CN112960221B - 一种全自动包装码垛生产线 - Google Patents
一种全自动包装码垛生产线 Download PDFInfo
- Publication number
- CN112960221B CN112960221B CN202110143845.6A CN202110143845A CN112960221B CN 112960221 B CN112960221 B CN 112960221B CN 202110143845 A CN202110143845 A CN 202110143845A CN 112960221 B CN112960221 B CN 112960221B
- Authority
- CN
- China
- Prior art keywords
- driving
- power device
- materials
- bracket
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
- B65B65/003—Packaging lines, e.g. general layout
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/10—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders
- B65B1/12—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders of screw type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/18—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/04—Applying separate sealing or securing members, e.g. clips
- B65B51/07—Sewing or stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/02—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of binding or wrapping material, containers, or packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/24—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for shaping or reshaping completed packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B63/00—Auxiliary devices, not otherwise provided for, for operating on articles or materials to be packaged
- B65B63/08—Auxiliary devices, not otherwise provided for, for operating on articles or materials to be packaged for heating or cooling articles or materials to facilitate packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/02—Closing containers or receptacles deformed by, or taking-up shape, of, contents, e.g. bags, sacks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/54—Large containers characterised by means facilitating filling or emptying
- B65D88/64—Large containers characterised by means facilitating filling or emptying preventing bridge formation
- B65D88/68—Large containers characterised by means facilitating filling or emptying preventing bridge formation using rotating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G61/00—Use of pick-up or transfer devices or of manipulators for stacking or de-stacking articles not otherwise provided for
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Abstract
本发明涉及一种全自动包装码垛生产线;其特征在于:包括输送包装袋的第一输送机构、输送物料的第二输送机构、将所述物料装袋的包装机构、检测装袋后物料的检测机构、筛选不合格物料的分选机构、整形所述装袋后物料的整形机构和将所述装袋后物料堆叠在托盘上的码垛机构;所述包装机构设置在所述第二输送机构的出料口;包装袋堆叠放置在所述第一输送机构一端,所述第一输送机构另一端靠近所述包装机构;沿所述包装机构与所述码垛机构之间依次设置有所述检测机构、分选机构和所述整形机构。解决了现有方案造成的生产线存在人工操作导致生产线生产效率较低和生产线使用机械手移动物料使得生产线使用成本较高等问题。
Description
技术领域
本发明涉及生产线,具体涉及一种全自动包装码垛生产线。
背景技术
一般的,目前对粉、粒、块状物料(如塑料、化肥、合成橡胶、粮食等)的称重、供袋、装袋、封袋、倒袋整形、金属检测、码垛。常采用不同的设备分别进行操作。通过人工在不同设备之间进行运输。这就导致了物料包装码垛的效率较低。有些步骤仍然通过人工操作,这也导致了包装和码垛质量较差。
通过自动包装码垛生产线的使用,降低了生产成本,提高了企业的产品质量,提高了企业的利润,使企业产品更具有市场竞争力。自动面粉包装码垛生产线可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,极大地提高劳动生产率,降低成本投入。但现有自动包装码垛生产线为专用定制生产线,进行升级改造较为困难。且自动包装码垛生产线大量使用了重型机械臂,这就导致生产线使用成本较高。如何解决上述问题变得至关重要。
现有的方案,采用定量秤将物料灌装到包装袋内,通过输送机移动装袋后物料,输送机交错设有人工工位和机械工位,人工工位进行封袋、金属检测等操作,机械工位采用机械手回收不合格物料和码垛物料。这样的方案存在以下问题:(1)生产线存在人工操作,导致生产线生产效率较低;(2)生产线使用机械手移动物料,使得生产线使用成本较高。
发明内容
针对现有技术的不足,本发明公开了一种全自动包装码垛生产线,以解决现有技术中生产线存在人工操作导致生产线生产效率较低和生产线使用机械手移动物料使得生产线使用成本较高等问题。
本发明所采用的技术方案如下:
一种全自动包装码垛生产线;
包括输送包装袋的第一输送机构、输送物料的第二输送机构、将所述物料装袋的包装机构、检测装袋后物料的检测机构、筛选不合格物料的分选机构、整形所述装袋后物料的整形机构和将所述装袋后物料堆叠在托盘上的码垛机构;所述包装机构设置在所述第二输送机构的出料口;包装袋堆叠放置在所述第一输送机构一端,所述第一输送机构另一端靠近所述包装机构;沿所述包装机构与所述码垛机构之间依次设置有所述检测机构、分选机构和所述整形机构;
所述整形机构包括移动所述装袋后物料的第四输送装置、压平所述装袋后物料的主压装置、侧压所述装袋后物料的侧压装置、打印标签的打印装置、回收标签废料的回收装置、吸附所述标签的吸附筒和驱动所述吸附筒移动的第二驱动装置;所述主压装置包括并列摆动设置在所述第四输送装置两侧的主压板、压平所述装袋后物料的主压块、驱动所述主压块振动的第一振动器、推动所述主压板的第十五动力装置、顶住所述主压板的第一弹性装置、滑动支撑所述主压板的滑件、滚动支撑所述主压板的第一支撑滚轮;所述主压板摆动连接所述主压块;所述第一振动器设置在所述主压块上;所述第一弹性装置并列设置在所述第四输送装置两侧;所述滑件滑动设置在所述第四输送装置两侧;所述滑件连接所述第十五动力装置驱动端;所述第一支撑滚轮旋转设置在所述滑件上;所述侧压装置包括侧压所述装袋后物料的侧压块、滚动支撑所述侧压块的滚珠、驱动所述侧压块移动的第十六动力装置、驱动所述侧压块振动的第二振动器、所述侧压块设置有阶梯块、设置在所述第十六动力装置驱动端的连接块和弹性支撑所述阶梯块的第二弹性装置;所述滚珠并列旋转设置在所述侧压块上靠近所述第四输送装置的一端;所述第二振动器设置在所述侧压块上;所述连接块上开设有阶梯槽;所述第二弹性装置置于所述阶梯槽内;所述阶梯块嵌入所述阶梯槽;所述回收装置包括回收支架、并列旋转设置在所述回收支架上的回收轮和驱动所述回收轮旋转的第十七动力装置;所述标签废料绕设在所述回收轮上;所述第十七动力装置设置在所述回收支架上;围绕所述吸附筒开设有若干吸附孔;所述吸附筒内形成有若干吸附空间;所述吸附孔连通相应所述吸附空间;所述吸附空间通过连接头连接气源;所述第二驱动装置包括筒支架和驱动所述筒支架移动的第十八动力装置;所述吸附筒旋转设置在所述筒支架上;所述筒支架连接所述第十八动力装置驱动端。
进一步的技术方案为:所述第一输送机构包括输送支架、带动所述包装袋水平移动的横梁机构、带动所述包装袋竖直移动的纵梁机构、吸附所述包装袋的第一吸附机构、放置所述包装袋的放置机构和驱动所述纵梁机构沿所述横梁机构移动的驱动机构;所述横梁机构移动设置在所述输送支架上;所述纵梁机构设置在所述横梁机构上;所述输送支架上沿所述横梁机构移动方向分别设置有第一齿条和第一导轨;所述第一导轨上滑动设置有第一滑块;所述第一滑块支撑所述横梁机构;所述横梁机构包括主梁、设置在所述主梁两端的第一轴承、啮合所述第一齿条的第一齿轮和驱动所述第一齿轮旋转的第一动力装置;所述第一齿轮沿所述第一轴承内旋转;所述第一齿轮连接所述第一动力装置驱动端;所述驱动机构包括设置在所述主梁上的第二导轨、滑动设置在所述第二导轨上的第二滑块、沿所述主梁移动的第一驱动支架、设置在所述主梁上的第二齿条、啮合所述第二齿条的第二齿轮和驱动所述第二齿轮旋转的第二动力装置;所述第一驱动支架设置在所述第二滑块上;所述第二动力装置设置在所述第一驱动支架上;所述纵梁机构包括驱动所述第一吸附机构的第三动力装置和设置在所述第一驱动支架上的第三导轨;所述第三动力装置设置在所述第一驱动支架上;所述第一吸附机构滑动设置在所述第三导轨上;所述第一吸附机构包括吸附支架、滑动设置在所述第三导轨上的第三滑块、吸附所述包装袋的吸盘;所述第三滑块设置在所述吸附支架一端;所述吸盘水平并列设置在所述吸附支架另一端;所述放置机构包括放置所述包装袋的放置板、压紧所述包装袋的压紧板和拉动所述压紧板靠近所述包装袋的第四动力装置;所述压紧板摆动设置在所述放置板的两侧;所述压紧板连接所述第四动力装置驱动端。
进一步的技术方案为:所述第二输送机构包括储存所述物料的主筒、并列连通在所述主筒上的副筒、输送所述物料的螺杆、驱动所述螺杆旋转的第五动力装置、打散所述物料的杆体、驱动所述杆体旋转的第六动力装置、加热所述物料的加热管、冷却所述物料的风机和检测物料流量的第一传感器;所述副筒进口连通所述主筒出口;所述螺杆旋转设置在所述副筒内;所述螺杆连接所述第五动力装置驱动端;所述加热管围绕所述副筒设置;所述加热管设置有连接片;所述加热管外包裹有隔热筒;围绕所述隔热筒设置有外架;所述连接片分别连接所述副筒和所述外架;所述风机设置在所述外架上;所述杆体包括旋转设置在所述主筒内的主杆和围绕所述主杆并列设置的从杆;所述从杆上并列开设有第一齿形;所述主杆连接所述第六动力装置驱动端;所述第一传感器设置在所述副筒进口和所述主筒出口之间。
进一步的技术方案为:所述包装机构包括打开所述包装袋开口的开袋机构、移动所述装袋后物料的第一输送装置、折叠所述包装袋开口的折口机构、缝合所述包装袋开口的缝口机构、滚动支撑所述装袋后物料的栏杆机构、推倒所述装袋后物料的平放机构和外撑所述包装袋的涨开机构;所述开袋机构、所述折口机构、所述缝口机构和所述平放机构沿所述装袋后物料的移动方向设置在所述第一输送装置上;所述栏杆机构间隔设置在所述开袋机构、所述折口机构、所述缝口机构和所述平放机构之间;所述涨开机构移动设置在所述开袋机构上;所述开袋机构包括开袋主架、相对移动设置在所述开袋主架的开袋从架、吸附包装袋开口位置的吸条、驱动所述吸条移动的第七动力装置、设置在所述开袋主架上的第四导轨和滑动设置在所述第四导轨上的第四滑块;所述开袋从架设置在所述第四滑块上;所述吸条设置在所述开袋从架上;所述第七动力装置驱动端连接所述开袋从架;所述折口机构包括弯折的第一折口板、置于所述第一折口板内的第二折口板、压紧所述包装袋折口位置的折口滚轮和驱动所述折口滚轮靠近所述包装袋的第八动力装置;所述第一折口板的两端和所述第二折口板的两端分别向外扩张延伸;所述折口滚轮旋转设置在所述第八动力装置驱动端;所述折口滚轮位于所述包装袋折口位置的两侧;所述缝口机构包括缝口支架、缝合所述包装袋的缝口机、压紧缝线的压板、裁剪所述缝线的刀片、驱动所述压板相互靠近第九动力装置和驱动所述刀片靠近所述缝线的第十动力装置;所述压板交错摆动设置在所述缝口支架上;所述刀片连接所述第十动力装置驱动端;所述第九动力装置设置在所述压板之间;所述栏杆机构包括沿所述装袋后物料移动方向设置在所述第一输送装置上的栏板和滚动支撑所述装袋后物料的滚动轮;所述滚动轮并列旋转设置在所述栏板上;所述平放机构包括滚压所述装袋后物料的滚压轮和驱动所述滚压轮靠近所述装袋后物料的第十一动力装置;所述滚压轮旋转设置在所述第十一动力装置驱动端;所述涨开机构包括喷射气体的喷射管、开合所述喷射管的控制阀驱动所述喷射管靠近所述包装袋的第十二动力装置;所述喷射管一端连接气源,所述喷射管另一端朝向所述包装袋内。
进一步的技术方案为:所述检测机构包括检测装袋后物料金属含量的第一检测装置、移动所述装袋后物料的第二输送装置、称重所述装袋后物料的称重装置和滚动支撑所述装袋后物料的支撑机构;所述第一检测装置设置在所述第二输送装置上;所述称重装置和所述支撑机构设置在所述第二输送装置内;所述支撑机构包括设置在所述称重装置上的支撑架和滚动支撑第二输送装置皮带的支撑轮;所述支撑轮并列旋转设置在所述支撑架上;所述装袋后物料放置在所述第二输送装置皮带上。
进一步的技术方案为:所述分选机构包括分选支架、移动所述不合格物料的第三输送装置、移动所述装袋后物料的分选装置、驱动所述分选装置旋转的第一驱动装置和回收所述不合格物料的料框;所述第三输送装置设置在所述分选支架和所述料框之间;所述分选装置并列旋转设置在所述分选支架上;所述分选装置包括设置在所述分选支架上的第二轴承、旋转设置在所述第二轴承内的分选盘、所述分选盘内并列旋转设置有分选轴、同轴设置在所述分选轴一端的第一锥齿、旋转设置在所述分选盘内的第二锥齿和驱动所述第二锥齿的第十三动力装置;所述第一锥齿和所述第二锥齿相互啮合;所述第十三动力装置置于所述分选盘内;所述第一驱动装置包括围绕所述分选盘设置的第三齿条、设置在所述分选支架内的第二驱动支架、旋转设置在所述第二驱动支架内的第三齿轮、驱动所述第三齿轮旋转的第十四动力装置和限制所述第三齿轮的第三轴承;所述第三齿轮与所述第三齿条相啮合;所述第十四动力装置设置在所述第二驱动支架上;所述第三轴承设置在所述第二驱动支架内所述第三齿轮的两侧;所述第三轴承为平面轴承。
进一步的技术方案为:所述码垛机构包括移动所述装袋后物料的第一移动装置、抓取所述装袋后物料的抓手机构、移动所述装袋后物料的第二移动装置、堆叠放置所述装袋后物料的叠放装置、压紧码垛物料的推整装置、升降所述叠放装置的升降装置;所述叠放装置移动设置在所述升降装置内;所述第一移动装置包括移动支架和并列旋转设置在所述移动支架上的移动轴;相邻所述移动轴之间存在间隔;所述抓手机构包括第二连接件、第一连接件、抓架、旋转设置在所述抓架内的丝杆、移动设置在所述丝杆的移动块和抓取所述装袋后物料的抓件;所述第一连接件相对摆动设置在所述抓架上;所述第二连接件相对摆动设置在所述移动块上;所述抓件分别摆动连接所述第二连接件上远离所述移动块的一端和所述第一连接件上远离所述抓架的一端;所述抓件上并列设置有抓杆;相邻所述抓杆之间存在间隔;所述第二移动装置包括驱动所述装袋后物料水平移动的滚珠丝杆滑台、穿设在所述抓架上的移动柱、旋转设置在所述移动柱上的第四轴承、围绕所述第四轴承设置的第四齿条、啮合所述第四齿条的第四齿轮和驱动所述第四齿轮旋转的第十九动力装置;所述滚珠丝杆滑台呈十字形交错设置;所述移动柱和所述第十九动力装置设置在所述滚珠丝杆滑台的移动端;所述第四轴承连接所述抓架;所述叠放装置包括叠放支架、相对滑动设置在所述叠放支架上的叠放板、设置在所述叠放板一侧的第五齿条、啮合相邻所述第五齿条的第五齿轮、驱动所述第五齿轮旋转的第二十动力装置、设置在所述叠放板另一侧的第五滑块和设置在所述叠放支架上的第五导轨;所述第二十动力装置设置在所述叠放支架上;所述第五滑块滑动设置在所述第五导轨上;所述推整装置包括压紧所述码垛物料边角处的推压板和推动所述推压板移动的第二十一动力装置;所述第二十一动力装置驱动端连接所述推压板;所述升降装置包括升降架、相互交叉连接的升降杆和推动所述升降杆的第二十二动力装置;所述叠放支架活动设置在所述升降架上;所述升降杆一端活动连接所述叠放支架;所述升降杆另一端活动连接所述升降架底部;所述升降杆连接所述第二十二动力装置驱动端。
