CN112605274A - 一种高精密模内铆钉端面校平模具 - Google Patents
一种高精密模内铆钉端面校平模具 Download PDFInfo
- Publication number
- CN112605274A CN112605274A CN202011536719.9A CN202011536719A CN112605274A CN 112605274 A CN112605274 A CN 112605274A CN 202011536719 A CN202011536719 A CN 202011536719A CN 112605274 A CN112605274 A CN 112605274A
- Authority
- CN
- China
- Prior art keywords
- plate
- wedge
- hole
- fixedly arranged
- rivet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003825 pressing Methods 0.000 claims abstract description 50
- 230000007246 mechanism Effects 0.000 claims description 19
- 238000007599 discharging Methods 0.000 claims description 12
- 230000005540 biological transmission Effects 0.000 claims description 9
- 230000006872 improvement Effects 0.000 abstract description 5
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 230000009286 beneficial effect Effects 0.000 abstract 1
- 101000793686 Homo sapiens Azurocidin Proteins 0.000 description 5
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 238000004080 punching Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000002146 bilateral effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/16—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts of specific articles made from metal rods, tubes, or profiles, e.g. crankshafts, by specially adapted methods or means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Insertion Pins And Rivets (AREA)
Abstract
本发明公开了一种高精密模内铆钉端面校平模具,上垫板(2)上固设有两个楔形杆(11),两个楔形杆(11)分别设置于墩压柱(9)的左右侧,两个楔形杆(11)顺次贯穿固定板(3)、限位板(4)且延伸于卸料板(5)下方,两个楔形杆(11)的底部均设置有楔形面A(12),两个楔形面A(12)左右相对立设置,所述限位板(4)上固设有两个预压杆(13),两个预压杆(13)分别设置于墩压柱(9)的左右侧且设置于两个楔形杆(11)之间,两个预压杆(13)均贯穿卸料板(5)且延伸于卸料板(5)下方。本发明的有益效果是:结构紧凑、提高铆钉加工质量、提高铆钉高度一致性、提高生产效率。
Description
技术领域
本发明涉及,特别是一种高精密模内铆钉端面校平模具。
背景技术
成型铆钉的结构如图1~2所示,它包括铆钉头36和铆钉柱头37,铆钉柱头37与铆钉头36一体成型,铆钉柱头37的底表面平整,铆钉柱头37内沿其轴向开设有中心孔,成型铆钉的厚度为1~2mm,这种铆钉采用冲压模具冲压而成,冲压成型后发现在铆钉柱头37下端部的柱面上始终有呈环形状的倒角38如图3所示,为将这些半成品铆钉加工成成品铆钉,目前工人采用切割的方法将倒角38切割掉,这种方法虽然能够加工出成品铆钉,但是铆钉的直径小且壁薄,切割容易导致铆钉的底端面变形,从而降低了铆钉的加工精度,此外通过切割加工出的各个零件的高度各不相同,因为各个半成品铆钉上倒角38的高度各不相同,从而降低了铆钉高度的一致性。因此亟需一种提高铆钉加工质量、提高铆钉高度一致性的高精密模内铆钉端面校平模具。
发明内容
本发明的目的在于克服现有技术的缺点,提供一种结构紧凑、提高铆钉加工质量、提高铆钉高度一致性、提高生产效率的高精密模内铆钉端面校平模具。
本发明的目的通过以下技术方案来实现:一种高精密模内铆钉端面校平模具,它包括上模和下模,所述上模包括上托、顺次固设于上托底部的上垫板和固定板,所述固定板的下方设置有顺次固设于一体的限位板和卸料板,限位板与固定板之间设置有间隙,所述上托内设置有上弹簧,上弹簧的一端固设有连接轴,连接轴的一端顺次贯穿上垫板、固定板、限位板且固设于卸料板内,所述上垫板上固设有墩压柱,墩压柱顺次贯穿固定板、限位板且延伸于卸料板内,墩压柱内沿其轴向设置有直孔,上垫板上固设有两个楔形杆,两个楔形杆分别设置于墩压柱的左右侧,两个楔形杆顺次贯穿固定板、限位板且延伸于卸料板下方,两个楔形杆的底部均设置有楔形面A,两个楔形面A左右相对立设置,所述限位板上固设有两个预压杆,两个预压杆分别设置于墩压柱的左右侧且设置于两个楔形杆之间,两个预压杆均贯穿卸料板且延伸于卸料板下方;
所述下模包括底座、顺次固设于底座顶部的下垫板和凹模板,凹模板的顶部开设有凹腔,凹腔内设置有固设于下垫板上的定位杆,定位杆的顶部设置有延伸于凹模板上方的锥形头,锥形头设置于直孔的正下方,凹腔内设置有两个夹持机构,两个夹持机构分别设置于定位杆的左右侧,位于右侧的夹持机构包括固定座、活动块以及固设于活动块顶部的夹持板,活动块设置于固定座的右侧,且滑动安装于凹腔内,固定座与活动块之间固设有水平弹簧,活动块的右端面上且由下往上顺次设置有直面和楔形面B,夹持板的顶表面上开设有腰形孔,夹持板的左端部固设有延伸板,延伸板的左端面上开设有半圆形孔,半圆形孔设置于定位杆的右侧,半圆形孔的直径与铆钉柱头的直径相等,两个夹持机构的楔形面B分别设置于两个楔形面A的正下方,两个楔形面B分别与对应的楔形面A相平行设置,两个夹持机构的腰形孔分别设置于两个预压杆的正下方,两个夹持机构的固定座之间设置有顶板,顶板的底部与下垫板之间设置有空隙,顶板的顶部固设有升降板,升降板设置于夹持板的下方,升降板的顶部固设有墩压头,墩压头与升降板之间开设有导向孔,墩压头和升降板均经导向孔套设于定位杆上,墩压头贯穿两个半圆形孔所围成区域且延伸于凹模板上方,墩压头的顶表面设置于锥形头的下方;所述底座内设置有下弹簧,下弹簧的顶端固设有下传力柱,下传力柱顺次贯穿下垫板、顶板且固设于升降板的底表面上。
所述锥形头的直径小于或等于直孔的直径。
右侧夹持机构的活动块的左端面上开设有盲孔,所述水平弹簧的一端固设于盲孔内,另一端固设于固定座上。
两个夹持机构关于定位杆左右对称设置。
所述导向孔的直径与定位杆的直径相等。
所述卸料板的底部开设有台阶孔,所述连接轴的底部开设有螺纹孔,螺纹孔设置于台阶孔小孔的正上方,台阶孔内设置有螺钉,卸料板经螺钉贯穿台阶孔且与螺纹孔螺纹连接固定于连接轴上。
所述卸料板与限位板之间设置有导向槽,所述墩压柱设置于导向槽内。
本发明具有以下优点:本发明结构紧凑、提高铆钉加工质量、提高铆钉高度一致性、提高生产效率。
附图说明
图1 为成品铆钉的结构示意图;
图2 为图1的仰视图;
图3 为半成品铆钉的结构示意图;
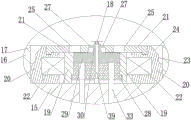
图4 为本发明的结构示意图;
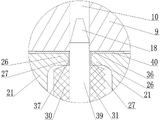
图5 为图4的I部局部放大视图;
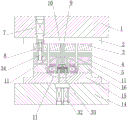
图6 为本发明处于临界闭模状态的示意图;
图7 为图6的II部局部放大视图;
图8 为夹紧半成品铆钉的结构示意图;
图9 为图8的III部局部放大视图;
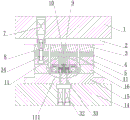
图10 为本发明处于闭模状态的示意图;
图11 为图10的IV部局部放大示意图;
图12 为楔形杆的结构示意图;
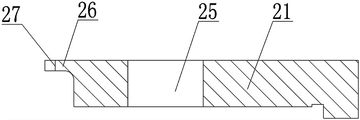
图13 为夹紧板的结构示意图;
图14 为图13的俯视图;
图15 为升降板与墩压头的连接示意图;
图16 为图15的俯视图;
图17 为墩压柱的结构示意图;
图18 为活动块的结构示意图;
图19 为图11的V部局部放大示意图;
图中,1-上托,2-上垫板,3-固定板,4-限位板,5-卸料板,6-间隙,7-上弹簧,8-连接轴,9-墩压柱,10-直孔,11-楔形杆,12-楔形面A,13-预压杆,14-底座,15-下垫板,16-凹模板,17-凹腔,18-锥形头,19-固定座,20-活动块,21-夹持板,22-水平弹簧,23-直面,24-楔形面B,25-腰形孔,26-延伸板,27-半圆形孔,28-顶板,29-升降板,30-墩压头,31-导向孔,32-下弹簧,33-下传力柱,34-螺钉,35-导向槽,36-铆钉头,37-铆钉柱头,38-倒角,39-定位杆,40-成品铆钉。
具体实施方式
下面结合附图对本发明做进一步的描述,本发明的保护范围不局限于以下所述:
如图4~19所示,一种高精密模内铆钉端面校平模具,它包括上模和下模,所述上模包括上托1、顺次固设于上托1底部的上垫板2和固定板3,所述固定板3的下方设置有顺次固设于一体的限位板4和卸料板5,限位板4与固定板3之间设置有间隙6,所述上托1内设置有上弹簧7,上弹簧7的一端固设有连接轴8,连接轴8的一端顺次贯穿上垫板2、固定板3、限位板4且固设于卸料板5内,所述上垫板2上固设有墩压柱9,墩压柱9顺次贯穿固定板3、限位板4且延伸于卸料板5内,墩压柱9内沿其轴向设置有直孔10,上垫板2上固设有两个楔形杆11,两个楔形杆11分别设置于墩压柱9的左右侧,两个楔形杆11顺次贯穿固定板3、限位板4且延伸于卸料板5下方,两个楔形杆11的底部均设置有楔形面A12,两个楔形面A12左右相对立设置,所述限位板4上固设有两个预压杆13,两个预压杆13分别设置于墩压柱9的左右侧且设置于两个楔形杆11之间,两个预压杆13均贯穿卸料板5且延伸于卸料板5下方。
所述下模包括底座14、顺次固设于底座14顶部的下垫板15和凹模板16,凹模板16的顶部开设有凹腔17,凹腔17内设置有固设于下垫板15上的定位杆39,定位杆39的顶部设置有延伸于凹模板16上方的锥形头18,锥形头18设置于直孔10的正下方,凹腔17内设置有两个夹持机构,两个夹持机构分别设置于定位杆39的左右侧,位于右侧的夹持机构包括固定座19、活动块20以及固设于活动块20顶部的夹持板21,活动块20设置于固定座19的右侧,且滑动安装于凹腔17内,固定座19与活动块20之间固设有水平弹簧22,活动块20的右端面上且由下往上顺次设置有直面23和楔形面B24,夹持板21的顶表面上开设有腰形孔25,夹持板21的左端部固设有延伸板26,延伸板26的左端面上开设有半圆形孔27,半圆形孔27设置于定位杆39的右侧,半圆形孔27的直径与铆钉柱头37的直径相等,两个夹持机构的楔形面B24分别设置于两个楔形面A12的正下方,两个楔形面B24分别与对应的楔形面A12相平行设置,两个夹持机构的腰形孔25分别设置于两个预压杆13的正下方,两个夹持机构的固定座19之间设置有顶板28,顶板28套设于定位杆39上,顶板28的底部与下垫板15之间设置有空隙,顶板28的顶部固设有升降板29,升降板29设置于夹持板21的下方,升降板29的顶部固设有墩压头30,墩压头30与升降板29之间开设有导向孔31,墩压头30和升降板29均经导向孔31套设于定位杆39上,墩压头30贯穿两个半圆形孔27所围成区域且延伸于凹模板16上方,墩压头30的顶表面设置于锥形头18的下方;所述底座14内设置有下弹簧32,下弹簧32的顶端固设有下传力柱33,下传力柱33顺次贯穿下垫板15、顶板28且固设于升降板29的底表面上。
所述锥形头18的直径小于或等于直孔10的直径。右侧夹持机构的活动块20的左端面上开设有盲孔,所述水平弹簧22的一端固设于盲孔内,另一端固设于固定座19上。两个夹持机构关于定位杆39左右对称设置。所述导向孔31的直径与定位杆39的直径相等。所述卸料板5的底部开设有台阶孔,所述连接轴8的底部开设有螺纹孔,螺纹孔设置于台阶孔小孔的正上方,台阶孔内设置有螺钉34,卸料板5经螺钉34贯穿台阶孔且与螺纹孔螺纹连接固定于连接轴8上。所述卸料板5与限位板4之间设置有导向槽35,所述墩压柱9设置于导向槽35内。
本发明的工作过程如下:
S1、将上托1连接于冲压模具的冲压头上;
S2、将半成品铆钉的铆钉柱头37套设于锥形头18上,此时将铆钉柱头37支撑于墩压头30的顶表面上如图4~5所示;
S2、操作冲压模具使冲压头向下运动,冲压头带动上托1、上垫板2、限位板4、固定板3、楔形杆11、墩压柱9和预压杆13同步的向下运动,预压杆13穿过腰形孔25且压在升降板29上,预压杆13带动升降板29向下运动,升降板29带动墩压头30和顶板28同步向下运动,顶板28带动下传力柱33向下运动,下传力柱33向下压缩下弹簧32,当顶板28被上垫板2限制住时,墩压头30的顶表面与延伸板26的底表面平齐,半成品铆钉的铆钉头36处于导向槽35内,两个楔形面A12分别与两个夹持机构的楔形面B24相接触如图6~7所示;
S3、随着冲压头的继续向下运动,冲压头带动上托1、上垫板2、固定板3、墩压柱9和楔形杆11相对于静止的限位板4向下运动,楔形杆11的楔形面A12压在其正下方的楔形面B24上,两个活动块20带动夹持板21同步朝定位杆39方向运动,夹持板21带动延伸板26朝向定位杆39方向运动,同时活动块20压缩水平弹簧22,当固定板3沿着连接轴8向下运动一段距离后,墩压柱9的直孔10套在锥形头18上,楔形杆11的内侧面与活动块20的直面23相配合,两个延伸板26上的半圆形孔27将铆钉柱头37夹紧,从而实现了半成品铆钉的固定如图8~9所示;
S4、随着冲压头的继续向下运动,冲压头带动上托1、上垫板2、固定板3、墩压柱9和楔形杆11相对于静止的限位板4继续向下运动,两个延伸板26保持不动,墩压柱(9)压在半成品铆钉的铆钉头36的顶表面上,受压时,半成品铆钉上的倒角材料发生变形,变形后的材料补偿到墩压头30顶表面、倒角38和两个半圆形孔27所围成的环形腔内,当固定板3与限位板4接触时,即可墩压出成品铆钉40如图10、11、19所示;由于半成品铆钉的倒角材料补偿于环形腔内,从而去掉了倒角,该模具采用墩压方式加工铆钉,相比传统的切割方式,使成品铆钉的端面更加平整,极大的提高了铆钉的加工质量,此外通过一次墩压去除倒角,极大的提高了铆钉的加工效率;
S5、操作冲压头使其向上运动,冲压头带动上托1、上垫板2、限位板4、固定板3、楔形杆11、墩压柱9和预压杆13同步的向上运动,活动块20在水平弹簧22的恢复力作用下复位,顶板28在下弹簧32的恢复力作用下复位,顶板28带动升降板29和墩压头30沿着定位杆39向上运动,墩压头30带动成品铆钉40向上运动,当冲压头复位后,工人即可将成品铆钉40从锥形头18上取下;如此重复步骤S2~S5即可连续生产多个成品铆钉。由于固定板3和限位板4之间的间距是始终不变的,因此加工出的所有铆钉的高度均是相等的,从而极大的提高了铆钉高度的一致性。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (7)
1.一种高精密模内铆钉端面校平模具,其特征在于:它包括上模和下模,所述上模包括上托(1)、顺次固设于上托(1)底部的上垫板(2)和固定板(3),所述固定板(3)的下方设置有顺次固设于一体的限位板(4)和卸料板(5),限位板(4)与固定板(3)之间设置有间隙(6),所述上托(1)内设置有上弹簧(7),上弹簧(7)的一端固设有连接轴(8),连接轴(8)的一端顺次贯穿上垫板(2)、固定板(3)、限位板(4)且固设于卸料板(5)内,所述上垫板(2)上固设有墩压柱(9),墩压柱(9)顺次贯穿固定板(3)、限位板(4)且延伸于卸料板(5)内,墩压柱(9)内沿其轴向设置有直孔(10),上垫板(2)上固设有两个楔形杆(11),两个楔形杆(11)分别设置于墩压柱(9)的左右侧,两个楔形杆(11)顺次贯穿固定板(3)、限位板(4)且延伸于卸料板(5)下方,两个楔形杆(11)的底部均设置有楔形面A(12),两个楔形面A(12)左右相对立设置,所述限位板(4)上固设有两个预压杆(13),两个预压杆(13)分别设置于墩压柱(9)的左右侧且设置于两个楔形杆(11)之间,两个预压杆(13)均贯穿卸料板(5)且延伸于卸料板(5)下方;
所述下模包括底座(14)、顺次固设于底座(14)顶部的下垫板(15)和凹模板(16),凹模板(16)的顶部开设有凹腔(17),凹腔(17)内设置有固设于下垫板(15)上的定位杆(39),定位杆(39)的顶部设置有延伸于凹模板(16)上方的锥形头(18),锥形头(18)设置于直孔(10)的正下方,凹腔(17)内设置有两个夹持机构,两个夹持机构分别设置于定位杆(39)的左右侧,位于右侧的夹持机构包括固定座(19)、活动块(20)以及固设于活动块(20)顶部的夹持板(21),活动块(20)设置于固定座(19)的右侧,且滑动安装于凹腔(17)内,固定座(19)与活动块(20)之间固设有水平弹簧(22),活动块(20)的右端面上且由下往上顺次设置有直面(23)和楔形面B(24),夹持板(21)的顶表面上开设有腰形孔(25),夹持板(21)的左端部固设有延伸板(26),延伸板(26)的左端面上开设有半圆形孔(27),半圆形孔(27)设置于定位杆(39)的右侧,半圆形孔(27)的直径与铆钉柱头(37)的直径相等,两个夹持机构的楔形面B(24)分别设置于两个楔形面A(12)的正下方,两个楔形面B(24)分别与对应的楔形面A(12)相平行设置,两个夹持机构的腰形孔(25)分别设置于两个预压杆(13)的正下方,两个夹持机构的固定座(19)之间设置有顶板(28),顶板(28)的底部与下垫板(15)之间设置有空隙,顶板(28)的顶部固设有升降板(29),升降板(29)设置于夹持板(21)的下方,升降板(29)的顶部固设有墩压头(30),墩压头(30)与升降板(29)之间开设有导向孔(31),墩压头(30)和升降板(29)均经导向孔(31)套设于定位杆(39)上,墩压头(30)贯穿两个半圆形孔(27)所围成区域且延伸于凹模板(16)上方,墩压头(30)的顶表面设置于锥形头(18)的下方;所述底座(14)内设置有下弹簧(32),下弹簧(32)的顶端固设有下传力柱(33),下传力柱(33)顺次贯穿下垫板(15)、顶板(28)且固设于升降板(29)的底表面上。
2.根据权利要求1所述的一种高精密模内铆钉端面校平模具,其特征在于:所述锥形头(18)的直径小于或等于直孔(10)的直径。
3.根据权利要求1所述的一种高精密模内铆钉端面校平模具,其特征在于:右侧夹持机构的活动块(20)的左端面上开设有盲孔,所述水平弹簧(22)的一端固设于盲孔内,另一端固设于固定座(19)上。
4.根据权利要求1所述的一种高精密模内铆钉端面校平模具,其特征在于:两个夹持机构关于定位杆(39)左右对称设置。
5.根据权利要求1所述的一种高精密模内铆钉端面校平模具,其特征在于:所述导向孔(31)的直径与定位杆(39)的直径相等。
6.根据权利要求1所述的一种高精密模内铆钉端面校平模具,其特征在于:所述卸料板(5)的底部开设有台阶孔,所述连接轴(8)的底部开设有螺纹孔,螺纹孔设置于台阶孔小孔的正上方,台阶孔内设置有螺钉(34),卸料板(5)经螺钉(34)贯穿台阶孔且与螺纹孔螺纹连接固定于连接轴(8)上。
7.根据权利要求1所述的一种高精密模内铆钉端面校平模具,其特征在于:所述卸料板(5)与限位板(4)之间设置有导向槽(35),所述墩压柱(9)设置于导向槽(35)内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011536719.9A CN112605274B (zh) | 2020-12-23 | 2020-12-23 | 一种高精密模内铆钉端面校平模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011536719.9A CN112605274B (zh) | 2020-12-23 | 2020-12-23 | 一种高精密模内铆钉端面校平模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112605274A true CN112605274A (zh) | 2021-04-06 |
| CN112605274B CN112605274B (zh) | 2024-06-21 |
Family
ID=75244894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011536719.9A Active CN112605274B (zh) | 2020-12-23 | 2020-12-23 | 一种高精密模内铆钉端面校平模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112605274B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113198910A (zh) * | 2021-05-13 | 2021-08-03 | 成都宏明双新科技股份有限公司 | 一种模内快速控制定位钉升降的模具 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1574319A1 (ru) * | 1988-02-08 | 1990-06-30 | Предприятие П/Я В-8543 | Штамп дл гибки штучных заготовок |
| EP2032282A1 (de) * | 2006-06-21 | 2009-03-11 | Singh, Sumanjit | Stanzniet und matrize |
| US20140013817A1 (en) * | 2012-07-10 | 2014-01-16 | Denso Corporation | Deformation processing apparatus and method for correcting surface runout |
| CN204052602U (zh) * | 2014-08-04 | 2014-12-31 | 昆明理工大学 | 一种生产半空心自冲铆铆钉的模具 |
| CN105964871A (zh) * | 2016-06-07 | 2016-09-28 | 四川省泰禾机械有限公司 | 一种利用冲压设备墩制长螺栓六方头的装置 |
| CN206373244U (zh) * | 2016-12-31 | 2017-08-04 | 中山市连一五金制品有限公司 | 一种自动加工的铆钉成型机 |
| CN208991513U (zh) * | 2018-10-11 | 2019-06-18 | 江苏省社渚轴承有限公司 | 一种用于轴承加工的整径模具 |
| CN209477145U (zh) * | 2018-12-29 | 2019-10-11 | 中发电气(铜陵)海德精密工业有限公司 | 用于不锈钢密封盖的缩口模具 |
| CN110523900A (zh) * | 2019-09-05 | 2019-12-03 | 成都宏明双新科技股份有限公司 | 一种不锈钢墩压产品的成型方式 |
| KR102171342B1 (ko) * | 2020-06-21 | 2020-10-28 | 주식회사 신영기업 | 맨홀용 플랜지의 형상 교정금형 |
| CN214161127U (zh) * | 2020-12-23 | 2021-09-10 | 成都宏明双新科技股份有限公司 | 一种高精密模内铆钉端面校平模具 |
-
2020
- 2020-12-23 CN CN202011536719.9A patent/CN112605274B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1574319A1 (ru) * | 1988-02-08 | 1990-06-30 | Предприятие П/Я В-8543 | Штамп дл гибки штучных заготовок |
| EP2032282A1 (de) * | 2006-06-21 | 2009-03-11 | Singh, Sumanjit | Stanzniet und matrize |
| US20140013817A1 (en) * | 2012-07-10 | 2014-01-16 | Denso Corporation | Deformation processing apparatus and method for correcting surface runout |
| CN204052602U (zh) * | 2014-08-04 | 2014-12-31 | 昆明理工大学 | 一种生产半空心自冲铆铆钉的模具 |
| CN105964871A (zh) * | 2016-06-07 | 2016-09-28 | 四川省泰禾机械有限公司 | 一种利用冲压设备墩制长螺栓六方头的装置 |
| CN206373244U (zh) * | 2016-12-31 | 2017-08-04 | 中山市连一五金制品有限公司 | 一种自动加工的铆钉成型机 |
| CN208991513U (zh) * | 2018-10-11 | 2019-06-18 | 江苏省社渚轴承有限公司 | 一种用于轴承加工的整径模具 |
| CN209477145U (zh) * | 2018-12-29 | 2019-10-11 | 中发电气(铜陵)海德精密工业有限公司 | 用于不锈钢密封盖的缩口模具 |
| CN110523900A (zh) * | 2019-09-05 | 2019-12-03 | 成都宏明双新科技股份有限公司 | 一种不锈钢墩压产品的成型方式 |
| KR102171342B1 (ko) * | 2020-06-21 | 2020-10-28 | 주식회사 신영기업 | 맨홀용 플랜지의 형상 교정금형 |
| CN214161127U (zh) * | 2020-12-23 | 2021-09-10 | 成都宏明双新科技股份有限公司 | 一种高精密模内铆钉端面校平模具 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113198910A (zh) * | 2021-05-13 | 2021-08-03 | 成都宏明双新科技股份有限公司 | 一种模内快速控制定位钉升降的模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112605274B (zh) | 2024-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201880798U (zh) | 落料冲孔成型复合式冲压模具 | |
| CN111822585A (zh) | 一种精确定位的汽车零部件冲压成型模具 | |
| CN214161127U (zh) | 一种高精密模内铆钉端面校平模具 | |
| CN214920157U (zh) | 一种汽车轮毂锻造装置 | |
| CN112605274A (zh) | 一种高精密模内铆钉端面校平模具 | |
| CN113198959A (zh) | 一种引深成型带孔产品的模具及方法 | |
| CN214161130U (zh) | 一种高精密模内带锥度零件端面校平模具 | |
| CN217798429U (zh) | 一种落料拉延冲孔复合模具以及应用该模具的设备 | |
| CN110538922A (zh) | 一种多次变薄拉深及反拉深级进模 | |
| CN216441509U (zh) | 一种斜楔结构式模具 | |
| CN115722586A (zh) | 一种高精密成型极柱的成型模具及成型方法 | |
| CN213944520U (zh) | 一种斜冲孔的冲压模具 | |
| CN214601277U (zh) | 一种新型液压机 | |
| CN213195140U (zh) | 一种铝合金冲压件多处折弯一次成型冲压模 | |
| CN114082848A (zh) | 一种减少引深筒底表面宽度的模具及其方法 | |
| CN214290405U (zh) | 一种薄料引深整形模具 | |
| CN214161123U (zh) | 一种在弧形凸包上引深凸包的模具 | |
| CN204724716U (zh) | T形件复合模 | |
| CN211464509U (zh) | 高精密连续模 | |
| CN211727107U (zh) | 一种核燃料组件定位格架栅元冲制装备 | |
| CN112828113A (zh) | 一种新型液压机 | |
| CN112605273B (zh) | 一种高精密模内带锥度零件端面校平模具 | |
| CN118478553B (zh) | 一种金属冲压用高精度伺服压机 | |
| CN213195139U (zh) | 一种避免冲压折弯件回弹的成型冲压模 | |
| CN218340806U (zh) | 一种翻孔整形模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |