CN1087357C - 具有良好韧性的超高强度、可焊接、基本无硼的钢 - Google Patents
具有良好韧性的超高强度、可焊接、基本无硼的钢 Download PDFInfo
- Publication number
- CN1087357C CN1087357C CN98807745A CN98807745A CN1087357C CN 1087357 C CN1087357 C CN 1087357C CN 98807745 A CN98807745 A CN 98807745A CN 98807745 A CN98807745 A CN 98807745A CN 1087357 C CN1087357 C CN 1087357C
- Authority
- CN
- China
- Prior art keywords
- steel
- weight
- low
- alloy
- free
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
一种超高强度的、基本无硼的钢,其抗拉强度至少约900MPa(130Ksi),在-40℃(-40°F)下,采用夏氏V型缺口冲击试验测定的韧性至少约120焦耳(90英尺-磅),而且,其显微组织主要包括由基本上未再结晶的奥氏体晶粒转变而成的细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物,而且,所述钢包含铁和特定重量百分比的添加元素:碳、硅、锰、铜、镍、铌、钒、钼、铬、钛、铝、钙、稀土金属和镁,所述钢的制备过程为:将一钢板坯加热至一个适当的温度;在奥氏体发生再结晶的第一个温度范围内,采用一个或多个热轧(10)道次,将所述板坯轧制成板材;在第二个温度范围,采用一个或多个热轧(10)道次进一步轧制所述板材,所述第二个温度范围低于所述第一个温度范围,但高于冷却期间奥氏体开始转变为铁素体的温度;将所述板材淬火处理(12)至一个适当的淬火终止温度(16);停止所述淬火处理并将所述板材空冷(18)至室温。
Description
发明领域
本发明涉及具有良好韧性的超高强度、可焊接的钢板,以及采用所述钢板制造的管线用管。更具体而言,本发明涉及超高强度、高韧性、可焊接、低合金的管线用管钢,其中,相对管线用管的其它部分而言,HAZ处的强度损失程度最小,并且,还涉及一种作为管线用管母材的钢板的生产方法。
发明背景
在下面的说明中定义了许多术语。为了方便起见,直接在权利要求书的前面给出了一个术语表。
目前,工业应用中的屈服强度最高的管线用管具有约550MPa(80Ksi)的屈服强度。强度更高,例如高达约690MPa(100Ksi)的管线用管钢市场也有售,但据我们所知,这种钢还未在工业上用以制造管线。另外,如Koo和Luton在美国专利5545269、5545270和5531842中所公开的那样,已发现,生产作为管线用管母材的屈服强度至少约830MPa(120Ksi)和抗拉强度至少约900MPa(130Ksi)的强度较佳的钢是切实可行的。Koo和Luton在美国专利5545269中介绍的钢的强度通过在钢的化学组成与加工技术间建立一种平衡来获得,由此,形成一种基本上均匀的显微组织,所述显微组织以细晶粒的、回火的马氏体和贝氏体为主,所述马氏体和贝氏体均为ε-铜和钒、铌和钼的某些碳化物或氮化物或碳氮化物的析出相所二次硬化。
在美国专利5545269中,Koo和Luton介绍了一种制造高强度钢的方法,其中,以至少20℃/秒(36°F/秒),优选约30℃/秒(54°F/秒)的速度,将所述钢由热轧终止温度快冷至不高于400℃(752°F)的温度,以便生产以马氏体和贝氏体为主的显微组织。此外,为了获得所要求的显微组织和性能,Koo和Luton的发明要求通过一附加处理步骤对钢板进行二次硬化处理,所述附加处理步骤包括在不高于Ac1转变点,即加热期间奥氏体开始形成的温度,对水冷钢板回火处理充分的时间,以便使得ε-铜和钒、铌和钼的某些碳化物或氮化物或碳氮化物析出。淬火后回火这一附加的处理步骤明显加大了钢板的成本。因此,理想的是提供新的免除回火步骤但仍能获得所要求的机械性能的处理钢板的方法。此外,虽然回火步骤对获得所要求的显微组织和性能所需的二次硬化是必需的,但也产生大于0.93的屈强比。从优选的管线用管的设计看,理想的是保持屈强比低于约0.93,同时又维持高的屈服强度和抗拉强度。
需要采用具有比目前能够获得的强度更高的强度的管线来长距离输送原油和天然气。这一需求由下述必要性推动:(i)使用较高的气体压力增加输送效率以及(ii)降低壁厚和外径能减少材料用量和铺设费用。因此,已增加了对比目前现有任何管线用管的强度更高的管线用管的需求。
因此,本发明的目的是提供用于生产低成本、低合金、超高强度钢板的钢的化学组成和处理方法,以及采用所述钢板制造的管线用管,其中,不需要通过回火步骤产生二次硬化来获得所述的高强度性能。而且,本发明的另一个目的是提供用于适合管路设计的管线用管的高强度钢板,其中屈强比小于约0.93。
一个与大多数高强度钢,即屈服强度大于约550MPa(80Ksi)的钢有关的问题是焊接后HAZ区的软化。所述HAZ区在焊接引起的热循环期间会发生局部的相变或退火,从而导致所述HAZ区产生与基体金属相比明显的,即高达约15%或更高程度的软化。虽然已经生产出了屈服强度为830MPa(120Ksi)或更高的超高强度钢,但这些钢一般缺乏管线用管所必需的韧性,并且,不能满足管线用管必需的焊接性要求,因为此类材料具有相对高的Pcm(一个用于表示焊接性能的公知工业术语),其值一般高于约0.35。
因此,本发明的又一个目的是生产作为管线用管母材的低合金、超高强度的钢板,所述钢板的屈服强度至少约690MPa(100Ksi),抗拉强度至少约900MPa(130Ksi),并且具有对低温,即低至约-40℃(-40°F)的应用场合仍充分的韧性,同时,产品质量保持不变,并且,焊接引起的热循环期间,HAZ区处的强度损失最小。
本发明的再一个目的是提供具有管线用管所必需的韧性和焊接性并且Pcm值小于约0.35的超高强度钢。尽管Pcm和Ceq(碳当量)(Ceq是另一个用来表示焊接性的公知术语),虽在论及焊接性时得到广泛应用,但此两个术语也反映了钢的淬透性,因为它们代表了基体金属中钢形成硬显微组织的倾向。本说明书中,Pcm被定义为:Pcm=重量%C+重量%Si/30+(重量%Mn+重量%Cu+重量%Cr)/20+重量%Ni/60+重量%Mo/15+重量%V/10+5(重量%B);Ceq被定义为:Ceq=重量%C+重量%Mn/6+(重量%Cr+重量%Mo+重量%V)/5+(重量%Cu+重量%Ni)/15。
发明简述
如美国专利5545269所述,已发现在该专利所介绍的条件下,超高强度钢终轧后,水淬至不高于400℃(752°F)的温度(优选至室温)的步骤不应由空冷代替,因为在这种条件下,空冷会导致奥氏体转变成铁素体/珠光体的混合显微组织,从而使得钢的强度发生劣化。
也已确定的是,在高于400℃(752°F)的温度终止对所述钢的水冷处理会造成冷却期间的相变硬化不充分,从而使钢的强度降低。
在采用美国专利5545269中所述方法生产的钢板中,例如通过再加热至约400-700℃(752°F-1292°F)的温度并保持预定的时间来进行水冷后的回火,以便使整个钢板产生均匀一致的硬化,并且改善钢的韧性。夏氏V型缺口冲击试验是一种测量钢的韧性的公知方法。通过使用夏氏V型缺口冲击试验能够获得的测量结果之一是在给定温度下破断钢试样时的吸收能量(冲击能),例如,-40℃(-40°F)下的冲击能(vE-40)。
在美国专利5545269所描述的进展之后,已发现,不需要昂贵的最终回火步骤,就可以生产具有高韧性的超高强度钢。已经发现,通过在特定的温度范围中止淬火,就能够获得这一理想结果,所述温度范围取决于钢的特定的化学组成,经此处理,在所述中断冷却温度下或者随后空冷至室温时,就获得了一种以细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物为主的显微组织。也已发现,处理步骤的这种新次序产生了令人惊奇且出人意料的结果,即钢板具有甚至比迄今为止所能获得的强度和韧性更高的性能指标。
根据本发明的上述目的,提供一种本文称为直接淬火中断(IDQ)的处理方法,其中,当热轧结束时,通过使用适当流体如水淬火,将具有所要求的化学组成的低合金钢板快速冷却至一适当的淬火终了温度(QST),之后再空冷至室温,以便获得一种以细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物为主的显微组织。在描述本发明时,淬火指的是采用任何手段进行的加速冷却,所述手段中,选用的是具有增加钢的冷却速度倾向的流体,这与将钢空冷至室温相反。
本发明所提供的钢能够在采用称为IDQ的部分淬火工艺处理,之后再加以空冷时,适应其冷却速度与QST参数的规范来产生硬化,从而在最终的钢板中获得一种以细晶粒下贝氏体、细晶粒板条马氏体或者它们的混合物为主的显微组织。
本领域中众所周知的是,添加量级为5-20ppm的少量的硼能够对低碳低合金钢的淬透性产生明显影响。因此,钢中添加硼在过去已被有效地用来在具有贫合金元素的化学组成即低碳当量(Ceq)的低合金钢中产生硬相例如马氏体,以便获得具有优异焊接性的低成本高强度的钢。然而,对所要求的、少量添加的硼进行始终一致的控制并不容易实现。这要求技术先进的炼钢设备和技术诀窍。本发明提供添加和未添加硼的钢的各种化学组成,所述钢组成能够采用IDQ法进行处理,以便获得所要求的显微组织和性能。
根据本发明,在钢的化学组成与处理技术间建立起一种平衡,从而,能够制造出屈服强度至少约690MPa(100Ksi),更优选至少约760MPa(110Ksi),并且甚至更优选至少约830MPa(120Ksi),以及屈强比优选小于约0.93,更优选选于约0.90,并且甚至更优选小于约0.85的高强度钢板,采用所述钢板可以制备管线用管。在所述这些钢板中,经在管线用管应用场合进行焊接后,与基体钢的强度相比,HAZ区处的强度损失低于约10%,优选低于约5%。另外,适于制造管线用管的所述超高强度、低合金钢板的厚度优选至少约10毫米(0.39英寸),更优选至少约15毫米(0.59英寸),并且甚至更优选至少约20毫米(0.79英寸)。而且,所述这些超高强度低合金钢板或者不含有添加的硼,或者,为满足特定目的,含有约5-20ppm,并且优选约8-12ppm的添加的硼。管线用管产品的质量基本保持一致,而且,一般对氢致开裂不敏感。
优选的钢产品具有基本均匀一致的显微组织,所述显微组织优选以细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物为主。优选地,所述细晶粒的板条马氏体包括自回火的细晶粒板条马氏体。在描述本发明,以及在权利要求书中,使用的“为主”一词意思是至少约50%体积。所述显微组织中的余下部分可以包括另外的细晶粒下贝氏体、另外的细晶粒板条马氏体、上贝氏体或者铁素体。更优选地,所述显微组织包含至少约60~80%体积的细晶粒下贝氏体、细晶粒板条马氏体或者它们的混合物。甚至更优选地,所述显微组织包含至少约90%体积的细晶粒下贝氏体、细晶粒马氏体或者它们的混合物。
下贝氏体和板条马氏体都可以通过钒、铌和钼的碳化物或碳氮化物的析出来加以附加硬化。所述这些析出相,尤其是含钒的析出相,有可能通过阻止加热到不高于Ac1转变点的温度的区域中的位错密度发生明显降低或者通过在加热到高于Ac1转变点的温度的区域中诱发析出硬化,或者通过所述这两种方式,来使HAZ的软化程度最低。
本发明的钢板通过采用常规方式制备的钢板坯来进行加工制造,并且,在一个实施方案中,所述钢板包含铁以及下述的合金元素,以重量百分比计:
0.03-0.10%碳(C),优选0.05-0.09% C
0-0.6%硅(Si)
1.6-2.1%锰(Mn)
0-1.0%铜(Cu)
0-1.0%镍(Ni),优选0.2-1.0% Ni
0.01-0.10%铌(Nb),优选0.03-0.06% Nb
0.01-0.10%钒(V),优选0.03-0.08% V
0.3-0.6%钼(Mo)
0.-1.0%铬(Cr)
0.005-0.03%钛(Ti),优选0.015-0.02% Ti
0-0.06%铝(Al),优选0.001-0.06% Al
0-0.006%钙(Ca)
0-0.02%稀土金属(REM)
0-0.006%镁(Mg)
而且,其特征进一步在于:
Ceq≤0.7,以及
Pcm≤0.35,
另一方面,上述给定的化学组成可进行改变并且包含0.0005-0.0020重量%硼(B),优选0.0008-0.0012重量%B,以及Mo含量为0.2-0.5重量%。
对于本发明的基本无硼钢而言,Ceq优选大于约0.5但小于约0.7,对于本发明的含硼钢而言,Ceq优选大于约0.3但小于约0.7。
此外,公知的杂质氮(N)、磷(P)和硫(S)在钢中优选降至最低,尽管,如下面的介绍所述,为了提供抑制晶粒生长的氮化钛粒子需要存在一些N。优选地,N含量为约0.001-0.006重量%,S含量不超过约0.005重量%,更优选不超过约0.002重量%,P含量不超过约0.015重量%。在所述化学组成中,或者所述钢基本无硼,即其中没有添加的硼,硼含量优选低于约3ppm,更优选低于约1ppm,或者所述钢含有上述的添加的硼。
根据本发明,生产具有一种以细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物为主的显微组织的超高强度钢的优选方法包括:将一种钢板坯加热到基本上全部的钒和铌的碳化物和碳氮化物都充分发生溶解的温度;在奥氏体能够发生再结晶的第一个温度范围,采用一个或多个热轧道次将所述板坯轧制成板材;在低于Tnr温度但高于Ar3转变点的第二个温度范围,采用一个或多个热轧道次对所述板材进行进一步轧制减薄,其中,所述Tnr温度指的是低于此温度奥氏体便不能发生再结晶的临界温度,所述Ar3转变点指的是冷却过程中奥氏体开始转变成铁素体的温度;将所述终轧后的板材淬火至至少与Ar1转变点一样低的温度,优选至介于约550℃和约150℃(1022°F-302°F)之间的温度,并且更优选至介于约500℃和约150℃(932°F-302°F)之间的温度,其中,所述Ar1转变点指的是冷却过程中,奥氏体向铁素体或者铁素体+渗碳体的转变的终了温度;终止淬火;将淬火后的板材空冷至室温。
Tnr温度,Ar1转变点和Ar3转变点均分别取决于钢板坯的化学组成,并且很容易通过实验或者通过采用适当模型的计算来加以确定。
根据本发明的第一个优选实施方案的超高强度、低合金钢的抗拉强度优选至少约900MPa(130Ksi),更优选至少约930MPa(135Ksi),其显微组织以细晶粒下贝氏体、细晶粒板条马氏体或者它们的混合物为主,并且还包含渗碳体的细小析出相以及,任选地,甚至更细小弥散的钒、铌和钼的碳化物或碳氮化物的析出相。优选地,所述细晶粒板条马氏体包括自回火的细晶粒板条马氏体。
根据本发明第二个优选实施方案的超高强度、低合金钢的抗拉强度优选至少约900MPa(130Ksi),更优选至少约930MPa(135Ksi),并且,其显微组织包含细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物,此外,还包含硼和渗碳体的细小析出相,以及包括任选的甚至更细小弥散的钒、铌、钼的碳化物或者碳氮化物的析出相。优选地,所述细晶粒的板条马氏体包括自回火的细晶粒板条马氏体。
附图描述
图1图示说明的是本发明的工艺步骤,其中描述了各种显微组织组元范围,所述各组元与所采用的处理时间和温度的特定组合有关。
图2A和图2B分别是明场和暗场的透射电子显微照片,所述照片揭示出,采用约295℃(563°F)的淬火终止温度处理的钢的显微组织以自回火的板条马氏体为主;图2B示出了在马氏体板条内的充分析出的渗碳体析出相。
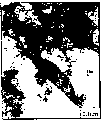
图3是明场的透射电子显微照片,其揭示出采用约385℃(725°F)的淬火终止温度处理的钢的显微组织以下贝氏体为主。
图4A和图4B分别是采用约385℃(725°F)的QST处理的钢明场和暗场的透射电子显微照片,其中,图4A示出的是以下贝氏体为主的显微组织,图4B表明有直径小于约10nm的Mo、V和Nb的碳化物粒子存在。
图5是组合图,包括一条曲线和透射电子显微照片,其反映了淬火终止温度对根据本发明的具有特定化学组成的钢的韧性与抗拉强度的相对值的影响,所述具有特定化学组成的钢包括表II中示为“H”和“I”(圆点)的硼钢和表II中示为“G”(方块)的合金元素较少的硼钢。-40℃(-40°F)下的夏氏冲击能量,(vE-40),单位为焦耳,为纵坐标;抗拉强度,单位MPa,为横坐标。
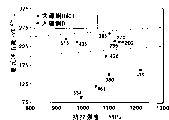
图6是曲线图,展示的是淬火终止温度对根据本发明的具有特定化学组成的钢的韧性和抗拉强度的相对值的影响,所述具有特定化学组成的钢包括在表II中示为“H”和“I”(圆点)的硼钢和表II中示为“D”(方块)的基本无硼钢。-40℃(-40°F)下的夏氏冲击能(vE-40),单位:焦耳,为纵坐标;抗拉强度,单位:MPa,为纵坐标。
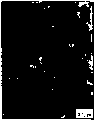
图7是揭示试样钢“D”(根据此处的表II)中的位错型板条马氏体的明场透射电子显微照片,所述钢采用约380℃(716°F)的淬火终止温度的IDQ法处理。
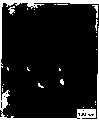
图8是展示试样钢“D”(根据此处的表II)中以下贝氏体为主的显微组织的区域的明场透射电子显微照片,所述钢采用淬火终止温度约428℃(802°F)的IDQ法处理。在所述贝氏体板条内,可看到代表下贝氏体特征的单向排列的渗碳体薄片。
图9是展示试样钢“D”(根据此处的表II)中的上贝氏体的明场透射电子显微照片,所述钢采用淬火终止温度约461℃(862°F)的IDQ法处理。
图10A是展示试样钢“D”(根据此处的表II)中为铁素体所包围的马氏体区(中心)的明场透射电子显微照片,所述钢采用淬火终止温度约534℃(993°F)的IDQ法处理。在与铁素体/马氏体交界相邻的区域中的铁素体内可看到细小的碳化物析出相。
图10B是展示试样钢“D”(根据此处的表II)中的高碳、孪晶马氏体的明场透射电子显微照片,所述钢采用淬火终止温度约534℃(993°F)的IDQ法处理。
虽然结合其优选的实施方案对本发明进行了介绍,应该了解的是本发明并非仅限于此。相反,本发明将涵盖所有的包括在本发明的精神和范围内的各种替代方案,修正方案以及等效方案,如附后的权利要求书所限定的那样。
发明详述
根据本发明的一个方面,对钢板坯进行如下处理:将所述板坯加热至一基本均匀一致的可使基本上所有的钒和铌的碳化物和碳氮化物充分溶解的温度,所述温度优选为约1000-1250℃(1832-2282°F),并且更优选为约1050-1150℃(1922-2102°F);在奥氏体可发生再结晶的第一个温度范围,对所述板坯进行第一次热轧,其中压下量优选约20-60%(厚度方向),以便经过一个或多个道次轧制成板材;在第二个温度范围内,采用一个或多个道次,以优选约40-80%(厚度方向)的压下量进行第二次热轧,所述第二个温度范围比所述第一个温度范围稍低,此时奥氏体不能发生再结晶,但比Ar3转变点高;通过淬火对轧制后的板材进行硬化处理,其中淬火冷却速度至少约10℃/秒(18°F/秒),优选至少约20℃/秒(36°F/秒),更优选至少约30℃/秒(54°F/秒),并且甚至更优选约35℃/秒(63°F/秒),淬火起始温度不低于Ar3转变点,淬火终止温度(QST)至少与Ar1转变点一样低,所述QST优选为约550-150℃(1022-302°F),更优选为约500-150℃(932-302°F),然后终止淬火处理,将所述钢板空冷至室温,以便促进所述钢完成转变为以细晶粒下贝氏体、细晶粒马氏体或者它们的混合物为主的显微组织。如本领域的技术人员所了解的那样,此处所使用的“厚度方向上的压下百分数”指的是钢坯或钢板在进行所述轧制之前的厚度的压下百分比。仅仅是作为举例,而并非对本发明进行限制,约25.4厘米(10英寸)的钢坯中在第一个温度范围压下约50%(50%的压下量),使厚度为约12.7厘米(5英寸),然后,再在第二个温度范围压下约80%(80%的压下量),从而使厚度变为约2.54厘米(1英寸)。
例如,参照图1,对根据本发明处理的钢板在所述的温度范围(下面将做更详细介绍)进行控制轧制10;然后,从淬火起始点14至淬火终止温度(QST)16对所述钢板进行淬火12。待淬火停止后,将所述钢板空冷18至室温,以促使所述钢板转变成以细晶粒的下贝氏体(在下贝氏体区20中);细晶粒的板条马氏体(在马氏体区22中);或者它们的混合物为主的显微组织。应避免进入上贝氏体区24和铁素体区26。
超高强度钢必然要求具有各种性能,这些性能通过合金元素与热机械处理相结合来产生;一般地,钢的化学组成上的较小变化会导致产品性能发生较大变化。下面给出各种合金元素的作用以及本发明对这些元素浓度的优选限定范围:
碳在具有任何显微组织的钢中和焊缝处均产生基体强化,并且还会产生析出强化,其作用机理主要是细小的铁的碳化物(渗碳体),铌的碳氮化物[Nb(C,N)],钒的碳氮化物[V(C,N)],以及Mo2C(钼的碳化物的一种形式)的粒子或析出相的形成,条件是所述这些颗粒充分细小且数量众多。此外,在热轧过程中,Nb(C,N)的析出一般起阻碍奥氏体发生再结晶以及抑制晶粒长大的作用,从而提供一种使奥氏体晶粒细化的手段并且使屈服强度和抗拉强度以及低温韧性(例如,夏氏试验中的冲击能量)均得以改善。碳也增加淬透性,即:冷却期间钢中形成更硬且强度更高的显微组织的能力。一般地,如果碳含量低于约0.03重量%,则不能获得这些强化效果。如果碳含量高于约0.10重量%,所述钢一般易于在现场焊接后发生冷开裂并且容易使钢板及其焊接HAZ处的韧性下降。
锰对于获得根据本发明所要求的显微组织是必不可少的,所述显微组织包含细晶粒下贝氏体、细晶粒的板条马氏体或者它们的混合物,并且所述显微组织提供强度与低温韧性间的较佳平衡。为此,将其下限设定为约1.6重量%。上限设定为约2.1重量%,因为超过约2.1重量%的锰含量容易在连铸钢中产生轴线偏析,并且还会对钢的韧性造成损害。此外,锰含量高可能使钢的淬透性过大,从而由于焊缝处热影响区的韧性下降而使现场焊接性变坏。
硅添加的目的是脱氧和改善强度,其上限设定为约0.6重量%,以避免现场焊接性和热影响区(HAZ)的韧性发生显著劣化,该现象与硅的含量过高有关。硅对于脱氧并不总是必不可少的,因为铝或钛可起同样的作用。
铌的添加是为了促进钢轧制后显微组织的晶粒细化,这将使强度和韧性均得到改善。热轧期间,铌的碳氮化物的析出起阻碍再结晶和抑制晶粒生长的作用,从而提供了一种细化奥氏体晶粒的手段。铌也可以在最后的冷却过程中通过形成Nb(C,N)析出相来产生附加强化。在有钼存在时,铌通过在控制轧制期间抑制奥氏体发生再结晶来使显微组织得到有效细化,并且通过产生析出硬化和促使淬透性增大来使钢得以强化。有硼存在时,铌具有改善淬透性的协同作用。为了获得这些作用,优选添加至少约0.01重量%的铌。然而,超过约0.10重量%的铌一般而言对于焊接性和HAZ的韧性是有害的,因此,其最大量优选为约0.10重量%。更优选地,添加的铌量为约0.03-0.06重量%。
钛形成细晶粒的氮化钛粒子并且通过抑制板坯重新加热期间奥氏体晶粒发生粗化来促进显微组织的细化。此外,氮化钛粒子的存在可抑制焊缝处的热影响区中的晶粒发生粗化。因此,钛具有改善基体金属和焊缝热影响区的低温韧性的作用。因为钛以氮化钛的形式将游离的氮固定住,所以,钛就防止了氮由于氮化硼的形成而对淬透性带来的不利影响。为此所添加的钛量优选至少约为氮量的3.4倍(以重量计)。当铝含量低(即低于约0.005重量%)时,钛形成一种起在焊缝热影响中形成晶内铁素体的核心作用的氧化物,从而使这些区域的显微组织得到细化。为实现所述这些目的,优选添加的钛量至少约0.005重量%。上限设定为约0.03重量%,因为过量的钛会使得氮化钛发生粗化并会产生钛的碳化物诱发的析出强化,这两种情形都会对低温韧性造成损害。
铜增加基体金属和焊缝热影响区的强度;然而,铜的过量添加会严重损害热影响区的韧性以及现场焊接性。因此,铜添加的上限设定为约1.0重量%。
镍的添加是为了在不损害现场焊接性和低温韧性的前提下,改善根据本发明制备的低碳钢的性能。与锰和钼相反,镍的添加一般会形成较少的不利于钢板的低温韧性的硬化的显微组织组元。已证明高于0.2重量%的镍的添加量能有效改善焊缝热影响区的韧性。镍一般是一种有益的元素,但当镍含量大于约2重量%时。其在特定环境下具有促进硫化物应力开裂的倾向。对于根据本发明制备的钢而言,其上限设定为约1.0重量%,因为镍是价格昂贵的合金元素并且可能损害焊缝热影响区的韧性。镍的添加也能有效地防止在连铸和热轧期间发生铜诱发的表面开裂,为此所添加的镍量优选大于铜含量的约1/3。
铝添加到这些钢中的目的一般是为了脱氧。另外,铝可有效细化钢的显微组织。在HAZ区,焊接产生的热量使得TiN部分溶解,从而形成游离的氮,铝能够消除在粗大晶粒的HAZ区中的游离氮,从而在改善HAZ韧性上发挥重要作用。如果铝含量太高,即高于约0.06重量%,则存在形成Al2O3(氧化铝)型夹杂物的倾向,这会对钢及其HAZ的韧性产生不利影响。脱氧可以通过添加钛或硅来完成,铝的添加并不总是必需的。
钒有着与铌类似,但不如铌显著的作用。然而,当与铌一起添加时,钒添加到超高强度钢中会起显著作用。铌与钒的这种联合添加进一步提高了根据本发明的钢的优异性能。从焊缝热影响区的韧性以及现场焊接性上考虑,优选的上限为约0.10重量%,但尤其优选的范围是约0.03-0.08重量%。
钼的添加是为了改善钢的淬透性并且从而促进所要求的下贝氏体显微组织的形成。钼对钢的淬透性的影响在含硼钢中尤为显著。当钼与铌一起添加时,钼增大了控制轧制期间对奥氏体再结晶的抑制作用,从而有助于奥氏体显微组织的细化。为产生这些作用,基本无硼钢和含硼钢中的钼的添加量分别优选至少约0.3重量%和约0.2重量%。对于基本无硼钢和含硼钢而言,其上限优选分别为约0.6重量%和约0.5重量%,因为过量的钼会损害现场焊接期间产生的热影响区的韧性,从而降低现场焊接性。
铬一般增加直接淬火时的钢的淬透性。其一般也能改善耐腐蚀和氢致开裂抗力。与钼类似,过多的铬,即超过约1.0重量%的铬,会在现场焊接后产生冷裂,并且会损害钢及其HAZ的韧性,因此,最大添加量优选为约1.0重量%。
氮通过形成氮化钛来抑制板坯重新加热期间以及焊缝热影响区中的奥氏体晶粒的粗化。因此,氮有助于改善基体金属以及焊缝热影响区的低温韧性。为此最小的氮含量约0.001重量%。上限优选设定为约0.006重量%,因为过多的氮会增加板坯表面缺陷的发生率并降低硼的有效淬透性。另外,游离氮的存在也会损害焊缝热影响区的韧性。
钙和稀土金属(REM)一般控制硫化锰(MnS)夹杂物的形状并且改善低温韧性(例如,夏氏试验中的冲击能量)。为控制硫化物的形状,Ca至少约0.001重量%或者REM至少约0.001重量%较为理想。然而,如果钙含量超过约0.006重量%或者如果REM含量超过约0.02重量%,大量的CaO-CaS(钙的氧化物—钙的硫化物的一种形式)或者REM-CaS(稀土金属—钙的硫化物的一种形式)可能会形成并且转变为大的团粒和大的夹杂物,这不仅损害了钢的纯净度,而且也对现场焊接性产生不利影响。优选地,将钙浓度限于约0.006重量%,REM浓度限于约0.02重量%。在超高强度的管线用管钢中,将硫含量降至低于约0.001重量%以及将氧含量降至约0.003重量%以下,优选降至约0.002重量%以下,而同时保持ESSP值优选大于约0.5但小于约10,可以非常有效地改善韧性和焊接性,其中,ESSP是一个与钢中硫化物夹杂的形状控制有关的指数,其定义式为:ESSP=(重量%Ca)[1-124(重量%O)]/1.25(重量%S)。
镁一般形成细小分散的氧化物粒子,其可以抑制晶粒的粗化和/或促进HAZ中晶内铁素体的形成,从而改善HAZ的韧性。为使Mg能有效发挥作用,其添加量至少约0.0001重量%是合适的。然而,如果Mg含量超过约0.006重量%,就会形成粗大的氧化物并且HAZ的韧性也会受到损害。
硼在低碳钢(碳含量低于约0.3重量)中的少量添加,添加量约0.0005-0.0020重量%(5ppm-20ppm),通过在钢由高温冷至室温期间,促进强化效果显著的贝氏体或马氏体组元的形成,同时阻碍较软的铁素体和珠光体组元的形成,来极大地改善所述钢的淬透性。超过约0.002重量%的硼会促进脆性粒子Fe23(C,B)6(铁的硼碳化物的一种形式)的形成。因此,优选硼的上限为约0.0020重量%。为获得对淬透性的最大影响,硼浓度为约0.0005-0.0020重量%(5ppm-20ppm)较为理想。依据上述介绍,硼可以作为为促进钢板整个厚度范围内的显微组织的均匀性而添加的贵重合金元素的替代物来使用。硼也使钼和铌增加钢的淬透性的作用更加有效。因此,硼的添加使得采用低Ceq的钢组成就能产生高的基体钢板强度。另外,添加至钢中的硼也具有将高强度与优异的焊接性和冷裂抗力结合一起的潜力。硼也能增加晶界强度并且,从而增加氢致沿晶开裂的抗力。
如图1所示,本发明的热机械处理的第一个目标是获得一种由基本上未再结晶的奥氏体晶粒转变而成的以细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物为主的显微组织,而且,优选所述显微组织也包含细小弥散的渗碳体。所述下贝氏体和板条马氏体组元可以由甚至更细小弥散的析出相Mo2C,V(C,N)和Nb(C,N)或者它们的混合物另外强化,在某些情形下,所述组织组元中还可包括硼。细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物的细小显微组织使材料具有高的强度和良好的低温韧性。为了获得所要求的显微组织,首先使得钢坯中加热后的奥氏体晶粒的尺寸要小,其次再加以变形和压扁,以使奥氏体晶粒在厚度方向上的尺寸更小,例如,优选小于约5-20微米,第三,这些压扁的奥氏体晶粒充满高密度的位错和剪切带。当钢板在热轧结束后进行冷却时,这些界面就限制转变产物(即下贝氏体和板条马氏体)的生长。第二个目标是在钢板冷却至淬火终止温度后,保留基本上以固溶态形式存在的充足的Mo,V和Nb,这样,Mo,V和Nb在贝氏体转变或者在焊接热循环期间,就能够作为Mo2C、Nb(C,N)和V(C,N)析出,从而使钢的强度增加并得到保持。热轧前钢坯的再加热温度应充分高,以最大限度地溶解V,Nb和Mo,同时要防止钢连铸期间形成的并起在热轧前抑止奥氏体晶粒粗化作用的TiN粒子发生溶解。为使本发明的钢达到上述两个目的,热轧前的再加热温度应该至少约1000℃(1832°F)但不高于约1250℃(2282°F)。对板坯优选采用适当的手段,例如将所述板坯置于炉内一段时间,进行再加热,以使基本上整个板坯,优选整个板坯的温度升至所要求的再加热温度。本发明范围内的任何钢组成应采用的具体再加热温度可以很容易地由本领域的技术人员通过实验或者通过采用适当模型进行计算来加以确定。另外,将基本上整个板坯,优选整个板坯升至所要求的再加热温度所必需的炉子的温度以及再加热时间可以很容易地由本领域的技术人员参照标准工业出版物来加以确定。
对于本发明范围内的任何钢组成而言,确定发生再结晶的范围与不发生再结晶的范围间的界线的温度,Tnr温度,取决于钢的化学组成,并且,更具体而言,取决于轧制前的再加热温度、碳浓度、铌浓度以及轧制道次中给定的压下量。本领域的技术人员可以通过实验或者通过模型计算对每种钢组成的这一温度进行确定。
除了适用于基本上整个板材的再加热温度之外,接下来的在描述本发明的处理方法中所涉及的温度是在钢表面测得的温度。钢的表面温度可以通过使用例如光学高温计或者借助任何其它的任何适合测量钢的表面温度的仪器来进行测定。此处涉及的淬火(冷却)速度指的是板厚中心部位,或者基本上是中心处的冷却速度,淬火终止温度(QST)是淬火终止后,由于板厚的中间部位的热传导,钢板表面达到的最高的,或者基本上最高的温度。为实现所要求的加速冷却,所要求的淬火流体的温度和流动速度可以由本领域的技术人员参照标准工业出版物加以确定。
本发明中的热轧条件,除使奥氏体晶粒细小之外,还通过在奥氏体晶粒中形成变形带来使位错密度增加,从而通过在轧制结束后的冷却过程中限制相变产物即细晶粒的下贝氏体和细晶粒的板条马氏体的尺寸来使显微组织进一步细化,如果在发生再结晶的温度范围内的轧制压下量降至本文公开的范围以下而在不发生再结晶的温度范围的轧制压下量增至本文公开的范围以上,则奥氏体晶粒一般得不到充分细化,会形成粗大的奥氏体晶粒,从而降低钢的强度和韧性,并且增加对氢致开裂的敏感性。另一方面,如果在再结晶温度范围内的轧制压下量增至本文公开的范围以上,而在非再结晶温度范围的轧制压下量降至本文公开的范围以下,则奥氏体晶粒中形成的变形带和位错亚结构不足以使所述钢在轧制结束后进行冷却时的相变产物发生充分细化。
轧制结束后,对所述钢进行淬火处理,其中,淬火起始温度优选不低于约Ar3转变点,淬火终止温度不高于Ar1转变点,优选不高于约550℃(1022°F),并且更优选不高于约500℃(932°F),所述Ar1转变点指的是冷却过程中奥氏体向铁素体或者铁素体加渗碳体的转变终了的温度。一般采用的是水淬;但是,任何合适的流体都可用来实施所述淬火处理。根据本发明,在轧制和淬火间一般不使用较长时间的空冷,因为这会打断典型轧钢机中在轧制和冷却处理工序间的正常物流。然而,已确定的是,通过在适当的温度范围中断淬火循环,并且,之后使淬火后的钢在环境温度下空冷至其最终状态,就可以获得特别有利的显微组织组元,这是在没有中断轧制过程的前提下实现的,因而,对轧钢机的生产率基本没有影响。
对热轧和淬火后的钢板进行最终的空冷处理,实施所述空冷处理的开始温度不高于Ar1转变点,优选不高于约550℃(1022°F),并且更优选不高于约500℃(932°F)。实施所述最终冷却处理的目的是通过在整个细晶粒的下贝氏体和细晶粒的板条马氏体的显微组织中,充分析出基本均匀的细小弥散的渗碳体粒子来改善钢的韧性。另外,依据淬火终止温度和钢的组成,可以形成甚至更细小弥散的Mo2C,Nb(C,N)和V(C,N),从而使强度增加。
尽管碳浓度相对较低,采用所述方法生产的钢板展示出高的强度和高韧性,并且沿所述钢板的厚度方向上的显微组织非常均匀。例如,一般地,这种钢板的屈服强度至少约830MPa(120Ksi),抗拉强度至少约900MPa(130Ksi),韧性(-40℃(-40°F)时测得,例如vE-40)至少约120焦耳(90英尺-磅),这些性能适合于管线用管的应用场合。此外,V(C,N)和Nb(C,N)析出相的存在以及焊接期间这两种析出相的附加形成降低了热影响区(HAZ)发生软化的倾向。而且,钢对氢致开裂的敏感性显著降低。
钢中的HAZ在焊接引起的热循环期间形成并且可以扩展到距焊接熔合线约2-5mm(0.08-0.2英寸)的范围。在HAZ中,有例如从约1400℃到约700℃(2552°F-1292°F)的温度梯度形成,其包含一个一般会出现下述软化现象的区域,按温度由较低到较高的顺序,所述软化现象为:高温回火反应产生的软化,以及奥氏体化和慢冷引起的软化。在较低温度,约700℃(1292°F)下,存在有钒和铌以及它们的碳化物或碳氮化物,它们通过保留高密度位错和亚结构来防止软化发生或者基本上使软化程度降至最小;而在较高温度,约850-950℃(1562-1742°F)下,形成附加的钒和铌的碳化物或碳氮化物析出相并且使软化程度降至最小。焊接引起的热循环期间的最终效应是与基体钢的强度相比,HAZ处的强度损失低于约10%,优选低于约5%。也就是说,HAZ的强度至少约为基体金属的强度的90%,优选至少约为基体金属的强度的95%。HAZ处的强度得以保持主要是由于总的钒和铌的浓度大于约0.06重量%,并且优选钒和铌在钢中的浓度均分别大于约0.03重量%。
如在本领域中为人熟知的那样,采用公知的U-O-E法将板材成形为管线用管,所述方法中,先将板材加工成U型件(“U”),然后再成形为O型(“O”),并且,在缝焊接后,O型管被扩展约1%(“E”)。加工成形和扩展以及伴随的加工硬化效应,使管线用管的强度得以增加。
下面的实施例用来对上述本发明进行说明。
IDQ处理法的优选实施方案
根据本发明,优选的显微组织以细晶粒的下贝氏体细晶粒的板条马氏体或它们的混合物为主。具体而言,为实现强度与韧性的最佳组合,而且,为获得较佳的HAZ软化抗力,更优选的显微组织以细晶粒的下贝氏体为主,其中所述下贝氏体除受到渗碳体粒子的强化外,还受到细小且稳定的含Mo,V,Nb或者它们的混合物的合金碳化物的强化。下面给出这些显微组织的具体实例。
淬火终止温度对显微组织的影响:
1)具有充分淬透性的含硼钢:采用淬火速度为约20-35℃/秒(36°F/秒-63°F/秒)的IDQ法处理的钢的显微组织主要由钢的淬透性决定,所述淬透性通过化学组成参量如碳当量(Ceq)和淬火终止温度(QST)加以确定。对于用于具有本发明钢板的优选厚度的钢板的淬透性充分的含硼钢,即Ceq大于约0.45但小于约0.7的含硼钢特别适合通过提供能获得所要求的显微组织(优选以细晶粒的下贝氏体为主)和机械性能的扩大的处理范围来进行IDQ法处理。这些钢的QST可以处于非常宽的温度范围,优选为约550-150℃(1022-302°F),但仍可获得所要求的显微组织和性能。当这些钢采用QST低,即约200℃(392°F)的IDQ法处理时,所获显微组织以自回火的板条马氏体为主。当QST增至约270℃(518°F)时,所获显微组织与QST为约200℃(392°F)时的显微组织相比变化很小,只是自回火的渗碳体析出相稍有粗化。采用QST为约295℃(563°F)时处理的试样的显微组织是板条马氏体(主要部分)和下贝氏体的混合物。然而,板条马氏体发生了显著的自回火,有发育良好的自回火渗碳体析出相形成。现在参照图5,采用QST为约200℃(392°F),约270℃(518°F)和约295℃(563°F)处理的前述钢的显微组织如图5中的显微照片52所示。再参照图2A和图2B,图2A和图2B是展示QST为约295℃(563°F)时大范围存在的渗碳体粒子的明场和暗场显微照片。板条马氏体的这些特点可能使得屈服强度有所下降;如图2A和2B所示的钢的强度对于管线用管的应用场合仍是充分的。现在参照图3和图5,当QST增加至约385℃(725°F)时,所获得显微组织以下贝氏体为主,如图3和图5中的显微照片54所示。明场透射电子显微照片,图3,展示了下贝氏体基体中的渗碳体析出相的特征。在本实施例的合金中,下贝氏体显微组织的特征在于其在受热期间具有优异的稳定性,甚至在焊接件的细晶粒热影响区、亚临界热影响区以及临界热影响区(HAZ)间均具有抗软化作用。这可以用存在非常细小的含Mo,V和Nb类型的合金碳氮化物来解释。图4A和4B分别是展示有直径小于约10nm的碳化物粒子存在的明场和暗场透射电子显微照片。这些细小的碳化物粒子能够使屈服强度显著增加。
图5是具有优选的化学成分实施方案的一种硼钢的显微组织和性能的观察结果复合图。每个数据点下的数目代表该数据点所采用的单位为℃(摄氏度)的QST。在本特定钢中,当QST增至500℃(932°F)以上,例如增至约515℃(959°F)时,主要的显微组织组元已变成上贝氏体,如图5中的显微照片56所示。在约515℃(959°F)的QST下,也形成了少量但可观察到的铁素体,也如图5中的显微照片56所示。最终结果是强度明显下降,但韧性并未得到相应改善。在本实施例中已发现,为了实现强度与韧性的良好组合,应避免形成相当数量的上贝氏体以及特别是以上贝氏体为主的显微组织。
2.具有贫合金元素化学组成的含硼钢:当具有贫合金元素(Ceq小于约0.5但大于约0.3)的含硼钢采用IDQ法加工成具有本发明钢板的优选厚度的钢板时,所获显微组织可包含数量可变的先共析铁素体和共析铁素体,所述铁素体比下贝氏体和板条马氏体显微组织软得多。为满足本发明的强度指标,所述软相的总量应低于约40%。在该限制范围内,对于QST为约200℃(392°F)的碳当量较低的含硼钢而言,含有铁素体的、采用IDQ法处理的硼钢可以在高强度水平上表现出较好的韧性,如图5所示。所述钢的特征在于其显微组织是铁素体与自回火的板条马氏体的混和物,其中板条马氏体是试样中的主要相,如图5中的照片58所示。
3.具有充分淬透性的基本无硼钢:本发明的基本上无硼钢与含硼钢相比,要求含量更高的其它合金元素,以便获得相同水平的淬透性。因此,所述基本无硼钢优选以高的Ceq为特征,所述Ceq优选大于约0.5但小于约0.7,以便进行有效处理使具有本发明钢板的优选厚度的钢板具有容许的显微组织和性能。图6示出了具有优选的化学成分实施方案的基本无硼钢的机械性能的测量结果(方块),其与本发明的含硼钢的机械性能的测量结果(圆点)进行比较。每个数据点旁的数字代表用于该数据点的QST(单位:℃)。对所述基本无硼钢进行了显微组织特性观察。在534℃的QST下,所获显微组织主要是具有析出相的铁素体加上上贝氏体和孪晶马氏体。在461℃的QST下,所获显微组织以上贝氏体和下贝氏体为主。在428℃的QST下,所获显微组织以具有析出相的下贝氏体为主。在380℃和200℃的QST下,所获显微组织以具有析出相的板条马氏体为主。在本实施例中已发现,为实现强度与韧性的良好组合,应避免形成相当数量的上贝氏体以及尤其以上贝氏体为主的显微组织。另外,非常高的QST也应避免,因为铁素体与孪晶马氏体的混合显微组织不会产生强度与韧性的良好组合。当所述基本无硼钢采用QST为约380℃(716°F)的IDQ法处理时,所获显微组织以板条马氏体为主,如图7所示。该明场透射电子显微照片展示出一种具有高位错含量的细小、平行的板条结构,由此,这一组织具有高的强度。从高的强度和韧性的角度考虑,可认为该显微组织比较理想。然而,值得注意的是,在等效的IDQ淬火终止温度(QST)或者确切低至约200℃(392°F)的QST条件下,本发明的含硼钢中所获得的以下贝氏体为主的显微组织的韧性高于上述的韧性。当QST增加至约428℃(802°F)时,所获显微组织很快由以板条马氏体为主变成以下贝氏体为主。图8是采用IDQ法处理至428℃(802°F)的QST时的钢“D”(根据此处的表II)的透射电子显微照片,其展示了下贝氏体铁素体基体中的渗碳体析出相的特征。在本实施例的合金中,下贝氏体显微组织的特征在于其在受热期间具有优异的稳定性,甚至在焊接件的细晶粒热影响区(HAZ)、亚临界的热影响区和临界热影响区间都具有抗软化性。这可以用存在非常细小的含Mo,V和Nb类型的合金碳氮化物进行解释。
当QST温度升至约460℃(860°F)时,以下贝氏体为主的显微组织为由上贝氏体和下贝氏体的混合物构成的显微组织所替代。如所预料的那样,较高的QST导致强度的下降。同时,强度下降还伴随有韧性的降低,这可归因于上贝氏体的大量存在。图9中的明场透射电子显微照片示出的是采用QST约461℃(862°F)的IDQ法处理的实例钢“D”(根据此处的表II)的一个区域。所述照片展示出以在贝氏体铁素体板条的交界处存在渗碳体薄片为特征的上贝氏体板条。
在更高的QST,如534℃(993°F)下,所获显微组织由含有铁素体和孪晶马氏体析出相混合物组成。图10A和10B所示的明场透射电子显微照片取自于采用QST为约534℃(993°F)的IDQ法处理的实例钢“D”(根据此处的表II)中的区域。在该试样中,除脆性的孪晶马氏体外,还形成了相当多的含有析出相的铁素体。最终结果是强度明显下降,而韧性并未得到相应改善。
对于本发明的容许性能而言,基本无硼钢具有获得所要求的组织和性能所需的适当的QST范围,优选约200-450℃(392-842°F)。低于约150℃(302°F)时,板条马氏体的强度太高,不能获得最佳的韧性,而高于约450℃(842°F)时,所述钢首先形成太多的上贝氏体,并且逐渐地形成较多的铁素体,并形成有害的析出相,最终又形成孪晶马氏体,结果使得这些试样的韧性很差。
这些基本无硼钢的显微组织特点由所述钢的不很令人满意的连续冷却转变特征产生。在不存在添加的硼时,铁素体形核不能象在含硼钢中那样受到有效抑制。结果,在高的QST下,有相当多的铁素体在转变初期形成,从而使得碳隔离在余下的奥氏体中,所述奥氏体随后便转变成高碳孪晶马氏体。其次,在钢中不存在添加的硼时,向上贝氏体的转变同样也未受到抑制,结果形成了所不希望的韧性不足的上贝氏体与下贝氏体混合显微组织。此外,当钢厂不具有始终如一地生产含硼钢的专门技术时,仍可有效地利用IDQ处理方法来生产具有优良强度和韧性的钢,条件是处理这些钢时使用上述的准则,特别是关于QST的准则。
根据本发明处理的钢板坯优选在轧制前进行适当的再加热,以便对显微组织产生所要求的影响。再加热的目的是将Mo,Nb和V的碳化物和碳氮化物充分溶解在奥氏体中,以便这些元素在后来的钢的处理过程中以更令人满意的形式,即淬火前以及冷却和焊接时在奥氏体或者奥氏体转变产物中以细小析出相的形式再析出。在本发明中,实施再加热的温度范围为约1000-1250℃(1832-2282°F),并且优选为约1050-1150℃(1922-2102°F)。通过对合金设计和热机械处理过程进行匹配,使强碳氮化物形成元素,尤其是铌和钒,达到如下平衡:
·约1/3的所述元素优选淬火处理前在奥低体中析出
·约1/3的所述元素优选在淬火后的冷却过程中在奥氏体的转变产物中析出
·约1/3的所述元素优选保持固溶态,以便能够在HAZ中析出,从而使在屈服强度大于550MPa(80Ksi)的钢中出现的正常软化得到改善。
在所述实施例钢的生产中采用的轧制规范于表I中给出。
表I
| 道次 | 轧制后的厚度-毫米(英寸) | 温度℃(°F) |
| 0 | 100(3.9) | 1240(2264) |
| 1 | 90(3.5) | ------- |
| 2 | 80(3.1) | ------- |
| 3 | 70(2.8) | 1080(1976) |
| 4 | 60(2.4) | 930(1706) |
| 5 | 45(1.8) | ------- |
| 6 | 30(1.2) | ------- |
| 7 | 20(0.8) | 827(1521) |
以35℃/秒(63°F/秒)的冷却速度,从终轧温度至淬火终止温度对所述钢进行淬火处理,之后,空冷至室温。这一IDQ处理方法可获得所要求的以细晶粒下贝氏体、细晶粒板条马氏体或者它们的混合物为主的显微组织。
再参照图6,可看到,基本无硼钢D(表II)(采用点划线连接的下面一组数据点)以及含有预定的少量硼的钢H和I(表II)(上面的两平行线间的一组数据点),可以进行成分调整和生产,以便获得超过900MPa(135Ksi)的抗拉强度以及在-40℃(-40°F)下超过120焦耳(90英尺-磅)的韧性,例如,超过120焦耳(90英尺-磅)的vE-40。在每种情形下,所获材料的特征均在于其以细晶粒的下贝氏体和/或细晶粒的板条马氏体为主。如标示为“534”(代表该试样使用的淬火终止温度,单位:℃)的数据点所表明的那样,当处理参数落在本发明的方法的限定范围之外时,所获得显微组织(含有析出相的铁素体加上上贝氏体和/或孪晶马氏体或板条马氏体)不是本发明的钢所要求的显微组织,而且,抗拉强度或者韧性,或者此两项指标均低于管线用管应用场合所要求的范围。
根据本发明化学成分的钢的实施例如表II所示。标记为“A”-“D”的钢是基本无硼的钢,而标记为“E”-“I”的钢含有添加的硼。
表II
试验钢的化学组成
| 钢的编号 | 合金含量(重量%或+ppm) | ||||||||||||||
| C | Si | Mn | Ni | Cu | Cr | Mo | Nb | V | Ti | Al | B+ | N+ | P+ | S+ | |
| A | 0.050 | 0.07 | 1.79 | 0.35 | --- | 0.6 | 0.30 | 0.030 | 0.030 | 0.012 | 0.021 | --- | 21 | 50 | 10 |
| B | 0.049 | 0.07 | 1.79 | 0.35 | --- | 0.6 | 0.30 | 0.031 | 0.059 | 0.012 | 0.019 | --- | 19 | 50 | 8 |
| C | 0.071 | 0.07 | 1.79 | 0.35 | --- | 0.6 | 0.30 | 0.030 | 0.059 | 0.012 | 0.019 | --- | 19 | 50 | 8 |
| D | 0.072 | 0.25 | 1.97 | 0.33 | 0.4 | 0.6 | 0.46 | 0.032 | 0.052 | 0.015 | 0.018 | --- | 40 | 50 | 16 |
| E | 0.049 | 0.07 | 1.62 | 0.35 | --- | --- | 0.20 | 0.030 | 0.060 | 0.015 | 0.020 | 8 | 27 | 50 | 6 |
| F | 0.049 | 0.07 | 1.80 | 0.35 | --- | --- | 0.20 | 0.030 | 0.060 | 0.015 | 0.020 | 8 | 25 | 50 | 8 |
| G | 0.069 | 0.07 | 1.81 | 0.35 | --- | --- | 0.20 | 0.032 | 0.062 | 0.018 | 0.020 | 8 | 31 | 50 | 7 |
| H | 0.072 | 0.07 | 1.91 | 0.35 | --- | 0.29 | 0.30 | 0.031 | 0.059 | 0.015 | 0.019 | 10 | 25 | 50 | 9 |
| I | 0.070 | 0.09 | 1.95 | 0.35 | --- | 0.30 | 0.30 | 0.030 | 0.059 | 0.014 | 0.020 | 9 | 16 | 50 | 10 |
根据本发明的方法处理的钢适合用于管线用管的应用场合,但并非仅限于此。这种钢可适用于其它场合,例如作为结构钢使用。
前面已经通过一个或多个优选的实施方案对本发明进行了描述,但应该了解的是,可以进行其它的修正,只要所述修正未偏离后面的权利要求书中规定的本发明的范围。
术语表
Ac1转变点:加热期间奥氏体开始形成的温度;
Ar1转变点:冷却期间,奥氏体向铁素体或者铁素体+渗碳体的转变终了的温度;
Ar3转变点:冷却期间,奥氏体开始转变成铁素体的温度;
渗碳体:铁的碳化物;
Ceq(碳当量):一个用于表示焊接性的公知工业术语;而且,Ceq=(重量%C+重量%Mn/6+(重量%Cr+重量%Mo+重量%V)/5+(重量%Cu+重量%Ni)/15);
ESSP:一个与钢中硫化物夹杂的形状控制有关的指标;而且,ESSP=(重量%Ca)[1-124(重量%O)]/1.25(重量%S);
Fe23(C,B)6:铁的碳硼化物的一种形式;
HAZ:热影响区;
IDQ:直接淬火中断法;
贫合金元素的化学组成:Ceq小于约0.50;
Mo2C:钼的碳化物的一种形式;
Nb(C,N):铌的碳氮化物;
Pcm:一个用于表示焊接性的公知工业术语;而且,Pcm=(重量%C+重量%Si/30+(重量%Mn+重量%Cu+重量%Cr)/20+重量%Ni/60+重量%Mo/15+重量%V/10+5(重量%B));
为主:用于描述本发明,意思是至少约50%体积;
淬火:用于描述本发明,指的是采用任何方式进行的加速冷却,在所述方式中,选用的是具有增加钢的冷却速度倾向的流体,与空冷相反;
淬火(冷却)速度:板厚中心处,或者基本上中心处的冷却速度;
淬火终止温度(QST):淬火停止后,由于来自于板厚中间部位的热传递的缘故,钢板表面达到的最高,或者基本最高的温度;
REM:稀土金属;
Tnr温度:奥氏体不会发生再结晶的最高温度;
V(C,N):钒的碳氮化物;
vE-40:在-40℃(-40°F)下,采用夏氏V型缺口冲击试验确定的冲击能量。
Claims (14)
1.一种低合金、基本无硼的钢,其抗拉强度至少900MPa(130Ksi),在-40℃(-40°F)下,采用夏氏V型缺口冲击试验测定的韧性至少120焦耳(90英尺-磅),并且,该钢具有主要包括由基本上未再结晶的奥氏体晶粒转变而成的细晶粒的下贝氏体、细晶粒的板条马氏体或者它们的混合物的基本未回火的显微组织,而且,其中所述的钢含有铁和下面的添加元素,以重量百分比计:
0.03-0.10% C,
1.6-2.1% Mn,
0.01-0.10% Nb,
0.01-0.10% V,
0.3-0.6% Mo,以及
0.005-0.03% Ti,
并且,其进一步的特征在于:
0.5≤Ceq≤0.7,
Pcm≤0.35。
2.根据权利要求1的低合金、基本无硼的钢,其进一步含有至少一种选自下组的添加元素:(i)0-0.6重量%Si,(ii)0-1.0重量%Cu,(iii)0-1.0重量%Ni,(iv)0-1.0重量%Cr,(v)0-0.006重量%Ca,(vi)0-0.06重量%Al,(vii)0-0.02重量%REM,以及(viii)0-0.006重量%Mg。
3.根据权利要求1的低合金、基本无硼的钢,其进一步含有细小的渗碳体析出相。
4.根据权利要求1的低合金、基本无硼的钢,其进一步含有钒、铌和钼的碳化物或碳氮化物析出相。
5.根据权利要求4的低合金、基本无硼的钢,其中,钒和铌的总浓度大于0.06重量%。
6.根据权利要求4的低合金、基本无硼的钢,其中,钒和铌的浓度均分别大于0.03重量%。
7.根据权利要求1的低合金、基本无硼的钢,其中所述的显微组织以细晶粒的下贝氏体为主。
8.根据权利要求1的低合金、基本无硼的钢,其中,所述钢含有0.05-0.09%的C。
9.根据权利要求1的低合金、基本无硼的钢,其中,所述钢含有0.2-1.0%的Ni。
10.根据权利要求1的低合金、基本无硼的钢,其中,所述钢含有0.03-0.06%的Nb。
11.根据权利要求1的低合金、基本无硼的钢,其中,所述钢含有0.03-0.08%的V。
12.根据权利要求1的低合金、基本无硼的钢,其中,所述钢含有0.015-0.02%的Ti。
13.根据权利要求1的低合金、基本无硼的钢,其中,所述钢含有0.001-0.06%的Al。
14.根据权利要求1-13中任一项的低合金基本无硼的钢用于生产厚度至少10毫米(0.39英寸)的板材的用途。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US5396497P | 1997-07-28 | 1997-07-28 | |
| US60/053,964 | 1997-07-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1265711A CN1265711A (zh) | 2000-09-06 |
| CN1087357C true CN1087357C (zh) | 2002-07-10 |
Family
ID=21987778
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98807745A Expired - Lifetime CN1087357C (zh) | 1997-07-28 | 1998-07-28 | 具有良好韧性的超高强度、可焊接、基本无硼的钢 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US6224689B1 (zh) |
| EP (1) | EP1025271B1 (zh) |
| JP (1) | JP4105380B2 (zh) |
| KR (1) | KR100375085B1 (zh) |
| CN (1) | CN1087357C (zh) |
| AT (1) | ATE307912T1 (zh) |
| AU (1) | AU736152B2 (zh) |
| BR (1) | BR9811059A (zh) |
| CA (1) | CA2295586C (zh) |
| DE (1) | DE69832088T2 (zh) |
| ES (1) | ES2251096T3 (zh) |
| RU (1) | RU2215813C2 (zh) |
| UA (1) | UA57798C2 (zh) |
| WO (1) | WO1999005334A1 (zh) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3519966B2 (ja) * | 1999-01-07 | 2004-04-19 | 新日本製鐵株式会社 | 低温靱性に優れた超高強度ラインパイプおよびその製造法 |
| EP1182268B1 (en) * | 2000-02-02 | 2004-09-29 | JFE Steel Corporation | High strength, high toughness, seamless steel pipe for line pipe |
| DE60133463T2 (de) * | 2000-06-09 | 2008-12-11 | Nippon Steel Corp. | Verfahren zum herstellen eines hochfesten stahlrohres |
| DE60138204D1 (de) * | 2000-09-12 | 2009-05-14 | Jfe Steel Corp | Ultra hochfestes kaltgewalztes stahlblech und sein herstellungsverfahren |
| US6650457B2 (en) * | 2001-05-21 | 2003-11-18 | Gentex Corporation | Rearview mirror constructed for efficient assembly |
| US7048810B2 (en) * | 2001-10-22 | 2006-05-23 | Exxonmobil Upstream Research Company | Method of manufacturing hot formed high strength steel |
| AU2002365596B2 (en) | 2001-11-27 | 2007-08-02 | Exxonmobil Upstream Research Company | CNG fuel storage and delivery systems for natural gas powered vehicles |
| US6852175B2 (en) * | 2001-11-27 | 2005-02-08 | Exxonmobil Upstream Research Company | High strength marine structures |
| EP1473376B1 (en) * | 2002-02-07 | 2015-11-18 | JFE Steel Corporation | High strength steel plate and method for production thereof |
| WO2005038064A1 (ja) * | 2003-10-17 | 2005-04-28 | Nippon Steel Corporation | 穴拡げ性と延性に優れた高強度薄鋼板 |
| JP4781767B2 (ja) * | 2005-10-05 | 2011-09-28 | 三菱重工業株式会社 | 高温用構造体の製造方法 |
| BRPI0617763A2 (pt) * | 2005-10-24 | 2011-08-02 | Exxonmobil Upstream Res Co | aço de fase dupla de resistência elevada com razão de deformação baixa, alta dureza e capacidade de fundição superior |
| JP4751224B2 (ja) * | 2006-03-28 | 2011-08-17 | 新日本製鐵株式会社 | 靭性と溶接性に優れた機械構造用高強度シームレス鋼管およびその製造方法 |
| KR100851189B1 (ko) * | 2006-11-02 | 2008-08-08 | 주식회사 포스코 | 저온인성이 우수한 초고강도 라인파이프용 강판 및 그제조방법 |
| AU2008211941B2 (en) * | 2007-01-31 | 2011-06-02 | Jfe Steel Corporation | High tensile strength steel having favorable delayed fracture resistance and method for manufacturing the same |
| KR101018131B1 (ko) * | 2007-11-22 | 2011-02-25 | 주식회사 포스코 | 저온인성이 우수한 고강도 저항복비 건설용 강재 및 그제조방법 |
| BR122017016259B1 (pt) | 2009-05-19 | 2020-11-10 | Nippon Steel Corporation | aço para estrutura soldada |
| TWI365915B (en) | 2009-05-21 | 2012-06-11 | Nippon Steel Corp | Steel for welded structure and producing method thereof |
| CN102549188B (zh) * | 2009-09-30 | 2014-02-19 | 杰富意钢铁株式会社 | 具有低屈服比、高强度以及高均匀伸长率的钢板及其制造方法 |
| US9011936B2 (en) * | 2009-10-16 | 2015-04-21 | Naturex, S.A. | Extract of Rosmarinus officinalis L. leaves for pharmaceutical applications |
| CN101805820A (zh) * | 2010-04-22 | 2010-08-18 | 山西太钢不锈钢股份有限公司 | 一种塑料模具钢的预硬化处理方法 |
| CN102011068B (zh) * | 2010-12-13 | 2012-07-25 | 首钢总公司 | 一种800MPa级低屈强比结构钢板及其生产方法 |
| US10974349B2 (en) * | 2010-12-17 | 2021-04-13 | Magna Powertrain, Inc. | Method for gas metal arc welding (GMAW) of nitrided steel components using cored welding wire |
| CN103060690A (zh) * | 2013-01-22 | 2013-04-24 | 宝山钢铁股份有限公司 | 一种高强度钢板及其制造方法 |
| WO2015088523A1 (en) | 2013-12-11 | 2015-06-18 | ArcelorMittal Investigación y Desarrollo, S.L. | Cold rolled and annealed steel sheet |
| CN105506494B (zh) * | 2014-09-26 | 2017-08-25 | 宝山钢铁股份有限公司 | 一种屈服强度800MPa级高韧性热轧高强钢及其制造方法 |
| JP6314921B2 (ja) * | 2015-06-25 | 2018-04-25 | Jfeスチール株式会社 | 曲げ加工性に優れた低降伏比高張力厚鋼板およびその製造方法 |
| KR20170074319A (ko) | 2015-12-21 | 2017-06-30 | 주식회사 포스코 | 저온인성 및 수소유기균열 저항성이 우수한 후판 강재 및 그 제조방법 |
| CN106906413A (zh) | 2015-12-22 | 2017-06-30 | 宝山钢铁股份有限公司 | 一种大线能量焊接热影响区韧性优异的厚钢板及其制造方法 |
| KR101736638B1 (ko) * | 2015-12-23 | 2017-05-30 | 주식회사 포스코 | 수소유기 균열 (hic) 저항성이 우수한 압력용기용 강재 및 그 제조방법 |
| CN106636590B (zh) * | 2016-12-02 | 2018-04-03 | 燕山大学 | 一种可替代调质处理的中碳钢热机械处理方法 |
| CN114959439B (zh) * | 2021-02-25 | 2023-05-09 | 宝山钢铁股份有限公司 | 一种高强韧贝氏体地质钻探管及其制造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57134514A (en) * | 1981-02-12 | 1982-08-19 | Kawasaki Steel Corp | Production of high-tensile steel of superior low- temperature toughness and weldability |
| JPS605647B2 (ja) * | 1981-09-21 | 1985-02-13 | 川崎製鉄株式会社 | 低温靭性と溶接性に優れたボロン含有非調質高張力鋼の製造方法 |
| JPH02250941A (ja) * | 1989-03-24 | 1990-10-08 | Sumitomo Metal Ind Ltd | 低炭素クロムモリブデン鋼及びその製造方法 |
| JP3246993B2 (ja) * | 1993-10-29 | 2002-01-15 | 新日本製鐵株式会社 | 低温靭性に優れた厚鋼板の製造方法 |
| JPH07292416A (ja) | 1994-04-22 | 1995-11-07 | Nippon Steel Corp | 超高強度ラインパイプ用鋼板の製造方法 |
| JP3550726B2 (ja) | 1994-06-03 | 2004-08-04 | Jfeスチール株式会社 | 低温靱性に優れた高張力鋼の製造方法 |
| JPH08104922A (ja) | 1994-10-07 | 1996-04-23 | Nippon Steel Corp | 低温靱性の優れた高強度鋼管の製造方法 |
| US5545270A (en) | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method of producing high strength dual phase steel plate with superior toughness and weldability |
| US5531842A (en) * | 1994-12-06 | 1996-07-02 | Exxon Research And Engineering Company | Method of preparing a high strength dual phase steel plate with superior toughness and weldability (LAW219) |
| US5545269A (en) * | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method for producing ultra high strength, secondary hardening steels with superior toughness and weldability |
| US5900075A (en) | 1994-12-06 | 1999-05-04 | Exxon Research And Engineering Co. | Ultra high strength, secondary hardening steels with superior toughness and weldability |
| JPH08176659A (ja) | 1994-12-20 | 1996-07-09 | Sumitomo Metal Ind Ltd | 低降伏比高張力鋼の製造方法 |
| AU680590B2 (en) * | 1995-01-26 | 1997-07-31 | Nippon Steel Corporation | Weldable high-tensile steel excellent in low-temperature toughness |
| CA2187028C (en) * | 1995-02-03 | 2001-07-31 | Hiroshi Tamehiro | High strength line pipe steel having low yield ratio and excellent low temperature toughness |
| JPH08311550A (ja) | 1995-03-13 | 1996-11-26 | Nippon Steel Corp | 超高強度鋼管用鋼板の製造方法 |
| JPH08311549A (ja) | 1995-03-13 | 1996-11-26 | Nippon Steel Corp | 超高強度鋼管の製造方法 |
| JPH08311548A (ja) | 1995-03-13 | 1996-11-26 | Nippon Steel Corp | 溶接部靭性の優れた超高強度鋼管用鋼板の製造方法 |
| JP3314295B2 (ja) | 1995-04-26 | 2002-08-12 | 新日本製鐵株式会社 | 低温靱性に優れた厚鋼板の製造方法 |
| JP3612115B2 (ja) | 1995-07-17 | 2005-01-19 | 新日本製鐵株式会社 | 低温靭性に優れた超高強度鋼板の製造方法 |
| JP3258207B2 (ja) | 1995-07-31 | 2002-02-18 | 新日本製鐵株式会社 | 低温靭性の優れた超高張力鋼 |
-
1998
- 1998-07-28 AU AU86674/98A patent/AU736152B2/en not_active Ceased
- 1998-07-28 DE DE69832088T patent/DE69832088T2/de not_active Expired - Lifetime
- 1998-07-28 US US09/123,859 patent/US6224689B1/en not_active Expired - Lifetime
- 1998-07-28 BR BR9811059-4A patent/BR9811059A/pt not_active IP Right Cessation
- 1998-07-28 RU RU2000104834/02A patent/RU2215813C2/ru not_active IP Right Cessation
- 1998-07-28 AT AT98938068T patent/ATE307912T1/de active
- 1998-07-28 EP EP98938068A patent/EP1025271B1/en not_active Expired - Lifetime
- 1998-07-28 CN CN98807745A patent/CN1087357C/zh not_active Expired - Lifetime
- 1998-07-28 KR KR10-2000-7000910A patent/KR100375085B1/ko not_active IP Right Cessation
- 1998-07-28 ES ES98938068T patent/ES2251096T3/es not_active Expired - Lifetime
- 1998-07-28 JP JP2000504300A patent/JP4105380B2/ja not_active Expired - Lifetime
- 1998-07-28 UA UA2000021128A patent/UA57798C2/uk unknown
- 1998-07-28 WO PCT/US1998/015630 patent/WO1999005334A1/en active IP Right Grant
- 1998-07-28 CA CA002295586A patent/CA2295586C/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ES2251096T3 (es) | 2006-04-16 |
| ATE307912T1 (de) | 2005-11-15 |
| DE69832088D1 (de) | 2005-12-01 |
| CN1265711A (zh) | 2000-09-06 |
| BR9811059A (pt) | 2000-09-19 |
| JP4105380B2 (ja) | 2008-06-25 |
| EP1025271A4 (en) | 2001-07-18 |
| CA2295586C (en) | 2007-05-15 |
| CA2295586A1 (en) | 1999-02-04 |
| DE69832088T2 (de) | 2006-07-13 |
| JP2001511481A (ja) | 2001-08-14 |
| KR100375085B1 (ko) | 2003-03-07 |
| UA57798C2 (uk) | 2003-07-15 |
| EP1025271A1 (en) | 2000-08-09 |
| AU8667498A (en) | 1999-02-16 |
| KR20010022331A (ko) | 2001-03-15 |
| RU2215813C2 (ru) | 2003-11-10 |
| WO1999005334A1 (en) | 1999-02-04 |
| EP1025271B1 (en) | 2005-10-26 |
| AU736152B2 (en) | 2001-07-26 |
| US6224689B1 (en) | 2001-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1087357C (zh) | 具有良好韧性的超高强度、可焊接、基本无硼的钢 | |
| CN1085258C (zh) | 超低温韧性优异的可焊接的超高强度钢 | |
| CN1088474C (zh) | 具有优异韧性的可焊接超高强度钢的制造方法 | |
| CN1087356C (zh) | 具有优异韧性的超高强度可焊接含硼钢 | |
| CN1098359C (zh) | 具有优异的低温韧性的超高强度双相钢及其制造方法 | |
| CN1098358C (zh) | 具有优异低温韧性的超高强度奥氏体时效钢 | |
| CN1125882C (zh) | 具有优异低温韧性的超高强度三相钢 | |
| CN1128888C (zh) | 具有优异低温韧性的超高强度奥氏体时效钢 | |
| JP5476763B2 (ja) | 延性に優れた高張力鋼板及びその製造方法 | |
| CN1075117C (zh) | 具有优良韧性和焊接性的超高强度二次硬化钢 | |
| CN1060814C (zh) | 韧性和焊接性良好的双相钢板的制造方法 | |
| JP4767590B2 (ja) | 低降伏比高張力鋼および低降伏比高張力鋼の製造方法 | |
| CN1146784A (zh) | 低温韧性优良的可焊性高强度钢 | |
| JP2010509494A (ja) | 低温靭性に優れた超高強度ラインパイプ用鋼板及びその製造方法 | |
| CN1918308A (zh) | 高张力钢板的制造方法 | |
| JP4071906B2 (ja) | 低温靱性の優れた高張力ラインパイプ用鋼管の製造方法 | |
| JPH11140580A (ja) | 低温靱性に優れた高強度鋼用の連続鋳造鋳片およびその製造法、および低温靱性に優れた高強度鋼 | |
| CN1282381A (zh) | 具有优异的低温韧性的超高强度钢 | |
| JP2006342421A (ja) | 耐溶接割れ性に優れた高張力鋼の製造方法 | |
| CN1643167A (zh) | 高温强度优异的高强度钢及其制造方法 | |
| JP4878219B2 (ja) | Haz靱性に優れ、溶接後熱処理による強度低下が小さい鋼板 | |
| CN1840726A (zh) | 具有优异强度与韧性的钢材及其制造方法 | |
| JP2003321727A (ja) | 曲げ加工性に優れた低降伏比型高張力鋼板およびその製造方法 | |
| JP2005068478A (ja) | 超大入熱溶接熱影響部靱性に優れた低降伏比高張力厚鋼板の製造方法 | |
| CN1715435A (zh) | 具有抗hic性能x80管线钢及其热轧板制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20020710 |
|
| CX01 | Expiry of patent term |