本发明的有益效果如下:本发明设计了一种全自动包装码垛生产线采用第一输送机构输送包装袋,采用第二输送机构输送物料,采用包装机构将物料装袋,采用检测机构检测装袋后物料,采用分选机构筛选不合格物料,采用整形机构整形装袋后物料,采用码垛机构将装袋后物料堆叠。全自动包装码垛生产线带来了如下效果:(1)通过放置机构将包装袋并列放置,通过纵梁机构、横梁机构和驱动机构完成包装袋的移动,通过第一吸附机构完成包装袋的吸附,使得第一输送机构提高了输送包装袋的效率;(2)通过杆体可以将物料打散,避免物料造成第二输送机构的堵塞,通过第一传感器物料的流量,调节螺杆的转速就可以调节物料的输送量,满足不同的生产需求,螺杆可以将副筒内密封住,避免物料的流出,保证了物料输送量的准确度,通过加热管可以完成物料的加热,通过风机可以完成物料的降温,使得全自动包装码垛生产线可以满足不同物料的包装码垛;(3)通过开袋机构可以将包装袋打开,涨开机构可以将包装袋内涨开,方便物料的装袋,通过折口机构和缝口机构可以完成包装袋的缝合,通过栏杆机构可以限制装袋后物料,方便进行物料的装袋和包装袋的折口缝合,通过平放机构将装袋后物料推倒平放,方便后续的整形工艺;(4)通过检测机构可以检测出不合格的物料,通过分选机构可以在不影响全自动包装码垛生产线工作心率的情况下,完成对不合格物料的回收;(5)通过主压装置上下方向压平装袋后物料,通过侧压装置完成装袋后物料侧面的压平,通过吸附筒完成标签的平稳贴合,方便后续物料的堆码提高了码垛效率;(6)通过抓手机构可以完成装袋后物料的抓取和放下,第二移动装置完成装袋后物料的移动,叠放装置和升降装置完成码垛物料的叠放,推整装置推动码垛物料将码垛物料整齐叠放,码垛机构不需要机械手就可以移动码垛物料,减少了使用成本,码垛机构将码垛物料叠放的各个步骤分配到不同的装置中完成,减少了码垛物料叠放的时间,提高了效率。
附图说明
图1为本发明的结构示意图。
图2为本发明第一输送机构的左视结构图。
图3为图1中A处放大图。
图4为本发明开袋机构的结构图。
图5为本发明折口机构的左视结构图。
图6为本发明缝口机构的结构图。
图7为图1中B处放大图。
图8为图1中C处放大图。
图9为发明侧压装置的左视结构图。
图10为发明回收装置的结构图。
图11为图1中D处放大图。
图12为发明第一移动装置的结构图。
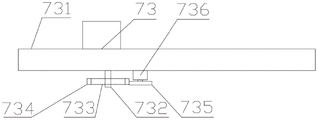
图13为发明第二移动装置的结构图。
图14为发明抓手机构的结构图。
图15为发明叠放装置、推整装置和升降装置的结构图。
图中:1、第一输送机构;11、输送支架;12、横梁机构;121、主梁;122、第一轴承;123、第一齿轮;124、第一动力装置;13、纵梁机构;131、第三动力装置;132、第三导轨;14、第一吸附机构;141、吸附支架;142、第三滑块;143、吸盘;15、放置机构;151、放置板;152、压紧板;153、第四动力装置;16、第一齿条;17、第一导轨;18、第一滑块;19、驱动机构;191、第二导轨;192、第二滑块;193、第一驱动支架;194、第二齿条;195、第二齿轮;196、第二动力装置;2、第二输送机构;21、主筒;22、副筒;23、螺杆;24、第五动力装置;25、杆体;251、主杆;252、从杆;26、第六动力装置;27、加热管;271、隔热筒;272、连接片;28、风机;281、外架;29、第一传感器;3、包装机构;31、开袋机构;311、开袋主架;312、开袋从架;313、吸条;314、第七动力装置;315、第四导轨;316、第四滑块;32、第一输送装置;33、折口机构;331、第一折口板;332、第二折口板;333、折口滚轮;334、第八动力装置;34、缝口机构;341、缝口机;342、缝口支架;343、压板;344、刀片;345、第九动力装置;346、第十动力装置;35、栏杆机构;351、栏板;352、滚动轮;36、平放机构;361、第十一动力装置;362、滚压轮;37、涨开机构;371、喷射管;372、控制阀;373、第十二动力装置;4、检测机构;41、第一检测装置;42、第二输送装置;43、称重装置;44、支撑机构;441、支撑架;442、支撑轮;5、分选机构;51、分选支架;52、第三输送装置;53、分选装置;531、第二轴承;532、分选盘;533、分选轴;534、第一锥齿;535、第二锥齿;536、第十三动力装置;54、第一驱动装置;541、第三齿条;542、第二驱动支架;543、第三齿轮;544、第十四动力装置;545、第三轴承;55、料框;6、整形机构;61、第四输送装置;62、主压装置;621、主压板;622、主压块;623、第一振动器;624、第十五动力装置;625、第一弹性装置;626、滑件;627、第一支撑滚轮;63、侧压装置;631、侧压块;632、滚珠;633、第十六动力装置;634、第二振动器;635、阶梯块;636、连接块;637、第二弹性装置;638、阶梯槽;64、打印装置;65、回收装置;651、回收支架;652、回收轮;653、第十七动力装置;66、吸附筒;661、吸附孔;662、吸附空间;67、第二驱动装置;671、筒支架;672、第十八动力装置;7、码垛机构;71、第一移动装置;711、移动支架;712、移动轴;72、抓手机构;721、抓架;722、丝杆;723、移动块;724、抓件;725、第一连接件;726、第二连接件;727、抓杆;728、第二十三动力装置;73、第二移动装置;731、滚珠丝杆滑台;732、移动柱;733、第四轴承;734、第四齿条;735、第四齿轮;736、第十九动力装置;74、叠放装置;741、叠放支架;742、叠放板;743、第五齿条;744、第五齿轮;745、第二十动力装置;746、第五滑块;747、第五导轨;75、推整装置;751、推压板;752、第二十一动力装置;76、升降装置;761、升降架;762、升降杆;763、第二十二动力装置。
具体实施方式
下面结合附图,说明本实施例的具体实施方式。
图1为本发明的结构示意图。图2为本发明第一输送机构的左视结构图。图3为图1中A处放大图。图4为本发明开袋机构的结构图。图5为本发明折口机构的左视结构图。图6为本发明缝口机构的结构图。图7为图1中B处放大图。图8为图1中C处放大图。图9为发明侧压装置的左视结构图。图10为发明回收装置的结构图。图11为图1中D处放大图。图12为发明第一移动装置的结构图。图13为发明第二移动装置的结构图。图14为发明抓手机构的结构图。图15为发明叠放装置、推整装置和升降装置的结构图。结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14和图15所示,本发明公开了一种全自动包装码垛生产线。图中X的方向为本发明结构示意图的上端,图中Y的方向为本发明结构示意图的右端。
全自动包装码垛生产线包括输送包装袋的第一输送机构1、输送物料的第二输送机构2、将物料装袋的包装机构3、检测装袋后物料的检测机构4、筛选不合格物料的分选机构5、整形装袋后物料的整形机构6和将装袋后物料堆叠在托盘上的码垛机构7。包装机构3设置在第二输送机构2的出料口。包装袋堆叠放置在第一输送机构1一端,第一输送机构1另一端靠近包装机构3。沿包装机构3与码垛机构7之间依次设置有检测机构4、分选机构5和整形机构6。
第一输送机构1包括输送支架11、带动包装袋水平移动的横梁机构12、带动包装袋竖直移动的纵梁机构13、吸附包装袋的第一吸附机构14、放置包装袋的放置机构15和驱动纵梁机构13沿横梁机构12移动的驱动机构19。横梁机构12移动设置在输送支架11上。纵梁机构13设置在横梁机构12上。输送支架11上沿横梁机构12移动方向分别设置有第一齿条16和第一导轨17。第一导轨17上滑动设置有第一滑块18。第一滑块18支撑横梁机构12。横梁机构12包括主梁121、设置在主梁121两端的第一轴承122、啮合第一齿条16的第一齿轮123和驱动第一齿轮123旋转的第一动力装置124。第一齿轮123沿第一轴承122内旋转。第一齿轮123连接第一动力装置124驱动端。驱动机构19包括设置在主梁121上的第二导轨191、滑动设置在第二导轨191上的第二滑块192、沿主梁121移动的第一驱动支架193、设置在主梁121上的第二齿条194、啮合第二齿条194的第二齿轮195和驱动第二齿轮195旋转的第二动力装置196。第一驱动支架193设置在第二滑块192上。第二动力装置196设置在第一驱动支架193上。纵梁机构13包括驱动第一吸附机构14的第三动力装置131和设置在第一驱动支架193上的第三导轨132。第三动力装置131设置在第一驱动支架193上。第一吸附机构14滑动设置在第三导轨132上。第一吸附机构14包括吸附支架141、滑动设置在第三导轨132上的第三滑块142、吸附包装袋的吸盘143。第三滑块142设置在吸附支架141一端。吸盘143水平并列设置在吸附支架141另一端。放置机构15包括放置包装袋的放置板151、压紧包装袋的压紧板152和拉动压紧板152靠近包装袋的第四动力装置153。压紧板152摆动设置在放置板151的两侧。压紧板152连接第四动力装置153驱动端。
优选的,放置板151为L字形。优选的,第四动力装置153为气缸。优选的,第三动力装置131为气缸。优选的,第二动力装置196为电机。优选的,第一动力装置124为电机。主梁121前后方向滑动设置在输送支架11上。第一滑块18的上端连接主梁121。第一轴承122设置在主梁121的前后两端。第二导轨191前后方向设置在主梁121上。第二齿条194前后方向设置在主梁121上。第三导轨132上下方向设置在第一驱动支架193上。第三动力装置131上下方向设置在第一驱动支架193上。吸盘143连接气源。包装袋竖直并列放置在放置板151上。压紧板152摆动设置在放置板151的左右两侧。第四动力装置153设置在放置板151的左右两侧。
第一动力装置124为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第二动力装置196为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第三动力装置131为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*300的气缸。
第四动力装置153为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*300的气缸。
包装袋竖直并列放置在放置板151上,第四动力装置153驱动压紧板152压紧包装袋。第一动力装置124驱动第一齿轮123旋转,第一齿轮123沿第一齿条16移动,完成包装袋的左右移动。第二动力装置196驱动第二齿轮195旋转,第二齿轮195沿第二齿条194移动,完成包装袋的前后移动。第三动力装置131驱动第一吸附机构14上下移动完成包装袋的上下移动。吸盘143连通气源完成包装袋的吸附,吸盘143断开连通气源放下包装袋。
通过放置机构15将包装袋并列放置,通过纵梁机构13、横梁机构12和驱动机构19完成包装袋的移动,通过第一吸附机构14完成包装袋的吸附,使得第一输送机构1提高了输送包装袋的效率。
第二输送机构2包括储存物料的主筒21、并列连通在主筒21上的副筒22、输送物料的螺杆23、驱动螺杆23旋转的第五动力装置24、打散物料的杆体25、驱动杆体25旋转的第六动力装置26、加热物料的加热管27、冷却物料的风机28和检测物料流量的第一传感器29。副筒22进口连通主筒21出口。螺杆23旋转设置在副筒22内。螺杆23连接第五动力装置24驱动端。加热管27围绕副筒22设置。加热管27设置有连接片272。加热管27外包裹有隔热筒271。围绕隔热筒271设置有外架281。连接片272分别连接副筒22和外架281。风机28设置在外架281上。杆体25包括旋转设置在主筒21内的主杆251和围绕主杆251并列设置的从杆252。从杆252上并列开设有第一齿形。主杆251连接第六动力装置26驱动端。第一传感器29设置在副筒22进口和主筒21出口之间。
优选的,第一传感器29为流量计。优选的,第六动力装置26为电机。优选的,第五动力装置24为电机。副筒22上下方向倾斜并列设置在主筒21的下端。副筒22的上端连通主筒21的下端。副筒22的下端排出物料。加热管27围绕副筒22的外表面设置。连接片272并列设置在加热管27的外表面。外架281围绕隔热筒271的外表面设置。第五动力装置24驱动端连接螺杆23的上端。第一传感器29设置在副筒22上端和主筒21下端之间。
主杆251旋转设置在主筒21内。从杆252围绕主杆251的外表面并列设置。从杆252的外表面并列开设有第一齿形。第六动力装置26设置在主筒21的上端。第六动力装置26驱动端连接主杆251的上端。
第五动力装置24为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第六动力装置26为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第一传感器29为流量计,流量计型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为JCK-GTK/C的流量计。
风机28型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为HY-380的风机。
物料从主筒21的上端进入主筒21内,第六动力装置26驱动杆体25旋转将物料打散。物料通过第一传感器29进入副筒22内,计算物料的流量。第五动力装置24驱动螺杆23旋转,螺杆23推动物料沿副筒22内移动,从副筒22出口排出。
通过杆体25可以将物料打散,避免物料造成第二输送机构2的堵塞。通过第一传感器29物料的流量,调节螺杆23的转速就可以调节物料的输送量,满足不同的生产需求。螺杆23停止旋转时,螺杆23可以将副筒22内密封住,避免物料的流出,保证了物料输送量的准确度。通过加热管27可以完成物料的加热,通过风机28可以完成物料的降温,使得全自动包装码垛生产线可以满足不同物料的包装码垛。
包装机构3包括打开包装袋开口的开袋机构31、移动装袋后物料的第一输送装置32、折叠包装袋开口的折口机构33、缝合包装袋开口的缝口机构34、滚动支撑装袋后物料的栏杆机构35、推倒装袋后物料的平放机构36和外撑包装袋的涨开机构37。开袋机构31、折口机构33、缝口机构34和平放机构36沿装袋后物料的移动方向设置在第一输送装置32上。栏杆机构35间隔设置在开袋机构31、折口机构33、缝口机构34和平放机构36之间。涨开机构37移动设置在开袋机构31上。开袋机构31包括开袋主架311、相对移动设置在开袋主架311的开袋从架312、吸附包装袋开口位置的吸条313、驱动吸条313移动的第七动力装置314、设置在开袋主架311上的第四导轨315和滑动设置在第四导轨315上的第四滑块316。开袋从架312设置在第四滑块316上。吸条313设置在开袋从架312上。第七动力装置314驱动端连接开袋从架312。折口机构33包括弯折的第一折口板331、置于第一折口板331内的第二折口板332、压紧包装袋折口位置的折口滚轮333和驱动折口滚轮333靠近包装袋的第八动力装置334。第一折口板331的两端和第二折口板332的两端分别向外扩张延伸。折口滚轮333旋转设置在第八动力装置334驱动端。折口滚轮333位于包装袋折口位置的两侧。缝口机构34包括缝口支架342、缝合包装袋的缝口机341、压紧缝线的压板343、裁剪缝线的刀片344、驱动压板343相互靠近第九动力装置345和驱动刀片344靠近缝线的第十动力装置346。压板343交错摆动设置在缝口支架342上。刀片344连接第十动力装置346驱动端。第九动力装置345设置在压板343之间。栏杆机构35包括沿装袋后物料移动方向设置在第一输送装置32上的栏板351和滚动支撑装袋后物料的滚动轮352。滚动轮352并列旋转设置在栏板351上。平放机构36包括滚压装袋后物料的滚压轮362和驱动滚压轮362靠近装袋后物料的第十一动力装置361。滚压轮362旋转设置在第十一动力装置361驱动端。涨开机构37包括喷射气体的喷射管371、开合喷射管371的控制阀372驱动喷射管371靠近包装袋的第十二动力装置373。喷射管371一端连接气源,喷射管371另一端朝向包装袋内。
优选的,第十二动力装置373为气缸。优选的,第十一动力装置361为气缸。优选的,第十动力装置346为气缸。优选的,第九动力装置345为气缸。优选的,第八动力装置334为气缸。优选的,第七动力装置314为气缸。优选的,第一输送装置32为输送机。
第一输送装置32为左右方向设置。第四导轨315前后方向设置在开袋主架311上。第四滑块316下端滑动连接第四导轨315。第四滑块316上端连接吸条313。吸条313连接气源。第十二动力装置373设置在开袋从架312上。控制阀372设置在第十二动力装置373的驱动端。第一折口板331的上端向第二折口板332方向弯折一定角度。第二折口板332的上端置于第一折口板331的弯折处。折口滚轮333相对设置在第二折口板332的右端位置。压板343的一端夹持住缝线。压板343的另一端连接第九动力装置345。栏板351左右方向设置在第一输送装置32的前后两侧。
第一输送装置32为输送机,输送机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为LSD-10063的输送机。
第七动力装置314为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*200的气缸。
第八动力装置334为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*75的气缸。
第九动力装置345为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*75的气缸。
第十动力装置346为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*50的气缸。
第十一动力装置361为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*200的气缸。
第十二动力装置373为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*75的气缸。
第七动力装置314驱动吸条313靠近包装袋,吸条313吸附包装袋开口处将包装袋打开。第十二动力装置373驱动喷射管371靠近包装袋内,控制阀372打开喷射管371,气体进入包装袋内将包装袋内涨开。第一输送装置32带动装袋后物料沿栏板351之间移动,滚动轮352滚动支撑装袋后物料。包装袋开口处置于第一折口板331和第二折口板332之间,将包装袋开口处弯折。第八动力装置334驱动折口滚轮333旋转,折口滚轮333辊压包装袋弯折处。缝口机341将包装袋弯折处缝合,第九动力装置345驱动压板343相互靠近,压板343夹紧缝线,第十动力装置346驱动刀片344切割缝线。第十一动力装置361驱动滚压轮362靠近装袋后物料将装袋后物料推倒。
通过开袋机构31可以将包装袋打开,涨开机构37可以将包装袋内涨开,方便物料的装袋。通过折口机构33和缝口机构34可以完成包装袋的缝合。通过栏杆机构35可以限制装袋后物料,方便进行物料的装袋和包装袋的折口缝合。通过平放机构36将装袋后物料推倒平放,方便后续的整形工艺。
检测机构4包括检测装袋后物料金属含量的第一检测装置41、移动装袋后物料的第二输送装置42、称重装袋后物料的称重装置43和滚动支撑装袋后物料的支撑机构44。第一检测装置41设置在第二输送装置42上。称重装置43和支撑机构44设置在第二输送装置42内。支撑机构44包括设置在称重装置43上的支撑架441和滚动支撑第二输送装置42皮带的支撑轮442。支撑轮442并列旋转设置在支撑架441上。装袋后物料放置在第二输送装置42皮带上。
优选的,第二输送装置42为输送机。优选的,第一检测装置41为金属探测器。优选的,称重装置43为电子秤。第二输送装置42带动装袋后物料移动靠近第一检测装置41,第一检测装置41检测装袋后物料内是否有金属件,若检测到金属件,则装袋后物料为不合格装袋后物料。第二输送装置42带动装袋后物料移动靠近称重装置43,称重装置43对装袋后物料进行称重,若称重的重量存在偏差,则装袋后物料为不合格装袋后物料。
第二输送装置42为输送机,输送机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为LSD-10063的输送机。
第一检测装置41为金属探测器,金属探测器型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为FT-R970的金属探测器。
称重装置43为电子秤,电子秤型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为JH-他的电子秤。
分选机构5包括分选支架51、移动不合格物料的第三输送装置52、移动装袋后物料的分选装置53、驱动分选装置53旋转的第一驱动装置54和回收不合格物料的料框55。第三输送装置52设置在分选支架51和料框55之间。分选装置53并列旋转设置在分选支架51上。分选装置53包括设置在分选支架51上的第二轴承531、旋转设置在第二轴承531内的分选盘532、分选盘532内并列旋转设置有分选轴533、同轴设置在分选轴533一端的第一锥齿534、旋转设置在分选盘532内的第二锥齿535和驱动第二锥齿535的第十三动力装置536。第一锥齿534和第二锥齿535相互啮合。第十三动力装置536置于分选盘532内。第一驱动装置54包括围绕分选盘532设置的第三齿条541、设置在分选支架51内的第二驱动支架542、旋转设置在第二驱动支架542内的第三齿轮543、驱动第三齿轮543旋转的第十四动力装置544和限制第三齿轮543的第三轴承545。第三齿轮543与第三齿条541相啮合。第十四动力装置544设置在第二驱动支架542上。第三轴承545设置在第二驱动支架542内第三齿轮543的两侧。第三轴承545为平面轴承。
优选的,第十四动力装置544为电机。优选的,第十三动力装置536为电机。分选盘532旋转设置在第二轴承531的内圈。第二轴承531的外圈连接分选支架51。第三齿条541围绕分选盘532的外表面设置。第二驱动支架542设置在分选支架51的下端。第三轴承545设置在第二驱动支架542内第三齿轮543的上下端。第三输送装置52与分选支架51连通。
第十三动力装置536驱动第二锥齿535旋转,第二锥齿535带动第一锥齿534和分选轴533旋转,分选轴533带动装袋后物料移动。第十四动力装置544驱动第三齿轮543旋转,第三齿轮543带动分选装置53旋转一定角度,改变不合格装袋后物料的移动方向,不合格装袋后物料通过第三输送装置52移动至料框55内。
第十三动力装置536为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第十四动力装置544为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
通过检测机构4可以检测出不合格的物料。通过分选机构5可以在不影响全自动包装码垛生产线工作心率的情况下,完成对不合格物料的回收。
整形机构6包括移动装袋后物料的第四输送装置61、压平装袋后物料的主压装置62、侧压装袋后物料的侧压装置63、打印标签的打印装置64、回收标签废料的回收装置65、吸附标签的吸附筒66和驱动吸附筒66移动的第二驱动装置67。主压装置62包括并列摆动设置在第四输送装置61两侧的主压板621、压平装袋后物料的主压块622、驱动主压块622振动的第一振动器623、推动主压板621的第十五动力装置624、顶住主压板621的第一弹性装置625、滑动支撑主压板621的滑件626、滚动支撑主压板621的第一支撑滚轮627。主压板621摆动连接主压块622。第一振动器623设置在主压块622上。第一弹性装置625并列设置在第四输送装置61两侧。滑件626滑动设置在第四输送装置61两侧。滑件626连接第十五动力装置624驱动端。第一支撑滚轮627旋转设置在滑件626上。侧压装置63包括侧压装袋后物料的侧压块631、滚动支撑侧压块631的滚珠632、驱动侧压块631移动的第十六动力装置633、驱动侧压块631振动的第二振动器634、侧压块631设置有阶梯块635、设置在第十六动力装置633驱动端的连接块636和弹性支撑阶梯块635的第二弹性装置637。滚珠632并列旋转设置在侧压块631上靠近第四输送装置61的一端。第二振动器634设置在侧压块631上。连接块636上开设有阶梯槽638。第二弹性装置637置于阶梯槽638内。阶梯块635嵌入阶梯槽638。回收装置65包括回收支架651、并列旋转设置在回收支架651上的回收轮652和驱动回收轮652旋转的第十七动力装置653。标签废料绕设在回收轮652上。第十七动力装置653设置在回收支架651上。围绕吸附筒66开设有若干吸附孔661。吸附筒66内形成有若干吸附空间662。吸附孔661连通相应吸附空间662。吸附空间662通过连接头连接气源。第二驱动装置67包括筒支架671和驱动筒支架671移动的第十八动力装置672。吸附筒66旋转设置在筒支架671上。筒支架671连接第十八动力装置672驱动端。
优选的,第十八动力装置672为气缸。优选的,第十七动力装置653为电机。优选的,第十六动力装置633为气缸。优选的,第十五动力装置624为气缸。优选的,第四输送装置61为输送机。主压板621上端摆动连接主压块622。主压板621的下端摆动连接第四输送装置61。第十五动力装置624左右方向设置在第四输送装置61上。滑件626上下方向滑动设置在第四输送装置61两侧。第一支撑滚轮627旋转设置在滑件626上端。滚珠632并列旋转设置在侧压块631的下端。吸附孔661围绕吸附筒66的外表面开设。
第一弹性装置625推动主压板621,第一振动器623驱动主压块622振动,将装袋后物料上下方向压平。第十六动力装置633驱动侧压块631靠近装袋后物料前后两侧,第二振动器634驱动侧压块631振动,将装袋后物料前后方向压平。第十五动力装置624驱动滑件626靠近主压板621,第一支撑滚轮627滚动支撑主压板621。主压块622向上移动,第四输送装置61带动装袋后物料移动。打印装置64打印标签,第十八动力装置672向上驱动吸附筒66靠近标签,吸附孔661吸附标签,第十八动力装置672向下驱动吸附筒66靠近装袋后物料吸附孔661停止吸附标签,标签贴合在装袋后物料上。第十七动力装置653驱动回收轮652旋转回收标签废料。
第四输送装置61为输送机,输送机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*75的输送机。
第十五动力装置624为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*100的气缸。
第十六动力装置633为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*100的气缸。
第十七动力装置653为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第十八动力装置672为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*200的气缸。
通过主压装置62上下方向压平装袋后物料,通过侧压装置63完成装袋后物料侧面的压平,通过吸附筒66完成标签的平稳贴合,方便后续物料的堆码,提高了码垛效率。
码垛机构7包括移动装袋后物料的第一移动装置71、抓取装袋后物料的抓手机构72、移动装袋后物料的第二移动装置73、堆叠放置装袋后物料的叠放装置74、压紧码垛物料的推整装置75、升降叠放装置74的升降装置76。叠放装置74移动设置在升降装置76内。第一移动装置71包括移动支架711和并列旋转设置在移动支架711上的移动轴712。相邻移动轴712之间存在间隔。抓手机构72包括第二连接件726、第一连接件725、抓架721、旋转设置在抓架721内的丝杆722、移动设置在丝杆722的移动块723、抓取装袋后物料的抓件724和驱动丝杆722旋转的第二十三动力装置728。第一连接件725相对摆动设置在抓架721上。第二连接件726相对摆动设置在移动块723上。抓件724分别摆动连接第二连接件726上远离移动块723的一端和第一连接件725上远离抓架721的一端。抓件724上并列设置有抓杆727。相邻抓杆727之间存在间隔。第二十三动力装置728设置在抓架721内。第二移动装置73包括驱动装袋后物料水平移动的滚珠丝杆滑台731、穿设在抓架721上的移动柱732、旋转设置在移动柱732上的第四轴承733、围绕第四轴承733设置的第四齿条734、啮合第四齿条734的第四齿轮735和驱动第四齿轮735旋转的第十九动力装置736。滚珠丝杆滑台731呈十字形交错设置。移动柱732和第十九动力装置736设置在滚珠丝杆滑台731的移动端。第四轴承733连接抓架721。叠放装置74包括叠放支架741、相对滑动设置在叠放支架741上的叠放板742、设置在叠放板742一侧的第五齿条743、啮合相邻第五齿条743的第五齿轮744、驱动第五齿轮744旋转的第二十动力装置745、设置在叠放板742另一侧的第五滑块746和设置在叠放支架741上的第五导轨747。第二十动力装置745设置在叠放支架741上。第五滑块746滑动设置在第五导轨747上。推整装置75包括压紧码垛物料边角处的推压板751和推动推压板751移动的第二十一动力装置752。第二十一动力装置752驱动端连接推压板751。升降装置76包括升降架761、相互交叉连接的升降杆762和推动升降杆762的第二十二动力装置763。叠放支架741活动设置在升降架761上。升降杆762一端活动连接叠放支架741。升降杆762另一端活动连接升降架761底部。升降杆762连接第二十二动力装置763驱动端。
优选的,第二十二动力装置763为气缸。优选的,第二十一动力装置752为气缸。优选的,第二十动力装置745为电机。优选的,第十九动力装置736为电机。优选的,第二十三动力装置728为电机。优选的,滚珠丝杆滑台731为两组。移动轴712前后方向旋转设置在移动支架711的上端。丝杆722上下方向旋转设置在抓架721内。第一连接件725上端摆动连接抓架721。第一连接件725下端摆动连接抓件724。第二连接件726上端摆动连接移动块723。第二连接件726下端摆动连接抓件724。第四轴承733的内圈连接移动柱732。第四轴承733的外圈连接抓架721。第四齿条734围绕第四轴承733的外圈设置。推压板751围绕码垛物料设置。第二十二动力装置763上端为第二十二动力装置763驱动端。第二十二动力装置763设置在升降架761上。
通过第一移动装置71完成装袋后物料的移动,第二十三动力装置728驱动丝杆722旋转,移动块723向上移动拉动抓件724相互靠近抓取装袋后物料。第十九动力装置736驱动第四齿轮735旋转,第四齿轮735带动第四轴承733、抓手机构72和装袋后物料旋转。通过滚珠丝杆滑台731完成装袋后物料的左右移动和前后移动。装袋后物料叠放在叠放板742上后,第二十动力装置745驱动第五齿轮744旋转,第五齿轮744带动叠放板742相互远离,装袋后物料在叠放支架741的推动下落入到托盘上。第二十一动力装置752驱动推压板751压紧码垛物料。第二十二动力装置763推动升降杆762相互靠近,调整叠放装置74的高度,可以叠放不同层高的码垛物料。
通过抓手机构72可以完成装袋后物料的抓取和放下,第二移动装置73完成装袋后物料的移动,叠放装置74和升降装置76完成码垛物料的叠放,推整装置75推动码垛物料将码垛物料整齐叠放。码垛机构7不需要机械手就可以移动码垛物料,减少了使用成本。码垛机构7将码垛物料叠放的各个步骤分配到不同的装置中完成,减少了码垛物料叠放的时间,提高了效率。
第二十三动力装置728为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第十九动力装置736为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第二十动力装置745为电机,电机型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为5IK120RGU-CF的电机。
第二十一动力装置752为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*200的气缸。
第二十二动力装置763为气缸,气缸型号的选择属于公知常识。本领域的技术人员可以根据装置的工作情况选择,例如可以选型号为SC63*200的气缸。
在本发明实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在不违背本发明的基本结构的情况下,本发明可以作任何形式的修改。
Claims (7)
1.一种全自动包装码垛生产线,其特征在于:包括输送包装袋的第一输送机构(1)、输送物料的第二输送机构(2)、将所述物料装袋的包装机构(3)、检测装袋后物料的检测机构(4)、筛选不合格物料的分选机构(5)、整形所述装袋后物料的整形机构(6)和将所述装袋后物料堆叠在托盘上的码垛机构(7);所述包装机构(3)设置在所述第二输送机构(2)的出料口;包装袋堆叠放置在所述第一输送机构(1)一端,所述第一输送机构(1)另一端靠近所述包装机构(3);沿所述包装机构(3)与所述码垛机构(7)之间依次设置有所述检测机构(4)、分选机构(5)和所述整形机构(6);
所述整形机构(6)包括移动所述装袋后物料的第四输送装置(61)、压平所述装袋后物料的主压装置(62)、侧压所述装袋后物料的侧压装置(63)、打印标签的打印装置(64)、回收标签废料的回收装置(65)、吸附所述标签的吸附筒(66)和驱动所述吸附筒(66)移动的第二驱动装置(67);所述主压装置(62)包括并列摆动设置在所述第四输送装置(61)两侧的主压板(621)、压平所述装袋后物料的主压块(622)、驱动所述主压块(622)振动的第一振动器(623)、推动所述主压板(621)的第十五动力装置(624)、顶住所述主压板(621)的第一弹性装置(625)、滑动支撑所述主压板(621)的滑件(626)、滚动支撑所述主压板(621)的第一支撑滚轮(627);所述主压板(621)摆动连接所述主压块(622);所述第一振动器(623)设置在所述主压块(622)上;所述第一弹性装置(625)并列设置在所述第四输送装置(61)两侧;所述滑件(626)滑动设置在所述第四输送装置(61)两侧;所述滑件(626)连接所述第十五动力装置(624)驱动端;所述第一支撑滚轮(627)旋转设置在所述滑件(626)上;所述侧压装置(63)包括侧压所述装袋后物料的侧压块(631)、滚动支撑所述侧压块(631)的滚珠(632)、驱动所述侧压块(631)移动的第十六动力装置(633)、驱动所述侧压块(631)振动的第二振动器(634)、所述侧压块(631)设置有阶梯块(635)、设置在所述第十六动力装置(633)驱动端的连接块(636)和弹性支撑所述阶梯块(635)的第二弹性装置(637);所述滚珠(632)并列旋转设置在所述侧压块(631)上靠近所述第四输送装置(61)的一端;所述第二振动器(634)设置在所述侧压块(631)上;所述连接块(636)上开设有阶梯槽(638);所述第二弹性装置(637)置于所述阶梯槽(638)内;所述阶梯块(635)嵌入所述阶梯槽(638);所述回收装置(65)包括回收支架(651)、并列旋转设置在所述回收支架(651)上的回收轮(652)和驱动所述回收轮(652)旋转的第十七动力装置(653);所述标签废料绕设在所述回收轮(652)上;所述第十七动力装置(653)设置在所述回收支架(651)上;围绕所述吸附筒(66)开设有若干吸附孔(661);所述吸附筒(66)内形成有若干吸附空间(662);所述吸附孔(661)连通相应所述吸附空间(662);所述吸附空间(662)通过连接头连接气源;所述第二驱动装置(67)包括筒支架(671)和驱动所述筒支架(671)移动的第十八动力装置(672);所述吸附筒(66)旋转设置在所述筒支架(671)上;所述筒支架(671)连接所述第十八动力装置(672)驱动端。
2.根据权利要求1所述的全自动包装码垛生产线,其特征在于:所述第一输送机构(1)包括输送支架(11)、带动所述包装袋水平移动的横梁机构(12)、带动所述包装袋竖直移动的纵梁机构(13)、吸附所述包装袋的第一吸附机构(14)、放置所述包装袋的放置机构(15)和驱动所述纵梁机构(13)沿所述横梁机构(12)移动的驱动机构(19);所述横梁机构(12)移动设置在所述输送支架(11)上;所述纵梁机构(13)设置在所述横梁机构(12)上;所述输送支架(11)上沿所述横梁机构(12)移动方向分别设置有第一齿条(16)和第一导轨(17);所述第一导轨(17)上滑动设置有第一滑块(18);所述第一滑块(18)支撑所述横梁机构(12);所述横梁机构(12)包括主梁(121)、设置在所述主梁(121)两端的第一轴承(122)、啮合所述第一齿条(16)的第一齿轮(123)和驱动所述第一齿轮(123)旋转的第一动力装置(124);所述第一齿轮(123)沿所述第一轴承(122)内旋转;所述第一齿轮(123)连接所述第一动力装置(124)驱动端;所述驱动机构(19)包括设置在所述主梁(121)上的第二导轨(191)、滑动设置在所述第二导轨(191)上的第二滑块(192)、沿所述主梁(121)移动的第一驱动支架(193)、设置在所述主梁(121)上的第二齿条(194)、啮合所述第二齿条(194)的第二齿轮(195)和驱动所述第二齿轮(195)旋转的第二动力装置(196);所述第一驱动支架(193)设置在所述第二滑块(192)上;所述第二动力装置(196)设置在所述第一驱动支架(193)上;所述纵梁机构(13)包括驱动所述第一吸附机构(14)的第三动力装置(131)和设置在所述第一驱动支架(193)上的第三导轨(132);所述第三动力装置(131)设置在所述第一驱动支架(193)上;所述第一吸附机构(14)滑动设置在所述第三导轨(132)上;所述第一吸附机构(14)包括吸附支架(141)、滑动设置在所述第三导轨(132)上的第三滑块(142)、吸附所述包装袋的吸盘(143);所述第三滑块(142)设置在所述吸附支架(141)一端;所述吸盘(143)水平并列设置在所述吸附支架(141)另一端;所述放置机构(15)包括放置所述包装袋的放置板(151)、压紧所述包装袋的压紧板(152)和拉动所述压紧板(152)靠近所述包装袋的第四动力装置(153);所述压紧板(152)摆动设置在所述放置板(151)的两侧;所述压紧板(152)连接所述第四动力装置(153)驱动端。
3.根据权利要求1所述的全自动包装码垛生产线,其特征在于:所述第二输送机构(2)包括储存所述物料的主筒(21)、并列连通在所述主筒(21)上的副筒(22)、输送所述物料的螺杆(23)、驱动所述螺杆(23)旋转的第五动力装置(24)、打散所述物料的杆体(25)、驱动所述杆体(25)旋转的第六动力装置(26)、加热所述物料的加热管(27)、冷却所述物料的风机(28)和检测物料流量的第一传感器(29);所述副筒(22)进口连通所述主筒(21)出口;所述螺杆(23)旋转设置在所述副筒(22)内;所述螺杆(23)连接所述第五动力装置(24)驱动端;所述加热管(27)围绕所述副筒(22)设置;所述加热管(27)设置有连接片(272);所述加热管(27)外包裹有隔热筒(271);围绕所述隔热筒(271)设置有外架(281);所述连接片(272)分别连接所述副筒(22)和所述外架(281);所述风机(28)设置在所述外架(281)上;所述杆体(25)包括旋转设置在所述主筒(21)内的主杆(251)和围绕所述主杆(251)并列设置的从杆(252);所述从杆(252)上并列开设有第一齿形;所述主杆(251)连接所述第六动力装置(26)驱动端;所述第一传感器(29)设置在所述副筒(22)进口和所述主筒(21)出口之间。
4.根据权利要求1所述的全自动包装码垛生产线,其特征在于:所述包装机构(3)包括打开所述包装袋开口的开袋机构(31)、移动所述装袋后物料的第一输送装置(32)、折叠所述包装袋开口的折口机构(33)、缝合所述包装袋开口的缝口机构(34)、滚动支撑所述装袋后物料的栏杆机构(35)、推倒所述装袋后物料的平放机构(36)和外撑所述包装袋的涨开机构(37);所述开袋机构(31)、所述折口机构(33)、所述缝口机构(34)和所述平放机构(36)沿所述装袋后物料的移动方向设置在所述第一输送装置(32)上;所述栏杆机构(35)间隔设置在所述开袋机构(31)、所述折口机构(33)、所述缝口机构(34)和所述平放机构(36)之间;所述涨开机构(37)移动设置在所述开袋机构(31)上;所述开袋机构(31)包括开袋主架(311)、相对移动设置在所述开袋主架(311)的开袋从架(312)、吸附包装袋开口位置的吸条(313)、驱动所述吸条(313)移动的第七动力装置(314)、设置在所述开袋主架(311)上的第四导轨(315)和滑动设置在所述第四导轨(315)上的第四滑块(316);所述开袋从架(312)设置在所述第四滑块(316)上;所述吸条(313)设置在所述开袋从架(312)上;所述第七动力装置(314)驱动端连接所述开袋从架(312);所述折口机构(33)包括弯折的第一折口板(331)、置于所述第一折口板(331)内的第二折口板(332)、压紧所述包装袋折口位置的折口滚轮(333)和驱动所述折口滚轮(333)靠近所述包装袋的第八动力装置(334);所述第一折口板(331)的两端和所述第二折口板(332)的两端分别向外扩张延伸;所述折口滚轮(333)旋转设置在所述第八动力装置(334)驱动端;所述折口滚轮(333)位于所述包装袋折口位置的两侧;所述缝口机构(34)包括缝口支架(342)、缝合所述包装袋的缝口机(341)、压紧缝线的压板(343)、裁剪所述缝线的刀片(344)、驱动所述压板(343)相互靠近第九动力装置(345)和驱动所述刀片(344)靠近所述缝线的第十动力装置(346);所述压板(343)交错摆动设置在所述缝口支架(342)上;所述刀片(344)连接所述第十动力装置(346)驱动端;所述第九动力装置(345)设置在所述压板(343)之间;所述栏杆机构(35)包括沿所述装袋后物料移动方向设置在所述第一输送装置(32)上的栏板(351)和滚动支撑所述装袋后物料的滚动轮(352);所述滚动轮(352)并列旋转设置在所述栏板(351)上;所述平放机构(36)包括滚压所述装袋后物料的滚压轮(362)和驱动所述滚压轮(362)靠近所述装袋后物料的第十一动力装置(361);所述滚压轮(362)旋转设置在所述第十一动力装置(361)驱动端;所述涨开机构(37)包括喷射气体的喷射管(371)、开合所述喷射管(371)的控制阀(372)驱动所述喷射管(371)靠近所述包装袋的第十二动力装置(373);所述喷射管(371)一端连接气源,所述喷射管(371)另一端朝向所述包装袋内。
5.根据权利要求1所述的全自动包装码垛生产线,其特征在于:所述检测机构(4)包括检测装袋后物料金属含量的第一检测装置(41)、移动所述装袋后物料的第二输送装置(42)、称重所述装袋后物料的称重装置(43)和滚动支撑所述装袋后物料的支撑机构(44);所述第一检测装置(41)设置在所述第二输送装置(42)上;所述称重装置(43)和所述支撑机构(44)设置在所述第二输送装置(42)内;所述支撑机构(44)包括设置在所述称重装置(43)上的支撑架(441)和滚动支撑第二输送装置(42)皮带的支撑轮(442);所述支撑轮(442)并列旋转设置在所述支撑架(441)上;所述装袋后物料放置在所述第二输送装置(42)皮带上。
6.根据权利要求1所述的全自动包装码垛生产线,其特征在于:所述分选机构(5)包括分选支架(51)、移动所述不合格物料的第三输送装置(52)、移动所述装袋后物料的分选装置(53)、驱动所述分选装置(53)旋转的第一驱动装置(54)和回收所述不合格物料的料框(55);所述第三输送装置(52)设置在所述分选支架(51)和所述料框(55)之间;所述分选装置(53)并列旋转设置在所述分选支架(51)上;所述分选装置(53)包括设置在所述分选支架(51)上的第二轴承(531)、旋转设置在所述第二轴承(531)内的分选盘(532)、所述分选盘(532)内并列旋转设置有分选轴(533)、同轴设置在所述分选轴(533)一端的第一锥齿(534)、旋转设置在所述分选盘(532)内的第二锥齿(535)和驱动所述第二锥齿(535)的第十三动力装置(536);所述第一锥齿(534)和所述第二锥齿(535)相互啮合;所述第十三动力装置(536)置于所述分选盘(532)内;所述第一驱动装置(54)包括围绕所述分选盘(532)设置的第三齿条(541)、设置在所述分选支架(51)内的第二驱动支架(542)、旋转设置在所述第二驱动支架(542)内的第三齿轮(543)、驱动所述第三齿轮(543)旋转的第十四动力装置(544)和限制所述第三齿轮(543)的第三轴承(545);所述第三齿轮(543)与所述第三齿条(541)相啮合;所述第十四动力装置(544)设置在所述第二驱动支架(542)上;所述第三轴承(545)设置在所述第二驱动支架(542)内所述第三齿轮(543)的两侧;所述第三轴承(545)为平面轴承。
7.根据权利要求1所述的全自动包装码垛生产线,其特征在于:所述码垛机构(7)包括移动所述装袋后物料的第一移动装置(71)、抓取所述装袋后物料的抓手机构(72)、移动所述装袋后物料的第二移动装置(73)、堆叠放置所述装袋后物料的叠放装置(74)、压紧码垛物料的推整装置(75)、升降所述叠放装置(74)的升降装置(76);所述叠放装置(74)移动设置在所述升降装置(76)内;所述第一移动装置(71)包括移动支架(711)和并列旋转设置在所述移动支架(711)上的移动轴(712);相邻所述移动轴(712)之间存在间隔;所述抓手机构(72)包括第二连接件(726)、第一连接件(725)、抓架(721)、旋转设置在所述抓架(721)内的丝杆(722)、移动设置在所述丝杆(722)的移动块(723)、抓取所述装袋后物料的抓件(724)和驱动所述丝杆(722)旋转的第二十三动力装置(728);所述第一连接件(725)相对摆动设置在所述抓架(721)上;所述第二连接件(726)相对摆动设置在所述移动块(723)上;所述抓件(724)分别摆动连接所述第二连接件(726)上远离所述移动块(723)的一端和所述第一连接件(725)上远离所述抓架(721)的一端;所述抓件(724)上并列设置有抓杆(727);相邻所述抓杆(727)之间存在间隔;所述第二十三动力装置(728)设置在所述抓架(721)内;所述第二移动装置(73)包括驱动所述装袋后物料水平移动的滚珠丝杆滑台(731)、穿设在所述抓架(721)上的移动柱(732)、旋转设置在所述移动柱(732)上的第四轴承(733)、围绕所述第四轴承(733)设置的第四齿条(734)、啮合所述第四齿条(734)的第四齿轮(735)和驱动所述第四齿轮(735)旋转的第十九动力装置(736);所述滚珠丝杆滑台(731)呈十字形交错设置;所述移动柱(732)和所述第十九动力装置(736)设置在所述滚珠丝杆滑台(731)的移动端;所述第四轴承(733)连接所述抓架(721);所述叠放装置(74)包括叠放支架(741)、相对滑动设置在所述叠放支架(741)上的叠放板(742)、设置在所述叠放板(742)一侧的第五齿条(743)、啮合相邻所述第五齿条(743)的第五齿轮(744)、驱动所述第五齿轮(744)旋转的第二十动力装置(745)、设置在所述叠放板(742)另一侧的第五滑块(746)和设置在所述叠放支架(741)上的第五导轨(747);所述第二十动力装置(745)设置在所述叠放支架(741)上;所述第五滑块(746)滑动设置在所述第五导轨(747)上;所述推整装置(75)包括压紧所述码垛物料边角处的推压板(751)和推动所述推压板(751)移动的第二十一动力装置(752);所述第二十一动力装置(752)驱动端连接所述推压板(751);所述升降装置(76)包括升降架(761)、相互交叉连接的升降杆(762)和推动所述升降杆(762)的第二十二动力装置(763);所述叠放支架(741)活动设置在所述升降架(761)上;所述升降杆(762)一端活动连接所述叠放支架(741);所述升降杆(762)另一端活动连接所述升降架(761)底部;所述升降杆(762)连接所述第二十二动力装置(763)驱动端。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110143845.6A CN112960221B (zh) | 2021-02-02 | 2021-02-02 | 一种全自动包装码垛生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110143845.6A CN112960221B (zh) | 2021-02-02 | 2021-02-02 | 一种全自动包装码垛生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112960221A CN112960221A (zh) | 2021-06-15 |
| CN112960221B true CN112960221B (zh) | 2022-09-16 |
Family
ID=76271917
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110143845.6A Active CN112960221B (zh) | 2021-02-02 | 2021-02-02 | 一种全自动包装码垛生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112960221B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI781800B (zh) * | 2021-10-22 | 2022-10-21 | 銓發科技股份有限公司 | 束帶儲存裝置及其儲存盤 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109911333A (zh) * | 2019-04-16 | 2019-06-21 | 郑州铁路职业技术学院 | 一种塑料封包机及封包方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU650978B2 (en) * | 1991-06-06 | 1994-07-07 | Ricegrowers' Co-Operative Limited | Air removal apparatus |
| CN104943879B (zh) * | 2015-06-29 | 2017-04-19 | 桂林鸿程机电设备有限公司 | 全自动粉体包装推码生产线 |
| CN107585377A (zh) * | 2017-09-18 | 2018-01-16 | 芜湖立新清洁用品有限公司 | 一种废料打包回收设备 |
| CN207737520U (zh) * | 2017-12-28 | 2018-08-17 | 广州华糖食品有限公司 | 一种白砂糖全自动包装设备 |
| CN109911260B (zh) * | 2019-03-28 | 2021-07-06 | 邢台九明科技有限公司 | 一种预制袋多工位充填重量计测水平直线自动包装机 |
| CN110589093A (zh) * | 2019-09-11 | 2019-12-20 | 东莞市蓉工自动化科技有限公司 | 一种能够自动上袋的面膜灌浆装袋机 |
| CN211365217U (zh) * | 2019-12-23 | 2020-08-28 | 河北绿旺生态肥有限公司 | 一种化肥打包压平装置 |
| CN111152987A (zh) * | 2020-01-17 | 2020-05-15 | 青岛力汇科技有限公司 | 一种氢氧化锂粉料包装系统 |
-
2021
- 2021-02-02 CN CN202110143845.6A patent/CN112960221B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109911333A (zh) * | 2019-04-16 | 2019-06-21 | 郑州铁路职业技术学院 | 一种塑料封包机及封包方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112960221A (zh) | 2021-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106494659B (zh) | 一种自适应包装机 | |
| CN109606830A (zh) | 自动包装机 | |
| CN111409904B (zh) | 一种包装袋供袋取袋撑袋方法 | |
| CN209455100U (zh) | 自动包装机 | |
| CN111776297B (zh) | 一种湿巾包装机 | |
| CN111439431A (zh) | 一种包装袋的取袋撑袋设备及其取袋撑袋方法 | |
| CN109964732B (zh) | 黑木耳立式自动套袋装袋机 | |
| CN209553668U (zh) | 一种方便控制包装袋包装体积的链斗式包装机 | |
| CN112960221B (zh) | 一种全自动包装码垛生产线 | |
| CN115231059B (zh) | 一种茶叶自动制袋包装一体机 | |
| CN113460384A (zh) | 一种全自动智能裁切包装设备 | |
| CN212196131U (zh) | 一种包装袋的取袋撑袋设备 | |
| CN206265421U (zh) | 口服液制托入托封托一体机 | |
| CN209553666U (zh) | 一种能够实现连续封口的链斗式包装机 | |
| CN205554732U (zh) | 一种饼干内包装机 | |
| CN209553667U (zh) | 一种链斗式包装机 | |
| CN108657541B (zh) | 一种智能集成式压缩包装机 | |
| CN111377101A (zh) | 医疗用品打包自动化流水线 | |
| CN215205636U (zh) | 一种智能高效的内外袋自动化包装生产线 | |
| CN215707465U (zh) | 一种叠包机 | |
| CN215205634U (zh) | 一种智能包装生产线的水平给袋填充机构 | |
| CN212220701U (zh) | 一种包装袋供袋取袋撑袋设备 | |
| CN211196791U (zh) | 一种全自动预制袋包装机 | |
| JPH01308707A (ja) | 角錐パック製造方法及び装置 | |
| CN113562249A (zh) | 一种用于服饰生产线的打包装置及其使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |