CN111844599B - 一种气囊件的生产工艺 - Google Patents
一种气囊件的生产工艺 Download PDFInfo
- Publication number
- CN111844599B CN111844599B CN202010727938.9A CN202010727938A CN111844599B CN 111844599 B CN111844599 B CN 111844599B CN 202010727938 A CN202010727938 A CN 202010727938A CN 111844599 B CN111844599 B CN 111844599B
- Authority
- CN
- China
- Prior art keywords
- core
- cavity
- gap
- air bag
- base part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/36—Moulds having means for locating or centering cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/36—Moulds having means for locating or centering cores
- B29C2045/363—Moulds having means for locating or centering cores using a movable core or core part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2022/00—Hollow articles
- B29L2022/02—Inflatable articles
- B29L2022/027—Air bags
Abstract
本发明涉及气囊件生产制造技术领域,尤其公开了一种气囊件的生产工艺,提供模具主体,模具主体具有模腔;将多个第一插芯插入模腔内;将第二插芯插入模腔内,第二插芯包括第一基部及自第一基部突伸的第一芯柱,第一芯柱抵触模腔的底面;多个第一插芯环绕第一芯柱设置,第一插芯与模腔的底面之间的间隙、第一插芯与模腔的侧面之间的间隙、第一插芯与第一基部之间的间隙、第一插芯与第一芯柱之间的间隙连通形成用于成型气囊件的型腔;将熔融的弹性物料注入型腔内,型腔的熔融的弹性物料冷却固化后形成气囊件;使得气囊件一方面能够套设在中空管的外侧将中空管定位在外壳面罩内,另一方面能够密封外壳面罩与中空管之间的间隙。
Description
技术领域
本发明涉及气囊件生产制造技术领域,尤其公开了一种气囊件的生产工艺。
背景技术
在物件的使用过程中,有时候需要一方面对物件固定,另一方面需要对物件进行密封处理。例如,当需要利用中空管输送氧气时,一方面需要先借助外壳面罩定位住中空管,另一方面需要对外壳面罩与中空管之间的间隙进行密封处理,防止氧气经由外壳面罩与中空管之间的间隙泄露。
为了解决中空管在外壳面罩上的定位及密封问题,常常在外壳面罩上安装气囊件,利用气囊件一方面对中空管定位,一方面密封外壳面罩与中空管之间的间隙,现有技术中气囊件的生产制造工艺复杂,气囊件大都采用切削加工制成,并且需要将切削加工后的多个部件组合形成气囊件,生产效率低下,且生产成本高,同时气囊件各个部位容易因漏气而使用不良。
发明内容
为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种气囊件的生产工艺,使得气囊件一方面能够套设在中空管的外侧将中空管定位在外壳面罩内,另一方面能够密封外壳面罩与中空管之间的间隙。
为实现上述目的,本发明的一种气囊件的生产工艺,包括如下步骤:
步骤(a),提供模具主体,模具主体具有模腔;
步骤(b),将多个第一插芯插入模腔内,多个第一插芯围设形成环形;
步骤(c),将第二插芯插入模腔内,第二插芯包括第一基部及自第一基部突伸的第一芯柱,第一芯柱抵触模腔的底面;多个第一插芯位于第一基部的同一侧,多个第一插芯环绕第一芯柱设置,第一插芯与模腔的底面之间的间隙、第一插芯与模腔的侧面之间的间隙、第一插芯与第一基部之间的间隙、第一插芯与第一芯柱之间的间隙连通形成用于成型气囊件的型腔;
还包括位于步骤(a)与步骤(b)之间的步骤(a1):
