胶带的包边装置及其方法 |
| CN114538065A (zh) * | 2022-04-25 | 2022-05-27 | 四川英创力电子科技股份有限公司 | 一种浸泡电路板转移装置 |
| CN115384883A (zh) * | 2022-10-27 | 2022-11-25 | 佛山市川东磁电股份有限公司 | 一种热电堆传感器芯片加工用覆膜封装设备 |
| CN115384883B (zh) * | 2022-10-27 | 2023-02-03 | 佛山市川东磁电股份有限公司 | 一种热电堆传感器芯片加工用覆膜封装设备 |
| CN116280431A (zh) * | 2023-03-31 | 2023-06-23 | 富鼎电子科技(嘉善)有限公司 | 贴膜设备 |
| CN117295260A (zh) * | 2023-11-23 | 2023-12-26 | 四川英创力电子科技股份有限公司 | 一种多层软硬结合印制电路板及其制作方法 |
| CN117295260B (zh) * | 2023-11-23 | 2024-01-30 | 四川英创力电子科技股份有限公司 | 一种多层软硬结合印制电路板及其制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112977942B (zh) | 2021-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112977942B (zh) | 一种印制电路板边沿自动贴膜装置 | |
| CN206840296U (zh) | 一种圆刀模切装置 | |
| CN116969239B (zh) | 一种不间断换料控制方法及装置 | |
| CN111977440B (zh) | 一种标签分切机 | |
| CN111101287B (zh) | 一种纺织经编生产设备及其方法 | |
| CN212581108U (zh) | 一种造纸用自动卸卷装置 | |
| CN117208622A (zh) | 应用于模切机的废料带牵引机构及不停机式模切机 | |
| CN111106377B (zh) | 极片单卷贴胶装置及方形动力电芯卷绕机 | |
| CN211569788U (zh) | 一种缠带机 | |
| US4003112A (en) | Automatic capacitor winding machine and method | |
| CN219053456U (zh) | 一种人工鼻过滤芯生产组装设备 | |
| CN218907757U (zh) | 用于圆形产品自动贴胶机的贴胶机构 | |
| CN216996909U (zh) | 起头处理装置及换卷设备 | |
| CN218024498U (zh) | 一种覆膜机分切机构 | |
| CN217555430U (zh) | 一种分切机收卷装置 | |
| CN114472674A (zh) | 一种极片成型设备 | |
| CN214520704U (zh) | 一种斜拉自动排废装置及模切机 | |
| CN210504890U (zh) | 一种高速不停机收卷装置 | |
| CN109353879B (zh) | 双工位自动化卷胶设备及自动卷胶方法 | |
| CN114314115B (zh) | 一种弹性绷带自动卷带设备及其方法 | |
| CN211769313U (zh) | 一种贴片胶设备 | |
| CN221680343U (zh) | 一种折叠机 | |
| CN217478631U (zh) | 一种高效率的薄膜收卷装置 | |
| CN213770711U (zh) | 一种料管自动粘胶机构 | |
| CN220192146U (zh) | 薄片不停机拼接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |