CN112917331B - 一种玻璃件四角打磨生产装置 - Google Patents
一种玻璃件四角打磨生产装置 Download PDFInfo
- Publication number
- CN112917331B CN112917331B CN202110112675.5A CN202110112675A CN112917331B CN 112917331 B CN112917331 B CN 112917331B CN 202110112675 A CN202110112675 A CN 202110112675A CN 112917331 B CN112917331 B CN 112917331B
- Authority
- CN
- China
- Prior art keywords
- guide
- push rod
- sliding
- movable
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/002—Machines or devices using grinding or polishing belts; Accessories therefor for grinding edges or bevels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/068—Table-like supports for panels, sheets or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
本发明涉及一种玻璃件四角打磨生产装置,包括外框架、滑架、固定件和底壳,所述的外框架的内部安装有工作台,且外框架的轴心线与工作台的轴心线在同一条直线上,本发明中,设置有固定架和活动夹,活动夹之间为转动连接设置,两个活动夹之间的转动角度范围为0‑90度,初始状态下,第二弹簧配合第一推杆推动两个活动夹向前伸展,此时两个活动夹相互平行,进而推动打磨带向前拉伸,确保打磨带在打磨的过程中紧贴玻璃的测表面,提高打磨效率,且当玻璃的顶角向内挤压两个活动夹时,第一推杆向后收缩的同时会带动两个活动夹向前翻转,进而带动两个活动夹表面的打磨带持续保持紧贴玻璃的侧边缘,进而对玻璃的边角进行打磨,进一步提高打磨效率。
Description
技术领域
本发明涉及玻璃加工设备技术领域,具体涉及一种玻璃件四角打磨生产装置。
背景技术
玻璃是非晶无机非金属材料,一般是用多种无机矿物为主要原料,另外加入少量辅助原料制成的,它的主要成分为二氧化硅和其他氧化物,普通玻璃的主要成分是硅酸盐复盐,是一种无规则结构的非晶态固体,广泛应用于建筑物,用来隔风透光,属于混合物,另有混入了某些金属的氧化物或者盐类而显现出颜色的有色玻璃,和通过物理或者化学的方法制得的钢化玻璃等,有时把一些透明的塑料也称作有机玻璃,由于玻璃在加工完成后,边缘在裁切时会产生不规则和锋利的边缘,因此需要对玻璃的边角进行打磨。
而目前使用的玻璃边角打磨装置,通常是通过带有凹槽的打磨砂轮进行打磨,砂轮的质地坚硬,当与玻璃边角接触力度过大时容易损伤整块玻璃,损坏后的玻璃无法进行修复,因此会增加生产成本,且在针对玻璃的边角进行打磨时,需要根据玻璃的边角调整砂轮的活动轨迹,因此操作难度较大,在使用时存在不便。
发明内容
(1)要解决的技术问题
本发明的目的在于克服现有技术的不足,适应现实需要,提供一种玻璃件四角打磨生产装置,以解决上述技术问题。
(2)技术方案
为了实现本发明的目的,本发明所采用的技术方案为:
一种玻璃件四角打磨生产装置,包括外框架、滑架、固定件和底壳,所述的外框架的内部安装有工作台,且外框架的轴心线与工作台的轴心线在同一条直线上;所述的滑架关于外框架的轴心线呈对称式设置有两个,且两个滑架分别设置在外框架顶部的两侧;
所述的滑架靠近工作台的一侧均安装有托板,且托板顶部的与工作台的顶部处于同一个水平面上;所述的滑架的一端设置有导向槽,且导向槽靠近工作台的一端均安装有固定板;
所述的导向槽内设置有固定件,且固定件的一端通过第一弹簧与导向槽的一侧内壁相连接,同时固定件的另一端与底壳的一侧固定连接。
进一步地,所述的工作台包括外壳、凸台和导向杆,所述的外壳安装在工作台顶部靠近外框架内壁的一端,且外壳的内部安装有齿轮组,同时齿轮组的一端依次贯穿外壳和外框架与手柄组成转动结构;所述的齿轮组另外两端均安装有丝杆,且丝杆的另一端分别贯穿外壳的两侧与固定板相连接;所述的凸台安装在外壳的前侧;所述的导向杆关于工作台的中轴线呈对称式设置有两组,且每组导向杆均呈对称式设置有两个,并且两组导向杆分别安装在外框架的两侧内壁与工作台之间,同时两组导向杆分别与两个滑架滑动连接。