步骤(a1),将第三插芯插入模腔内,模腔贯穿模具主体,第三插芯、第二插芯分别自模腔彼此远离的两端装入模腔内;第三插芯包括第二基部及自第二基部突伸的第二芯柱,第一芯柱的自由端用于抵触第二芯柱的自由端,所有第一插芯均位于第一基部与第二基部之间;第一插芯与第二基部之间的间隙、第一插芯与模腔的侧面之间的间隙、第二基部与模腔的侧面之间的间隙、第一插芯与第一基部之间的间隙、第一插芯与第一芯柱之间的间隙连通形成用于成型气囊件的型腔;
步骤(d),将熔融的弹性物料注入型腔内,型腔内的熔融的弹性物料冷却固化后形成气囊件。
其中,还包括如下步骤:
步骤(e),型腔的熔融的弹性物料冷却固化形成气囊件后,将第二插芯从模腔内退出,然后将多个第一插芯从模腔内退出。
其中,在步骤(e)中,先将第二插芯、第三插芯朝彼此远离的方向从模腔内退出,然后将多个第一插芯从模腔内退出;再将气囊件从模具主体内退出。
其中,还包括位于步骤(b)与步骤(c)之间的步骤(b1):
步骤(b1),将第四插芯插入模腔内;
模具主体具有贯穿模具主体的侧壁的让位孔,第四插芯活动容设于让位孔内,第四插芯插入模腔内并用于抵触在第一插芯的外侧面上。
其中,弹性物料为硅胶物料。
其中,多个第一插芯围设形成有内孔,第一芯柱位于内孔内,内孔的孔径大于第一芯柱的孔径,第一芯柱的外表面与内孔的内孔面之间形成第一环形间隙。
其中,第一基部呈圆锥形,第一基部靠近第一芯柱的一端的外径小于第一基部远离第一芯柱的一端的外径;所有第一插芯的顶面与第一基部靠近第一芯柱一端的锥形侧面之间形成第二环形间隙。
其中,第一插芯设有弧形盲槽,弧形盲槽自第一插芯的顶面凹设而成,所有第一插芯的弧形盲槽连通形成围绕第一芯柱的环形盲槽。
其中,所有第一插芯的外侧面与模腔的内腔面之间形成有第三环形间隙,所有第一插芯的底面与模腔的底面之间形成有第四环形间隙;第一插芯设有伸入第三环形间隙内的弧形凸肋,所有第一插芯的弧形凸肋首尾抵触形成环形凸肋,环形凸肋环绕第一芯柱设置。
本发明的有益效果:本发明的气囊件的生产工艺利用注塑成型的方式生产制造气囊件,使得气囊件一方面能够套设在中空管的外侧将中空管定位在外壳面罩内,另一方面能够密封外壳面罩与中空管之间的间隙。
附图说明
图1为本发明的工艺流程框图;
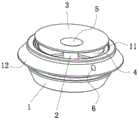
图2为本发明 的立体结构示意图;
图3为本发明 的剖视图;
图4为本发明 的局部放大图。
附图标记包括:
1—本体 2—空心柱 3—盖片
4—气囊盲孔 5—容置孔 6—充气孔
7—凹孔 8—环形沟槽 9—环形肋条
11—定位盲槽 12—环形翅片 13—环形卡槽。
具体实施方式
为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
请参阅图1至图4所示,本发明的一种气囊件的生产工艺,包括如下步骤:
步骤(a),提供模具主体,模具主体具有模腔,模腔自模具主体的顶面凹设而成;
步骤(b),将多个第一插芯插入模腔内,第一插芯大致呈弧形,所有第一插芯左右抵触并组合围设形成环形;
步骤(c),将第二插芯自模具主体的上端插入模腔内,第二插芯包括第一基部及自第一基部突伸的第一芯柱,第一基部的外径大于第一芯柱的外径,第一芯柱抵触在模腔的底面上。所有第一插芯位于第一基部的同一侧,所有第一插芯环绕第一芯柱设置,第一插芯与模腔的底面之间的间隙、第一插芯与模腔的侧面之间的间隙、第一插芯与第一基部之间的间隙、第一插芯与第一芯柱之间的间隙连通形成用于成型气囊件的型腔;
步骤(d),将熔融的弹性物料注入型腔内,型腔内的熔融的弹性物料冷却固化后即可形成气囊件。
本发明的气囊件的生产工艺利用注塑成型的方式生产制造气囊件,使得气囊件一方面能够套设在中空管的外侧将中空管定位在外壳面罩内,另一方面能够密封外壳面罩与中空管之间的间隙。
气囊件的生产工艺还包括位于步骤(a)与步骤(b)之间的步骤(a1):
步骤(a1),将第三插芯自模具主体的下端插入模腔内,模腔沿上下方向贯穿模具主体,第三插芯、第二插芯分别自模腔彼此远离的上下两端装入模腔内。
第三插芯包括第二基部及自第二基部突伸而出的第二芯柱,第二基部的外径大于第二芯柱的外径,第一芯柱的自由端用于抵触在第二芯柱的自由端上,第一芯柱、第二芯柱位于第一基部与第二基部之间,所有第一插芯均位于第一基部与第二基部之间。
第一插芯与第二基部之间的间隙、第一插芯与模腔的侧面之间的间隙、第二基部与模腔的侧面之间的间隙、第一插芯与第一基部之间的间隙、第一插芯与第一芯柱之间的间隙连通形成用于成型气囊件的型腔。
气囊件的生产工艺还包括如下步骤:
步骤(e),型腔内的熔融的弹性物料冷却固化形成气囊件后,将第二插芯从模腔内退出,然后将多个第一插芯逐个从模腔内退出。当第二插芯从模腔内退出之后,第一基部即不再抵触气囊件的空心柱上的盖片3,然后即可将多个第一插芯逐个从模具主体的模腔内退出,在第一插芯从模具主体的模腔内退出时,第一插芯抵触气囊件的空心柱上的盖片3使得盖片3发生弹性变形,进而方便第一插芯的退出。
在步骤(e)中,先将第二插芯、第三插芯朝彼此远离的方向从模腔内退出,然后将多个第一插芯从模腔内退出;再将气囊件从模具主体内退出。当型腔内的熔融的弹性物料冷却固化形成气囊件之后,将第二插芯朝上移动,将第三插芯朝下移动,进而实现第二插芯、第三插芯的抽芯作业,待第二插芯、第三插芯的抽芯作业完成后,即可将所有第一插芯逐个退出完成抽芯作业,最后再将气囊件从模腔内顶出,从而完成气囊件的脱模。
气囊件的生产工艺还包括位于步骤(b)与步骤(c)之间的步骤(b1):
步骤(b1),将第四插芯插入模腔内;模具主体具有贯穿模具主体的侧壁的让位孔,第四插芯活动容设于让位孔内,第四插芯插入模腔内并用于抵触在一个第一插芯的外侧面上。
经由第四插芯的设置,使得气囊件上形成有进气孔,在气囊件的使用过程中,利用气囊件的盖片3密封住气囊件对应第一插芯的气囊盲孔4,将气囊件安装在外界的外壳面罩上,将待固定的中空管插入气囊件上对应空心柱的容置孔5内,经由进气孔向气囊盲孔4内充气,使得充入气囊盲孔4内的气体挤压气囊件的空心柱的侧壁,使得空心柱的容置孔5的内孔面密封抵触贴设在中空管的外侧,进而实现对容置孔5内的中空管的密封处理,避免空心柱与中空管之间存在间隙而使用不良。
当熔融硅胶物料在型腔内冷却固化成型为气囊件之后,先将第二插芯、第三插芯朝彼此远离的方向从模腔内退出,然后将所有第一插芯逐个从模腔内退出,之后再将第四插芯从模腔内退出,之后即可将气囊件从模具主体的模腔内退出,完成气囊件的注塑成型制造。
本实施例中,弹性物料为硅胶物料,即将熔融的硅胶物料注入型腔内,待型腔内的熔融硅胶物料冷却固化后即可形成气囊件,借助硅胶的弹性变形特性,提升各个插芯的脱模效率及脱模良率,同时保证气囊件的弹性变形特性,确保气囊件能够充分地密封外界的中空管。
所有第一插芯围设形成环形,所以第一插芯围设形成有内孔,第一芯柱位于内孔内,内孔的孔径大于第一芯柱的孔径,第一芯柱的外表面与内孔的内孔面之间形成第一环形间隙,第一环形间隙用于成型气囊件的空心柱2。
第一基部呈圆锥形,第一基部靠近第一芯柱的一端的外径小于第一基部远离第一芯柱的一端的外径;所有第一插芯的顶面与第一基部靠近第一芯柱一端的锥形侧面之间形成第二环形间隙,第二环形间隙用于成型出气囊件的盖片3,所有第一插芯对位的区域用于成型气囊件的本体1。
第一插芯设有弧形盲槽,弧形盲槽自第一插芯的顶面凹设而成,所有第一插芯的弧形盲槽连通形成围绕第一芯柱的环形盲槽,环形盲槽用于成型出基片上的环形肋条9。
所有第一插芯的外侧面与模腔的内腔面之间形成有第三环形间隙,第三环形间隙用于成型出气囊件的本体1,所有第一插芯的底面与模腔的底面之间形成有第四环形间隙,第四环形间隙用于成型出气囊盲孔4的底壁。
第一插芯设有伸入第三环形间隙内的弧形凸肋,所有第一插芯的弧形凸肋首尾抵触形成环形凸肋,环形凸肋环绕第一芯柱设置,环形凸肋用于成型出气囊件的环形沟槽8。
在气囊件的使用过程中,在环形沟槽8内容设胶水,然后将盖片3遮盖在气囊件的本体1上,并使得盖片3的环形肋条9伸入环形沟槽8内,借助胶水将气囊件的本体1与盖片3粘结在一起,并利用盖片3密封住气囊盲孔4的开口。
本发明所制造的气囊件包括本体1、空心柱2及盖片3,本体1上设置有气囊盲孔4,空心柱2位于气囊盲孔4内,空心柱2的一端设置在气囊盲孔4的底壁上,盖片3设置在空心柱2的另一端上,盖片3用于封盖气囊盲孔4的开口。
空心柱2设置有用于容设中空管的容置孔5,当中空管装入容置孔5内之后,将外界的气体充入气囊盲孔4内以使得容置孔5的内孔面密封贴设容置孔 5内的中空管。
实际使用时,利用盖片3密封住遮盖住气囊盲孔4的开口,将待密封的中空管插入容置孔5内,然后向气囊盲孔4内充气,充入气囊盲孔4内的气体挤压空心柱2的侧壁,使得空心柱2的容置孔5的内孔面密封抵触贴设在中空管的外侧,进而实现对容置孔5内的中空管的密封处理,避免空心柱2与中空管之间存在间隙而使用不良。
本体1、空心柱2、盖片3为一体式构造,相较于本体1、空心柱2、盖片 3分体式构造,降低因两个构件之间连接不密封而漏气的几率。本实施例中,盖片3呈环形,盖片3环绕空心柱2设置,盖片3大致为环形平板,空心柱2 大致为中空圆柱。当外界的气体充入气囊盲孔4内之后,确保空心柱2可以充分的弹性变形,进而确保空心柱2的侧壁可以稳固地密封贴设在容置孔5内的中空管的外表面上,确保对中空管的密封效果。
本实施例中,容置孔5贯穿空心柱2,实际使用时,中空管可以经由容置孔5的任意一端装入容置孔5内,当然,根据实际需要,中空管可以贯穿空心柱2,即中空管的两端分别突伸出空心柱2。
本体1上设置有与气囊盲孔4连通的充气孔6,充气孔6贯穿本体1的侧壁,外界的气体经由充气孔6充入气囊盲孔4内。当盖片3密封遮盖住气囊盲孔4的开口之后,将外界的充气泵与充气孔6连通,利用充气泵经由充气孔6 向气囊盲孔4内充气,直至气囊盲孔4内的气体挤压空心柱2实现对容置孔5 内的中空管的充分密封。当然,当需要取出容置孔5内的中空管时,将气囊盲孔4内的气体抽出,使得空心柱2的侧壁与容置孔5内的中空管分离,然后即可将容置孔5内的中空管轻松拔出。
本体1设有凹孔7,气囊盲孔4、凹孔7分别自本体1彼此远离的两侧凹设而成,本实施例中,气囊盲孔4、凹孔7分别自本体1彼此远离的上下两端的端面凹设而成,容置孔5贯穿凹孔7的底壁、气囊盲孔4的底壁,优选地,凹孔7的底壁、气囊盲孔4的底壁为同一个底壁。
实际使用时,将本体1靠近凹孔7的一端装入外壳面罩中,经由凹孔7的设置,减薄本体1的侧壁的厚度,进而降低本体1的强度,使得本体1发生变形而轻松装入外壳面罩内。优选地,本体1靠近凹孔7一端的设有导引环锥面,导引圆锥面的设置便于本体1装入外壳面罩内。
盖片3远离空心柱2的一端经由胶水粘结在本体1上,实际使用时,在本体1上或者盖片3远离空心柱2的一端上涂设胶水,然后将盖片3与本体1借助胶水粘结在一起,进而利用盖片3充分密封住气囊盲孔4的开口。
本体1上设有环形沟槽8,环形沟槽8环绕气囊盲孔4设置,盖片3设有环形肋条9,环形肋条9围绕空心柱2设置,环形肋条9用于容设在环形沟槽8 内,胶水位于环形沟槽8内。
借助环形沟槽8的内槽壁对环形肋条9挡止抵触,一方面防止盖片3相对本体1移动,另一方面借助环形沟槽8容设较多的胶水,防止胶水在本体1上四处流动,提升本体1与盖片3之间的粘结强度,确保本体1与盖片3稳固地粘结在一起。
本体1上设置有定位盲槽11,气囊盲孔4、环形沟槽8均自定位盲槽11的底面凹设而成,盖片3远离空心柱2的一端抵触定位盲槽11的底壁。借助定位盲槽11的侧壁挡止抵触盖片3,确保盖片3快速准确地粘结在本体1上正确的位置,提升盖片3与本体1的粘结良率及粘结效率。
盖片3远离空心柱2的一端经由胶水粘结在定位盲槽11的底面上,盖片3 的厚度小于或等于定位盲槽11的深度。当盖片3粘结在本体1上之后,盖片3 完全没入定位盲槽11内,一方面提升美观性,另一方面防止盖片3突伸出本体 1的外表面受到外界的碰撞而与本体1分离。
本体1设有环形翅片12,环形翅片12围绕空心柱2设置;本体1设有环形卡槽13,环形卡槽13自本体1的外侧面凹设而成,环形卡槽13围绕空心柱 2设置,环形翅片12为环形卡槽13的侧壁。
当本体1装入到外界的外壳面罩内之后,外壳面罩设有伸入环形卡槽13 内的环形卡条,借助环形卡槽13的内槽壁挡止抵触环形卡条,确保本体1稳固地安装在外壳面罩上。当本体1装入外壳面罩内之后,外壳面罩挡止抵触环形翅片12,避免本体1过度装入,提升气囊件的安装良率。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
Claims (9)
1.一种气囊件的生产工艺,其特征在于,包括如下步骤:
步骤(a),提供模具主体,模具主体具有模腔;
步骤(b),将多个第一插芯插入模腔内,多个第一插芯围设形成环形;
步骤(c),将第二插芯插入模腔内,第二插芯包括第一基部及自第一基部突伸的第一芯柱,第一芯柱抵触模腔的底面;多个第一插芯位于第一基部的同一侧,多个第一插芯环绕第一芯柱设置,第一插芯与模腔的底面之间的间隙、第一插芯与模腔的侧面之间的间隙、第一插芯与第一基部之间的间隙、第一插芯与第一芯柱之间的间隙连通形成用于成型气囊件的型腔;
还包括位于步骤(a)与步骤(b)之间的步骤(a1):
步骤(a1),将第三插芯插入模腔内,模腔贯穿模具主体,第三插芯、第二插芯分别自模腔彼此远离的两端装入模腔内;第三插芯包括第二基部及自第二基部突伸的第二芯柱,第一芯柱的自由端用于抵触第二芯柱的自由端,所有第一插芯均位于第一基部与第二基部之间;第一插芯与第二基部之间的间隙、第一插芯与模腔的侧面之间的间隙、第二基部与模腔的侧面之间的间隙、第一插芯与第一基部之间的间隙、第一插芯与第一芯柱之间的间隙连通形成用于成型气囊件的型腔;
步骤(d),将熔融的弹性物料注入型腔内,型腔内的熔融的弹性物料冷却固化后形成气囊件。
2.根据权利要求1所述的气囊件的生产工艺,其特征在于,还包括如下步骤:步骤(e),型腔的熔融的弹性物料冷却固化形成气囊件后,将第二插芯从模腔内退出,然后将多个第一插芯从模腔内退出。
3.根据权利要求2所述的气囊件的生产工艺,其特征在于:在步骤(e)中,先将第二插芯、第三插芯朝彼此远离的方向从模腔内退出,然后将多个第一插芯从模腔内退出;再将气囊件从模具主体内退出。
4.根据权利要求1所述的气囊件的生产工艺,其特征在于,还包括位于步骤(b)与步骤(c)之间的步骤(b1):
步骤(b1),将第四插芯插入模腔内;
模具主体具有贯穿模具主体的侧壁的让位孔,第四插芯活动容设于让位孔内,第四插芯插入模腔内并用于抵触在第一插芯的外侧面上。
5.根据权利要求1所述的气囊件的生产工艺,其特征在于:弹性物料为硅胶物料。
6.根据权利要求1所述的气囊件的生产工艺,其特征在于:多个第一插芯围设形成有内孔,第一芯柱位于内孔内,内孔的孔径大于第一芯柱的孔径,第一芯柱的外表面与内孔的内孔面之间形成第一环形间隙。
7.根据权利要求1所述的气囊件的生产工艺,其特征在于:第一基部呈圆锥形,第一基部靠近第一芯柱的一端的外径小于第一基部远离第一芯柱的一端的外径;所有第一插芯的顶面与第一基部靠近第一芯柱一端的锥形侧面之间形成第二环形间隙。
8.根据权利要求1所述的气囊件的生产工艺,其特征在于:第一插芯设有弧形盲槽,弧形盲槽自第一插芯的顶面凹设而成,所有第一插芯的弧形盲槽连通形成围绕第一芯柱的环形盲槽。
9.根据权利要求1所述的气囊件的生产工艺,其特征在于:所有第一插芯的外侧面与模腔的内腔面之间形成有第三环形间隙,所有第一插芯的底面与模腔的底面之间形成有第四环形间隙;第一插芯设有伸入第三环形间隙内的弧形凸肋,所有第一插芯的弧形凸肋首尾抵触形成环形凸肋,环形凸肋环绕第一芯柱设置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010727938.9A CN111844599B (zh) | 2020-07-27 | 2020-07-27 | 一种气囊件的生产工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010727938.9A CN111844599B (zh) | 2020-07-27 | 2020-07-27 | 一种气囊件的生产工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111844599A CN111844599A (zh) | 2020-10-30 |
| CN111844599B true CN111844599B (zh) | 2022-02-08 |
Family
ID=72950975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010727938.9A Active CN111844599B (zh) | 2020-07-27 | 2020-07-27 | 一种气囊件的生产工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111844599B (zh) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3206369A1 (de) * | 1982-02-22 | 1983-09-01 | Interatom Internationale Atomreaktorbau Gmbh, 5060 Bergisch Gladbach | "aufblasbare schlauchdichtung" |
| JPS59169928U (ja) * | 1983-04-28 | 1984-11-14 | 豊田合成株式会社 | ゴム成形金型のゲ−ト構造 |
| GB9218755D0 (en) * | 1992-09-04 | 1992-10-21 | Raychem Sa Nv | Environmental sealing |
| JPH08200509A (ja) * | 1995-01-24 | 1996-08-06 | Yokohama Rubber Co Ltd:The | インフレートシール部材 |
| JPH11320568A (ja) * | 1998-05-12 | 1999-11-24 | Sekisui Chem Co Ltd | バルブ構成部材の製造方法 |
| US8474868B2 (en) * | 2011-04-19 | 2013-07-02 | Ford Global Technologies, Llc | Active bolster with hermetic seal |
| CN205503982U (zh) * | 2016-01-29 | 2016-08-24 | 贵州风雷航空军械有限责任公司 | 一种自充气密封装置 |
| CN210617142U (zh) * | 2019-06-28 | 2020-05-26 | 凡泽模塑(嘉善)有限公司 | 一种气囊盖壁厚均匀性高精度控制模具 |
-
2020
- 2020-07-27 CN CN202010727938.9A patent/CN111844599B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN111844599A (zh) | 2020-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6108916B2 (ja) | 成形品の製造方法および成形用金型 | |
| US5861120A (en) | Method of producing waterproof connector housing | |
| JP4093584B2 (ja) | 内表面に薄膜を有する中空成形品の成形方法および成形装置 | |
| JP2004223970A (ja) | 合成樹脂製中空体とその射出成形方法および成形用金型 | |
| CN111844599B (zh) | 一种气囊件的生产工艺 | |
| CN207103787U (zh) | 压铸模具及压铸装置 | |
| JP5706658B2 (ja) | 体液浄化カラム、その製造方法及び製造装置 | |
| CN216373123U (zh) | 一种制备汽车前阅读灯透镜框的模具 | |
| JP5776299B2 (ja) | 射出成形方法及びこれに用いる射出成形用金型 | |
| CN211614270U (zh) | 一种飞边少的铝合金压铸模 | |
| CN213353345U (zh) | 一种端盖的注塑模具 | |
| CN206732095U (zh) | 压铸模具及压铸装置 | |
| CN217803052U (zh) | 用于制备注射器的筒体的模具及注射器的筒体 | |
| CN220883200U (zh) | 一种用于制作螺纹盖的注塑模具 | |
| KR100828420B1 (ko) | 사출성형을 이용한 폐쇄형 채널구조 제품의 제조방법 | |
| CN212761059U (zh) | 一种电缆夹具的生产设备 | |
| CN209987311U (zh) | 一种车载扩音器支架模具 | |
| CN211492724U (zh) | 一种冷却模座 | |
| CN214448095U (zh) | 一种具有加压分割结构的注塑模具 | |
| CN218966032U (zh) | 注塑模具 | |
| CN212194066U (zh) | 一种注塑模具用的排气结构 | |
| CN214442825U (zh) | 适用于带有多个分散型立柱的铸铁件的芯盒模具 | |
| CN218315015U (zh) | 一种用于旋翼桨毂臂成型的工装模具 | |
| CN220880423U (zh) | 一种浇铸阀门阀体的砂壳及其制造模具 | |
| CN214982969U (zh) | 一种精准导入模芯的注塑装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |