CN1106055C - 连接器及其制造方法和模具 - Google Patents
连接器及其制造方法和模具 Download PDFInfo
- Publication number
- CN1106055C CN1106055C CN96104645A CN96104645A CN1106055C CN 1106055 C CN1106055 C CN 1106055C CN 96104645 A CN96104645 A CN 96104645A CN 96104645 A CN96104645 A CN 96104645A CN 1106055 C CN1106055 C CN 1106055C
- Authority
- CN
- China
- Prior art keywords
- locator
- connector
- shell
- jack
- connector shell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/40—Securing contact members in or to a base or case; Insulating of contact members
- H01R13/42—Securing in a demountable manner
- H01R13/436—Securing a plurality of contact members by one locking piece or operation
- H01R13/4361—Insertion of locking piece perpendicular to direction of contact insertion
- H01R13/4362—Insertion of locking piece perpendicular to direction of contact insertion comprising a temporary and a final locking position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/006—Joining parts moulded in separate cavities
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/18—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing bases or cases for contact members
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
- Y10T29/49208—Contact or terminal manufacturing by assembling plural parts
- Y10T29/49217—Contact or terminal manufacturing by assembling plural parts by elastic joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
- Y10T29/49208—Contact or terminal manufacturing by assembling plural parts
- Y10T29/49218—Contact or terminal manufacturing by assembling plural parts with deforming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
- Y10T29/49208—Contact or terminal manufacturing by assembling plural parts
- Y10T29/4922—Contact or terminal manufacturing by assembling plural parts with molding of insulation
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Details Of Connecting Devices For Male And Female Coupling (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
一个连接器包括一个连接器外壳和一个定位器,定位器能在连接器外壳内从临时固定位置被移动到完全固定位置。定位器在连接器外壳内固定接头,而且不会被错误地移入完全固定位置。连接器包括一个在前表面上带有定位器插孔的连接器外壳,这插孔深入孔穴中矛形件的弹性变形空间。定位器插入定位器插孔并且保持在临时固定位置。在接头构件插入外壳之后,定位器被进一步推入定位器插孔并且被移到完全固定位置,约束矛形件的弹性变形。
Description
本发明涉及一个能在连接器外壳内双重固定接头构件的连接器。这个连接器包括一个安装在连接器外壳上的定位器,此外,定位器能以往复方式相对定位器外壳移动,以便固定接头构件。本发明还提供了一种用于制造连接器的方法和一种用于制造连接器的模制装置
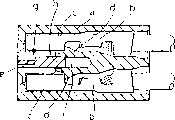
一种常规连接器或前定位器型连接器通过把定位器从前表面推入连接器外壳,以双重固定的方式固定接头构件。这种常规前定位器型连接器现在将参照图26和27在下文中进行描述。
一个连接器外壳a内部带有许多孔穴c,用于接纳金属接头构件b。接头构件b从后部插入连接器外壳。在连接器外壳a的底表面上,提供了许多弹性矛形件d。矛形件d每个都与相应的接头构件b啮合在一起。在连接器外壳的前表面上,成形有一个定位器插孔e。一个定位器g能装入插孔e。定位器g包括一个插入部分h,它能插入在每个矛形件d上形成的弹性变形空间f。
当定位器g插入连接器外壳a上的定位器插孔e时,定位器g首先以浅的插入深度保持在临时固定位置,如图26中实线所示。在临时固定位置,定位器g的插入部分h处于每个矛形件d的弹性变形空间f的前部。因此,如果接头构件b被插入孔穴c,它将会使矛形件d变形。当接头构件b被插入到其正常或完全插入位置,每个矛形件d产生弹性变形,并回复到初始状态,从而与接头构件b啮合,以便固定接头构件b。如果定位器g被进一步推入完全固定位置,如图27所示,定位器g的插入部分h被插入矛形件d的弹性变形空间f。这保证了接头构件b不会被移动而且接头构件b得到双重固定。
在常规连接器中,把定位器g推向临时固定位置的方向与把定位器从临时固定位置推向完全固定位置的方向相同。在临时固定位置,尽管定位器g暂时得到约束,但定位器g有可能会被错误地推入完全固定位置。如果定位器g在插入接头构件b之前被推入完全固定位置,每个矛形件d就不能产生弹性变形。这样就不可能插入接头构件b。这不可避免地需要一个复杂的额外操作,此处定位器g必须返回到临时固定位置,并且在定位器g能再次被推入其完全固定位置之前必须重新插入接头构件b。
在一个常规连接器中,当一个凸侧前定位器型连接器被装入连接器外壳的凸侧时,能提供一个外套。由于凸型接头构件的接片伸入外套,用户就不可能把手插入外壳。因此,必须使用一种特制的工具或夹具来安装定位器。这导致了不良和不正确操作。而且在安装定位器时还会使接头构件的接片产生变形。