进一步地,所述的底壳包括导向轮、打磨带、限位件、导向件和固定架,所述的导向轮设置有六个,且六个导向轮均安装在底壳的顶部,同时六个导向轮的外侧包裹有打磨带,同时打磨带的内端面呈等间距安装有限位件,其中限位件呈“T”形结构;所述的导向件分别安装在底壳的外壁两侧,且导向件均与导向槽的内壁滑动连接;所述的固定架安装在底壳顶部远离固定件的一端,且固定架为中空结构。
进一步地,所述的固定架包括第一推杆、转接件、第二推杆和顶盖,所述的第一推杆的轴心线、固定架的轴心线和打磨带的轴心线均为同一条直线,且第一推杆与固定架的连接方式为滑动连接;所述的转接件安装在固定架远离固定件的一侧的两端,且转接件与固定架的连接方式为转动连接,同时固定架的另一端分别与活动夹转动连接;所述的第二推杆的轴心线与第一推杆的轴心线为同一条直线,且第二推杆与第一推杆的一端相连接,同时第一推杆的另一端与活动夹的一端转动连接;所述的第二推杆的两端分别通过活动杆和第三推杆与第二弹簧的一端相连接,且第三推杆分别贯穿导向滑套,同时导向滑套和第二弹簧均固定在底壳的顶部;所述的顶盖安装在底壳的顶部。
进一步地,所述的第一推杆、第二推杆、活动杆、第三推杆、导向滑套和第二弹簧组成伸缩结构,且第二推杆、活动杆和第三推杆之间的连接方式均为转动连接,同时第三推杆与导向滑套的连接方式为滑动连接。
进一步地,所述的顶盖包括顶壳和皮带传动结构,所述的顶壳安装在顶盖的顶部,且顶盖的顶部安装有电机;所述的电机底部通过电机轴贯穿顶壳与皮带传动结构组成转动结构,且皮带传动结构的两端贯穿顶盖与导向轮组成转动结构。
进一步地,所述的活动夹设置有两组,且每组活动夹均关于第一推杆的轴心线呈对称式设置有两个,并且两个活动夹与第一推杆组成转动结构。
进一步地,所述的活动夹包括导向辊和弹片,所述的导向辊安装在活动夹的上下两侧内壁上,且活动夹的前端呈槽型结构,同时导向辊贯穿活动夹的槽型结构紧贴打磨带的内端面;所述的导向辊的一端均安装有连杆,且连杆分别贯穿滑槽;所述的滑槽分别开设在活动夹的两侧;所述的弹片安装在活动夹的两侧外壁,且弹片的一端紧贴连杆。
进一步地,所述的导向辊、连杆、滑槽和弹片均呈等间距分布,且导向辊的直径等于限位件末端与打磨带内端面的间距,并且导向辊与组成转动结构。
进一步地,所述的连杆与滑槽的连接方式为滑动连接,且连杆与弹片组成伸缩结构。
(3)有益效果:
A、本发明中,通过打磨带代替打磨砂轮对玻璃的边角进行打磨,且通过转动手柄,可以同时带动两端的丝杆同步转动,带动两侧的滑架同步沿导向杆进行相对滑动,进而对两个滑架之间的间距进行调节,以适应不同宽度的玻璃板。
B、本发明中,导向槽的内壁与滑架之间的夹角为45°,通过导向槽对底壳的活动轨迹进行限制,而导向槽内部安装的第一弹簧可以辅助底壳在加工完成后快速恢复至初始位置。
C、本发明中,打磨带的内端面呈等间距分布有若干个“T”形结构的限位件,在打磨带运转的过程中,限位件会穿过同一个活动夹内的两组导向辊之间,在不阻碍打磨带运转的前提下,有效防止在活动夹转动的过程中,打磨带与活动夹之间发生脱离,提高了使用稳定性。
D、本发明中,设置有固定架和活动夹,活动夹之间为转动连接设置,两个活动夹之间的转动角度范围为0-90度,初始状态下,第二弹簧配合第一推杆推动两个活动夹向前伸展,此时两个活动夹相互平行,进而推动打磨带向前拉伸,确保打磨带在打磨的过程中紧贴玻璃的侧表面,提高打磨效率,且当玻璃的顶角向内挤压两个活动夹时,第一推杆向后收缩的同时会带动两个活动夹向前翻转,进而带动两个活动夹表面的打磨带持续保持紧贴玻璃的侧边缘,进而对玻璃的边角进行打磨,进一步提高打磨效率。
E、本发明中,活动夹上设置有导向辊、连杆、滑槽和弹片,活动夹与打磨带连接的过程中,每个导向辊均通过连杆与弹片组成弹性结构,使得每个导向辊均可进行小幅度的独立伸缩,由于玻璃的裁切面不是平整的表面,存在突出的尖锐凸起,因此这种小幅度的伸缩结构使得打磨带可以在转动的过程中根据玻璃的裁切面进行自行调整位置,避免打磨带与玻璃裁切面的尖锐凸起之间的压力过大导致打磨带损坏,提高了打磨带的使用寿命。
附图说明
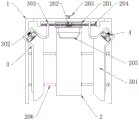
图1为本发明玻璃件四角打磨生产装置的俯视结构示意图;
图2为本发明玻璃件四角打磨生产装置的仰视结构示意图;
图3为本发明玻璃件四角打磨生产装置中底壳的俯视结构示意图;
图4为本发明玻璃件四角打磨生产装置图夹持清理机构结构示意图;
图5为本发明玻璃件四角打磨生产装置的图4的仰视图;
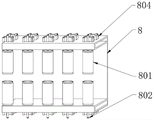
图6为本发明玻璃件四角打磨生产装置的夹持臂结构示意图;
图7为本发明玻璃件四角打磨生产装置图6的仰视图;
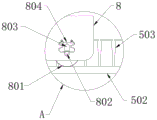
图8为本发明玻璃件四角打磨生产装置图6中的局部放大图;
图9为本发明玻璃件四角打磨生产装置图6中的局部放大图;
图10为本发明玻璃件四角打磨生产装置图4中的局部放大图。
附图标记如下:
外框架1、工作台2、外壳201、齿轮组202、手柄203、丝杆204、凸台205、导向杆206、滑架3、托板301、导向槽302、固定板303、固定件4、第一弹簧401、底壳5、导向轮501、打磨带502、限位件503、导向件504、固定架6、第一推杆601、转接件602、第二推杆603、活动杆604、第三推杆605、导向滑套606、第二弹簧607、顶盖7、顶壳701、电机702、电机轴703、皮带传动结构704、活动夹8、导向辊801、连杆802、滑槽803、弹片804。
具体实施方式
下面结合附图1-10和实施例对本发明进一步说明:
一种玻璃件四角打磨生产装置,包括外框架1、滑架3、固定件4和底壳5,所述的外框架1的内部安装有工作台2,且外框架1的轴心线与工作台2的轴心线在同一条直线上;所述的滑架3关于外框架1的轴心线呈对称式设置有两个,且两个滑架3分别设置在外框架1顶部的两侧;
所述的滑架3靠近工作台2的一侧均安装有托板301,且托板301顶部的与工作台2的顶部处于同一个水平面上;所述的滑架3的一端设置有导向槽302,且导向槽302靠近工作台2的一端均安装有固定板303;
所述的导向槽302内设置有固定件4,且固定件4的一端通过第一弹簧401与导向槽302的一侧内壁相连接,同时固定件4的另一端与底壳5的一侧固定连接。
本实施例中,所述的工作台2包括外壳201、凸台205和导向杆206,所述的外壳201安装在工作台2顶部靠近外框架1内壁的一端,且外壳201的内部安装有齿轮组202,同时齿轮组202的一端依次贯穿外壳201和外框架1与手柄203组成转动结构;所述的齿轮组202另外两端均安装有丝杆204,且丝杆204的另一端分别贯穿外壳201的两侧与固定板303相连接;所述的凸台205安装在外壳201的前侧;所述的导向杆206关于工作台2的中轴线呈对称式设置有两组,且每组导向杆206均呈对称式设置有两个,并且两组导向杆206分别安装在外框架1的两侧内壁与工作台2之间,同时两组导向杆206分别与两个滑架3滑动连接。
本发明中,通过转动手柄203,可以同时带动两端的丝杆204同步转动,带动两侧的滑架3同步沿导向杆206进行相对滑动,进而对两个滑架3之间的间距进行调节,以适应不同宽度的玻璃板。
本实施例中,所述的底壳5包括导向轮501、打磨带502、限位件503、导向件504和固定架6,所述的导向轮501设置有六个,且六个导向轮501均安装在底壳5的顶部,同时六个导向轮501的外侧包裹有打磨带502,同时打磨带502的内端面呈等间距安装有限位件503,其中限位件503呈“T”形结构;所述的导向件504分别安装在底壳5的外壁两侧,且导向件504均与导向槽302的内壁滑动连接;所述的固定架6安装在底壳5顶部远离固定件4的一端,且固定架6为中空结构。
本发明中,在打磨带502运转的过程中,“T”形结构的限位件503会穿过同一个活动夹8内的两组导向辊801之间,在不阻碍打磨带502运转的前提下,有效防止在活动夹8转动的过程中,打磨带502与活动夹8之间发生脱离,提高了使用稳定性。
本实施例中,所述的固定架6包括第一推杆601、转接件602、第二推杆603和顶盖7,所述的第一推杆601的轴心线、固定架6的轴心线和打磨带502的轴心线均为同一条直线,且第一推杆601与固定架6的连接方式为滑动连接;所述的转接件602安装在固定架6远离固定件4的一侧的两端,且转接件602与固定架6的连接方式为转动连接,同时固定架6的另一端分别与活动夹8转动连接;所述的第二推杆603的轴心线与第一推杆601的轴心线为同一条直线,且第二推杆603与第一推杆601的一端相连接,同时第一推杆601的另一端与活动夹8的一端转动连接;所述的第二推杆603的两端分别通过活动杆604和第三推杆605与第二弹簧607的一端相连接,且第三推杆605分别贯穿导向滑套606,同时导向滑套606和第二弹簧607均固定在底壳5的顶部;所述的顶盖7安装在底壳5的顶部。
本发明中,设置有固定架6和活动夹8,活动夹8之间为转动连接设置,两个活动夹8之间的转动角度范围为0-90度,初始状态下,第二弹簧607配合第一推杆601推动两个活动夹8向前伸展,此时两个活动夹8相互平行,进而推动打磨带502向前拉伸,确保打磨带502在打磨的过程中紧贴玻璃的侧表面,提高打磨效率,且当玻璃的顶角向内挤压两个活动夹8时,第一推杆601向后收缩的同时会带动两个活动夹8向前翻转,进而带动两个活动夹8表面的打磨带502持续保持紧贴玻璃的侧边缘,进而对玻璃的边角进行打磨,进一步提高打磨效率。
本实施例中,所述的第一推杆601、第二推杆603、活动杆604、第三推杆605、导向滑套606和第二弹簧607组成伸缩结构,且第二推杆603、活动杆604和第三推杆605之间的连接方式均为转动连接,同时第三推杆605与导向滑套606的连接方式为滑动连接。
本发明中,通过伸缩结构可以辅助第一推杆601推动两个活动夹8快速恢复至初始位置,提高了使用便捷性。
本实施例中,所述的顶盖7包括顶壳701和皮带传动结构704,所述的顶壳701安装在顶盖7的顶部,且顶盖7的顶部安装有电机702;所述的电机702底部通过电机轴703贯穿顶壳701与皮带传动结构704组成转动结构,且皮带传动结构704的两端贯穿顶盖7与导向轮501组成转动结构。
发明中,通过电机702配合皮带传动结构704带动导向轮501转动进而同步带动打磨带502进行运转,通过转动的打磨带502代替打磨砂轮对玻璃的边角进行打磨,打磨带502自身弹性好,在打磨的过程中可以贴合玻璃的边缘,提高打磨效果。
本实施例中,所述的活动夹8设置有两组,且每组活动夹8均关于第一推杆601的轴心线呈对称式设置有两个,并且两个活动夹8与第一推杆601组成转动结构。
发明中,通过两个活动夹8推动打磨带502,使打磨带502保持紧绷状态,确保打磨带502与导向轮501之间保持良好的传动效率。
本实施例中,所述的活动夹8包括导向辊801和弹片804,所述的导向辊801安装在活动夹8的上下两侧内壁上,且活动夹8的前端呈槽型结构,同时导向辊801贯穿活动夹8的槽型结构紧贴打磨带502的内端面;所述的导向辊801的一端均安装有连杆802,且连杆802分别贯穿滑槽803;所述的滑槽803分别开设在活动夹8的两侧;所述的弹片804安装在活动夹8的两侧外壁,且弹片804的一端紧贴连杆802。
发明中,通过导向辊801降低活动夹8与打磨带502之间的摩擦技术,提高了打磨带502在打磨时的稳定性。
本实施例中,所述的导向辊801、连杆802、滑槽803和弹片804均呈等间距分布,且导向辊801的直径等于限位件503末端与打磨带502内端面的间距,并且导向辊801与组成转动结构。
发明中,通过滑槽803对导向辊801的活动范围进行限制。
本实施例中,所述的连杆802与滑槽803的连接方式为滑动连接,且连杆802与弹片804组成伸缩结构。
发明中,通过伸缩结构使单个导向辊801可以单独进行收缩,进而对打磨带502与玻璃板边缘的间隙进行动态补偿,提高了打磨效果。
本发明的工作原理,包括如下过程:
首先将需要进行打磨的玻璃板水平放置在工作台2和托板301的顶部,随后顺时针转动手柄203,通过齿轮组202配合丝杆204带动两个滑架3沿导向杆206进行滑动,使得两个滑架3的内壁紧贴玻璃板的两侧,随后向外框架1的内部推动玻璃板,使得玻璃板的顶端紧贴凸台205,此时玻璃板的两个顶角分别处于两个导向槽302内;
随后接通外部电源,同时启动两个电机702,通过电机轴703配合皮带传动结构704带动导向轮501开始转动,通过转动的导向轮501驱动打磨带502开始运转;
随后沿导向槽302开始推动底壳5,底壳5在滑动的过程中通过固定件4开始拉伸第一弹簧401,同步地,打磨带502与玻璃板的边角开始接触,随着底壳5滑动距离的增加,玻璃的边角开始挤压两个活动夹8,并向内部推动第一推杆601,第一推杆601向内部收缩的过程中通过第二推杆603、活动杆604和第三推杆605开始挤压两个第二弹簧607,直到两个活动夹8之间的夹角与玻璃边角两侧的夹角相同,此时活动夹8表面的打磨带502会紧贴在玻璃板边角的两侧,对玻璃的边角两侧进行打磨,在打磨的过程中,弹片804通过连杆802推动导向辊801和打磨带502保持紧贴在玻璃的边角侧面,提高整体的打磨效果。
本发明有益效果:
本发明中,通过打磨带502代替打磨砂轮对玻璃的边角进行打磨,且通过转动手柄203,可以同时带动两端的丝杆204同步转动,带动两侧的滑架3同步沿导向杆206进行相对滑动,进而对两个滑架3之间的间距进行调节,以适应不同宽度的玻璃板。
本发明中,导向槽302的内壁与滑架3之间的夹角为45°,通过导向槽302对底壳5的活动轨迹进行限制,而导向槽302内部安装的第一弹簧401可以辅助底壳5在加工完成后快速恢复至初始位置。
本发明中,打磨带502的内端面呈等间距分布有若干个“T”形结构的限位件503,在打磨带502运转的过程中,限位件503会穿过同一个活动夹8内的两组导向辊801之间,在不阻碍打磨带502运转的前提下,有效防止在活动夹8转动的过程中,打磨带502与活动夹8之间发生脱离,提高了使用稳定性。
本发明中,设置有固定架6和活动夹8,活动夹8之间为转动连接设置,两个活动夹8之间的转动角度范围为0-90度,初始状态下,第二弹簧607配合第一推杆601推动两个活动夹8向前伸展,此时两个活动夹8相互平行,进而推动打磨带502向前拉伸,确保打磨带502在打磨的过程中紧贴玻璃的侧表面,提高打磨效率,且当玻璃的顶角向内挤压两个活动夹8时,第一推杆601向后收缩的同时会带动两个活动夹8向前翻转,进而带动两个活动夹8表面的打磨带502持续保持紧贴玻璃的侧边缘,进而对玻璃的边角进行打磨,进一步提高打磨效率。
本发明中,活动夹8上设置有导向辊801、连杆802、滑槽803和弹片804,活动夹8与打磨带502连接的过程中,每个导向辊801均通过连杆802与弹片804组成弹性结构,使得每个导向辊801均可进行小幅度的独立伸缩,由于玻璃的裁切面不是平整的表面,存在突出的尖锐凸起,因此这种小幅度的伸缩结构使得打磨带502可以在转动的过程中根据玻璃的裁切面进行自行调整位置,避免打磨带502与玻璃裁切面的尖锐凸起之间的压力过大导致打磨带502损坏,提高了打磨带502的使用寿命。
本发明的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本发明的精神,并做出不同的引申和变化,但只要不脱离本发明的精神,都在本发明的保护范围内。
Claims (1)
1.一种玻璃件四角打磨生产装置,包括外框架(1)、滑架(3)、固定件(4)和底壳(5),其特征在于,所述的外框架(1)的内部安装有工作台(2),且外框架(1)的轴心线与工作台(2)的轴心线在同一条直线上;所述的滑架(3)关于外框架(1)的轴心线呈对称式设置有两个,且两个滑架(3)分别设置在外框架(1)顶部的两侧;
所述的滑架(3)靠近工作台(2)的一侧均安装有托板(301),且托板(301)顶部的与工作台(2)的顶部处于同一个水平面上;所述的滑架(3)的一端设置有导向槽(302),且导向槽(302)靠近工作台(2)的一端均安装有固定板(303);
所述的导向槽(302)内设置有固定件(4),且固定件(4)的一端通过第一弹簧(401)与导向槽(302)的一侧内壁相连接,同时固定件(4)的另一端与底壳(5)的一侧固定连接;
所述的工作台(2)包括外壳(201)、凸台(205)和导向杆(206),所述的外壳(201)安装在工作台(2)顶部靠近外框架(1)内壁的一端,且外壳(201)的内部安装有齿轮组(202),同时齿轮组(202)的一端依次贯穿外壳(201)和外框架(1)与手柄(203)组成转动结构;所述的齿轮组(202)另外两端均安装有丝杆(204),且丝杆(204)的另一端分别贯穿外壳(201)的两侧与固定板(303)相连接;所述的凸台(205)安装在外壳(201)的前侧;所述的导向杆(206)关于工作台(2)的中轴线呈对称式设置有两组,且每组导向杆(206)均呈对称式设置有两个,并且两组导向杆(206)分别安装在外框架(1)的两侧内壁与工作台(2)之间,同时两组导向杆(206)分别与两个滑架(3)滑动连接;
所述的底壳(5)包括导向轮(501)、打磨带(502)、限位件(503)、导向件(504)和固定架(6),所述的导向轮(501)设置有六个,且六个导向轮(501)均安装在底壳(5)的顶部,同时六个导向轮(501)的外侧包裹有打磨带(502),同时打磨带(502)的内端面呈等间距安装有限位件(503),其中限位件(503)呈“T”形结构;所述的导向件(504)分别安装在底壳(5)的外壁两侧,且导向件(504)均与导向槽(302)的内壁滑动连接;所述的固定架(6)安装在底壳(5)顶部远离固定件(4)的一端,且固定架(6)为中空结构;
所述的固定架(6)包括第一推杆(601)、转接件(602)、第二推杆(603)和顶盖(7),所述的第一推杆(601)的轴心线、固定架(6)的轴心线和打磨带(502)的轴心线均为同一条直线,且第一推杆(601)与固定架(6)的连接方式为滑动连接;所述的转接件(602)安装在固定架(6)远离固定件(4)的一侧的两端,且转接件(602)与固定架(6)的连接方式为转动连接,同时固定架(6)的另一端分别与活动夹(8)转动连接;所述的第二推杆(603)的轴心线与第一推杆(601)的轴心线为同一条直线,且第二推杆(603)与第一推杆(601)的一端相连接,同时第一推杆(601)的另一端与活动夹(8)的一端转动连接;所述的第二推杆(603)的两端分别通过活动杆(604)和第三推杆(605)与第二弹簧(607)的一端相连接,且第三推杆(605)分别贯穿导向滑套(606),同时导向滑套(606)和第二弹簧(607)均固定在底壳(5)的顶部;所述的顶盖(7)安装在底壳(5)的顶部;
所述的第一推杆(601)、第二推杆(603)、活动杆(604)、第三推杆(605)、导向滑套(606)和第二弹簧(607)组成伸缩结构,且第二推杆(603)、活动杆(604)和第三推杆(605)之间的连接方式均为转动连接,同时第三推杆(605)与导向滑套(606)的连接方式为滑动连接;
所述的顶盖(7)包括顶壳(701)和皮带传动结构(704),所述的顶壳(701)安装在顶盖(7)的顶部,且顶盖(7)的顶部安装有电机(702);所述的电机(702)底部通过电机轴(703)贯穿顶壳(701)与皮带传动结构(704)组成转动结构,且皮带传动结构(704)的两端贯穿顶盖(7)与导向轮(501)组成转动结构;
所述的活动夹(8)设置有两组,且每组活动夹(8)均关于第一推杆(601)的轴心线呈对称式设置有两个,并且两个活动夹(8)与第一推杆(601)组成转动结构;
所述的活动夹(8)包括导向辊(801)和弹片(804),所述的导向辊(801)安装在活动夹(8)的上下两侧内壁上,且活动夹(8)的前端呈槽型结构,同时导向辊(801)贯穿活动夹(8)的槽型结构紧贴打磨带(502)的内端面;所述的导向辊(801)的一端均安装有连杆(802),且连杆(802)分别贯穿滑槽(803);所述的滑槽(803)分别开设在活动夹(8)的两侧;所述的弹片(804)安装在活动夹(8)的两侧外壁,且弹片(804)的一端紧贴连杆(802);
所述的导向辊(801)、连杆(802)、滑槽(803)和弹片(804)均呈等间距分布,且导向辊(801)的直径等于限位件(503)末端与打磨带(502)内端面的间距,并且导向辊(801)与组成转动结构;
所述的连杆(802)与滑槽(803)的连接方式为滑动连接,且连杆(802)与弹片(804)组成伸缩结构;
在打磨带(502)运转的过程中,限位件(503)会穿过同一个活动夹(8)内的两组导向辊(801)之间。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110112675.5A CN112917331B (zh) | 2021-01-27 | 2021-01-27 | 一种玻璃件四角打磨生产装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110112675.5A CN112917331B (zh) | 2021-01-27 | 2021-01-27 | 一种玻璃件四角打磨生产装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112917331A CN112917331A (zh) | 2021-06-08 |
| CN112917331B true CN112917331B (zh) | 2022-02-18 |
Family
ID=76167196
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110112675.5A Active CN112917331B (zh) | 2021-01-27 | 2021-01-27 | 一种玻璃件四角打磨生产装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112917331B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114131705A (zh) * | 2021-12-10 | 2022-03-04 | 湖南红崀山木业科技有限公司 | 一种生态板加工用边角一次性成型设备 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1514574A1 (ru) * | 1987-06-03 | 1989-10-15 | Ki Polt I | Устройство для полирования поверхности изделий |
| JP2002028844A (ja) * | 2000-07-14 | 2002-01-29 | Kyosan Electric Mfg Co Ltd | テープ研磨装置 |
| CN1421903A (zh) * | 2001-11-26 | 2003-06-04 | 株式会社东芝 | 半导体装置的制造方法以及研磨装置 |
| CN206677720U (zh) * | 2017-04-27 | 2017-11-28 | 四川建筑职业技术学院 | 一种具有收缩性的砂带式磨床 |
| EP3287235A1 (en) * | 2016-06-29 | 2018-02-28 | Chongqing University | Abrasive belt grinding center applicable to grinding and polishing machining of overall profile of blisk |
| CN109176253A (zh) * | 2018-11-02 | 2019-01-11 | 新昌县奔力机械有限公司 | 一种机械配件加工用边角打磨装置 |
| CN209175470U (zh) * | 2018-11-02 | 2019-07-30 | 西安红安重工机械有限责任公司 | 一种机械配件加工用边角打磨装置 |
| CN110614560A (zh) * | 2019-11-06 | 2019-12-27 | 湖州师范学院 | 一种板材边角打磨装置 |
| CN110774127A (zh) * | 2019-11-05 | 2020-02-11 | 刘贤东 | 一种方形玻璃拐角加工用全自动打磨装置 |
| CN111152101A (zh) * | 2020-01-14 | 2020-05-15 | 大同新成新材料股份有限公司 | 便于调节的智能碳滑板外弧打磨设备及其打磨方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000153168A (ja) * | 1998-11-18 | 2000-06-06 | Saiken Kogyo Kk | ガラス粉砕方法及びガラス粉砕機 |
| DE102014208319B4 (de) * | 2014-05-05 | 2021-05-06 | Supfina Grieshaber Gmbh & Co. Kg | Bandfinishvorrichtung und Verfahren zum Betrieb einer Bandfinishvorrichtung |
| CN104440475A (zh) * | 2014-11-27 | 2015-03-25 | 合肥京东方光电科技有限公司 | 一种皮带传动装置及研磨设备 |
| CN106181670B (zh) * | 2016-08-31 | 2018-03-30 | 广东龙德创展科技有限公司 | 一种砂边机及其琴键式板材边角打磨结构 |
| CN109623542A (zh) * | 2018-11-12 | 2019-04-16 | 盐城唯宏特通用机械有限公司 | 一种具有排屑装置和方便存放物件的倒角机 |
| CN112045536A (zh) * | 2020-08-29 | 2020-12-08 | 东莞市龙飞数控科技有限公司 | 一种具有表面修饰及烫印功能的汽车异形塑料件加工设备 |
-
2021
- 2021-01-27 CN CN202110112675.5A patent/CN112917331B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1514574A1 (ru) * | 1987-06-03 | 1989-10-15 | Ki Polt I | Устройство для полирования поверхности изделий |
| JP2002028844A (ja) * | 2000-07-14 | 2002-01-29 | Kyosan Electric Mfg Co Ltd | テープ研磨装置 |
| CN1421903A (zh) * | 2001-11-26 | 2003-06-04 | 株式会社东芝 | 半导体装置的制造方法以及研磨装置 |
| EP3287235A1 (en) * | 2016-06-29 | 2018-02-28 | Chongqing University | Abrasive belt grinding center applicable to grinding and polishing machining of overall profile of blisk |
| CN206677720U (zh) * | 2017-04-27 | 2017-11-28 | 四川建筑职业技术学院 | 一种具有收缩性的砂带式磨床 |
| CN109176253A (zh) * | 2018-11-02 | 2019-01-11 | 新昌县奔力机械有限公司 | 一种机械配件加工用边角打磨装置 |
| CN209175470U (zh) * | 2018-11-02 | 2019-07-30 | 西安红安重工机械有限责任公司 | 一种机械配件加工用边角打磨装置 |
| CN110774127A (zh) * | 2019-11-05 | 2020-02-11 | 刘贤东 | 一种方形玻璃拐角加工用全自动打磨装置 |
| CN110614560A (zh) * | 2019-11-06 | 2019-12-27 | 湖州师范学院 | 一种板材边角打磨装置 |
| CN111152101A (zh) * | 2020-01-14 | 2020-05-15 | 大同新成新材料股份有限公司 | 便于调节的智能碳滑板外弧打磨设备及其打磨方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112917331A (zh) | 2021-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110405629A (zh) | 一种具有吸尘功能的木材打磨装置 | |
| CN112917331B (zh) | 一种玻璃件四角打磨生产装置 | |
| CN114227436A (zh) | 一种冷轧钢板侧边打磨装置 | |
| CN108620879A (zh) | 一种方钢切割打磨一体机 | |
| CN212886823U (zh) | 一种锁体磨抛机 | |
| CN203156506U (zh) | 木地板抛光机 | |
| CN113319707B (zh) | 一种金属家具支撑台座表面抛光机 | |
| CN118081233A (zh) | 一种铝单板加工用焊接器械及其焊接方法 | |
| CN112894538B (zh) | 一种光学镜片制造加工方法 | |
| CN210209887U (zh) | 一种用于罐体表面打磨的可调式打磨头机构 | |
| CN117506690A (zh) | 一种自动化木板抛光机 | |
| CN109015189A (zh) | 一种玻璃边角打磨装置 | |
| CN217914497U (zh) | 一种幕墙玻璃的磨边器 | |
| CN112108967B (zh) | 一种橡胶密封制品制造精加工处理机械及处理工艺 | |
| CN115179356A (zh) | 一种可调式spc地板生产线切断装置 | |
| CN109108820B (zh) | 一种坦克链式棱抛机 | |
| CN215547467U (zh) | 一种玻璃马赛克磨圆装置 | |
| CN118181050B (zh) | 一种铝基碳化硅材料加工用矫直砂光装置 | |
| CN221270697U (zh) | 一种船舶制造板材打磨装置 | |
| CN219293618U (zh) | 一种具有防护机构的二轴抛光机 | |
| CN210413971U (zh) | 一种橡胶制品生产用去毛边装置 | |
| CN115672876B (zh) | 一种基于蛇形机器人的轮胎模具激光清洗装置及使用方法 | |
| CN218855122U (zh) | 一种适用于多尺寸滤光片清洗的夹具 | |
| CN209998913U (zh) | 一种不锈钢保温桶生产用抛光拉丝机 | |
| CN212886578U (zh) | 一种便于稳定夹持的铜棒生产用侧壁打磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20220127 Address after: 266000 room 3-3025, No. 3, dagongdao Road, Huangdao District, Qingdao City, Shandong Province Applicant after: Qingdao fusion Photoelectric Technology Co.,Ltd. Address before: 571199 Building 1, rongchuang wujihai, Haiyu east line, g223, Qiongshan District, Haikou City, Hainan Province Applicant before: Li Lvju |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |