一种同步带轮多槽并列加工工装
技术领域
本发明涉及自动加工领域,具体是涉及一种同步带轮多槽并列加工工装。
背景技术
同步带轮,指的是一般由钢,铝合金,铸铁,黄铜等材料制造,其内孔有圆孔,D形孔,锥形孔等形式,同步带轮传动是由一根内周表面设有等间距齿的封闭环形胶带和相应的带轮所组成,同步带轮与同步带是配套产品,这两种产品互相作用让机器得以运转,所以,要想这两种产品互相配合好,在生产加工的时候就需要注意。
目前,同步带轮多槽加工时往往通过一个铣刀进行移动来对同步带轮进行一一开槽,这种多槽加工会降低生产效率,并且同步带轮在加工时往往会出现由于没能对其牢固定位,导致同步带轮开槽上会产生误差,因此,需要设计一种能够通过多个铣刀对同步带轮进行同时加工以及对同步带轮牢固定位的设备。
发明内容
本发明所要解决的技术问题是提供一种同步带轮多槽并列加工工装,该技术方案解决了同步带轮多个槽无法同时加工,以及同步带轮加工时由于定位不牢固造成加工误差的问题。
为解决上述技术问题,本发明提供以下技术方案:
提供一种同步带轮多槽并列加工工装,包括工作台,还包括三爪卡盘、旋转机构、移动机构和开槽机构,旋转机构设置于工作台的顶部,三爪卡盘设置于旋转机构的顶部,移动机构设置于工作台的顶部,并且移动机构位于旋转机构的一侧,开槽机构设置于移动机构的顶部,旋转机构包括一个旋转电机和一个齿轮传动装置,旋转电机呈竖直状态通过一个机架固定于工作台的顶部,齿轮传动装置设置于旋转电机的上方。
作为一种同步带轮多槽并列加工工装的一种优选方案,旋转电机的输出轴面向工作台的上方,旋转电机的外侧设有一个用于安装齿轮传动装置的圆壳,圆壳固定于工作台的顶部,并且圆壳与旋转电机共轴线,齿轮传动装置包括一个主动齿轮和一个内圈齿轮,旋转电机的输出轴穿过圆壳向上伸出,主动齿轮固定于旋转电机输出轴的伸出端上,内圈齿轮固定于圆壳的顶部,并且内圈齿轮与主动齿轮共轴线。
作为一种同步带轮多槽并列加工工装的一种优选方案,齿轮传动装置还包括三个从动齿轮,每个从动齿轮均设置于圆壳的顶部,并且三个从动齿轮之间沿着内圈齿轮的圆周方向均匀分布,三个从动齿轮的轮齿分别与主动齿轮的轮齿之间相互啮合,并且三个从动齿轮的轮齿还与内圈齿轮的轮齿之间相互啮合。
作为一种同步带轮多槽并列加工工装的一种优选方案,每个从动齿轮均固定套设于一个转轴上,三个转轴通过一个圆盘进行连接,并且圆盘与主动齿轮之间共轴线,圆盘的底部沿着圆盘的一周设有若干个支撑腿,若干个支撑腿能够在一个卡槽内进行转动,卡槽的底部固定于工作台的顶部,圆盘的顶部还设有一个供三爪卡盘固定的安装口,三爪卡盘固定于安装口内。
作为一种同步带轮多槽并列加工工装的一种优选方案,三爪卡盘的三个卡爪上分别设有一个锁紧块,每个锁紧块分别设有一个一体成型的前端部和后端部,每个前端部均为一个环状的扇形块体,每个后端部均为一个环状的扇形半体,并且每个后端部的外圆直径均大于相对应的前端部的外圆直径,每个前端部还分别通过一个螺栓固定于三爪卡盘上相对应的卡爪的顶部。
作为一种同步带轮多槽并列加工工装的一种优选方案,移动机构包括一个移动块、一个螺杆和两个长杆,两个长杆沿着工作台的长度方向呈水平状态对称设置于工作台上,并且两个长杆的一端分别固定于一个固定座上,螺杆沿着工作台的长度方向设置于两个长杆之间,螺杆的两端能够转动的设置于两个固定座的中部,并且螺杆通过一个驱动电机驱动,移动块能够移动的套设于螺杆和两个长杆上。
作为一种同步带轮多槽并列加工工装的一种优选方案,开槽机构由若干个铣刀组成,移动块的顶部通过两个连板固定设有一个支撑座,若干个铣刀通过一个安装盒固定设置于支撑座的顶部,并且若干个铣刀沿着安装盒的高度方向等间距设置,若干个铣刀还通过若干个锁紧栓进行固定。
本发明与现有技术相比具有的有益效果是:
同步带轮进行加工时,首先,操作人员将同步带轮放置在三爪卡盘上,三爪卡盘对同步带轮的内圈进行卡紧,接着,旋转电机驱动齿轮传动装置带动三爪卡盘进行高速转动,同步带轮也随之转动,最后开槽机构通过移动机构来到同步带轮的一侧,随即开槽机构通过同步带轮的高速转动对其进行多槽加工,本实用解决了同步带轮多个槽无法同时加工,以及同步带轮加工时由于定位不牢固造成加工误差的问题,提高了加工效率,以及减少了同步带轮加工时的误差。
附图说明
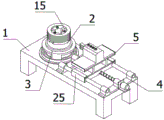
图1为本发明的立体结构示意图;
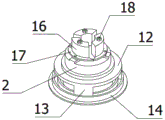
图2为旋转机构的立体结构示意图;
图3为旋转机构的立体结构分解示意图;
图4为移动机构的立体结构示意图;
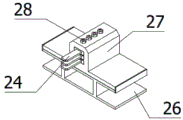
图5为开槽机构的立体结构示意图。
图中标号为:工作台1、三爪卡盘2、旋转机构3、移动机构4、开槽机构5、旋转电机6、圆壳7、主动齿轮8、内圈齿轮9、从动齿轮10、转轴11、圆盘12、支撑腿13、卡槽14、锁紧块15、前端部16、后端部17、螺栓18、移动块19、螺杆20、长杆21、固定座22、驱动电机23、铣刀24、连板25、支撑座26、安装盒27、锁紧栓28。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
参照图1至图5所示的一种同步带轮多槽并列加工工装,包括工作台1,还包括三爪卡盘2、旋转机构3、移动机构4和开槽机构5,旋转机构3设置于工作台1的顶部,三爪卡盘2设置于旋转机构3的顶部,移动机构4设置于工作台1的顶部,并且移动机构4位于旋转机构3的一侧,开槽机构5设置于移动机构4的顶部,旋转机构3包括一个旋转电机6和一个齿轮传动装置,旋转电机6呈竖直状态通过一个机架固定于工作台1的顶部,齿轮传动装置设置于旋转电机6的上方。同步带轮进行加工时,首先,操作人员将同步带轮放置在三爪卡盘2上,三爪卡盘2对同步带轮的内圈进行卡紧,接着,旋转电机6驱动齿轮传动装置带动三爪卡盘2进行高速转动,同步带轮也随之转动,最后开槽机构5通过移动机构4来到同步带轮的一侧,随即开槽机构5通过同步带轮的高速转动对其进行多槽加工。
旋转电机6的输出轴面向工作台1的上方,旋转电机6的外侧设有一个用于安装齿轮传动装置的圆壳7,圆壳7固定于工作台1的顶部,并且圆壳7与旋转电机6共轴线,齿轮传动装置包括一个主动齿轮8和一个内圈齿轮9,旋转电机6的输出轴穿过圆壳7向上伸出,主动齿轮8固定于旋转电机6输出轴的伸出端上,内圈齿轮9固定于圆壳7的顶部,并且内圈齿轮9与主动齿轮8共轴线。同步带轮进行加工时,首先,操作人员将同步带轮放置在三爪卡盘2上,三爪卡盘2对同步带轮的内圈进行卡紧,接着,旋转电机6驱动齿轮传动装置带动三爪卡盘2进行高速转动,旋转电机6转动后,主动齿轮8随之转动。
齿轮传动装置还包括三个从动齿轮10,每个从动齿轮10均设置于圆壳7的顶部,并且三个从动齿轮10之间沿着内圈齿轮9的圆周方向均匀分布,三个从动齿轮10的轮齿分别与主动齿轮8的轮齿之间相互啮合,并且三个从动齿轮10的轮齿还与内圈齿轮9的轮齿之间相互啮合。当主动齿轮8转动后,由于三个从动齿轮10分别与主动齿轮8和内圈齿轮9之间相互啮合,因此,三个从动齿轮10绕着主动齿轮8在内圈齿轮9上进行转动。
每个从动齿轮10均固定套设于一个转轴11上,三个转轴11通过一个圆盘12进行连接,并且圆盘12与主动齿轮8之间共轴线,圆盘12的底部沿着圆盘12的一周设有若干个支撑腿13,若干个支撑腿13能够在一个卡槽14内进行转动,卡槽14的底部固定于工作台1的顶部,圆盘12的顶部还设有一个供三爪卡盘2固定的安装口,三爪卡盘2固定于安装口内。当三个从动齿轮10转动后,由于三个从动齿轮10的相应的转轴11均固定于圆盘12上,因此圆盘12通过若干个支撑腿13在卡槽14内进行转动,三爪卡盘2随之进行转动。
三爪卡盘2的三个卡爪上分别设有一个锁紧块15,每个锁紧块15分别设有一个一体成型的前端部16和后端部17,每个前端部16均为一个环状的扇形块体,每个后端部17均为一个环状的扇形半体,并且每个后端部17的外圆直径均大于相对应的前端部16的外圆直径,每个前端部16还分别通过一个螺栓18固定于三爪卡盘2上相对应的卡爪的顶部。当三爪卡盘2对同步带轮进行定位时,三爪卡盘2上的卡爪向外撑开,每个锁紧块15也随之向外撑开,同步带轮套设在三个锁紧块15上,并且同步带轮放在三个锁紧块15的后端部17上,每个锁紧块15的前端部16均向外撑开对同步带轮进行定位。
移动机构4包括一个移动块19、一个螺杆20和两个长杆21,两个长杆21沿着工作台1的长度方向呈水平状态对称设置于工作台1上,并且两个长杆21的一端分别固定于一个固定座22上,螺杆20沿着工作台1的长度方向设置于两个长杆21之间,螺杆20的两端能够转动的设置于两个固定座22的中部,并且螺杆20通过一个驱动电机23驱动,移动块19能够移动的套设于螺杆20和两个长杆21上。当移动机构4带动开槽机构5移动时,驱动电机23驱动螺杆20进行转动,移动块19随即在螺杆20和两个长杆21上进行移动,移动块19带动开槽机构5来到同步带轮的一侧。
开槽机构5由若干个铣刀24组成,移动块19的顶部通过两个连板25固定设有一个支撑座26,若干个铣刀24通过一个安装盒27固定设置于支撑座26的顶部,并且若干个铣刀24沿着安装盒27的高度方向等间距设置,若干个铣刀24还通过若干个锁紧栓28进行固定。当若干个铣刀24带动同步带轮的一侧后,若干个铣刀24通过同步带轮的高速转动向着同步带轮靠近对其进行多槽加工,最终同步带轮多槽加工完成。
本发明的工作原理:同步带轮进行加工时,首先,操作人员将同步带轮放置在三爪卡盘2上,三爪卡盘2对同步带轮的内圈进行卡紧,当三爪卡盘2对同步带轮进行定位时,三爪卡盘2上的卡爪向外撑开,每个锁紧块15也随之向外撑开,同步带轮套设在三个锁紧块15上,并且同步带轮放在三个锁紧块15的后端部17上,每个锁紧块15的前端部16均向外撑开对同步带轮进行定位,接着,旋转电机6驱动齿轮传动装置带动三爪卡盘2进行高速转动,旋转电机6转动后,主动齿轮8随之转动,由于三个从动齿轮10分别与主动齿轮8和内圈齿轮9之间相互啮合,因此,三个从动齿轮10绕着主动齿轮8在内圈齿轮9上进行转动,当三个从动齿轮10转动后,由于三个从动齿轮10的相应的转轴11均固定于圆盘12上,因此圆盘12通过若干个支撑腿13在卡槽14内进行转动,三爪卡盘2随之进行转动,当移动机构4带动开槽机构5移动时,驱动电机23驱动螺杆20进行转动,移动块19随即在螺杆20和两个长杆21上进行移动,移动块19带动开槽机构5来到同步带轮的一侧,当若干个铣刀24带动同步带轮的一侧后,若干个铣刀24通过同步带轮的高速转动向着同步带轮靠近对其进行多槽加工,最终同步带轮多槽加工完成。