此外,常规连接器的成本会很高。在以上所述的常规连接器中,连接器被临时装配所以定位器g被保持在临时固定位置,然后把这个连接器运送到接头插入的位置。在临时装配连接器外壳a与定位器g之前,连接器外壳a和定位器g分别由独立的模制装置模制。在模制之后,连接器外壳a和定位器g被运送到装配地点,在此处后它们由一个自动装配机器来装配,例如用部件供给器装配。另外,它们能由操作员手工装配。
连接器外壳a和定位器g的模制分开进行,而且通过模制、运送和装配连接器外壳a和定位器g这些步骤,能得出一个临时装配好的连接器。而且当把外壳a与定位器g手工连接在一起,还需要一个检验步骤。因此,为完成这个连接器必需大量的步骤,这就增加了制造成本。此外还必须分别管理和维护连接器外壳a和定位器g各自的模具。这进一步增加了连接器的管理成本。
本发明旨在解决常规连接器所发现的问题。因此,本发明的一个目的就是提供一个连接器,它能防止定位器从临时固定位置被错误地插入完全固定位置。本发明的第一个目的就是提供一种制造这种连接器的和模制装置。此外,本发明的再一个目的就是提供一种把定位器装入连接器外壳的方法,此外,定位器能简便地装入连接器外壳,不会引起接头构件产生变形。
根据本发明的一个目的,一个连接器包括一个连接器外壳和一个定位器,其中连接器外壳上包括成形在连接器外壳内部并且接头构件能插入的孔穴,而定位器能装入连接器外壳,这样它能在临时固定位置与完全固定位置之间移动。这种移动是沿连接器外壳前和后方向的运动。当定位器处于完全固定位置时,定位器能固定住接头构件以防其移动。连接器外壳包括一个在侧表面上带有开口的定位器插孔。当把定位器插入定位器插孔时,定位器能在临时固定位置与完全固定位置之间移动。定位器被如下构成,当定位器插入定位器插孔并被保持在临时固定位置上之后,它能进一步被移入完全固定位置。
通过提供一种安装方法达到本发明的另一个目的,此方法中定位器首先从连接器外壳侧表面上的开口插入定位器插孔。定位器被保持在临时固定位置,然后沿连接器外壳的后和前方向被推入定位器插孔,以便被移进完全固定位器。把定位器向临时固定位置推入定位器插孔所沿的方向,不同于把定位器从临时固定位置向完全固定位置进一步推入定位器插孔所沿的方向,而且这两个方向最好垂直。这样就有可能防止必须保持在临时固定位置的定位器被错误地推入完全固定位置。因此,就可省略如上所述的定位器后撤操作的必要。然后就能有效地进行定位器装配操作。
根据本发明的另一个目的,提供了一种制造连接器的方法。这个连接器由一个连接器外壳和一个定位器组成,其中连接器外壳包括成形在连接器外壳内部并且能使接头构件插入其中的孔穴,而且通过把定位器推入连接器外壳能把定位器装入连接器外壳,以便固定接头构件以防其移动。本方法包括以下步骤:把一对金属模具闭拢在一起,这对金属模具被布置在一起,所以它们能移动以便相互靠拢及相互分离;同时模制连接器外壳和定位器,其中连接器外壳包括一个在侧表面上成形有一个开口的定位器插孔,以便定位器能插入定位器插孔并沿连接器外壳的前和后方向移动,另外此时定位器被布置在定位器插孔的侧面;以及在打开这两个模具之后把定位器从连接器外壳侧表面上成形的开口插入定位器插孔,把定位器与连接器外壳装配在一起。
根本本发明的另一个目的,提供了一种制造连接器的模制装置。这个连接器由一个连接器外壳和一个定位器组成,其中连接器外壳包括成形在连接器外壳内部并且能插入接头构件的孔穴,而定位器能沿前后方向被推入并装在连接器外壳,并且当定位器装在连接器外壳中时它能固定住接头构件以防其移动。模制装置包括一对金属模具,它们能移动以便相互接触及相互分离。在两个模具之间提供了模制空间,用于模制连接器外壳,其中连接器外壳包括一个在侧面带有开口的定位器插孔,定位器能插入其中以便在连接器外壳内移动。为模制定位器提供了一个插入装置,其中定位器位于定位器插孔的侧面。当这两个模具相互分离之后,这个插入装置使定位器能从成形在定位器插孔侧表面上的开口插入连接器外壳。
当这对模具闭拢时,连接器外壳被模制,包括在侧面开有开口的定位器插孔也被模制出来。当这两个模具被打开之后,定位器由插入装置从成形在连接器外壳侧表面上的开口插入定位器插孔。然后把定位器与连接器外壳装配在一起,成为一个单一的整体。
由于连接器外壳和定位器的模制和装配能在一个单一的由两个模具组成的模制装置内进行,所以减少了连接器制造的步骤数目。这样,就能得到一个便宜的与定位器整体地结合在一起的连接器。
还根据本发明的另一个目的,一个连接器由一个连接器外壳和一个定位器组成,连接器外壳包括成形在连接器外壳内部并且接头构件能插入其中的孔穴,而定位器能装入连接器外壳,这样它能沿接头构件的插入方向在临时固定位置与完全固定位置之间移动。当定位器处于完全固定位置时,定位器能固定住接头构件。成形一个在连接器外壳侧表面上带有开口的定位器插孔。定位器能插入这个定位器插孔,所以它能在临时固定位置与完全固定位置之间移动。定位器如下构成,让部分的定位器留在开口内就能把定位器插入临时固定位置。然后能从连接器外壳侧表面一侧把定位器推入完全固定位置。
根据本发明的再一个目的,提供了一种把定位器装入连接器外壳的方法。连接器由一个连接器外壳和一个定位器组成,连接器外壳上包括有成形在连接器外壳内部并且接头构件能插入其中的孔穴,而定位器能装入连接器外壳中,所以它能在临时固定位置与完全固定位置之间移动。这个移动是沿接头构件的插入方向的运动。当定位器处于完全固定位置时,定位器能固定住接头构件,以防其移动。把定位器装入连接器外壳的方法包括以下步骤:沿与接头构件的插入方向垂直的方向,从连接器外壳的侧表面把定位器插入临时固定位置;和通过从连接器外壳侧表面一侧移动定位器,沿接头构件的插入方向把定位器推入完全固定位置。
沿与接头构件的插入方向相垂直的方向,从成形在连接器外壳侧表面上的开口,把定位器插入连接器外壳。当定位器留在这个开口内时,定位器安装在临时固定位置。沿接头构件的插入方向,从连接器外壳的侧表面这侧,进一步把定位器推入连接器外壳。定位器被保持在完全固定位置。这样,接头构件能得到固定,从而防止它被移动。由于定位器的推入操作是从连接器外壳侧表面那侧进行的,没有受到任何妨碍,因此能有效地进行这种操作。因为有可能防止定位器碰撞接头构件,这样就防止了接头构件产生变形。
本发明的其它目的、优点和显著特点根据以下描述将变得一目了然,下面将参照附图揭示本发明的较佳实施例。
本发明将参照以下附图被详细描述,其中同样的标号代表同样的部件:
图1是一幅根据本发明得出的连接器第一个较佳实施例的透视图,它示出了装入凹壳之前的定位器;
图2是一幅图1中连接器的透视图,其中定位器被安装在临时固定位置;
图3是一幅图1中连接器的透视图,其中定位器被安装在完全固定位置;
图4是一幅图1中连接器的纵剖面图,其中定位器被安装在临时固定位置;
图5是一幅图1中连接器的纵剖面图,其中定位器被安装在完全固定位置;
图6是一幅图1中连接器的纵剖面图,其中接头构件处于半插入位置;
图7是一幅定位器和锁定件的透视图;
图8是一幅定位器和锁定件的部分切除的透视图,它示了定位器被锁定在临时固定位置;
图9是一幅定位器和锁定件的部分切除的透视图,示出了定位器被锁定在完全固定位置;
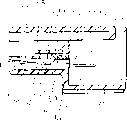
图10是一幅由金属制成的模制装置的剖视图,示出了由这个模制装置所模制的定位器和连接器外壳;
图11是一幅模制装置的剖视图,其中可移动模具正从固定模具被移开;
图12是一幅模制装置的剖视图,其中定位器被装配到连接器外壳上;
图13是一幅模制装置的剖视图,其中已完成或已装配好的连接器被取出;
图14是一幅连接器第二个较佳实施例的透视图,示出了安装之前的定位器;
图15是一幅第二个较佳实施例的纵剖面图,示出了定位器安装在临时固定位置的情况;
图16是一幅第二个较佳实施例的纵剖面图,示出了定位器安装在完全固定位置的情况;
图17是一幅根据本发明得出的连接器第三个较佳实施例的透视图,示出了安装定位器之前的情况
图18是一幅第三个较佳实施例的透视图,示出了定位器插到临时固定位置的情况;
图19是一幅第三个较佳实施例的纵剖视图,示出了定位器被插到临时固定位置的情况;
图20是一幅第三个较佳实施例的纵剖面图,示出了定位器处于完全固定位置;
图21是一幅第三个较佳实施例的纵剖面图,示出了接头构件处于半插入状态;
图22是一幅定位器和锁定件的透视图;
图23是一幅定位器和锁定件的局部剖面透视图,其中定位器被锁在临时固定位置;
图24是一幅定位器和锁定件的局部剖面透视图,示出了定位器被锁定在完全固定位置;
图25是一幅第三个较佳实施例改进型的透视图,示出了定位器被插到临时固定位置;
图26是一幅常规连接器的纵剖面图,示出了定位器被安装在临时固定位置;和
图27是一幅上述常规连接器的纵剖面图,示出了定位器被安装在完全固定位置。
现在,下面将参照附图详细描述本发明的较佳实施例。图1到图13示出了根据本发明得出的第一个较佳实施例。第一个较佳实施例示出了前定位器型连接器上的凹侧连接器。这个连接器包括一个凹侧连接器外壳或凹壳1以及一个能推入凹壳1并装入凹壳1的定位器3。如下文所述,定位器3能双重锁定凹壳内的凹接头构件2。
如图1和4所示,凹壳1是一个以适当的形状用合成树脂成形成的整体构件,例如形状是一个牢固的长方体。凹壳1的内部成形有许多孔穴5。凹接头构件2能从凹壳1的后表面一侧(图4中的右侧)插入凹壳1。在凹壳1的前表面一侧,成形了一个接头插孔6。如下文所述,凸接头构件52的接片60能插入插孔6。孔穴5被成形成两层:有四个孔穴水平并排布置在下层;而在上层,在凹壳1的左端部和右端部成形有2个孔穴。不过,孔穴5的数目可按任何适当的数量成形,以上只不过是孔穴的示范数量,不会有任何对孔穴数给予限制的意思。
上下孔穴5根据垂直方向对称布置。在每个下孔穴5的顶面上以及在每个上孔穴5的底面上,提供了一个可弹性变形的矛形件7。每个矛形件7都是悬臂形状,起到把凹接端构件2固定在基本位置的作用。每个下孔穴中矛形件7的作用完全类似,因此下面将以一个孔穴为例进行描述。
对于一个下孔穴,如果凹接头构件2从孔穴5的后面一侧插入,凹接头构件2被推进同时矛形件7在其可弹性变形的范围内发生弹性变形。当凹接头构件2被插入到一个完全插入位置时,矛形件7由于自己的恢复弹性而回到其初始位置。在完全插入位置,矛形件7装入凹接头构件2的勾爪或开口上,从而固定住凹接头构件,以防其移动。每个上矛形件7的作用类似于下矛形件,只是它们的弹性变形方向是相反的。
在凹外壳1的前表面上,在上与下孔穴5之间,成形有一个定位器插孔10。定位器插孔10向凹壳1的另一侧延伸,所以定位器3能插入定位器插孔10。定位器插孔10的最远或最深的部分与每个矛形件7的弹性变形空间8相通。此外如图1所示,定位器插孔10还在凹壳1的侧表面上开口。定位器插孔10的开口11的长度完全等于定位器3的宽度。
定位器3由合成树脂成形制成,与凹壳1相同。如图1所示,定位器3被成形成一个能插入定位器插孔10的平板。定位器3的前端一侧被成形成一个突出部分3a,它凸入矛形件7的弹性变形空间8。定位器3沿图1所示箭头A的方向,从凹壳1侧面上的开口11插入定位器插孔10。
如图4所示,定位器3被插入并保持在一个位置上,在此处其后端边缘(图4中的左边缘)从位于凹壳1前表面一侧上定位器插孔10处成形的开口11突出。这个位置是定位器3的临时固定位置,在此处突出部分3a保留在矛形件7弹性变形空间8的前部。
为了把定位器3保持在临时固定位置,一个可弹性变形的锁定件13象悬臂一样向前伸出(向图4中的左侧伸出)。锁定件13被成形在定位器插孔10的顶面中间的部位。在锁定件13的下表面前端部有一个锁定凸块14。如图7所示,在锁定凸块14的突出方向上前表面一侧形成一个斜面15。锁定凸块14的侧表面那侧位于图7所看见的那侧,也为一个斜面16。
在定位器3上表面突出部分3a这侧成形了一个导向槽18。导向槽18沿图1和7箭头A所示的插入方向沿伸,所以锁定件13的锁定凸块14装入导向槽18。导向槽18的侧壁被制成一个斜面19,并且对应于锁定凸块14的斜面15。在导向槽18的中部沿纵向成形了一个固定部分20。固定部分20沿A方向上的前表面那侧也被制成一个斜面21。
现在详细谈谈定位器3的插入,当锁定凸块14装入导向槽18时,沿图1和7所示的箭头A的方向插入定位器3。然后锁定凸块14与固定部分20的斜面相交,同时锁定件14产生弹性变形。如图8所示,定位器3紧靠凹壳1在对面那侧上的侧壁。锁定件13变形并恢复其初始状态,其锁定凸块14进入固定部分20的后面这侧的范围内。这样,定位器3被保持在临时固定位置。
如果从凹壳1的前侧沿图2所示箭头B的方向推动保持在临时固定位置的定位器3,定位器3被进一步插入凹壳1。这样,定位器3被保持在完全固定位置。在完全固定位置,如图5所示,定位器3的突出部分3a突入矛形件7各自的弹性变形空间8,约束矛形件7的变形。
如图7所示,在定位器3的上表面上成形有一个固定槽23,用于把定位器3保持在完全固定位置。固定槽23沿与导向槽18垂直的方向延伸,这样锁定件13的锁定凸块14装入固定槽23。固定槽23在紧靠着固定部分20沿插入方向A的后侧处的位置开始。固定槽23与导向槽18相隔一给定的距离,如图7所示。因此,定位器3能沿图2箭头B的方向从临时固定位置被进一步推入定位器插孔11。锁定凸块14沿导向槽18的斜面19和定位器3的上表面滑动,同时锁定件13产生弯曲和变形。当定位器3被推入完全固定位置时,锁定凸块14装入固定槽23,同时锁定件13产生变形并恢复到其初始位置。
下面将描述连接器的操作。首先沿图1箭头A的方向把定位器3从凹壳1侧面的开口11插入定位器插孔10。然后把定位器3保持在临时固定位置,如图2和4所示。在临时固定位置,定位器3的突出部分3a保持在每个矛形件7的弹性变形空间8之前。因此,矛形件7处于弹性变形位置。
在这个位置,如果凹接头构件2被插入孔穴5,凹接头构件2能被推入凹壳1中,同时使每个矛形件7向各自弹性变形空间8的内部产生弹性变形。当凹接头构件2被插到其完全插入位置,矛形件7被弹性变形并恢复其初始位置。然后矛形件7与凹接头构件2的勾爪9结合在一起。如图4所示,凹接头构件2被固定住,这样防止了它的移动。
从图2所示的位置,沿图2箭头B的方向,推动从凹壳1前表面凸出的定位器3的后边缘部分。然后能把定位器3保持在完全固定位置,此时它与临时固定位置相比,定位器3被进一步推入外壳1中,如图3和5所示。在完全固定位置,定位器3的突出部分3a突入矛形件7的每个弹性变形空间8。矛形件7的弹性变形受到约束,防止了凹接头构件2被移动。这样,定位器3得到了双重固定。
当凹接头构件2被插入每个孔穴5并处于半插入位置时,如图6所示,每个矛形件7产生变形并突入每个空间8。然后定位器3顶住矛形件7,不能被推入完全固定位置。这表明凹接头构件2处于半插入位置。
如上所述,把定位器3向临时固定位置推进的方向与把定位器3从临时固定位置更深地推向完全固定位置的方向垂直。这两个定位器方向截然不同而且垂直,从而保证了必须保持在临时固定位置的定位器3没有可能被错误地直接推入完全固定位置。这省略进行定位器3退回操作的必要,所以定位器3能高效地与凹壳1装配在一起。
此处对于以上所述的连接器,使用单一一个由一对金属模具组成的金属模制成形装置,能进行凹壳1和定位器3的模制及凹壳1与定位器3的临时装配。下面将详细描述制造凹壳1和定位器3的模制成形装置,以及使用同一制造装置制造和装配凹壳1与定位器3的方法。
制造凹壳1和定位器3的模制成形装置与一个注模系统结合在一起。下面描述该模制成形装置的主要部分。在图10到13中,为了简化说明,这些图以简化的方式示出了模制成形装置及连接器。凹壳1的前部那侧指的是图10中左边的那侧,而定位器3的前部那侧指的是图10中右边的那侧。
根据本发明的一个较佳实施例,模制成形装置由一对金属模具组成,一个是固定金属模具31,一个是可移动金属模具32。在固定模具31的模制面上成形有一个定位器模制凹入部分34。定位器模制凹入部分34被用于定位器3的后端部,该部分是定位器3处于临时固定位置时从凹壳1前表面突出的那部分。在图10中,一个芯部分35在定位器模制凹入部分34之上突出,它包括一个颠倒的“T型”前板。芯部分35还包括一个水平部分36,它用于模制定位器前侧剩余部分的上表面以及凹壳1的部分前部的下表面。芯部分35的垂直部分从稍微低于外壳模制凹入部分39内部的上端的位置开始延伸。垂直部分37模制定位器插孔10,它的开口在下表面之上从凹壳1的前表面开始延伸。
可移动模具32与一个驱动机构相连(图中未示出),它以给定的冲程沿左和右方向(图中的左右)前进和后撤可移动模具32。这样可移动模具32就能移动,与固定模具31相接触及相分离。在可移动模具32的模制表面上,有一个外壳模制凹入部分39,它与固定模具31的芯部分35的水平部分结合在一起模制凹壳1。在外壳模制凹入部分39的较深的表面上,有一个插孔41。可伸出撑杆40插在插孔41中,它可自由地前进与后撤。
在外壳模制凹入部分39的下表面一侧,成形有一个定位器模制凹入部分44,它对应于固定模具31的定位器模制凹入部分34。定位器模制凹入部分44用于模制定位器3的前部。在定位器模制凹入部分44的下表面上,有一个插孔45沿定位器模制凹入部分44的垂向延伸。在插孔45中有一个插入撑杆46。插入撑杆46能由适当的驱动装置驱动,例如用一个气缸驱动机构驱动(未示出),所以它能前进及后撤。
现在将描述模制凹壳1和定位器3的方法,及使用该模制成形装置把它们装配在一起的方法。
如图10所示,可伸出撑杆40和插入撑杆46处于它们后撤的位置上。可移动模具32向前移动,使31和32这两个模具靠拢。固定模具31的芯部分35上的垂直部分37被装入可移动模具32的外壳模制凹入部分39中。然后,往模制凹壳1和定位器3的空腔内注入已熔化的金属。然后就能模制出凹壳1和位于凹壳1之下的定位器3,其中凹壳1上的定位器插入10由于芯部分35的垂向部分37的存在也模制出来了,它在下表面上开始沿凹壳1上表面沿伸。
在一定时间后,熔化的树脂硬化,并后撤可移动模具32。然后31和32这两个模具相互分离,如图11所示。此时,凹壳1和定位器3由可移动模具32所保持。
当模具31和32打开时,如图12所示,在定位器模制凹入部分的下表面一侧上的插入撑杆46前进。这样定位器3被推动或被举起来,同时由定位器模制凹入部分44深侧的表面引导前进。从而把定位器3插入位于定位器插孔10下侧的开口11中(如图12),此外,定位器3能暂时装配在临时固定位置上。在定位器3的暂时装配完成后,插入撑杆46后撤到它的初始位置,如图13所示。同时可伸出撑杆40伸出,这样定位器3被临时装配到凹壳1上并且它们能脱出可移动模具32,并与可移动模具32分开。
如上所述,凹壳1和定位器3的模制以及它们的临时装配能同时进行。这就不必把凹壳1和定位器3移到另一个地方进行装配。这样减少了制造连接器所需的步骤数目,这也缩短了完成产品所需的时间。降低了连接器的制造成本。此外,由于两个不同的被模制产品能在一个单模制装置内模制,例如凹壳1和定位器3,本发明还有益于控制。
图14到16示出了连接器第二个较佳实施例。在第二个较佳实施例中,一个前定位器型凸侧连接器能与第一个实施例的凹侧连接器结合起来,这包括一个凸侧连接器外壳或凸壳51以及一个用于固定凸接头构件52的定位器53。
凸壳51类似于凹壳1。它是一个由合成树脂制成的整体构件,包括一个主体54。在主体54的前侧(图15中的右侧),有一个外套部分55,它能与凹壳装配在一起,例如第一个较佳实施例中所采用的凹壳。在主体54的内部,成形有许多孔穴56,例如与凹壳1中孔穴对应的6个孔穴,但它不限于只有6个孔穴。
当凸接头构件52从凸壳51的后表面一侧(图15中的左侧)插入孔穴56时,每个孔穴56中所具有的矛形件57受到弹性变形。每个矛形件57装入凸接头构件52的勾爪59中。由此,凸接头构件52使它的接片50进入外套部分55中,这样凸接头构件52被首先固定在一个防止移动位置。
在凸壳51的主体54的前表面上,成形有一个定位器插孔62。定位器插孔62延伸到每个矛形件57的弹性变形空间58。如图14所示,定位器插孔62从前端上主体54的一个侧表面开始延伸到外套部分55上的凹槽64处。定位器插孔62在主体的同一侧表面上延伸,同时成形有一个定位器插孔62的开口63,它沿前后方向上的长度大于定位器53的宽度。
与其它较佳实施例类似的定位器53被制成一个能插入定位器插孔62的平板。定位器53的一个端边被做成突出部分53a,它能凸入每个矛形件57的弹性变形空间58中。如果定位器53沿图14中箭头c的方向插入开口63中,定位器53能保持在临时固定位置。在临时固定位置,定位器53的突出部分53a保留在矛形件57的弹性变形空间58的前面。并且定位器53沿插入方向C上的后端一侧从开口63突出来,如图14中虚线所示。
然后定位器53被进一步沿箭头D方向插入定位器插孔62,并被保持在完全固定位置。在完全固定位置,定位器53的突出部分53a进入每个矛形件57的弹性变形空间58中。这个机构把定位器53保持在临时和完全固定位置,类似于第一个较佳实施例。因此相同的部分就给出相同的标号,并且省略了重复描述。
现在将描述第二较佳实施例的操作。首先,把定位器53从凸壳51侧表面上开口63的右侧(图14)插入定位器插孔62。沿箭头C的方向(图14)插入定位器53,并把定位器53暂时保持在图15所示的固定位置。在此位置,定位器53的突出部分53a保留在矛形件57的弹性变形空间58的侧面,这样矛形件57处于弹性变形位置。在此位置,如果把凸接头构件52插入孔穴56,凸接头构件52能被推入并且矛形件57产生弹性变形。当凸接头构件52被插入到其完全插入位置时,矛形件57又产生弹性变形,重新恢复到它们的初始位置。然后每个矛形件57装入凸接头构件52相应的勾爪部分59。凸接头构件52被固定在防移动位置。
当用一个手指或其它物体按在从外套55凹槽64侧表面上开口63突出的定位器53,就能沿图14中的箭头D方向推动定位器53。如图16所示,定位器53被保持在完全固定位置,在此处定位器53的突出部分53a进入矛形件57的弹性变形空间58。矛形件57的弹性变形受到限制,防止了凸接头构件52的移动。这样,凸接头构件52被进一步固定。尽管未用图示出,但如果凸接头构件52保持在半插入位置,半插入位置也能被探测出,类似于第一个较佳实施例。
如上所述,根据本较佳实施例,定位器53被推向临时固定位置的方向不同于定位器53从临时固定位置被推向完全固定位置的方向。因此,保持在临时固定位置处的定位器53不会错误地被推入完全固定位置。这样,同第一个较佳实施例一样,不必进行回撤定位器53的操作,以便能高效地进行定位器装配操作。
在常规连接器中,定位器从凸壳的前表面被简单地插入。但是如本文所述,当定位器安装在临时固定位置时外套部分55产生妨碍作用。当定位器53从临时固定位置被进一步推入完全固定位置时,凸入外套部分55之内的凸接头构件52的接片60与定位器相互影响。两种情况都花费相当多的时间和努力插入定位器。在另一方面,定位器53能从凸壳53的侧表面毫无妨碍地插入。因此,能高效地进行定位器53的插入操作。
此外在第一或第二较佳实施例中还能用一个单金属模制装置,模制外壳和定位器以及把外壳和定位器临时装配在一起。
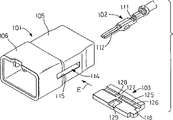
下面将参照17-24描述根据本发明第三个较佳实施例得出的连接器。第三个较佳实施例类似于第二个较佳实施例,它是一个前定位器型凸侧连接器。
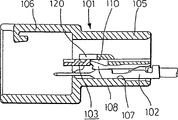
在第三个较佳实施例中,连接器包括一个凸壳101和一个用于固定凸接头构件102的定位器103。凸壳101是一个由合成树脂制成的整体构件,包括一个主体105。在主体105的前表面一侧(图19中的左侧),提供了一个外套106。一个与其配对的凹壳(未示出)能装入外套106的内部。在主体105的内部,成形有许多孔穴107。特别是在主体105的两端,孔穴被布置成上和下孔穴。在主体105的中部,孔穴被安排成单个下孔穴。上和下孔穴107相对垂向形成相互对称。在下孔穴107的顶面上以及在下孔穴的底面上,提供了矛形件108。矛形件108被制成悬臂形状并且能弹性变形。图19-21分别示出了凸壳101的纵向剖视图,其中只成形有下孔穴107。
矛形件108每个固定一个凸接头构件102。对于每个下孔穴107,如果凸接头构件102被插入孔穴107,矛形件108产生弹性变形进入位于矛形件108之上的弹性变形空间110。然后凸接头构件102就能被推入孔穴107。如果凸接头构件102被插到完全插入位置,那么矛形件108就回复到其初始位置。矛形件108与凸接头构件102的勾爪部分111结合在一起,由此使凸接头构件102的接片112深入外套106中。凸接头构件102能被固定以防移动。上孔穴中的矛形件108也能与下孔穴矛形件一样操作,只是他们的弹性变形方向是不同的。
在凸壳101的主体105的前表面上,定位器插孔114延伸到矛形件108的弹性变形空间110处。如图17所示,定位器插孔114从主体105的一侧表面延伸到外套106处,它在侧表面上延伸。定位器插孔114的开口115所具有的长度沿向前向后方向大于定位器103的宽度,例如,沿凸接头构件102的插入方向延伸的方向大于定位器103的宽度。
定位器103由合成树脂制成。如图17所示,定位器103被制成平板形状并且能插入定位器插孔114。定位器103的前端一侧(图19中的右侧)被制成一个突出部分117,它能伸入每个矛形件108的弹性变形空间110中。定位器103沿箭头E的方向从开口115的左侧(在图17中)插入定位器插孔114。定位器103沿插入方向E的后边缘上,有一个操作凸块118整体地与后边缘结合在一起。如果定位器103被插入定位器插孔114,定位器103被固定住而且操作凸块118从开口115向外伸出。这是定位器103的临时固定位置,在56处定位器103的突出部分处于矛形件108的弹性变形空间110的前部。
为了把定位器103保持在临时固定位置,定位器插孔114的顶表面配有一个弹性变形锁定件120。锁定件120呈悬臂的形状向前伸出(向图19中的左侧)。锁定件120在其导缘下部有一个锁定凸块121,如图22所示,锁定凸块121的前表面一侧被制成一个斜面122。锁定凸块121的侧表面也被制成一个斜面123。
在定位器103突出部分117一侧的上表面上成形有一个导向凹槽125。导向槽125沿图17和22所示箭头E插入方向延伸。锁定件120的锁定凸块121能装入导向槽125。导向槽125的侧壁被 制成一个斜面126,并且对应于锁定凸块121的斜面122。在导向槽125上的中央处,有一个固定部分127。固定部分127在插入方向E上的前表面一侧被制成一个斜面128。
当锁定凸块121装入导向槽125时,定位器103被插入定位器插孔114。在插入期间,当锁定件120产生弹性变形时,锁定凸块121从斜面128处横跨固定部分127。这样,定位器103靠住凸壳101的另一侧壁面。当锁定件120产生变形并回复其初始位置时,锁定凸块121进入固定部分127的后表面一侧。从而把定位器103保持在临时固定位置。
把定位器103保持在临时固定位置之后,再沿箭头F方向(图18)推动定位器,更深地进入定位器插孔114。这个位置就是完全固定位置,此处,定位器103的突出部分117伸进每个矛形件108各自的弹性变形空间110,由此约束每个矛形件108的弹性变形。
如图22所示,在定位器103的上表面上成形有一个固定槽129,用于把定位器103保持在完全固定位置。固定槽129的延伸方向与导向槽125垂直。锁定件120的锁定凸块121装入固定槽129。固定槽129沿插入方向E从固定部分127的后表面一侧开始延伸,并且与导向槽125相距一定距离。
如果定位器103沿箭头F的方向(图18)从临时固定位置被插入定位器插孔114中,同时锁定件120产生弹性变形,锁定凸块121沿导向槽125的斜面126滑到定位器103的上表面上。当定位器103被推入完全固定位置时,锁定件120已变形并回复其初始位置。然后锁定凸块121被装入固定槽129。定位器103被保持在完全固定位置,以防移动。
下一步,现在将描述本发明第三个较佳实施例的操作。
定位器103从凸壳101侧表面上的开口115的左侧(图17)插入,并且沿箭头E的方向移入定位器插孔114。如图18中的实线图19中的虚线所示,定位器103被保持在临时固定位置。在临时固定位置,定位器103的突出部分117处于每个矛形件108的弹性变形空间110的前面,处于弹性变形状态。从此位置,如果凸接头构件102被插入孔穴107,矛形件108能产生弹性变形。当接头102被移动到其完全插入位置,矛形件108产生弹性变形并回复到其初始位置,在此处矛形件108装入凸接头构件102的勾爪111内。这样,定位器103被固定住,防止了它的移动。
当一个手指或其它物体放在操作凸块118上时,其中凸块118从开口115凸出,就能把定位器103沿图18中箭头F的方向推入定位器插孔。定位器103被保持在完全固定位置,它比临时固定位置更进一步地进入壳体,如图18中虚线及图20中实线所示。在此位置,定位器103的突出部分117伸出矛形件108的弹性变形空间110内,所以限制了矛形件108的弹性变形。这保证了凸接头构件102不会移动。
当凸接头构件102插入孔穴107中时,如图21所示,而且由于矛形件108在弹性变形范围110内产生弹性变形,金属构件102只能插到半插入位置。因此,即使试图把定位器103从临时固定位置推到完全固定位置,也无法推动定位器103,因为它顶在了矛形件108上。这表明凸接头构件102处于半插入位置。
如上所述,由于能从凸壳侧表面处把定位器103插入临时固定位置以及把定位器103推入完全固定位置,不会受到任何障碍干扰,因此能高效地进行定位器安装。由于不必把手、工具或类似东西插入外套105移动定位器。因此,凸接头102的接片112将不会变形。
此外,由于定位器103向临时固定位置插入的方向与定位器103从临时固定位置向完全固定位置推入的方向相互交叉,例如方向相互垂直,因此定位器103不能错误地被推入完全固定位置。这就避免了后撤定位器103所需的复杂操作。因此,能有效地进行定位器装配操作。
本发明不限于以上参照附图所述的较佳实施例。例如,以下改进也属于本发明的技术范围。在不背离本发明的精神的情况下,还能包括其它与下述实施例不同的改进和变化。
在第一个较佳实施例中,当定位器3被插到临时固定位置时,定位器3沿方向A的后边缘穿过开口11并被插入凹壳1。因此,开口11的宽度可以使定位器3能插入到临时固定位置。
在第二较佳实施例中,当定位器53被插到临时固定位置时,定位器3沿方向A的后边缘穿过开口63,并被插入凸壳51。当定位器53被进一步推入完全固定位置时,能用手指、卡具或其它工具从外套部分55内推动定位器53。开口63的宽度可以有一个长度,它使定位器53能插入临时固定位置。
在模制成形装置中,也可以使用任意适用的装置,例如一个偏心机构驱动定位器插入撑杆或使插入撑杆前进或后撤。
在第三个较佳实施例中,当定位器113被插入临时固定位置时,凸块118从开口115中突出。另一方面,如图25所示,操作凸块118a能与凸壳101侧表面处于同一平面上。当定位器103被推入完全固定位置,可以使用象起子或类似的那些工具。由于操作凸块118a与凸壳101之间的构造,连接器的外观能够是平滑的。此外,外部物体不能碰到操作凸块118a上而引起不正确的操作。此处,作为一种对该操作凸块的替化物,可成形一个凹入部分,用于简化操作。
本发明不限于根据较佳实施例所述的前定位器型连接器。它还能适用于其它的前定位器型连接器。例如,通过把定位器推入完全固定位置,能提供一个与矛形件分开的弹性固定件,使它与接头构件的另一部分啮合在一起,以便固定接头构件。此外,本发明同样也能用于后定位器连接器,把定位器从连接器外壳后表面一侧推入。
当结合此处特定实施例论述完本发明后,显然那些对本技术熟悉的人将会发现许多替代物、改进和变化。因此,如前文所述的本发明的较佳实施例旨在说明问题,不限于这些实施例。根据以下权利要求中的论述,在未背离本发明的精神和范围的前提下,可以进行各种变化。
Claims (21)
1.一种连接器包括:
一个至少由一个孔穴组成的连接器外壳,接头构件能插入其中;和
一个能在临时固定位置与完全固定位置之间在连接器外壳内移动的定位器,定位器在处于完全固定位置时能固定接头构件以防其移动;其中
连接器外壳包括一个有定位器插孔的侧表面,定位器能沿一个垂直于接头构件插入方向的第一个方向插入定位器插孔到达临时固定位置,因此定位器在被插入定位器插孔并定位在临时固定位置上之后,它在连接器外壳内沿一个与所述第一方向相反的第二个方向从临时固定位置被移动到完全固定位置。
2.根据权利要求1所述的连接器,其特征在于,连接器进一步还包括一个处于每个孔穴内的弹性变形矛形件。
3.根据权利要求2所述的连接器,其特征在于,每个矛形件是悬臂型的。
4.根据权利要求2所述的连接器,其特征在于,当接头插入各自的孔穴中时每个矛形件产生弹性变形,当接头处于其完全插入位置时矛形件进入每个接头内的开口中。
5.根据权利要求2所述的连接器,其特征在于,矛形件防止了定位器的插入,除非每个接头处于其完全插入位置。
6.根据权利要求1所述的连接器,其特征在于,定位器呈一个平板状。
7.根据权利要求1所述的连接器,其特征在于,定位器进一步还包括一个固定槽,它沿平行于第二个方向的方向在定位器上延伸。
8.根据权利要求1所述的连接器,其特征在于,定位器进一步还包括一个导向槽,它沿平行于第一个方向的方向横跨定位器延伸。
9.根据权利要求8所述的连接器,其特征在于,导向槽包括一个构成导向槽中部的固定部分,导向槽另外至少包括一个在固定部分上的斜面。
10.根据权利要求8所述的连接器,其特征在于,定位器另外包括一个固定槽,它沿与第二方向平行的方向在定位器上延伸,其中第一和第二个方向是垂直的。
11.根据权利要求10所述的连接器,其特征在于,连接器外壳还包括一个锁定部分,当定位器沿第一个方向移动时锁定部分插入导向槽内,而当定位器沿第二个方向移动时锁定部分装入固定槽内。
12.根据权利要求1所述的连接器,其特征在于,外壳是一个凹连接器外壳,而每个接头是一个凹接头。
13.根据权利要求1所述的连接器,其特征在于,外壳是一凸连接器外壳,而每个接头是一个凸接头。
14.根据权利要求13所述的连接器,其特征在于,凸连接器外壳另外还包括一个外套部分,它从围绕凸接头的凸壳伸出。
15.根据权利要求14所述的连接器,其特征在于,定位器插孔处于凸连接器外壳和外套部分上。
16.根据权利要求15所述的连接器,其特征在于,定位器另外还包括一个伸出的操作凸块,其中为了便于把定位器移到完全固定位置,操作凸块伸到定位器插孔之外。
17.根据权利要求1所述的连接器,其特征在于,定位器另外还包括一个伸出的操作凸块,其中为了便于把定位器移到完全固定位置,操作凸块伸到定位器插孔之外。
18.一种制造如权利要求1-17之任一项所述的连接器的方法,该方法包括:
移动一对模具,使其相互靠拢;
同时模制连接器外壳和定位器,其中连接器外壳包括一个在一侧表面上的定位器插孔,定位器能从此插孔插入连接器外壳;
打开这对金属模具;
把定位器布置在定位器插孔的侧面;和
把定位器插入定位器插孔,使定位器与连接器外壳保持在一起。
19.根据权利要求18所述的方法,其特征在于,另外还包括:通过在后撤和伸进位置之间移动一个插入撑杆,从这对模具中的一个上拆下定位器。
20.一种用于制造如权利要求1-17之任一项所述的连接器的模制装置,包括:
一对能移动的金属模具,它们能相互连接以及相互分离;
当这对模具合拢时在它们之间提供了模制空间,这个空间用于模制连接器外壳和定位器;和
插入装置,用于把定位器插入定位器插孔侧表面上的开口。
21.根据权利要求20所述的装置,其特征在于,另外还包括:通过在后撤和伸出位置之间移动插入撑杆从这对模具中之一上拆下定位器。
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP124442/95 | 1995-04-24 | ||
| JP12444195 | 1995-04-24 | ||
| JP12444295 | 1995-04-24 | ||
| JP124441/1995 | 1995-04-24 | ||
| JP124442/1995 | 1995-04-24 | ||
| JP124441/95 | 1995-04-24 | ||
| JP219697/1995 | 1995-08-03 | ||
| JP21969795 | 1995-08-03 | ||
| JP219697/95 | 1995-08-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1140915A CN1140915A (zh) | 1997-01-22 |
| CN1106055C true CN1106055C (zh) | 2003-04-16 |
Family
ID=27314931
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN96104645A Expired - Fee Related CN1106055C (zh) | 1995-04-24 | 1996-04-24 | 连接器及其制造方法和模具 |
Country Status (4)
| Country | Link |
|---|---|
| US (4) | US5743761A (zh) |
| EP (1) | EP0740366B1 (zh) |
| CN (1) | CN1106055C (zh) |
| DE (1) | DE69616409T2 (zh) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5894661A (en) | 1995-03-15 | 1999-04-20 | Sumitomo Wiring Systems, Ltd. | Connector manufacturing method |
| IT1267649B1 (it) * | 1994-12-16 | 1997-02-07 | Framatome Connectors Italia | Connettore elettrico. |
| ES2130995B1 (es) * | 1997-05-09 | 2000-03-01 | Mecanismos Aux Ind | Sistema combinado de fabricacion de conectores y spacers. |
| JP3781327B2 (ja) * | 1997-07-03 | 2006-05-31 | 株式会社 セントラルファインツール | 樹脂製品成形組立装置および樹脂製品成形組立方法 |
| JP3495908B2 (ja) * | 1998-03-17 | 2004-02-09 | 矢崎総業株式会社 | コネクタ装置 |
| US6447173B1 (en) * | 1998-11-27 | 2002-09-10 | Murata Manufacturing Co., Ltd. | Ferrule for optical connector, metal article having a through-hole and manufacturing method therefor |
| US6126484A (en) * | 1999-11-01 | 2000-10-03 | The Whitaker Corporation | Electrical connector with molded latch stop |
| JP3674831B2 (ja) * | 1999-12-20 | 2005-07-27 | 矢崎総業株式会社 | リアホルダ付きコネクタの製造方法及び製造装置 |
| JP3625167B2 (ja) * | 1999-12-20 | 2005-03-02 | 矢崎総業株式会社 | 成形仮係止金型及び成形仮係止方法 |
| JP2002178373A (ja) * | 2000-12-18 | 2002-06-26 | Sumitomo Wiring Syst Ltd | コネクタの製造方法及びコネクタの金型構造 |
| DE60232751D1 (de) * | 2001-09-04 | 2009-08-06 | Sumitomo Wiring Systems | Steckverbinder und Stecker |
| US6932128B2 (en) * | 2002-06-28 | 2005-08-23 | Speed Air Systems, Inc. | Apparatus and method for using a lightweight portable air/gas power supply |
| US6783396B1 (en) * | 2003-03-27 | 2004-08-31 | Yazaki North America, Inc. | Airtight plug connector and terminal insert |
| US7347743B2 (en) * | 2006-04-19 | 2008-03-25 | Delphi Technologies, Inc. | Stagable electrical connector and method of assembly |
| US20080241304A1 (en) * | 2007-03-26 | 2008-10-02 | Chih-Yu Chen | Slide having a fixing mechanism of a slide insert |
| JP5233908B2 (ja) * | 2009-08-25 | 2013-07-10 | 住友電装株式会社 | コネクタ |
| JP5375440B2 (ja) * | 2009-08-26 | 2013-12-25 | 住友電装株式会社 | 雄型コネクタ及びコネクタ装置 |
| JP5327547B2 (ja) * | 2010-01-22 | 2013-10-30 | 住友電装株式会社 | コネクタ |
| FR2957722A1 (fr) * | 2010-03-17 | 2011-09-23 | Tbi | Equipement electrique, notamment douille et connecteur, presentant un verrouillage secondaire, procede de moulage d'un tel equipement et moule pour la realisation d'un tel equipement. |
| FR2959069B1 (fr) | 2010-04-20 | 2012-04-27 | Tbi | Douille a double verrouillage pour ampoule electrique |
| JP1597125S (zh) * | 2017-07-20 | 2018-02-13 | ||
| JP2019140046A (ja) * | 2018-02-15 | 2019-08-22 | 住友電装株式会社 | コネクタ、コネクタ装置 |
| US11264759B1 (en) * | 2020-08-17 | 2022-03-01 | Aptiv Technologies Limited | Connector with integrated primary lock reinforcement and terminal position assurance |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4867711A (en) * | 1988-01-31 | 1989-09-19 | Amp Incorporated | Connector with double lock |
| US5085599A (en) * | 1990-05-16 | 1992-02-04 | Yazaki Corporation | Connector |
| US5316504A (en) * | 1992-05-25 | 1994-05-31 | Yazaki Corporation | Electrical connector with rear holder |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1517524A (en) * | 1920-12-31 | 1924-12-02 | Arras George | Method of making lamp sockets |
| US4012827A (en) * | 1975-06-09 | 1977-03-22 | Gilbert Lawrence Abrams | Method for molding composite articles |
| JPS57135133A (en) * | 1981-02-14 | 1982-08-20 | Matsushita Electric Works Ltd | Simultaneous forming process for plural parts with coaxial structure and apparatus therefor |
| JPS58114407A (ja) * | 1981-12-26 | 1983-07-07 | Toshiba Corp | 三相変圧器の外部接続装置 |
| US5894661A (en) * | 1995-03-15 | 1999-04-20 | Sumitomo Wiring Systems, Ltd. | Connector manufacturing method |
| JPS606423A (ja) * | 1983-06-27 | 1985-01-14 | Matsushita Electric Works Ltd | 射出成形金型 |
| US5200132A (en) * | 1987-03-31 | 1993-04-06 | Plastro Gvat | Method and an apparatus for producing a drip-irrigation emitter |
| JP2700063B2 (ja) * | 1989-06-27 | 1998-01-19 | 矢崎総業株式会社 | 電気コネクタ |
| JPH0434353A (ja) * | 1990-05-31 | 1992-02-05 | Daikin Ind Ltd | 酵素電極用膜ユニット脱着装置 |
| US5512228A (en) * | 1991-03-05 | 1996-04-30 | Portola Packaging, Inc. | Unitary tamper-evident fitment and closure assembly |
| EP0540008B1 (en) * | 1991-10-30 | 1995-07-12 | Sumitomo Wiring Systems, Ltd. | Connector |
| DE69225003T2 (de) * | 1992-01-15 | 1998-07-23 | Johnson & Son Inc S C | Herstellung und verbindung einer stellerabdeckkappe mit einer einführdüse |
| JP2745260B2 (ja) * | 1992-01-24 | 1998-04-28 | 松下電工株式会社 | 成形方法 |
| IT1256827B (it) * | 1992-05-15 | 1995-12-21 | Itw Fastex Italia Spa | Procedimento per lo stampaggio di un fermaglio di fissaggio, realizzato in due elementi. |
| JP2581476Y2 (ja) * | 1993-04-13 | 1998-09-21 | 住友電装株式会社 | コネクタ |
| JP2800103B2 (ja) * | 1995-04-17 | 1998-09-21 | 日精樹脂工業株式会社 | ランナーレス金型 |
| JP3266782B2 (ja) * | 1995-06-05 | 2002-03-18 | 矢崎総業株式会社 | リヤホルダー付きコネクタの製造方法 |
-
1996
- 1996-04-23 DE DE69616409T patent/DE69616409T2/de not_active Expired - Fee Related
- 1996-04-23 US US08/636,694 patent/US5743761A/en not_active Expired - Fee Related
- 1996-04-23 EP EP96106377A patent/EP0740366B1/en not_active Expired - Lifetime
- 1996-04-24 CN CN96104645A patent/CN1106055C/zh not_active Expired - Fee Related
-
1997
- 1997-09-26 US US08/939,092 patent/US5911935A/en not_active Expired - Lifetime
-
1998
- 1998-06-17 US US09/098,440 patent/US6115915A/en not_active Expired - Fee Related
-
1999
- 1999-06-14 US US09/332,164 patent/US6318991B1/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4867711A (en) * | 1988-01-31 | 1989-09-19 | Amp Incorporated | Connector with double lock |
| US5085599A (en) * | 1990-05-16 | 1992-02-04 | Yazaki Corporation | Connector |
| US5316504A (en) * | 1992-05-25 | 1994-05-31 | Yazaki Corporation | Electrical connector with rear holder |
Also Published As
| Publication number | Publication date |
|---|---|
| US6318991B1 (en) | 2001-11-20 |
| US5911935A (en) | 1999-06-15 |
| EP0740366A3 (en) | 1998-01-07 |
| CN1140915A (zh) | 1997-01-22 |
| EP0740366B1 (en) | 2001-10-31 |
| DE69616409D1 (de) | 2001-12-06 |
| US5743761A (en) | 1998-04-28 |
| EP0740366A2 (en) | 1996-10-30 |
| US6115915A (en) | 2000-09-12 |
| DE69616409T2 (de) | 2002-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1106055C (zh) | 连接器及其制造方法和模具 | |
| CN1269268C (zh) | 具有封装在壳体中的锁定机构的电连接器 | |
| CN1042778C (zh) | 连接器制造方法及用于此的金属模具 | |
| CN1684313A (zh) | 连接器 | |
| CN1604399A (zh) | 连接器和连接器系统 | |
| CN1610191A (zh) | 电连接器 | |
| CN1264193A (zh) | 电缆接线连接器 | |
| CN1641945A (zh) | 具有可移动构件的连接器和连接器装置 | |
| CN1694315A (zh) | 连接器及其装配/分解方法 | |
| CN1734853A (zh) | 对接连接器 | |
| CN101055955A (zh) | 连接器、连接器组件及其组装方法 | |
| CN1697266A (zh) | 连接器 | |
| CN1808783A (zh) | 分体式连接器及其装配方法 | |
| CN1689474A (zh) | 扣紧器 | |
| CN1171358C (zh) | 连接器及其盖子 | |
| CN1893198A (zh) | 连接器、连接器组件及其组装方法 | |
| CN1307847A (zh) | 扣件 | |
| CN1756001A (zh) | 连接器 | |
| CN100341206C (zh) | 一种分离式连接器及其组装方法 | |
| CN1091961C (zh) | 有止动器的连接器组件及制造该连接器组件的方法和模具 | |
| CN1293679C (zh) | 连接器 | |
| CN1756000A (zh) | 一种端子接头以及使用这种端子接头的连接器 | |
| CN1684102A (zh) | 可很容易卸装的卡状电子装置 | |
| CN1645683A (zh) | 连接器 | |
| CN1187699A (zh) | 连接器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20030416 |